
Influence of Light-Intensity-Dependent Droplet Directionality on Dimensions of Structures Constructed Using an In Situ Light-Guided 3D Printing Method

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Setup
2.3. Image Analysis
3. Results and Discussion
3.1. Light-Intensity-Dependent Changes in Dimensions of a 3D-Printed Structure Using an In Situ Light-Guided Method
3.2. Light-Intensity-Dependent Directionality of Droplets
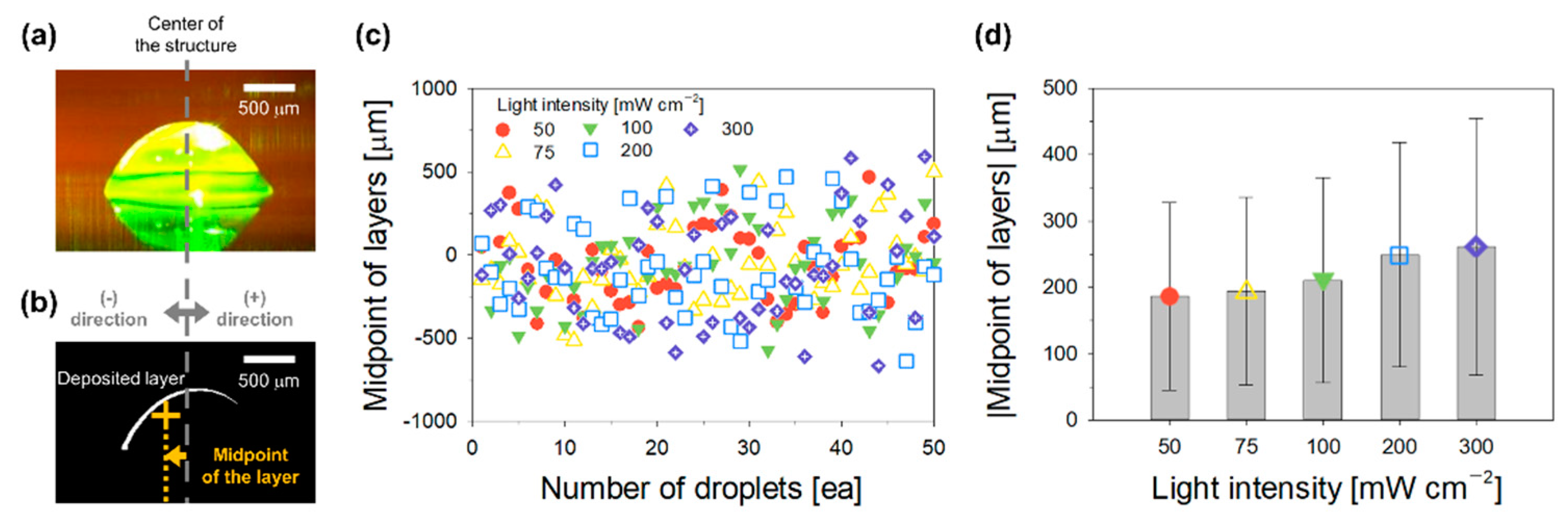
3.3. Shape and Position of Deposited Single Layers According to Droplet Directionality
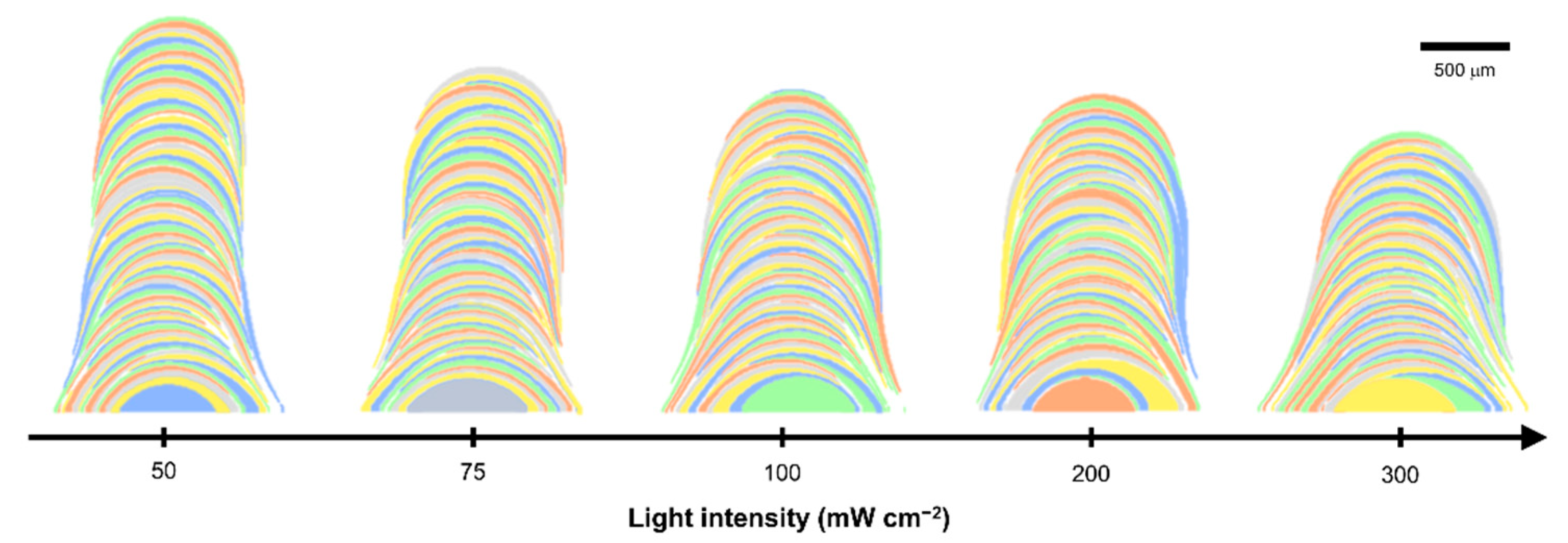
3.4. Formation of Final Structure by Successive Deposition of Single Layers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ibrahim, D.; Broilo, T.L.; Heitz, C.; de Oliveira, M.G.; de Oliveira, H.W.; Nobre, S.M.; Dos Santos Filho, J.H.; Silva, D.N. Dimensional Error of Selective Laser Sintering, Three-Dimensional Printing and PolyJet Models in the Reproduction of Mandibular Anatomy. J. Craniomaxillofac. Surg. 2009, 37, 167–173. [Google Scholar] [CrossRef] [PubMed]
- Castiaux, A.D.; Pinger, C.W.; Hayter, E.A.; Bunn, M.E.; Martin, R.S.; Spence, D.M. PolyJet 3D-Printed Enclosed Microfluidic Channels without Photocurable Supports. Anal. Chem. 2019, 91, 6910–6917. [Google Scholar] [CrossRef] [PubMed]
- Meess, K.M.; Izzo, R.L.; Dryjski, M.L.; Curl, R.E.; Harris, L.M.; Springer, M.; Siddiqui, A.H.; Rudin, S.; Ionita, C.N. 3D Printed Abdominal Aortic Aneurysm Phantom for Image Guided Surgical Planning with a Patient Specific Fenestrated Endovascular Graft System. Proc. SPIE-Int. Soc. Opt. Eng. 2017, 10138, 159–172. [Google Scholar] [CrossRef]
- Liu, T.; Guessasma, S.; Zhu, J.; Zhang, W.; Nouri, H.; Belhabib, S. Microstructural defects induced by stereolithography and related compressive behaviour of polymers. J. Mater. Process. Technol. 2018, 251, 37–46. [Google Scholar] [CrossRef]
- Manapat, J.Z.; Chen, Q.; Ye, P.; Advincula, R.C. 3D Printing of Polymer Nanocomposites via Stereolithography. Macromol. Mater. Eng. 2017, 302, 1600553. [Google Scholar] [CrossRef]
- Melchels, F.P.; Feijen, J.; Grijpma, D.W. A Review on Stereolithography and Its Applications in Biomedical Engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef]
- Lee, Y.; Han, J.; Choi, B.; Yoon, J.; Park, J.; Kim, Y.; Lee, J.; Kim, D.H.; Kim, D.M.; Lim, M.; et al. Three-Dimensionally Printed Micro-electromechanical Switches. ACS Appl. Mater. Interfaces 2018, 10, 15841–15846. [Google Scholar] [CrossRef]
- Leigh, S.J.; Bradley, R.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. A Simple, Low-Cost Conductive Composite Material for 3D Printing of Electronic Sensors. PLoS ONE 2012, 7, e49365. [Google Scholar] [CrossRef]
- Lim, J.; Kim, J. 3D Vascular Replicas Composed of Elastomer–Hydrogel Skin Multilayers for Simulation of Endovascular Intervention. Adv. Funct. Mater. 2020, 30, 2003395. [Google Scholar] [CrossRef]
- Lim, J.; Kim, A.R.; Kim, S.; Lee, S.; Yoo, D.; Park, J.; Kim, J. A New Dip Coating Method Using Supporting Liquid for Forming Uniformly Thick Layers on Serpentine 3D Substrates. Adv. Mater. Interfaces 2019, 6, 1901485. [Google Scholar] [CrossRef]
- Lim, J.; Hwang, J.; Kim, J. Rapid and Accurate Manufacture of 3D Vascular Replicas with Smooth Inner Surfaces Using Wax-Coated Molds. Adv. Mater. Technol. 2021, 6, 2100220. [Google Scholar] [CrossRef]
- Msallem, B.; Sharma, N.; Cao, S.; Halbeisen, F.S.; Zeilhofer, H.F.; Thieringer, F.M. Evaluation of the Dimensional Accuracy of 3D-Printed Anatomical Mandibular Models Using FFF, SLA, SLS, MJ, and BJ Printing Technology. J. Clin. Med. 2020, 9, 817. [Google Scholar] [CrossRef] [PubMed]
- Tappa, K.; Jammalamadaka, U. Novel Biomaterials Used in Medical 3D Printing Techniques. J. Funct. Biomater. 2018, 9, 22. [Google Scholar] [CrossRef] [PubMed]
- Appleyard, D. Powering up on Powder Technology. Met. Powder Rep. 2015, 70, 285–289. [Google Scholar] [CrossRef]
- Karakurt, I.; Lin, L. 3D printing technologies: Techniques, materials, and post-processing. Curr. Opin. Chem. Eng. 2020, 28, 134–143. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mulhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef]
- Ionita, C.N.; Mokin, M.; Varble, N.; Bednarek, D.R.; Xiang, J.; Snyder, K.V.; Siddiqui, A.H.; Levy, E.I.; Meng, H.; Rudin, S. Challenges and Limitations of Patient-Specific Vascular Phantom Fabrication Using 3D Polyjet Printing. Proc. SPIE Int. Soc. Opt. Eng. 2014, 9038, 164–175. [Google Scholar] [CrossRef]
- Hu, K.; Jin, S.; Wang, C.C.L. Support slimming for single material based additive manufacturing. Comput. Aided Des. 2015, 65, 1–10. [Google Scholar] [CrossRef]
- Wei, C.; Chueh, Y.-H.; Zhang, X.; Huang, Y.; Chen, Q.; Li, L. Easy-To-Remove Composite Support Material and Procedure in Additive Manufacturing of Metallic Components Using Multiple Material Laser-Based Powder Bed Fusion. J. Manuf. Sci. Eng. 2019, 141, 071002. [Google Scholar] [CrossRef]
- Lim, J.; Kim, Y.K.; Won, D.J.; Choi, I.H.; Lee, S.; Kim, J. 3D Printing of Freestanding Overhanging Structures Utilizing an In Situ Light Guide. Adv. Mater. Technol. 2019, 4, 1900118. [Google Scholar] [CrossRef]
- Choi, M.; Choi, J.W.; Kim, S.; Nizamoglu, S.; Hahn, S.K.; Yun, S.H. Light-guiding hydrogels for cell-based sensing and optogenetic synthesis in vivo. Nat. Photonics 2013, 7, 987–994. [Google Scholar] [CrossRef] [PubMed]
- Guo, J.; Liu, X.; Jiang, N.; Yetisen, A.K.; Yuk, H.; Yang, C.; Khademhosseini, A.; Zhao, X.; Yun, S.H. Highly Stretchable, Strain Sensing Hydrogel Optical Fibers. Adv. Mater. 2016, 28, 10244–10249. [Google Scholar] [CrossRef] [PubMed]
- Choi, M.; Humar, M.; Kim, S.; Yun, S.H. Step-Index Optical Fiber Made of Biocompatible Hydrogels. Adv. Mater. 2015, 27, 4081–4086. [Google Scholar] [CrossRef] [PubMed]
- Ciddor, P.E. Refractive index of air: New equations for the visible and near infrared. Appl. Opt. 1996, 35, 1566–1573. [Google Scholar] [CrossRef]
- Lim, J.; Lee, S.; Kim, J. Structural dimensions depending on light intensity in a 3D printing method that utilizes in situ light as a guide. Micro Nano Syst. Lett. 2020, 8, 9. [Google Scholar] [CrossRef]
- Choi, I.H.; Kim, Y.K.; Lee, S.; Lee, S.H.; Kim, J. A Pneumatic Drop-On-Demand Printing System with an Extended Printable Liquid Range. J. Microelectromech. Syst. 2015, 24, 768–770. [Google Scholar] [CrossRef]
- Agrawal, M.; Premlata, A.R.; Tripathi, M.K.; Karri, B.; Sahu, K.C. Nonspherical Liquid Droplet Falling in Air. Phys. Rev. E. 2017, 95, 033111. [Google Scholar] [CrossRef]
- Balla, M.; Kumar Tripathi, M.; Sahu, K.C. Shape oscillations of a nonspherical water droplet. Phys. Rev. E 2019, 99, 023107. [Google Scholar] [CrossRef]
- Agrawal, M.; Katiyar, R.K.; Karri, B.; Sahu, K.C. Experimental investigation of a nonspherical water droplet falling in air. Phys. Fluids 2020, 32, 112105. [Google Scholar] [CrossRef]
- Zhang, B.; Ling, Y.; Tsai, P.H.; Wang, A.B.; Popinet, S.; Zaleski, S. Short-term oscillation and falling dynamics for a water drop dripping in quiescent air. Phys. Rev. Fluids 2019, 4, 123604. [Google Scholar] [CrossRef] [Green Version]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lim, J.; Lee, S. Influence of Light-Intensity-Dependent Droplet Directionality on Dimensions of Structures Constructed Using an In Situ Light-Guided 3D Printing Method. Polymers 2022, 14, 3839. https://doi.org/10.3390/polym14183839
Lim J, Lee S. Influence of Light-Intensity-Dependent Droplet Directionality on Dimensions of Structures Constructed Using an In Situ Light-Guided 3D Printing Method. Polymers. 2022; 14(18):3839. https://doi.org/10.3390/polym14183839
Chicago/Turabian StyleLim, Jongkyeong, and Sangmin Lee. 2022. "Influence of Light-Intensity-Dependent Droplet Directionality on Dimensions of Structures Constructed Using an In Situ Light-Guided 3D Printing Method" Polymers 14, no. 18: 3839. https://doi.org/10.3390/polym14183839