
Molecular Organization in Exponentially Growing Multilayer Thin Films Assembled with Polyelectrolytes and Clay


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
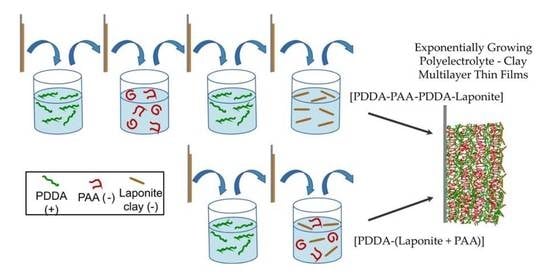
3.1. LbL Assembly Using Polyelectrolyte and Clay Alternately as Anionic Deposition Solution: Polycation-Polyanion-Polycation-Clay
3.1.1. Structural Comparison between Polycation-Clay and Polycation-Polyanion-Polycation-Clay Systems
3.1.2. Internal Reorganization and Multilayer Growth Mechanism in (PDDA-PAA-PDDA-Laponite)n
3.2. LbL Assembly Using Polyelectrolyte and Clay in Combination as a ‘Single’ Deposition Solution: (Polycation-(Polyanion + Clay))n
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A





References
- Das, B.P.; Tsianou, M. From polyelectrolyte complexes to polyelectrolyte multilayers: Electrostatic assembly, nanostructure, dynamics, and functional properties. Adv. Colloid Interface Sci. 2017, 244, 71–89. [Google Scholar] [CrossRef] [PubMed]
- Humood, M.; Chowdhury, S.; Song, Y.; Tzeng, P.; Grunlan, J.C.; Polycarpou, A.A. Nanomechanical Behavior of High Gas Barrier Multilayer Thin Films. ACS Appl. Mater. Interfaces 2016, 8, 11128–11138. [Google Scholar] [CrossRef]
- Kim, S.; Byeon, C.C.; Kim, S.Y. Electrochemical Response of Clay/Polyelectrolyte Composite Barrier Coatings. Coatings 2020, 10, 1173. [Google Scholar] [CrossRef]
- Suarez-Martinez, P.C.; Robinson, J.; An, H.; Nahas, R.C.; Cinoman, D.; Lutkenhaus, J.L. Spray-On Polymer-Clay Multilayers as a Superior Anticorrosion Metal Pretreatment. Macromol. Mater. Eng. 2017, 302, 1600552. [Google Scholar] [CrossRef]
- Koerner, C.M.; Hopkinson, D.P.; Ziomek-Moroz, M.E.; Rodriguez, A.; Xiang, F. Environmentally Friendly Tannic Acid Multilayer Coating for Reducing Corrosion of Carbon Steel. Ind. Eng. Chem. Res. 2021, 60, 243–250. [Google Scholar] [CrossRef]
- Rajesh, S.; Zhao, Y.; Fong, H.; Menkhaus, T.J. Nanofiber multilayer membranes with tailored nanochannels prepared by molecular layer-by-layer assembly for high throughput separation. J. Mater. Chem. A 2017, 5, 4616–4628. [Google Scholar] [CrossRef]
- Gao, R.; Yan, D. Ordered assembly of hybrid room-temperature phosphorescence thin films showing polarized emission and the sensing of VOCs. Chem. Commun. 2017, 53, 5408–5411. [Google Scholar] [CrossRef] [PubMed]
- Hong, J.S.; Yu, J.; Lee, I. Role of clays in fouling-resistant clay-embedded polyelectrolyte multilayer membranes for wastewater effluent treatment. Sep. Sci. Technol. 2017, 52, 2108–2119. [Google Scholar] [CrossRef]
- Rehman, Z.U.; Huh, S.-H.; Ullah, Z.; Pan, Y.-T.; Churchill, D.G.; Koo, B.H. LBL generated fire retardant nanocomposites on cotton fabric using cationized starch-clay-nanoparticles matrix. Carbohydr. Polym. 2021, 274, 118626. [Google Scholar] [CrossRef] [PubMed]
- Batool, S.; Gill, R.; Arshad, M.; Siddiqi, H.M.; Qureshi, S.S. Layer-by-layer fabrication of nacre inspired epoxy/MMT multilayered composites. J. Appl. Polym. Sci. 2018, 135, 46079. [Google Scholar] [CrossRef]
- Batasheva, S.; Fakhrullin, R. Sequence Does Not Matter: The Biomedical Applications of DNA-Based Coatings and Cores. Int. J. Mol. Sci. 2021, 22, 12884. [Google Scholar] [CrossRef] [PubMed]
- Shi, H.; Zhang, R.; Feng, S.; Wang, J. Influence of laponite on the drug loading and release performance of LbL polyurethane/poly(acrylic acid) multilayers. J. Appl. Polym. Sci. 2019, 136, 47348. [Google Scholar] [CrossRef]
- Kleinfeld, E.R.; Ferguson, G.S. Stepwise formation of multilayered nanostructural films from macromolecular precursors. Science 1994, 265, 370–373. [Google Scholar] [CrossRef] [PubMed]
- Rubner, M. Materials science: Synthetic sea shell. Nature 2003, 423, 925–926. [Google Scholar] [CrossRef] [PubMed]
- Tang, Z.Y.; Kotov, N.A.; Magonov, S.; Ozturk, B. Nanostructured artificial nacre. Nat. Mater. 2003, 2, 413–418. [Google Scholar] [CrossRef]
- Ou, R.Q.; Zhang, J.G.; Deng, Y.L.; Ragauskas, A.J. Polymer clay self-assembly complexes on paper. J. Appl. Polym. Sci. 2007, 105, 1987–1992. [Google Scholar] [CrossRef]
- Podsiadlo, P.; Kaushik, A.K.; Arruda, E.M.; Waas, A.M.; Shim, B.S.; Xu, J.D.; Nandivada, H.; Pumplin, B.G.; Lahann, J.; Ramamoorthy, A.; et al. Ultrastrong and stiff layered polymer nanocomposites. Science 2007, 318, 80–83. [Google Scholar] [CrossRef]
- Kotov, N.A.; Magonov, S.; Tropsha, E. Layer-by-layer self-assembly of alumosilicate-polyelectrolyte composites: Mechanism of deposition, crack resistance, and perspectives for novel membrane materials. Chem. Mater. 1998, 10, 886–895. [Google Scholar] [CrossRef]
- Jang, W.S.; Rawson, I.; Grunlan, J.C. Layer-by-layer assembly of thin film oxygen barrier. Thin Solid Films 2008, 516, 4819–4825. [Google Scholar] [CrossRef]
- Qin, S.; Song, Y.; Floto, M.E.; Grunlan, J.C. Combined High Stretchability and Gas Barrier in Hydrogen-Bonded Multilayer Nanobrick Wall Thin Films. ACS Appl. Mater. Interfaces 2017, 9, 7903–7907. [Google Scholar] [CrossRef]
- Gao, F. Clay/polymer composites: The story. Mater. Today 2004, 7, 50–55. [Google Scholar] [CrossRef]
- Chen, B.; Evans, J.R.G.; Greenwell, H.C.; Boulet, P.; Coveney, P.V.; Bowden, A.A.; Whiting, A. A critical appraisal of polymer-clay nanocomposites. Chem. Soc. Rev. 2008, 37, 568–594. [Google Scholar] [CrossRef] [PubMed]
- Picart, C.; Mutterer, J.; Richert, L.; Luo, Y.; Prestwich, G.D.; Schaaf, P.; Voegel, J.C.; Lavalle, P. Molecular basis for the explanation of the exponential growth of polyelectrolyte multilayers. Proc. Natl. Acad. Sci. USA 2002, 99, 12531–12535. [Google Scholar] [CrossRef] [PubMed]
- Lavalle, P.; Picart, C.; Mutterer, J.; Gergely, C.; Reiss, H.; Voegel, J.C.; Senger, B.; Schaaf, P. Modeling the buildup of polyelectrolyte multilayer films having exponential growth. J. Phys. Chem. B 2004, 108, 635–648. [Google Scholar] [CrossRef]
- Volodkin, D.; von Klitzing, R. Competing mechanisms in polyelectrolyte multilayer formation and swelling: Polycation-polyanion pairing vs. polyelectrolyte-ion pairing. Curr. Opin. Colloid Interface Sci. 2014, 19, 25–31. [Google Scholar] [CrossRef]
- Podsiadlo, P.; Michel, M.; Lee, J.; Verploegen, E.; Kam, N.W.S.; Ball, V.; Qi, Y.; Hart, A.J.; Hammond, P.T.; Kotov, N.A. Exponential growth of LbL films with incorporated inorganic sheets. Nano Lett. 2008, 8, 1762–1770. [Google Scholar] [CrossRef]
- Laachachi, A.; Ball, V.; Apaydin, K.; Toniazzo, V.; Ruch, D. Diffusion of Polyphosphates into (Poly(allylamine)-montmorillonite) Multilayer Films: Flame Retardant-Intumescent Films with Improved Oxygen Barrier. Langmuir 2011, 27, 13879–13887. [Google Scholar] [CrossRef]
- Apaydin, K.; Laachachi, A.; Ball, V.; Jimenez, M.; Bourbigot, S.; Toniazzo, V.; Ruch, D. Polyallylamine-montmorillonite as super flame retardant coating assemblies by layer-by layer deposition on polyamide. Polym. Degrad. Stab. 2013, 98, 627–634. [Google Scholar] [CrossRef]
- Debreczeny, M.; Ball, V.; Boulmedais, F.; Szalontai, B.; Voegel, J.C.; Schaaf, P. Multilayers built from two component polyanions and single component polycation solutions: A way to engineer films with desired secondary structure. J. Phys. Chem. B 2003, 107, 12734–12739. [Google Scholar] [CrossRef]
- Campbell, V.E.; Chiarelli, P.A.; Kaur, S.; Johal, M.S. Coadsorption of a polyanion and an azobenzene dye in self-assembled and spin-assembled polyelectrolyte multilayers. Chem. Mater. 2005, 17, 186–190. [Google Scholar] [CrossRef]
- Johal, M.S.; Ozer, B.H.; Casson, J.L.; John, A.S.; Robinson, J.M.; Wang, H.L. Coadsorption of sodium dodecyl sulfate and a polyanion onto poly(ethylenimine) in multilayered thin films. Langmuir 2004, 20, 2792–2796. [Google Scholar] [CrossRef] [PubMed]
- Laponite Technical Brochure; Southern Clay Products, Inc.: Austin, TX, USA.
- Podsiadlo, P.; Paternel, S.; Rouillard, J.M.; Zhang, Z.F.; Lee, J.; Lee, J.W.; Gulari, L.; Kotov, N.A. Layer-by-layer assembly of nacre-like nanostructured composites with antimicrobial properties. Langmuir 2005, 21, 11915–11921. [Google Scholar] [CrossRef] [PubMed]
- Podsiadlo, P.; Liu, Z.Q.; Paterson, D.; Messersmith, P.B.; Kotov, N.A. Fusion of seashell nacre and marine bioadhesive analogs: High-strength nanocompoisite by layer-by-layer assembly of clay and L-3,4-dihydroxyphenylaianine polymer. Adv. Mater. 2007, 19, 949–955. [Google Scholar] [CrossRef]
- Azinfar, A.; Neuber, S.; Vancova, M.; Sterba, J.; Stranak, V.; Helm, C.A. Self-Patterning Polyelectrolyte Multilayer Films: Influence of Deposition Steps and Drying in a Vacuum. Langmuir 2021, 37, 10490–10498. [Google Scholar] [CrossRef] [PubMed]
- Dodoo, S.; Balzer, B.N.; Hugel, T.; Laschewsky, A.; von Klitzing, R. Effect of Ionic Strength and Layer Number on Swelling of Polyelectrolyte Multilayers in Water Vapour. Soft Mater. 2013, 11, 157–164. [Google Scholar] [CrossRef]
- Dodoo, S.; Steitz, R.; Laschewsky, A.; von Klitzing, R. Effect of ionic strength and type of ions on the structure of water swollen polyelectrolyte multilayers. Phys. Chem. Chem. Phys. 2011, 13, 10318–10325. [Google Scholar] [CrossRef]
- Nestler, P.; Passvogel, M.; Helm, C.A. Influence of Polymer Molecular Weight on the Parabolic and Linear Growth Regime of PDADMAC/PSS Multilayers. Macromolecules 2013, 46, 5622–5629. [Google Scholar] [CrossRef]
- Li, Y.C.; Schulz, J.; Grunlan, J.C. Polyelectrolyte/nanosilicate thin-film assemblies: Influence of pH on growth, mechanical behavior, and flammability. ACS Appl. Mater. Interfaces 2009, 1, 2338–2347. [Google Scholar] [CrossRef]
- Podsiadlo, P.; Tang, Z.Y.; Shim, B.S.; Kotov, N.A. Counterintuitive effect of molecular strength and role of molecular rigidity on mechanical properties of layer-by-layer assembled nanocomposites. Nano Lett. 2007, 7, 1224–1231. [Google Scholar] [CrossRef]
- Kim, D.W.; Kumar, J.; Blumstein, A. Ordered assembly of conjugated ionic polyacetylenes within clay nanoplatelets: Layer-by-layer assembly and intercalative polymerization. Appl. Clay Sci. 2005, 30, 134–140. [Google Scholar] [CrossRef]
- Ladam, G.; Schaad, P.; Voegel, J.C.; Schaaf, P.; Decher, G.; Cuisinier, F. In situ determination of the structural properties of initially deposited polyelectrolyte multilayers. Langmuir 2000, 16, 1249–1255. [Google Scholar] [CrossRef]
- Vertlib, V.; Dietiker, M.; Plotze, M.; Yezek, L.; Spolenak, R.; Puzrin, A.M. Fast assembly of bio-inspired nanocomposite films. J. Mater. Res. 2008, 23, 1026–1035. [Google Scholar] [CrossRef]
- Podsiadlo, P.; Michel, M.; Critchley, K.; Srivastava, S.; Qin, M.; Lee, J.W.; Verploegen, E.; Hart, A.J.; Qi, Y.; Kotov, N.A. Diffusional self-organization in exponential layer-by-layer films with micro- and nanoscale periodicity. Angew. Chem. Int. Ed. 2009, 48, 7073–7077. [Google Scholar] [CrossRef] [PubMed]
- Tjipto, E.; Quinn, J.F.; Caruso, F. Layer-by-layer assembly of weak-strong copolymer polyelectrolytes: A route to morphological control of thin films. J. Polym. Sci. Part A Polym. Chem. 2007, 45, 4341–4351. [Google Scholar] [CrossRef]
- Ruths, J.; Essler, F.; Decher, G.; Riegler, H. Polyelectrolytes I: Polyanion/polycation multilayers at the air/monolayer/water interface as elements for quantitative polymer adsorption studies and preparation of hetero-superlattices on solid surfaces. Langmuir 2000, 16, 8871–8878. [Google Scholar] [CrossRef]
- Schlenoff, J.B.; Dubas, S.T. Mechanism of polyelectrolyte multilayer growth: Charge overcompensation and distribution. Macromolecules 2001, 34, 592–598. [Google Scholar] [CrossRef]
- Buron, C.C.; Filiâtre, C.; Membrey, F.; Bainier, C.; Charraut, D.; Foissy, A. Early steps in layer-by-layer construction of polyelectrolyte films: The transition from surface/polymer to polymer/polymer determining interactions. J. Colloid Interface Sci. 2007, 314, 358–366. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Zhang, Y.; Zhang, X.; Guan, Y.; Xu, J.; Zhang, X. From cloudy to transparent: Chain rearrangement in hydrogen-bonded layer-by-layer assembled films. Chemphyschem 2007, 8, 418–424. [Google Scholar] [CrossRef] [PubMed]
- Yoo, D.; Shiratori, S.S.; Rubner, M.F. Controlling bilayer composition and surface wettability of sequentially adsorbed multilayers of weak polyelectrolytes. Macromolecules 1998, 31, 4309–4318. [Google Scholar] [CrossRef]
- Choi, J.; Rubner, M.F. Influence of the degree of ionization on weak polyelectrolyte multilayer assembly. Macromolecules 2005, 38, 116–124. [Google Scholar] [CrossRef]
- Buetergerds, D.; Kateloe, C.; Cramer, C.; Schoenhoff, M. Influence of the Degree of Ionization on the Growth Mechanism of Poly(Diallyldimethylammonium)/Poly(Acrylic Acid) Multilayers. J. Polym. Sci. Part B Polym. Phys. 2017, 55, 425–434. [Google Scholar] [CrossRef]
- Kharlampieva, E.; Sukhishvili, S.A. Ionization and pH stability of multilayers formed by self-assembly of weak polyelectrolytes. Langmuir 2003, 19, 1235–1243. [Google Scholar] [CrossRef]
- Elzbieciak, M.; Wodka, D.; Zapotoczny, S.; Nowak, P.; Warszynski, P. Characteristics of model polyelectrolyte multilayer films containing laponite clay nanoparticles. Langmuir 2010, 26, 277–283. [Google Scholar] [CrossRef] [PubMed]
- Hagen, D.A.; Song, Y.X.; Saucier, L.; Milhorn, A.; Stevens, B.; Grunlan, J.C. Balancing polyelectrolyte diffusion and clay deposition for high gas barrier. Green Mater. 2016, 4, 6. [Google Scholar] [CrossRef]
- Das, B.P. Assembly and Organization in Nanostructured Polymer Thin Films. Ph.D. Dissertation, University at Buffalo, The State University of New York, Buffalo, NY, USA, 2014. [Google Scholar]
- Van Duffel, B.; Schoonheydt, R.A.; Grim, C.P.M.; De Schryver, F.C. Multilayered clay films: Atomic force microscopy study and modeling. Langmuir 1999, 15, 7520–7529. [Google Scholar] [CrossRef]
- Cho, C.; Wallace, K.L.; Hagen, D.A.; Stevens, B.; Regev, O.; Grunlan, J.C. Nanobrick wall multilayer thin films grown faster and stronger using electrophoretic deposition. Nanotechnology 2015, 26, 185703. [Google Scholar] [CrossRef] [PubMed]
- Schönhoff, M. Layered polyelectrolyte complexes: Physics of formation and molecular properties. J. Phys. Condens. Matter 2003, 15, R1781–R1808. [Google Scholar] [CrossRef]
- Van der Gucht, J.; Spruijt, E.; Lemmers, M.; Cohen Stuart, M.A. Polyelectrolyte complexes: Bulk phases and colloidal systems. J. Colloid Interface Sci. 2011, 361, 407–422. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Multilayers | PDDA-Laponite | PDDA-PSS-PDDA-Laponite | PDDA-PAA-PDDA-Laponite | |
|---|---|---|---|---|
| Properties | ||||
| Thickness | 80 layers | 0.9 µm | 0.5 µm | 3 µm |
| 140 layers | 1.3 µm | 0.7 µm | 10 µm | |
| 180 layers | - | 0.7 µm | 20 µm | |
| 360 layers | 3.2 µm | - | - | |
| Composition | Clay content | 80 wt.% | 50 wt.% | 22 wt.% |
| Water content | Negligible | Negligible | 12 wt.% | |
| Crystallographic properties | 2θ | 6.30° (Sharp peak) | 6.25° (broad and low intensity peak) | No peak, only shoulder |
| d Spacing | 1.40 nm | 1.41 nm | - | |
| Surface roughness | 40 layers | - | 70 nm | 145 nm |
| 160 layers | - | 115 nm | 560 nm |
| Multilayers | PDDA-[Laponite + PAA] | ||||
|---|---|---|---|---|---|
| Laponite: PAA (Weight Ratio of Aqueous Lap and PAA Solutions) | |||||
| Properties | 4:1 | 3:2 | 2:3 | 1:4 | |
| Thickness | 100 layers | ~3 µm | 10–15 µm | 11 µm | 13 µm |
| Composition | Clay content | 35 wt.% | 25 wt.% | 5 wt.% | Negligible |
| Water content | 17 wt.% | 21 wt.% | 13 wt.% | 14 wt.% | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Das, B.P.; Tsianou, M. Molecular Organization in Exponentially Growing Multilayer Thin Films Assembled with Polyelectrolytes and Clay. Polymers 2022, 14, 4333. https://doi.org/10.3390/polym14204333
Das BP, Tsianou M. Molecular Organization in Exponentially Growing Multilayer Thin Films Assembled with Polyelectrolytes and Clay. Polymers. 2022; 14(20):4333. https://doi.org/10.3390/polym14204333
Chicago/Turabian StyleDas, Biswa P., and Marina Tsianou. 2022. "Molecular Organization in Exponentially Growing Multilayer Thin Films Assembled with Polyelectrolytes and Clay" Polymers 14, no. 20: 4333. https://doi.org/10.3390/polym14204333
APA StyleDas, B. P., & Tsianou, M. (2022). Molecular Organization in Exponentially Growing Multilayer Thin Films Assembled with Polyelectrolytes and Clay. Polymers, 14(20), 4333. https://doi.org/10.3390/polym14204333