
Restrained Shrinkage of High-Performance Ready-Mix Concrete Reinforced with Low Volume Fraction of Hybrid Fibers


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mix Proportions
2.2.1. Control Concrete Mixtures
- High-performance concrete (HPC): New Jersey Turnpike Authority standard HPC mix design [32]. The cementitious proportion consists of Type I cement, silica fume (3.7%), and Class F fly ash (20%).
- Steel fiber-reinforced high-performance concrete (S32): identical to HPC mix design with the addition of 25 kg/m3 of “S” fibers (0.32% by volume).
- Polypropylene fiber-reinforced high-performance concrete (M32): Identical to HPC mix design with the addition of 3 kg/m3 of “M” fibers (0.32% by volume). This mix was successfully pumped and implemented in reconstructed bridge decks in New Jersey [33].
2.2.2. Hybrid Fiber-Reinforced Concrete Mixtures
- M16N03: HPC mix design with the addition of 1.5 kg/m3 (0.16% by volume) of “M” fibers and 0.3 kg/m3 (0.03% by volume) of “N” fibers.
- M32N03: HPC mix design with the addition of 3 kg/m3 (0.32% by volume) of “M” fibers and 0.3 kg/m3 (0.03% by volume) of “N” fibers.
- N03S10: HPC mix design with the addition of 7.4 kg/m3 (0.1% by volume) of “S” fibers and 0.3 kg/m3 (0.03% by volume) of “N” fibers.
- M32S04: HPC mix design with the addition of 3 kg/m3 (0.32% by volume) of “M” fibers and 3 kg/m3 (0.04% by volume) of “S” fibers.
- M32S05: HPC mix design with the addition of 3 kg/m3 (0.32% by volume) of “M” fibers and 4 kg/m3 (0.05% by volume) of “S” fibers.
2.3. Mixing, Curing, and Testing
3. Testing Results
3.1. Fresh Properties
3.2. Mechanical Properties
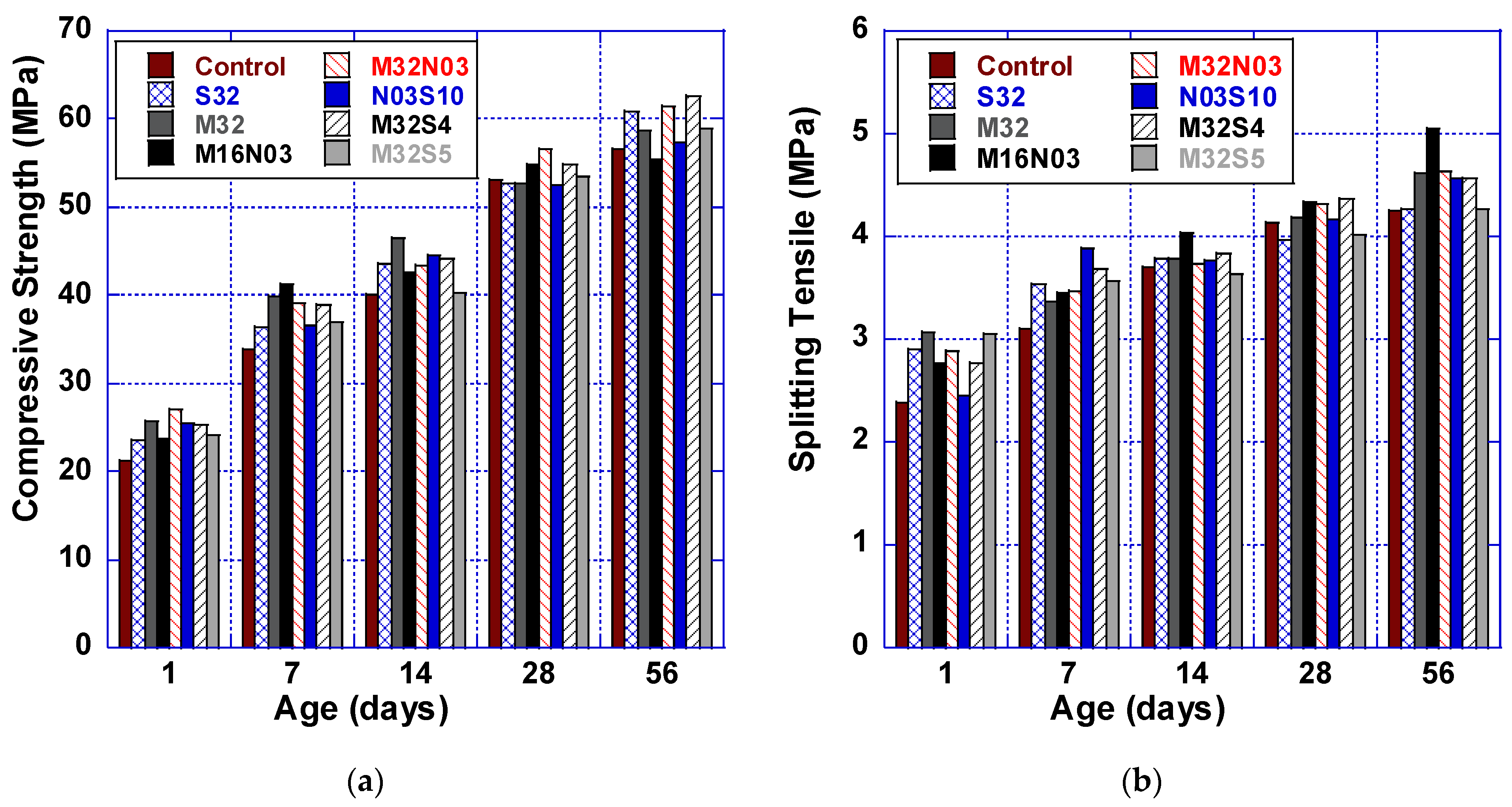
3.2.1. Compressive Strength
3.2.2. Splitting Tensile Strength
3.2.3. Modulus of Elasticity
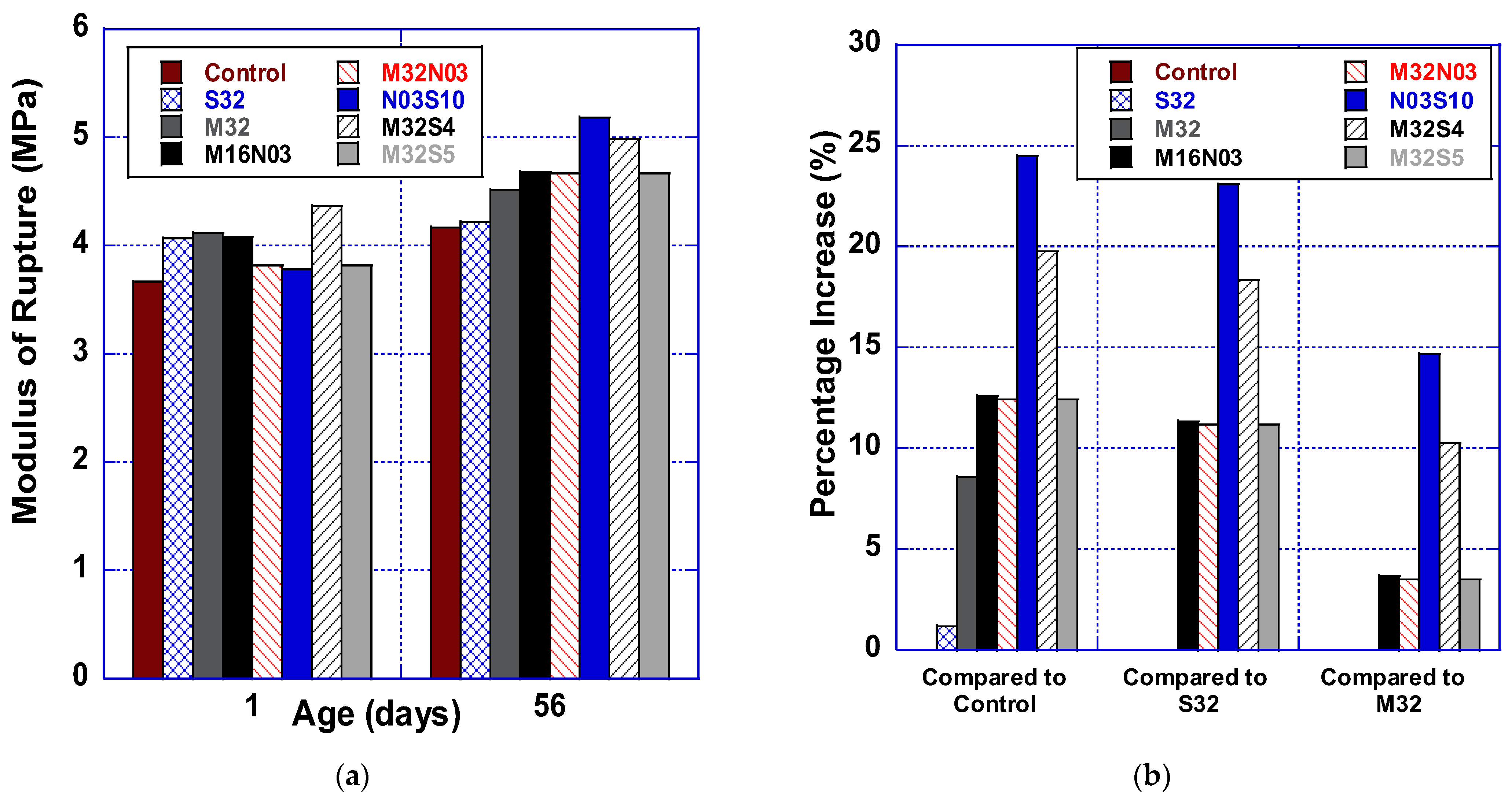
3.2.4. Modulus of Rupture
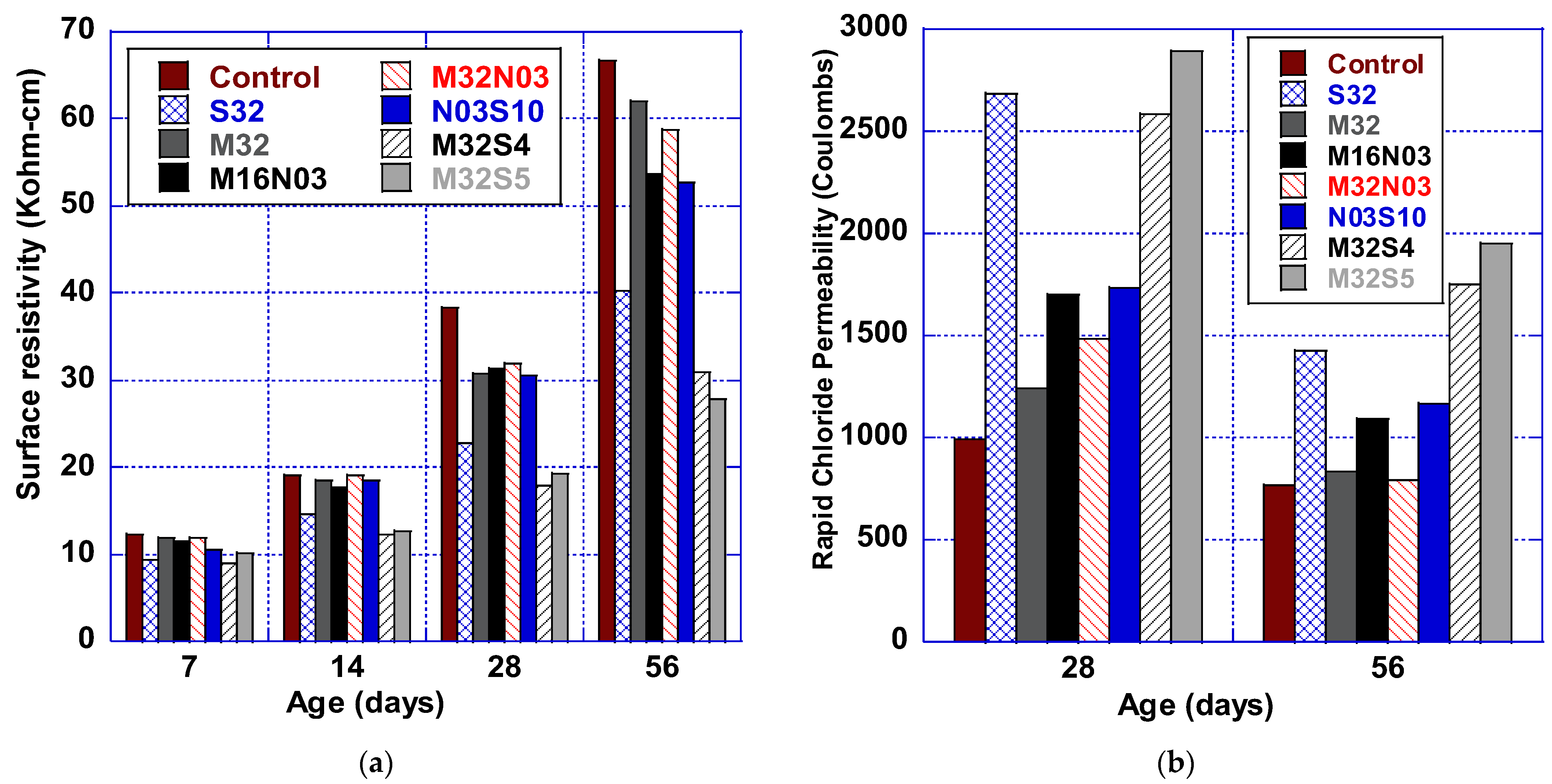
3.3. Durability Properties
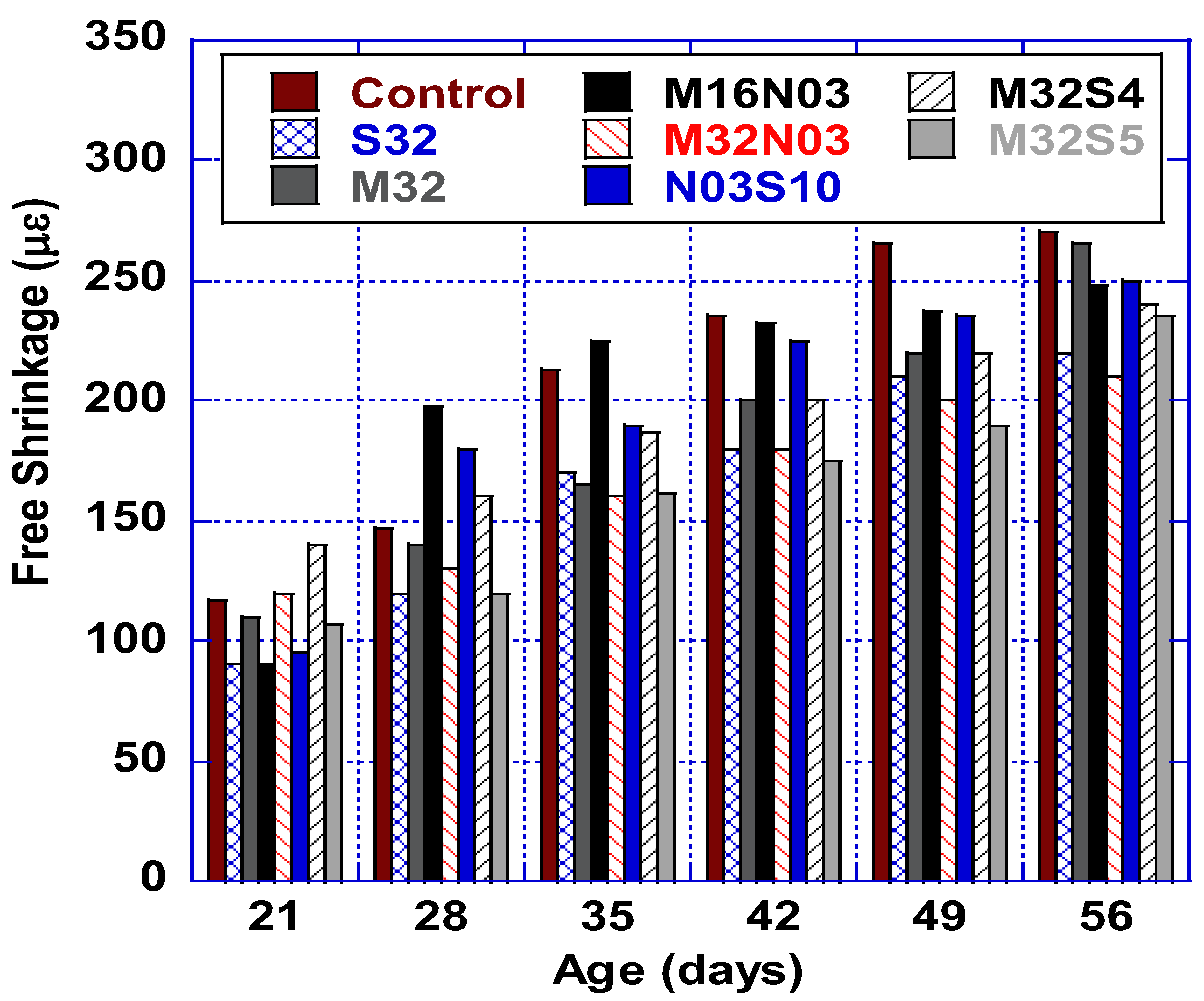
3.4. Free Shrinkage
4. Restrained Shrinkage Results
4.1. Number of Cracks
4.2. Maximum Crack Width
4.3. Cracking Area
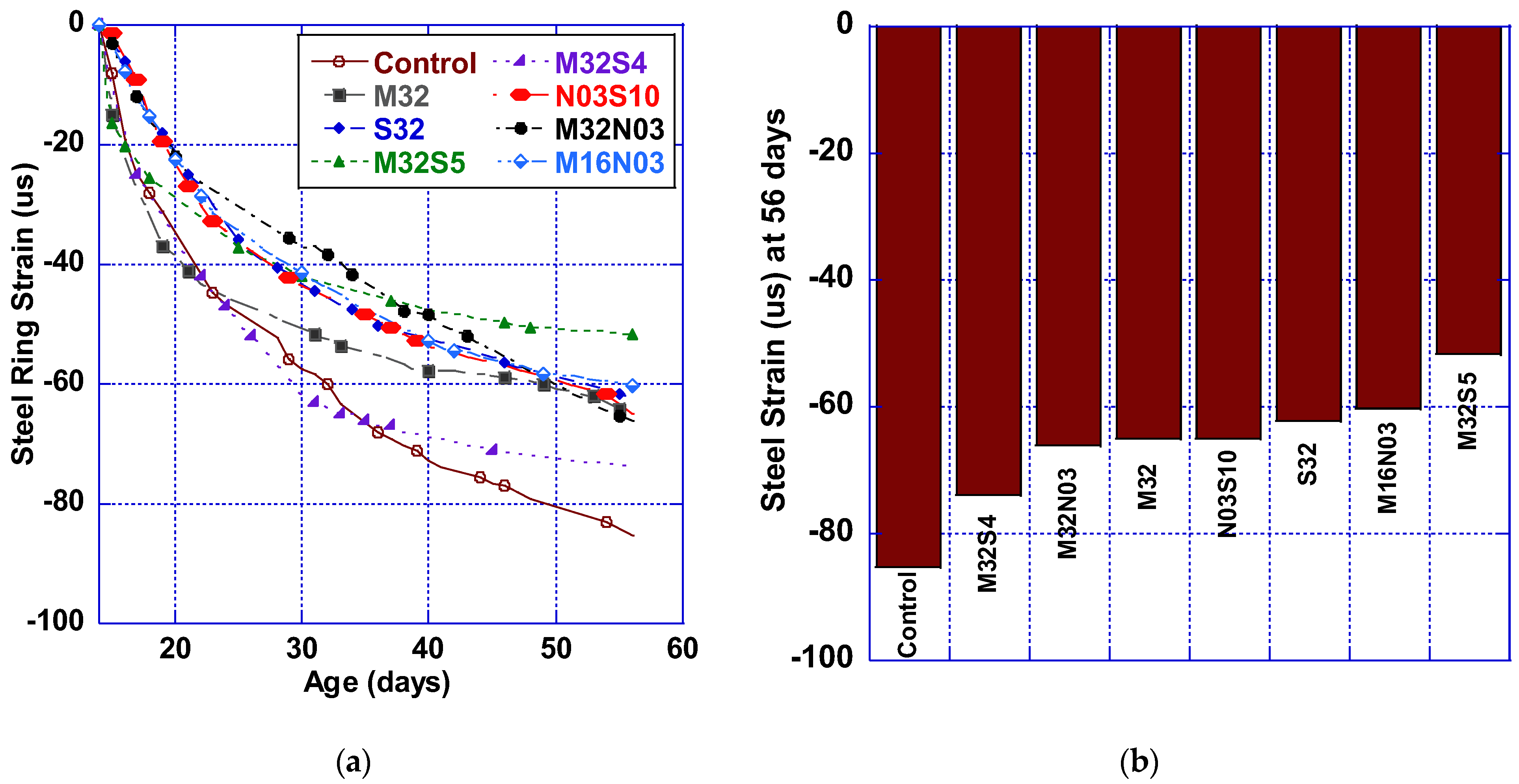
4.4. Strain Measurement
5. Conclusions and Discussion
- All fiber-reinforced concrete mixes tested display higher compressive strength at early ages, possibly due to the fibers intercepting the microcracks as they occur during loading. As the age of the specimens rises, this increase becomes negligible. This suggests that macro fibers tend to increase early-age compressive strength when compared to other types of fibers.
- The incorporation of micro and macro polypropylene fiber blend improves the splitting tensile strength over single fiber addition. M16N03 and M32N03 both provide significant tensile strength increases, 18.3% and 8.7%, respectively, over M32, indicating that the hybrid combination of macro and micro polypropylene fibers provides synergy, improving the tensile strength.
- Hybridizing either polypropylene fiber (micro or macro) with steel fibers resulted in the greatest improvements in modulus of rupture. However, for improvements in shrinkage and permeability properties, combining macro and micro polypropylene fibers is preferred.
- Restrained shrinkage strain decreases by applying the concept of fiber hybridization; in turn, cracking resistance under restrained conditions also improves. M32N0S5 provided the least number of cracks at 56 days, reducing the number of cracks by 14.2% and 16.7%, respectively, in comparison to monofiber mixes S32 and M32.
- Restrained shrinkage testing concluded that M32N03 outperformed M32 and S32 by 16.6% and 15.7%, respectively. Micro polypropylene fiber combined with either of the macro fibers (polypropylene or steel) tested enhances the crack resistance of HFHPC, where the differences in fibers sizes and types enhance the cracking resistance at different stages of loading or exposure.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kanavaris, F.; Azenha, M.; Soutsos, M.; Kovler, K. Assessment of behaviour and cracking susceptibility of cementitious systems under restrained conditions through ring tests: A critical review. Cem. Concr. Compos. 2019, 95, 137–153. [Google Scholar] [CrossRef] [Green Version]
- Raoufi, K.; Weiss, J. 6—The role of fiber reinforcement in mitigating shrinkage cracks in concrete. In Fibrous and Composite Materials for Civil Engineering Applications; Woodhead Publishing Series in Textiles; Elsevier: Amsterdam, The Netherlands, 2011; pp. 168–188. [Google Scholar] [CrossRef]
- Sridhar, R.; Prasad, R. Influence of hybrid fibers on static and dynamic behavior of RC beams. Innov. Infrastruct. Solut. 2022, 7, 84. [Google Scholar] [CrossRef]
- Abousnina, R.; Premasiri, S.; Anise, V.; Lokuge, W.; Vimonsatit, V.; Ferdous, W.; Alajarmeh, O. Mechanical Properties of Macro Polypropylene Fibre-Reinforced Concrete. Polymers 2021, 13, 4112. [Google Scholar] [CrossRef]
- Qi, J.; Wang, J.; Ma, Z.J. Flexural response of high-strength steel-ultra-high-performance fiber reinforced concrete beams based on a mesoscale constitutive model: Experiment and theory. Struct. Concr. 2018, 19, 719–734. [Google Scholar] [CrossRef]
- Nayak, C.B. Experimental and numerical study on reinforced concrete deep beam in shear with crimped steel fiber. Innov. Infrastruct. Solut. 2022, 7, 41. [Google Scholar] [CrossRef]
- Kim, D.J.; Naaman, A.E.; El-Tawil, S. Comparative flexural behavior of four fiber reinforced cementitious composites. Cem. Concr. Compos. 2008, 30, 917–928. [Google Scholar] [CrossRef]
- Abed, M.A.; Fořt, J.; Naoulo, A.; Essa, A. Influence of Polypropylene and Steel Fibers on the Performance and Crack Repair of Self-Compacting Concrete. Materials 2021, 14, 5506. [Google Scholar] [CrossRef]
- Mobasher, B.; Ouyang, C.; Shah, S.P. Modeling of fiber toughening in cementitious materials using an R-curve approach. Int. J. Fract. 1991, 50, 199–219. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoglu, M.; Özturan, T.; İpek, S. Fracture behavior and mechanical properties of concrete with artificial lightweight aggregate and steel fiber. Constr. Build. Mater. 2015, 84, 156–168. [Google Scholar] [CrossRef]
- Yang, K.H. Tests on concrete reinforced with hybrid or monolithic steel and polyvinyl alcohol fibers. ACI Mater. J. 2011, 108, 664–672. [Google Scholar] [CrossRef]
- Banthia, N.; Majdzadeh, F.; Wu, J.; Bindiganavile, V. Fiber synergy in Hybrid Fiber Reinforced Concrete (HyFRC) in flexure and direct shear. Cem. Concr. Compos. 2014, 48, 91–97. [Google Scholar] [CrossRef]
- Rajarajeshwari, V.K.; Radha, K.; Aravind, N. Mechanical properties of hybrid fiber reinforced concrete for pavements. Int. J. Res. Eng. Technol. 2013, 244–247. [Google Scholar] [CrossRef]
- Teng, S.; Afroughsabet, V.; Ostertag, C.P. Flexural behavior and durability properties of high-performance hybrid-fiber-reinforced concrete. Constr. Build. Mater. 2018, 182, 504–515. [Google Scholar] [CrossRef]
- Zhong, H.; Zhang, M. Experimental study on engineering properties of concrete reinforced with hybrid recycled tyre steel and polypropylene fibres. J. Clean. Prod. 2020, 259, 120914. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Biolzi, L.; Monteirob, P.J.M. The effect of steel and polypropylene fibers on the chloride diffusivity and drying shrinkage of high-strength concrete. Compos. Part B Eng. 2018, 139, 84–96. [Google Scholar] [CrossRef]
- Sun, W.; Chen, H.; Luo, X.; Qian, H. The effect of hybrid fibers and expansive agent on the shrinkage and permeability of high-performance concrete. Cem. Concr. Res. 2001, 31, 595–601. [Google Scholar] [CrossRef]
- Sivakumar, A.; Santhanam, M. A quantitative study on the plastic shrinkage cracking in high strength hybrid fibre reinforced concrete. Cem. Concr. Compos. 2007, 29, 575–581. [Google Scholar] [CrossRef]
- Cao, M.; Zhang, C.; Lv, H. Mechanical response and shrinkage performance of cementitious composites with a new fiber hybridization. Constr. Build. Mater. 2014, 57, 45–52. [Google Scholar] [CrossRef]
- Al-Kamyani, Z.; Figueiredo, F.P.; Hu, H.; Guadagnini, M.; Pilakoutas, K. Shrinkage and flexural behaviour of free and restrained hybrid steel fibre reinforced concrete. Constr. Build. Mater. 2018, 189, 1007–1018. [Google Scholar] [CrossRef]
- El-Din, H.K.S.; Eisa, A.S.; Aziz, B.H.A.; Ibrahim, A. Mechanical performance of high strength concrete made from high volume of Metakaolin and hybrid fibers. Constr. Build. Mater. 2017, 140, 203–209. [Google Scholar] [CrossRef]
- Mobasher, B.; Li, C.Y. Effect of interfacial properties on the crack propagation in cementitious composites. Adv. Cem. Based Mater. 1996, 4, 93–105. [Google Scholar] [CrossRef]
- Hobbs, D.W. Influence of Aggregate Restraint on the Shrinkage of Concrete. J. Am. Concr. Inst. 1974, 71, 445–450. [Google Scholar] [CrossRef]
- Gilbert, R.I. Shrinkage, cracking and deflection—The serviceability of concrete structures. Electron. J. Struct. Eng. 2001, 1, 15–37. [Google Scholar] [CrossRef]
- Yıldırım, G. Dimensional stability of deflection-hardening hybrid fiber reinforced concretes with coarse aggregate: Suppressing restrained shrinkage cracking. Struct. Concr. 2019, 20, 836–850. [Google Scholar] [CrossRef]
- Banthia, N.; Yan, C.; Mindess, S. Restrained shrinkage cracking in fiber reinforced concrete: A novel test technique. Cem. Concr. Res. 1996, 26, 9–14. [Google Scholar] [CrossRef]
- Raoufi, K.; Pour-Ghaz, M.; Poursaee, A.; Weiss, J. Restrained Shrinkage Cracking in Concrete Elements: Role of Substrate Bond on Crack Development. J. Mater. Civ. Eng. 2011, 23, 895–902. [Google Scholar] [CrossRef]
- Choi, H.; Lim, M.; Kitagaki, R.; Noguchi, T.; Kim, G. Restrained shrinkage behavior of expansive mortar at early ages. Constr. Build. Mater. 2015, 84, 468–476. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 2015, 94, 73–82. [Google Scholar] [CrossRef]
- AASHTO PP 34-99; Standard Practice for Estimating the Crack Tendency of Concrete. AASHTO Provisional Standards: Washington, DC, USA, 2006.
- Nassif, H.H.; Najm, H.; Suksawang, N. Effect of pozzolanic materials and curing methods on the elastic modulus of HPC. Cem. Concr. Compos. 2006, 27, 661–670. [Google Scholar] [CrossRef]
- New Jersey Turnpike Authority Standard Specifications, 7th ed.; NJTA: Woodbridge, NJ, USA, 2016; Available online: https://www.njta.com/doing-business/2016-standard-specifications (accessed on 12 April 2022).
- Abu-Obeidah, A.; Nassif, H.; Brewer, G.; Na, C.; Corso, F., Jr. Utilization of Fiber Reinforced High Performance Concrete (FR-HPC) in Reconstructed Bridge Decks (No. 19-03256); National Academy of Sciences: Washington, DC, USA, 2019. [Google Scholar]
- ASTM C192/C192M-19; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. ASTM International: West Conshohocken, PA, USA, 2019.
- Suksawang, N.; Nassif, H.H.; Najm, H.S. Evaluation of mechanical properties for self-consolidating, normal, and high-performance concrete. Transp. Res. Rec. 2006, 1979, 36–45. [Google Scholar] [CrossRef]
- Nassif, H.; Suksawang, N. Effect of Curing Methods on Durability of High-Performance Concrete. Transp. Res. Rec. 2002, 1798, 31–38. [Google Scholar] [CrossRef]
- Akcay, B.; Tasdemir, M.A. Mechanical behaviour and fibre dispersion of hybrid steel fibre reinforced self-compacting concrete. Constr. Build. Mater. 2012, 28, 287–293. [Google Scholar] [CrossRef]
- Qian, C.X.; Stroeven, P. Development of hybrid polypropylene-steel fibre-reinforced concrete. Cem. Concr. Res. 2000, 30, 63–69. [Google Scholar] [CrossRef]
- Li, Y.; Yang, E.-H.; Tan, K.H. Flexural behavior of ultra-high performance hybrid fiber reinforced concrete at the ambient and elevated temperature. Constr. Build. Mater. 2020, 250, 118487. [Google Scholar] [CrossRef]
- Abed, M.; Nemes, R. Long-term durability of self-compacting high-performance concrete produced with waste materials. Constr. Build. Mater. 2019, 212, 350–361. [Google Scholar] [CrossRef]
- Feng, J.; Gao, X.; Li, J.; Dong, H.; He, Q.; Liang, J.; Sun, W. Penetration resistance of hybrid-fiber-reinforced high-strength concrete under projectile multi-impact. Constr. Build. Mater. 2019, 202, 341–352. [Google Scholar] [CrossRef]
- Hossain, A.B.; Weiss, J. Assessing residual stress development and stress relaxation in restrained concrete ring specimens. Cem. Concr. Compos. 2004, 26, 531–540. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation |  |  |  |
|---|---|---|---|
| Fiber Type | Polypropylene (M) | Polypropylene (N) | Steel (S) |
| Comply with | ASTM C1116 | ASTM C1116 | ASTM C1116 |
| Specific gravity | 0.92 | 0.91 | NA |
| Length, mm | 51 | 19 | 38 |
| Melting Point, °C | 160 | 160 | NA |
| Tensile strength, MPa | 600–650 | NA | 966–1242 |
| Aspect Ratio | 74 | NA | 34 |
| Mixtures | Cement | FA | SF | Total Cementitious | Sand | Coarse Aggregate | Water | AEA | HRWR | |
|---|---|---|---|---|---|---|---|---|---|---|
| #67 | #8 | |||||||||
| HPC | 308 | 77 | 15 | 400 | 660 | 900 | 178 | 152.8 | 0.08 | 2.9 |
| Mixtures Designation | Fiber Dosage (kg/m3) | Fiber Volume Fraction (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| M | N | S | Total | M | N | S | Total | |
| S32 | - | - | 25 | 25 | - | - | 0.32 | 0.32 |
| M32 | 3 | - | - | 3 | - | - | 0.32 | 0.32 |
| M16N3 | 1.5 | 0.3 | - | 1.8 | 0.16 | 0.03 | - | 0.19 |
| M32N3 | 3 | 3 | - | 6 | 0.32 | 0.03 | - | 0.35 |
| N3S10 | - | 0.3 | 7.4 | 7.7 | - | 0.03 | 0.1 | 0.13 |
| M32S4 | 3 | - | 3 | 6 | 0.32 | - | 0.04 | 0.36 |
| M32S5 | 3 | - | 4 | 7 | 0.32 | - | 0.05 | 0.37 |
| Testing | Performance Characteristic | Standard | Size (No. of Sample) |
|---|---|---|---|
| Fresh Properties | Slump | ASTM C143 | - |
| Air content | ASTM C231 | - | |
| Mechanical Strength | Compressive strength | ASTM C39 | Cylinder 101 × 203 mm |
| Tensile strength | ASTM C496 | Cylinder 101 × 203 mm | |
| Modulus of elasticity | ASTM C469 | Cylinder 101 × 203 mm | |
| Modulus of rupture | ASTM C78 | Prism 76 × 76 × 279 mm | |
| Shrinkage Properties | Free shrinkage | ASTM C157 | Prism 76 × 76 × 279 mm |
| Restrained shrinkage | AASHTO PP34 | AASHTO Ring | |
| Durability Testing | Surface resistivity | AASHTO T358 | Cylinder 101 × 203 mm |
| Rapid chloride permeability | AASHTO T277 | Cylinder 101 × 203 mm |
| Criteria | Control | S32 | M32 | M16N03 | M32N03 | N03S10 | M32S04 | M32S05 |
|---|---|---|---|---|---|---|---|---|
| HRWR (mL/kg) | 2.9 | 2.6 (−10%) | 3.5 (+21%) | 3.5 (+21%) | 3.2 (+10%) | 3.2 (+10%) | 3.2 (+10%) | 3.2 (+10%) |
| Slump (cm) | 12.7 | 13.97 | 8.89 | 12.7 | 10.16 | 17.78 | 13.97 | 8.89 |
| Air content (%) | 4.5 | 4.5 | 4 | 5 | 4.8 | 4.5 | 4.5 | 4 |
| Chloride Permeability | AASHTO TP 95 (Kohm-cm) | ASTM C1202 (Coulombs) |
|---|---|---|
| High | Less than 12 | More than 4000 |
| Moderate | 12–21 | 2000–4000 |
| Low | 21–37 | 1000–2000 |
| Very low | 37–254 | 100–1000 |
| Negligible | More than 254 | Less than 100 |
| Mix | Age (day) | Number of Cracks | Crack Area (mm2) | Max Crack width (mm) |
|---|---|---|---|---|
| Control | 28 | 120 | 90.42 | 0.0394 |
| 56 | 140 | 108.45 | 0.0420 | |
| M32 | 28 | 81 (−33%) | 54.32 (−40%) | 0.0290 (−26%) |
| 56 | 117 (−16%) | 78.26 (−28%) | 0.0315 (−25%) | |
| S32 | 28 | 78 (−35%) | 54.94 (−39%) | 0.0274 (−30%) |
| 56 | 113 (−19%) | 79.10 (−27%) | 0.0315 (−25%) | |
| M32N03 | 28 | 77 (−36%) | 51.61 (−43%) | 0.0289 (−26%) |
| 56 | 100 (−29%) | 65.97 (−39%) | 0.0314 (−25%) | |
| M32S4 | 28 | 78 (−35%) | 55.26 (−39%) | 0.0315 (−20%) |
| 56 | 104 (−26%) | 71.06 (−34%) | 0.0350 (−19%) | |
| M32S5 | 28 | 70 (−42%) | 52.42 (−42%) | 0.0259 (−34%) |
| 56 | 97 (−31%) | 71.45 (−34%) | 0.0325 (−23%) | |
| M16N03 | 28 | 84 (−30%) | 58.58 (−35%) | 0.0264 (−33%) |
| 56 | 126 (−10%) | 87.64 (−19%) | 0.0359 (−15%) | |
| N03S10 | 28 | 90 (−25%) | 59.29 (−34%) | 0.0279 (−29%) |
| 56 | 118 (−16%) | 84.16 (−22%) | 0.0351 (−17%) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nassif, H.; Habib, M.; Obeidah, A.; Abed, M. Restrained Shrinkage of High-Performance Ready-Mix Concrete Reinforced with Low Volume Fraction of Hybrid Fibers. Polymers 2022, 14, 4934. https://doi.org/10.3390/polym14224934
Nassif H, Habib M, Obeidah A, Abed M. Restrained Shrinkage of High-Performance Ready-Mix Concrete Reinforced with Low Volume Fraction of Hybrid Fibers. Polymers. 2022; 14(22):4934. https://doi.org/10.3390/polym14224934
Chicago/Turabian StyleNassif, Hani, Mina Habib, Adi Obeidah, and Mohammed Abed. 2022. "Restrained Shrinkage of High-Performance Ready-Mix Concrete Reinforced with Low Volume Fraction of Hybrid Fibers" Polymers 14, no. 22: 4934. https://doi.org/10.3390/polym14224934
APA StyleNassif, H., Habib, M., Obeidah, A., & Abed, M. (2022). Restrained Shrinkage of High-Performance Ready-Mix Concrete Reinforced with Low Volume Fraction of Hybrid Fibers. Polymers, 14(22), 4934. https://doi.org/10.3390/polym14224934