

Carbon/Basalt Fibers Hybrid Composites: Hybrid Design and the Application in Automobile Engine Hood

 , , ,
, , ,
Abstract
:1. Introduction
2. Methods
2.1. Materials and Processing
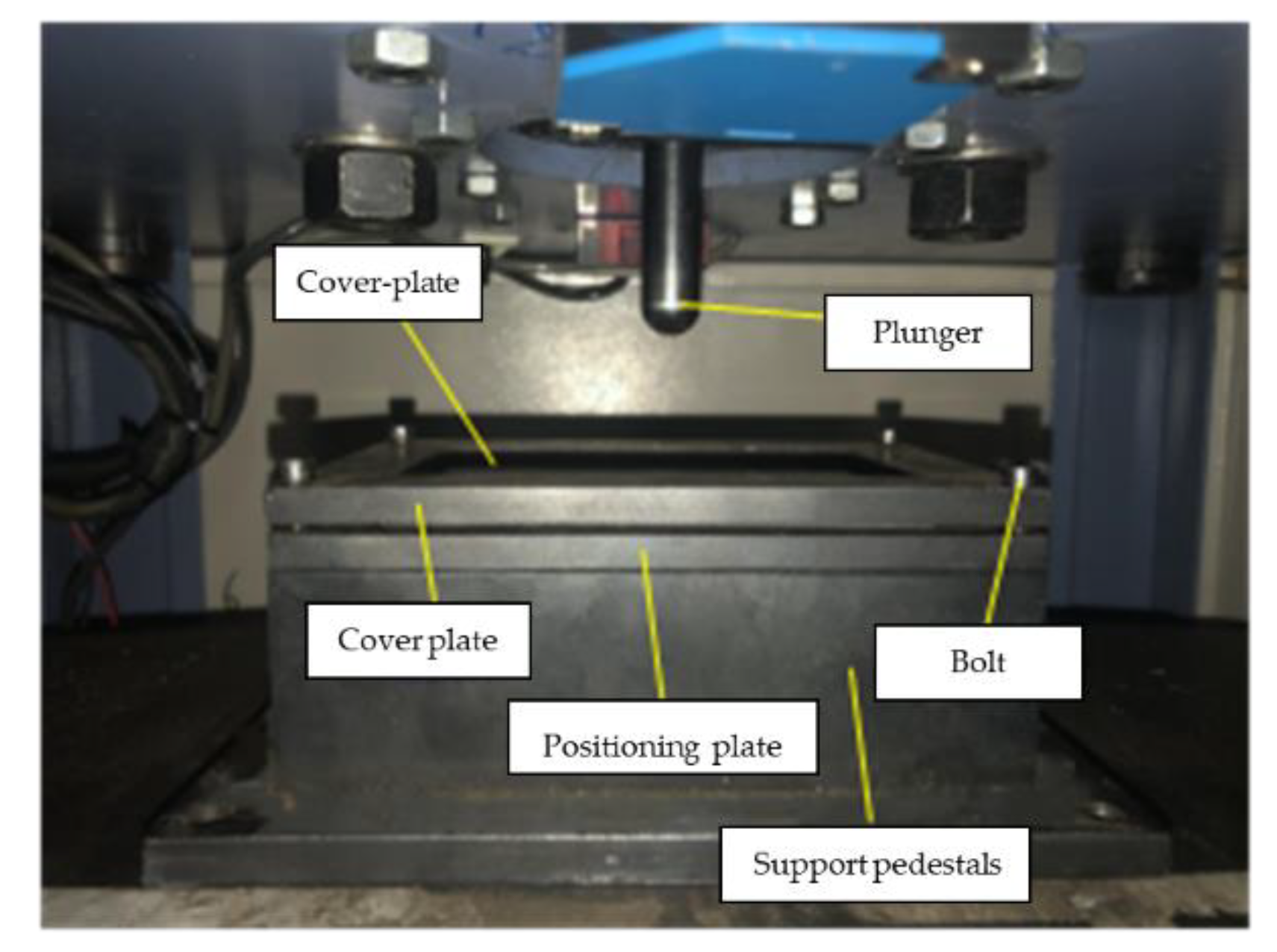
2.2. Low-Velocity Impact Test
2.3. Damage Degradation Model of Composite Materials
2.3.1. Strength Criterion
- (1)
- Fiber tensile failure
- (2)
- Fiber compressive failure
- (3)
- Matrix tensile failure
- (4)
- Matrix compressive failure
2.3.2. Degradation Criterion
2.3.3. Degradation Criterion
2.4. Finite Element Model (FEM)
- (1)
- Model building: first build the laminate and punch model. The size of the laminate is 125 mm × 100 mm, the thickness of the single layer is 0.2 mm, the thickness of the cohesive force unit is 0.02 mm, and the total thickness of the laminate is 3.5 mm;
- (2)
- Material properties: the basic parameters of the material are obtained from the material mechanical properties test. The fracture toughness of carbon fiber and basalt fiber is provided by the manufacturer. The ply and stacking method of the laminate is the same as that of the experimental design;
- (3)
- Assembly: to reduce the analysis time, the punch and the laminate are in contact with the laminate at a distance of 0 mm;
- (4)
- Contact: the punch is set as a rigid body due to its high stiffness and the main concern is the response of the laminate under low-velocity impact;
- (5)
- Constraints: to simplify the model, constrain the degrees of freedom of the elements around the laminate in 6 directions, and apply a vertical downward velocity load to the punch. Under the impact energy of 10 J and 20 J, the speed of the punch in contact with the laminate is 1898 mm/s and 2697 mm/s, respectively;
- (6)
- Mesh: the mesh of the laminate is offset and refined, so that the mesh in the impact area is finer to improve the simulation accuracy;
- (7)
- Calculation: use the composite damage degradation model established for calculation.
2.5. Optimal Design
2.5.1. Hybrid Engine Hood Optimization
2.5.2. CF Hood Optimization
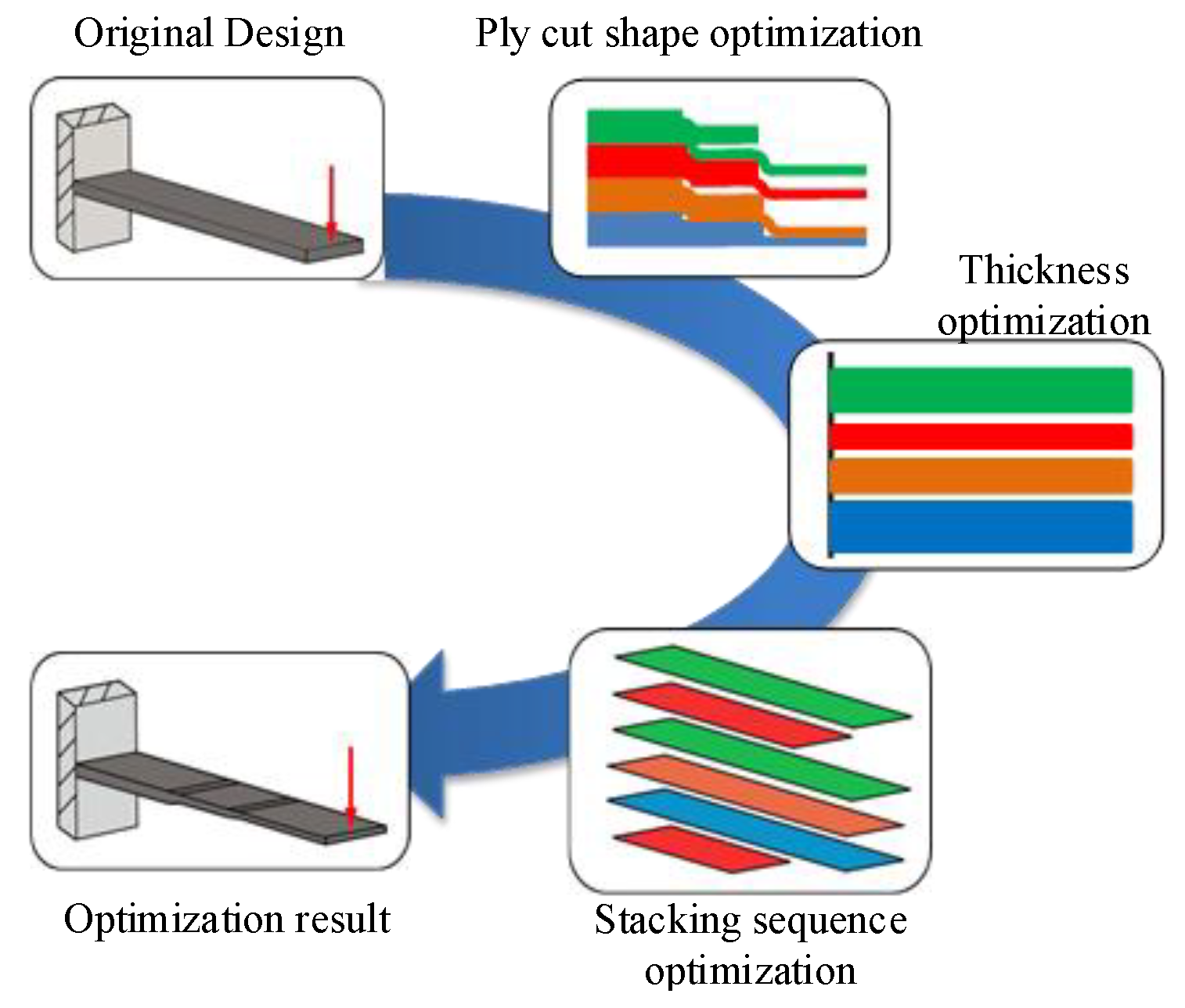
2.5.3. Ply Cut Shape Optimization
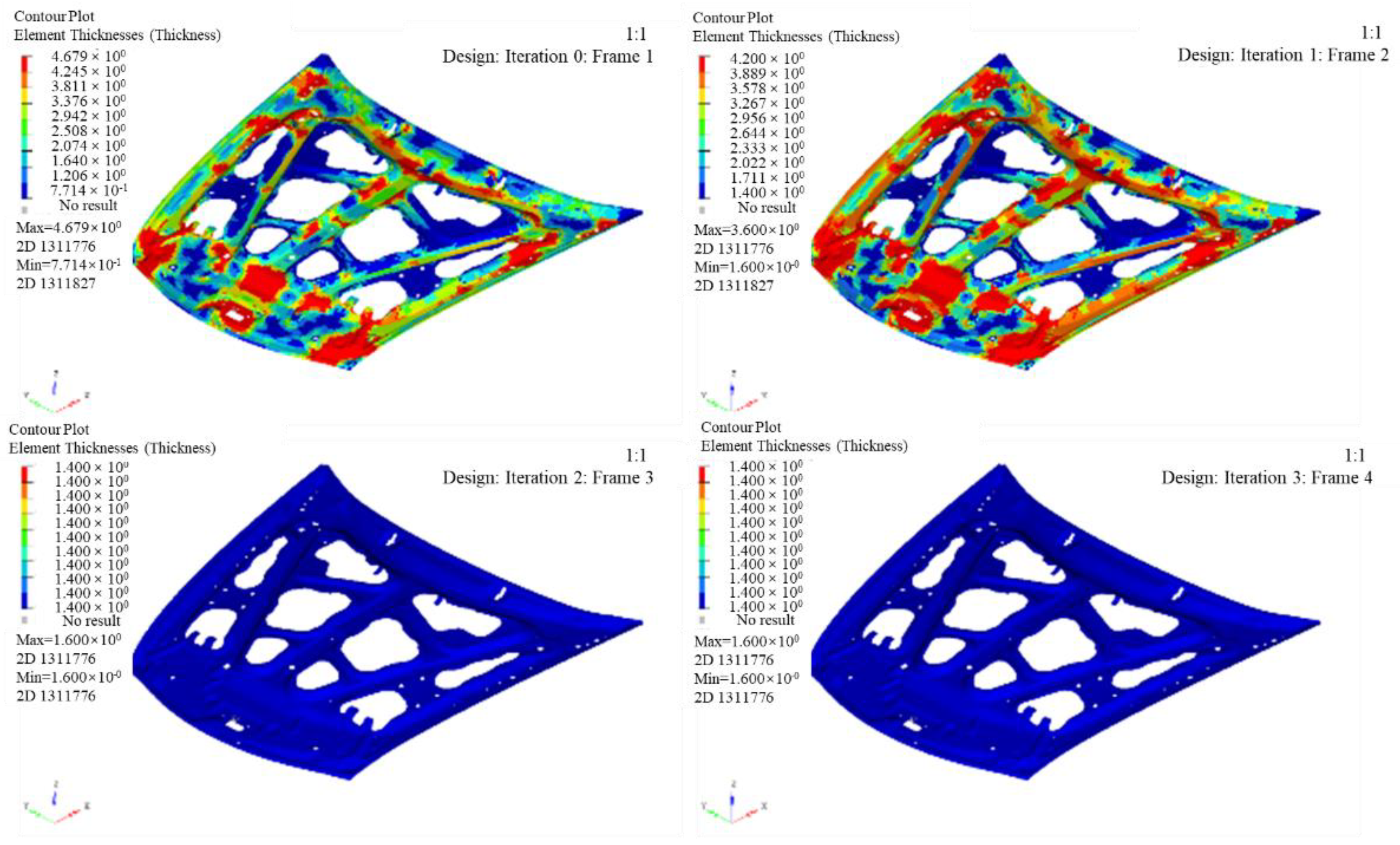
2.5.4. Layer Thickness Optimization
2.5.5. Stacking Sequences Optimization
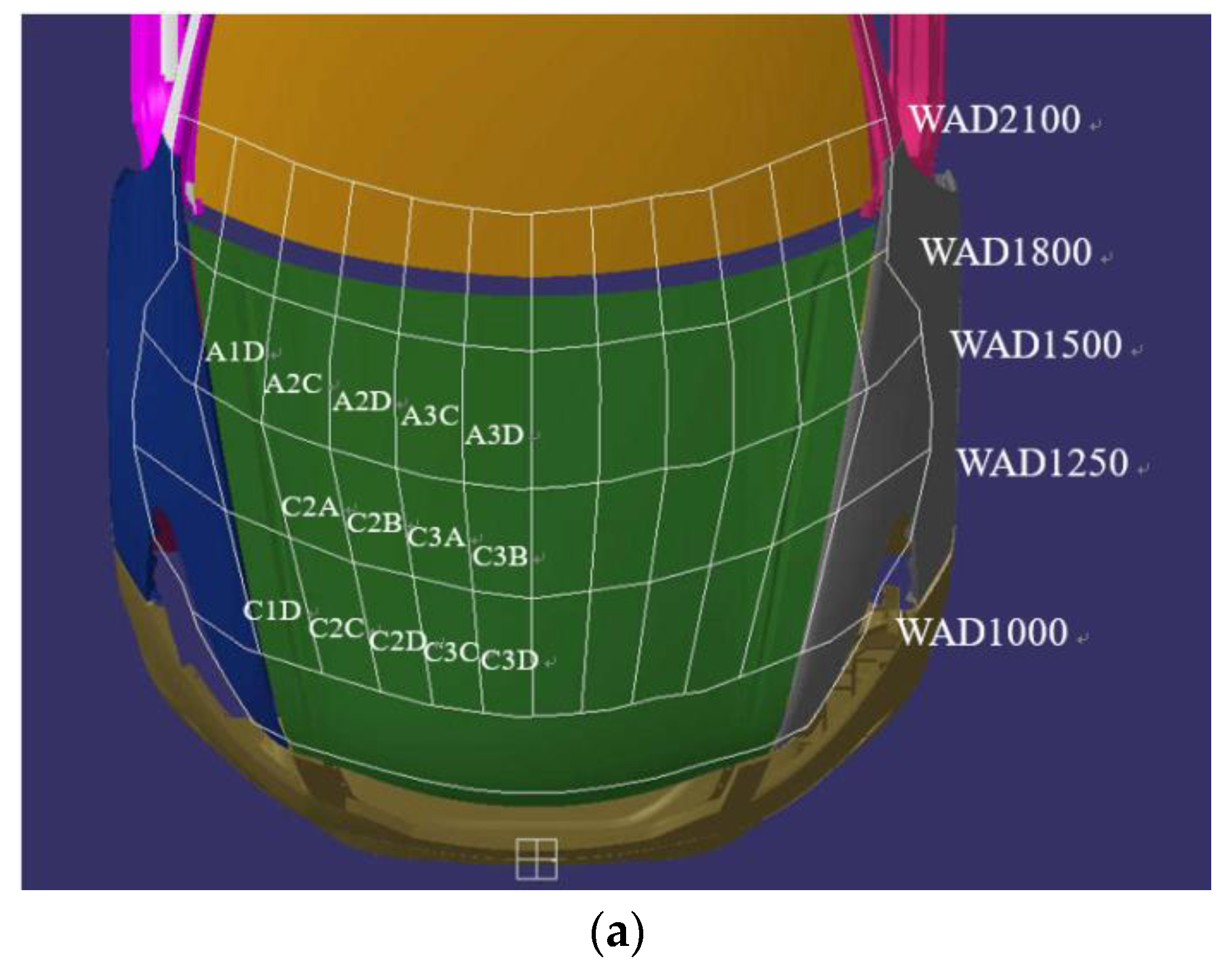
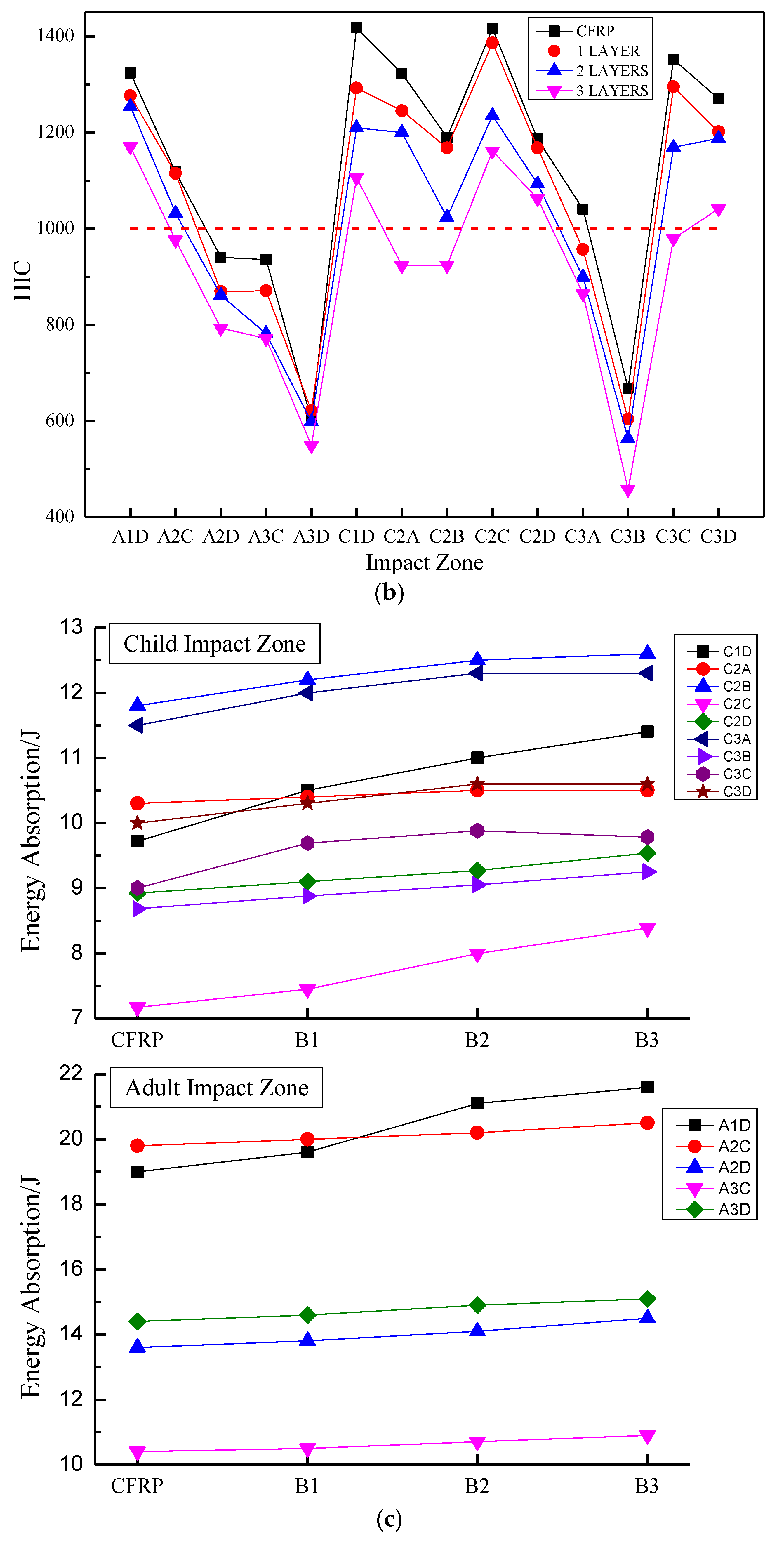
2.5.6. Pedestrian Head Impact Test
3. Results and Discussion
- (1)
- Optimization variable: the thickness of each orientation layer.
- (2)
- Optimization goal: the smallest weighted flexibility (largest stiffness) under each working condition.
- (3)
- Optimization constraints: keep the volume fraction less than 0.3, the proportion of each layering direction between 10% and 60%, and the symmetrical distribution of ±45° and the same thickness.
- (1)
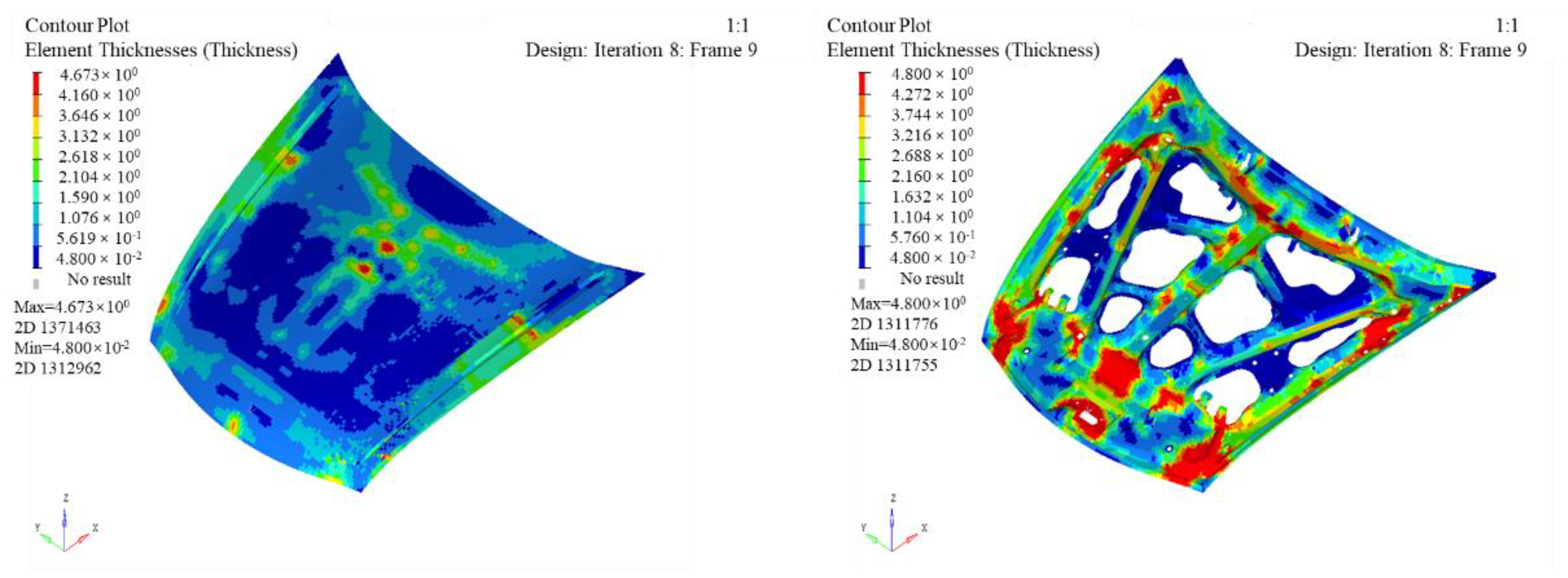
- Optimization variable: thickness distribution of inner and outer plates;
- (2)
- Optimization objective: the mass of the front cabin cover is the smallest;
- (3)
- Optimization constraints: the rigidity performance of the front cabin cover shall not be lower than that of steel; the number of layers with a thickness of 0.2 mm and ±45° can be manufactured; the proportion of each layer direction is 10~60%, and ensure ±45° symmetrical distribution and the same thickness.
- (1)
- The number of consecutive plies at a single orientation does not exceed two;
- (2)
- The surface of the outer panel is laminated with ±45°.
- (3)
- Each column in the figure represents the layup results of different iterative steps; 741 and 742 represent the outer and inner panels, respectively. The mass of the engine hood did not decrease for only the optimized sequence. The final optimized outer and inner layups are [−45°/45°/0°/90°/90°/0°/45°/−45°] and [0°/90°/45°/−45°/0°/45°/−45°].
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, G.; Sun, Q.; Fenner, J.; Li, D.; Zeng, D.; Su, X.; Peng, Y. Crushing behaviors of unidirectional carbon fiber reinforced plastic composites under dynamic bending and axial crushing loading. Int. J. Impact Eng. 2020, 140, 103539. [Google Scholar] [CrossRef]
- Zhou, G.; Sun, Q.; Meng, Z.; Li, D.; Peng, Y.; Zeng, D.; Su, X. Experimental investigation on the effects of fabric architectures on mechanical and damage behaviors of carbon/epoxy woven composites. Compos. Struct. 2021, 257, 113366. [Google Scholar] [CrossRef] [PubMed]
- Cai, F.; Jo, S.H.; Ma, Y.; Guo, H.; Xu, Y.; Xu, W.; Li, F. Effect of Four Groups of GO-CF/EP Composites with Ideal Infiltration Structure and Different Layering Ways on Damping Properties. Polymers 2022, 14, 2358. [Google Scholar] [CrossRef]
- Boyd, S.E.; Bogetti, T.A.; Staniszewski, J.M.; Lawrence, B.D.; Walter, M.S. Enhanced delamination resistance of thick-section glass-epoxy composite laminates using compliant thermoplastic polyurethane interlayers. Compos. Struct. 2018, 189, 184–191. [Google Scholar] [CrossRef]
- Anton, H.; Florin, B.; Andrei-Daniel, V.; Daniel, V.; Daniela-Ioana, T.; Cătălin, A. Mechanical Characteristics Evaluation of a Single Ply and Multi-Ply Carbon Fiber-Reinforced Plastic Subjected to Tensile and Bending Loads. Polymers 2022, 14, 3213. [Google Scholar]
- Gustavo, S.; Jose, R.T. Interleaving CFRP and GFRP with a Thermoplastic Ionomer: The Effect on Bending Properties. Appl. Compos. Mater. 2021, 28, 559–572. [Google Scholar]
- Natassia, L.B.; Mirabel, C.R.; Edson, C.B. The Influence of Crystallinity on the Weather Resistance of CF/PEEK Composites. Appl. Compos. Mater. 2021, 28, 235–246. [Google Scholar]
- Yang, S.; Cheng, Y.; Xiao, X.; Pang, H. Development and application of carbon fiber in batteries. Chem. Eng. J. 2019, 384, 123294. [Google Scholar] [CrossRef]
- Yao, C.; Qi, Z.; Chen, W.; Zhang, C. Experimental study on CF/PEEK thermoplastic fastener: Effects of fastener matrix crystallinity and fibre content on the strength of single-lap joint. Compos. Part B Eng. 2021, 213, 108737. [Google Scholar] [CrossRef]
- De Paiva, J.; dos Santos, A.; Rezende, M.; Cerqueira, M. Mechanical and morphological characterizations of carbon fiber fabric reinforced epoxy composites used in aeronautical field. Mater. Res. 2019, 12, 367–374. [Google Scholar] [CrossRef]
- Pandya, K.S.; Veerraju, C.; Naik, N.K. Hybrid composites made of carbon and glass woven fabrics under quasi-static loading. Mater. Des. 2011, 32, 4094–4099. [Google Scholar] [CrossRef]
- Taketa, I.; Ustarroz, J.; Gorbatikh, L.; Lomov, S.V.; Verpoest, I. Interply hybrid composites with carbon fiber reinforced polypropylene and self- reinforced polypropylene. Compos. Part A 2010, 41, 927–932. [Google Scholar] [CrossRef]
- Dehkordi, M.T.; Nosraty, H.; Shokrieh, M.M.; Minak, G.; Ghelli, D. The influence of hybridization on impact damage behavior and residual compression strength of intraply basalt/nylon hybrid composites. Mater. Des. 2013, 43, 283–290. [Google Scholar] [CrossRef]
- Dong, C.; Duong, J.; Davies, I.J. Flexural properties of S-2 glass and TR30S carbon fiber- reinforced epoxy hybrid composites. Polym. Compos. 2012, 33, 773–781. [Google Scholar] [CrossRef]
- Dong, C.; Ranaweera-Jayawardena, H.A.; Davies, I.J. Flexural properties of hybrid composites reinforced by S-2 glass and T700S carbon fibres. Compos. Part B Eng. 2012, 43, 573–581. [Google Scholar] [CrossRef]
- Ma, T.; Jia, Z.Y.; Guan, X.F. Effects of hybrid ratio on the axial compressed and flexural properties of unidirectional inter-layer carbon-glass hybrid composites. J. Compos. 2017, 34, 530–537. [Google Scholar]
- Novak, R.C.; Decrescente, M.A. Impact behavior of unidirectional resin matrix composites tested in the fibre direction. In Proceedings of the Composite Materials: Testing and Design (Second Conference), ASTM-STP 497, Anaheim, CA, USA, 20–22 April 1972; pp. 311–323. [Google Scholar]
- Hosur, M.V.; Adbullah, M.; Jeelani, S. Studies on the low-velocity impact response of woven hybrid composites. Compos. Struct. 2005, 67, 253–262. [Google Scholar] [CrossRef]
- Hung, P.; Lau, K. Impact response of hybrid carbon/glass fibre reinforced polymer composites designed for engineering applications. Compos. Part B Eng. 2018, 133, 86–90. [Google Scholar] [CrossRef]
- Paramasivam, C.; Venugopal, R. Design and development of glass/basalt fiber reinforced composite material for automobile applications. J. Ind. Text. 2022, 51, 1668S–1681S. [Google Scholar] [CrossRef]
- Kasirajan, S.; Senthil, K.S.; Pandiyarajan, R. Experimental investigation of basalt/s-glass / epoxy/PVC H-130 hybrid sandwich composite. J. Chin. Inst. Eng. 2020, 43, 725–733. [Google Scholar]
- Chandgude, S.; Salunkhe, S. In state of art: Mechanical behavior of natural fiber-based hybrid polymeric composites for application of automobile components. Polym. Compos. 2021, 42, 2678–2703. [Google Scholar] [CrossRef]
- Trindade, A.; Silva, F.; Kriven, W.M. Mechanical behavior of K-geopolymers reinforced with silane-coated basalt fibers. J. Am. Ceram. Soc. 2020, 104, 437–447. [Google Scholar] [CrossRef]
- Shaikh, F.; Haque, S. Behaviour of carbon and basalt fibres reinforced fly ash geopolymer at elevated temperatures. Int. J. Concrete Struct. Mater. 2018, 12, 1–12. [Google Scholar] [CrossRef]
- Liu, Q.; Shaw, M.T.; Parnas, R.S.; McDonnell, A.-M. Investigation of basalt fibre composite mechanical properties for applications in transportation. Polym. Compos. 2006, 27, 41–48. [Google Scholar] [CrossRef]
- Subagia, I.; Kim, Y.; Tijing, L.D. Effect of stacking sequence on the flexural properties of hybrid composites reinforced with carbon and basalt fibers. Compos. Part B Eng. 2014, 58, 251–258. [Google Scholar] [CrossRef]
- Sun, G.; Tong, S.; Chen, D. Mechanical properties of hybrid composites reinforced by carbon and basalt fibers. Int. J. Mech. Sci. 2018, 148, S0020740318314978. [Google Scholar] [CrossRef]
- Wolter, N.; Beber, V.C.; Sandinge, A.; Blomqvist, P.; Koschek, K. Carbon, Glass and Basalt Fiber Reinforced Polybenzoxazine: The Effects of Fiber Reinforcement on Mechanical, Fire, Smoke and Toxicity Properties. Polymers 2020, 12, 2379. [Google Scholar] [CrossRef]
- Faggiani, A.; Falzon, B.G. Predicting low-velocity impact damage on a stiffened composite panel. Compos. Part A 2010, 41, 737–749. [Google Scholar] [CrossRef]
- Kumar, J.; Verma, R.K. Experimental investigation for machinability aspects of graphene oxide/carbon fiber reinforced polymer nanocomposites and predictive modeling using hybrid approach. Def. Technol. 2020, 17, 1671–1686. [Google Scholar] [CrossRef]
- Chang, F.K.; Chang, K.Y. A progressive damage model for laminated composites containing stress concentration. J. Compos. Mater. 1987, 19, 834–855. [Google Scholar] [CrossRef]
- Chang, F.K.; Lessard, L.B. Damage Tolerance of Laminated Composites Containing an Open Hole and Subjected to Compressive Loadings: Part I—Analysis. J. Compos. Mater. 1991, 25, 2–43. [Google Scholar] [CrossRef]
- Benzeggagh, M.L.; Kenane, M. Measurement of mixed-mode delamination fracture toughness of unidirectional glass/epoxy composites with mixed-mode bending apparatus. Compos. Sci. Technol. 1996, 56, 439–449. [Google Scholar] [CrossRef]
- Zha, Y.; Wang, S.; Ma, Q.; Zhang, H.; Xue, H.; Zhou, T.; Versace, J. Study on the axial impact of Al-CFRP thin-walled tubes with induced design. Polym. Compos. 2022, 43, 4660–4686. [Google Scholar] [CrossRef]
- Bai, C.; Ma, Q.; Gan, X.; Zhou, T. Theoretical prediction model of mean crushing force of CFRP-Al hybrid circular tubes under axial compression. Polym. Compos. 2021, 42, 5035–5050. [Google Scholar] [CrossRef]
- Lu, B.; Shen, C.; Zhang, J.; Zheng, D.; Zhang, T. Study on energy absorption performance of variable thickness CFRP/aluminum hybrid square tubes under axial loading. Compos. Struct. 2021, 276, 114469. [Google Scholar] [CrossRef]
- Versace, J. A Review of the Severity Index. In Proceedings of the 15th Stapp Car Crash Conference, Coronado, CA, USA, 17–19 November 1971. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Materials | Main Findings |
|---|---|---|
| Dong [14,15] | CF/glass fiber | Obtained the trend of the flexural strength of hybrid composites with different hybrid ratios. |
| Ma [16] | CF/glass fiber | Found that mixing CF into glass fiber can significantly improve the strength and modulus of the material. |
| Novak [17] | CF/glass fiber | Due to the high breaking elongation of glass fiber, the stability of matrix crack propagation can be improved, so that the ability of the hybrid laminate to resist impact is increased by 4 to 5 times. |
| Hosur [18] | CF/glass fiber | The stiffness of the hybrid ply will decrease slightly after mixing glass fiber. |
| Hung [19] | CF/glass fiber | Observed their failure modes. |
| Properties of Fibers | Reinforcement Material | Properties of Matrix | Matrix Material | |
|---|---|---|---|---|
| BF | CF | Epoxy/Hardener | ||
| Areal Density (g·m−2) | 320 | 280 | Density(g·cm−3) | 1.12 ± 0.01/1.03 ± 0.01 |
| Tensile Strength (MPa) | 2100 | 4000 | Compressive Strength (MPa) | 124~127 |
| Tensile Modulus (MPa) | 105 | 240 | Flexural Strength (MPa) | 59~92 |
| Density(g·cm−3) | 2.8 | 1.7 | Tensile Strength/MPa | 59~92 |
| Evaluation Index (mm, MPa) | Steel | CFRP | B1 | B2 | B3 |
|---|---|---|---|---|---|
| Max. Displacement (Condition 1) | 1.331 | 1.045 | 1.061 | 1.076 | 1.088 |
| Max. Displacement (Condition 2.1) | 1.085 | 0.946 | 0.965 | 0.976 | 0.998 |
| Max. Displacement (Condition 2.2) | 2.313 | 2.263 | 2.296 | 2.327 | 2.351 |
| Max. Stress (Condition 3) Max. Displacement (Condition 3) | 264.8 11.80 | 181.3 10.79 | 185.5 10.97 | 187.3 11.13 | 189.7 11.36 |
| Max. Displacement (Condition 4) | 6.374 | 6.369 | 6.427 | 6.485 | 6.528 |
| Max. Displacement (Condition 5) | 1.848 | 1.036 | 1.080 | 1.124 | 1.164 |
| First order modal (Condition 6) | 25.10 | 27.12 | 26.70 | 26.32 | 25.94 |
| Mass (kg) | 16.32 | 9.45 | 9.72 | 9.99 | 10.27 |
| Condition | Test | FEM | Error |
|---|---|---|---|
| Installation Deformation | 1.13 mm | 1.045 mm | 7.5% |
| Edge Deformation | 0.98 mm | 0.946 mm | 3.5% |
| Pull-down Deformation | 11.62 mm | 10.79 mm | 7.1% |
| Torsion Deformation | 6.62 mm | 6.369 mm | 3.8% |
| Modal Analysis | 26.2 Hz | 27.1 Hz | 3.4% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pu, Y.; Liu, B.; Xue, G.; Liang, H.; Ma, F.; Yang, M.; Tian, G. Carbon/Basalt Fibers Hybrid Composites: Hybrid Design and the Application in Automobile Engine Hood. Polymers 2022, 14, 3917. https://doi.org/10.3390/polym14183917
Pu Y, Liu B, Xue G, Liang H, Ma F, Yang M, Tian G. Carbon/Basalt Fibers Hybrid Composites: Hybrid Design and the Application in Automobile Engine Hood. Polymers. 2022; 14(18):3917. https://doi.org/10.3390/polym14183917
Chicago/Turabian StylePu, Yongfeng, Baichuan Liu, Guilian Xue, Hongyu Liang, Fangwu Ma, Meng Yang, and Guangdong Tian. 2022. "Carbon/Basalt Fibers Hybrid Composites: Hybrid Design and the Application in Automobile Engine Hood" Polymers 14, no. 18: 3917. https://doi.org/10.3390/polym14183917