

PDMS/Ag/Mxene/Polyurethane Conductive Yarn as a Highly Reliable and Stretchable Strain Sensor for Human Motion Monitoring


Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experimental
2.1. Materials
2.2. Synthesis of Mxene (Ti3C2Tx)
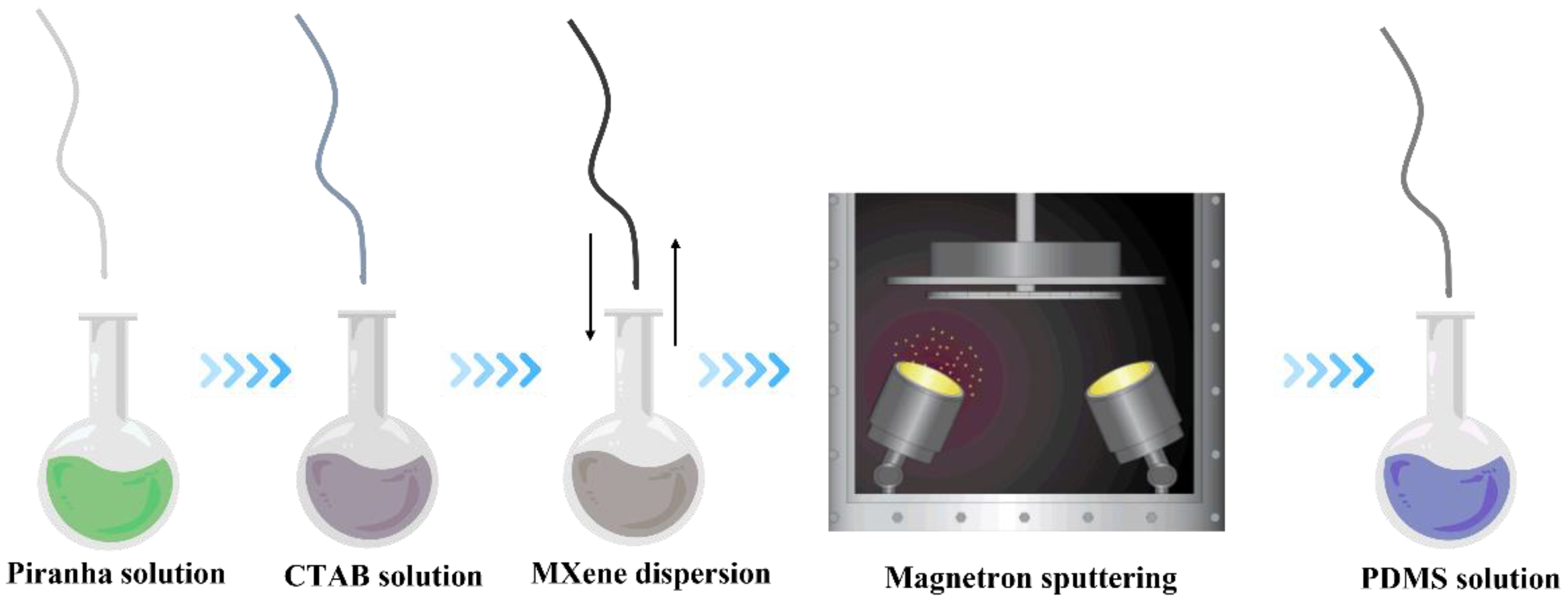
2.3. Pretreatment of PU Yarn
2.4. Fabrication of MXene/PU Yarn
2.5. Fabrication of Ag/MXene/PU Yarn
2.6. Fabrication of PDMS/Ag/MXene/PU Yarn
2.7. Characterization
3. Results and Discussion
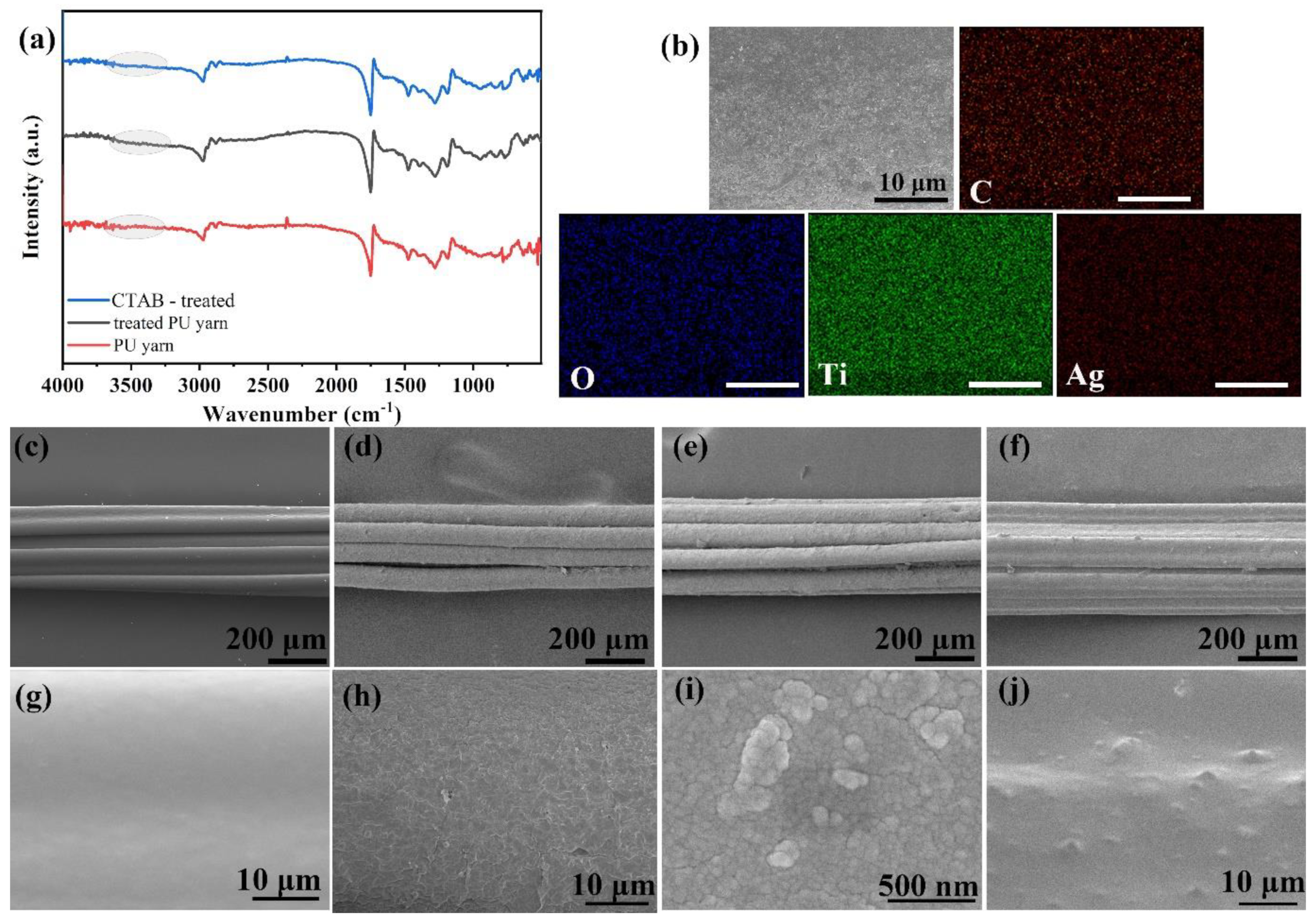
3.1. Fabrication of Sensing Conductive Yarns
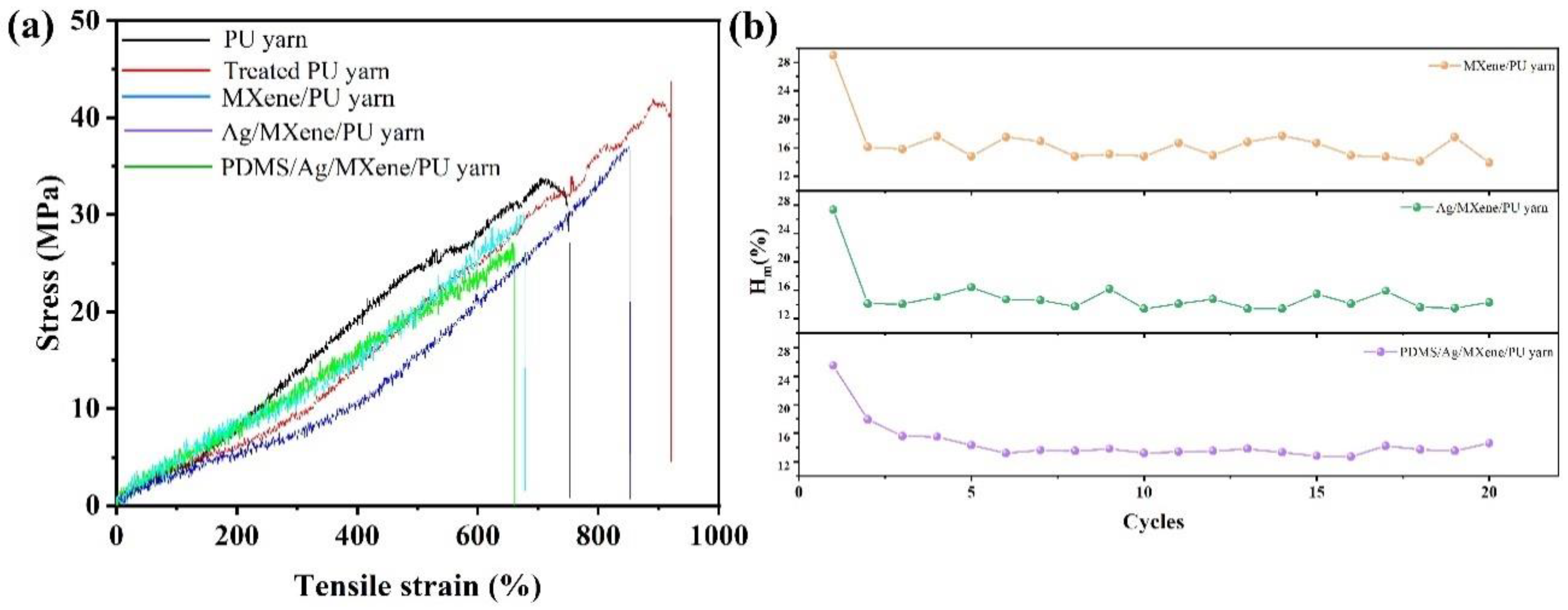
3.2. Mechanical Performance
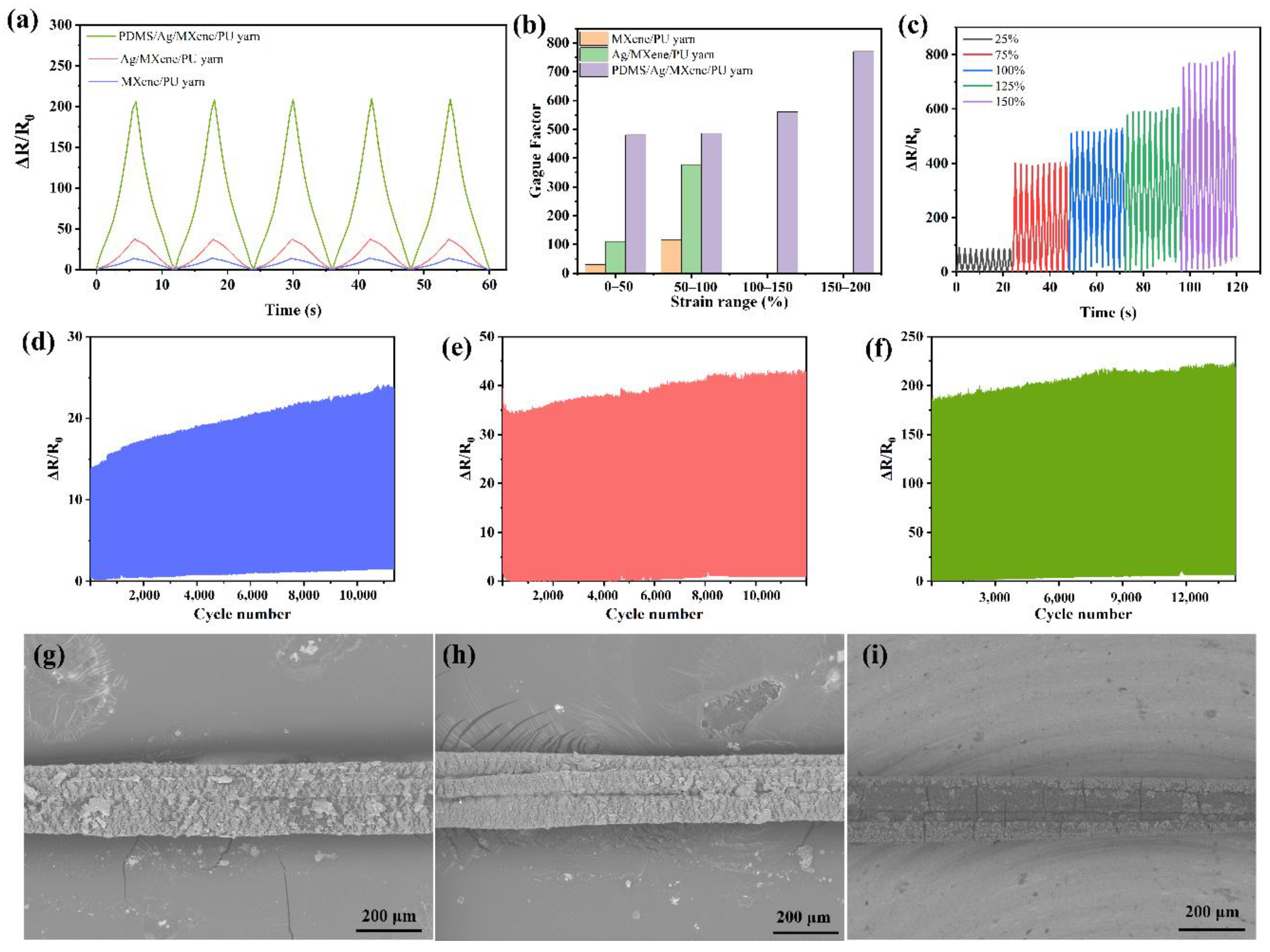
3.3. Electromechanical Performance
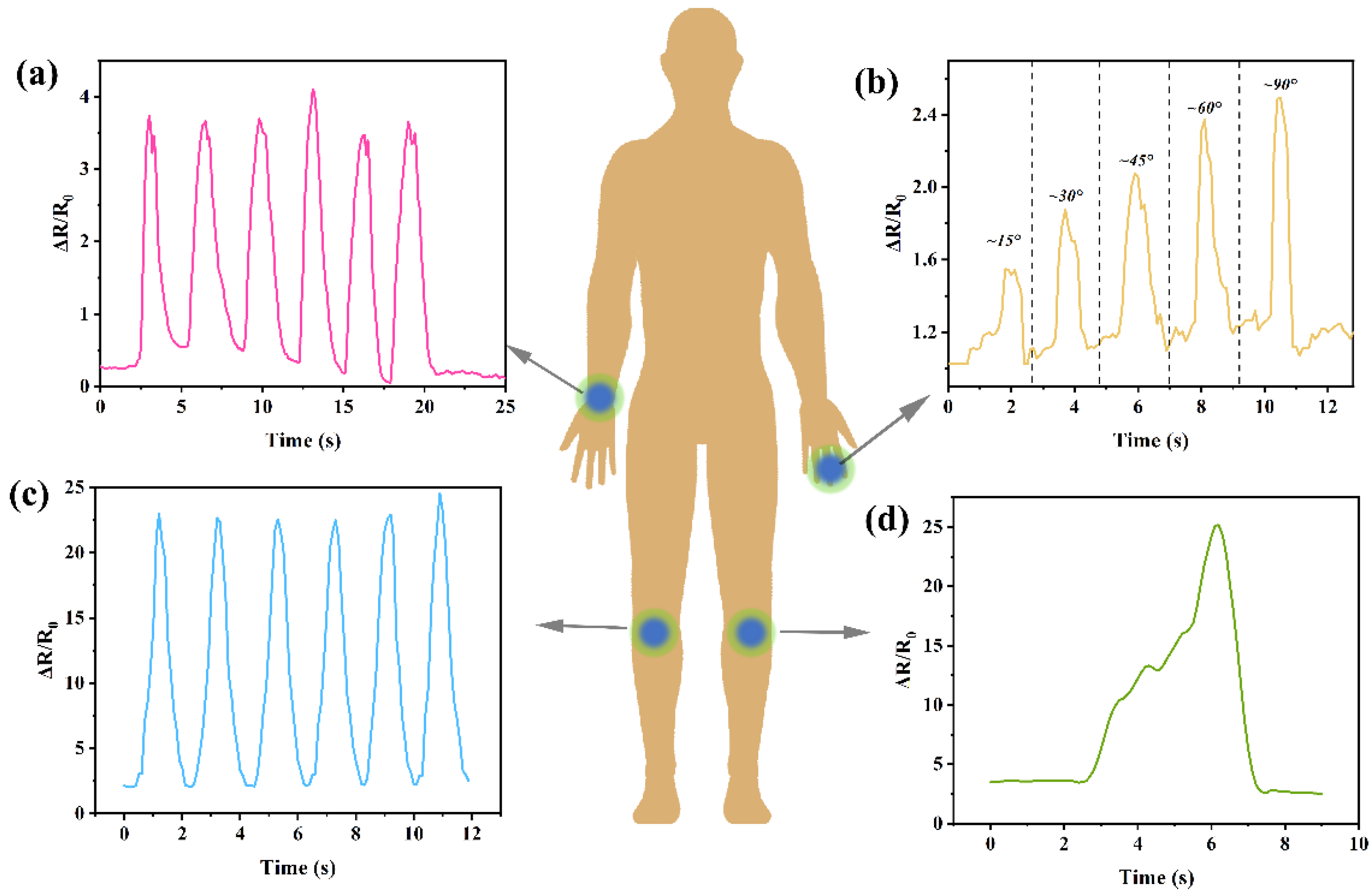
3.4. Applications
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, H.; Dai, K.; Zhai, W.; Zhou, Y.; Li, J.; Zheng, G.; Li, B.; Liu, C.; Shen, C. A Highly Sensitive and Stretchable Yarn Strain Sensor for Human Motion Tracking Utilizing a Wrinkle-Assisted Crack Structure. ACS Appl. Mater. Interfaces 2019, 11, 36052–36062. [Google Scholar] [CrossRef] [PubMed]
- Wu, R.; Ma, L.; Patil, A.; Hou, C.; Zhu, S.; Fan, X.; Lin, H.; Yu, W.; Guo, W.; Liu, X.Y. All-Textile Electronic Skin Enabled by Highly Elastic Spacer Fabric and Conductive Fibers. ACS Appl. Mater. Interfaces 2019, 11, 33336–33346. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Mao, H.; Wang, Y.; Zhu, P.; Liu, C.; Deng, Y. 3D geometrically structured PANI/CNT-decorated polydimethylsiloxane active pressure and temperature dual-parameter sensors for man–machine interaction applications. J. Mater. Chem. A 2020, 8, 15167–15176. [Google Scholar] [CrossRef]
- Liu, Z.; Li, Z.; Yi, Y.; Li, L.; Zhai, H.; Lu, Z.; Jin, L.; Lu, J.R.; Xie, S.Q.; Zheng, Z.; et al. Flexible strain sensing percolation networks towards complicated wearable microclimate and multi-direction mechanical inputs. Nano Energy 2022, 99, 107444. [Google Scholar] [CrossRef]
- Xu, X.; Chen, Y.; He, P.; Wang, S.; Ling, K.; Liu, L.; Lei, P.; Huang, X.; Zhao, H.; Cao, J.J.; et al. Wearable CNT/Ti3C2Tx MXene/PDMS composite strain sensor with enhanced stability for real-time human healthcare monitoring. Nano Res. 2021, 14, 2875–2883. [Google Scholar] [CrossRef]
- Chen, X.; Hou, Z.; Li, G.; Yu, W.; Xue, Y.; Niu, G.; Xin, M.; Yang, L.; Meng, C.; Guo, S. A laser-scribed wearable strain sensing system powered by an integrated rechargeable thin-film zinc-air battery for a long-time continuous healthcare monitoring. Nano Energy 2022, 101, 107606. [Google Scholar] [CrossRef]
- Zeng, Z.; Hao, B.; Li, D.; Cheng, D.; Cai, G.; Wang, X. Large-scale production of weavable, dyeable and durable spandex/CNT/cotton core-sheath yarn for wearable strain sensors. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106520. [Google Scholar] [CrossRef]
- Ko, Y.; Kim, J.-s.; Vu, C.C.; Kim, J. Ultrasensitive strain sensor based on pre-generated crack networks using Ag nanoparticles/single-walled carbon nanotube (SWCNT) hybrid fillers and a polyester woven elastic band. Sensors 2021, 21, 2531. [Google Scholar] [CrossRef]
- Naji, A.; Krause, B.; Pötschke, P.; Ameli, A. Hybrid conductive filler/polycarbonate composites with enhanced electrical and thermal conductivities for bipolar plate applications. Polym. Compos. 2019, 40, 3189–3198. [Google Scholar] [CrossRef]
- Deng, H.; Skipa, T.; Bilotti, E.; Zhang, R.; Lellinger, D.; Mezzo, L.; Fu, Q.; Alig, I.; Peijs, T. Preparation of High-Performance Conductive Polymer Fibers through Morphological Control of Networks Formed by Nanofillers. Adv. Funct. Mater. 2010, 20, 1424–1432. [Google Scholar] [CrossRef]
- Liu, H.; Gao, J.; Huang, W.; Dai, K.; Zheng, G.; Liu, C.; Shen, C.; Yan, X.; Guo, J.; Guo, Z. Electrically conductive strain sensing polyurethane nanocomposites with synergistic carbon nanotubes and graphene bifillers. Nanoscale 2016, 8, 12977–12989. [Google Scholar] [CrossRef] [PubMed]
- Lim, T.H.; Lee, S.H.; Yeo, S.Y. Highly conductive polymer/metal/carbon nanotube composite fiber prepared by the melt-spinning process. Text. Res. J. 2017, 87, 593–606. [Google Scholar] [CrossRef]
- He, Y.; Wu, D.; Zhou, M.; Zheng, Y.; Wang, T.; Lu, C.; Zhang, L.; Liu, H.; Liu, C. Wearable strain sensors based on a porous polydimethylsiloxane hybrid with carbon nanotubes and graphene. ACS Appl. Mater. Interfaces 2021, 13, 15572–15583. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Lu, L.; Li, Z.; Lin, L.; Liang, Z.; Lu, X.; Xie, Y. Fingerprint-inspired strain sensor with balanced sensitivity and strain range using laser-induced graphene. ACS Appl. Mater. Interfaces 2021, 14, 1315–1325. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, J.; Zhuang, R.; Mäder, E.; Heinrich, G.; Gao, S. Single MWNT-glass fiber as strain sensor and switch. Adv. Mater. 2011, 23, 3392–3397. [Google Scholar] [CrossRef]
- Zhao, D.; Nie, B.; Qi, G.; Li, S.; Zhu, Q.; Qiu, J.; Hsu, Y.; Zhang, Y.; Wang, W.; Zhang, Q.; et al. A flexible metal nano-mesh strain sensor with the characteristic of spontaneous functional recovery after fracture damage. Nanoscale 2022, 14, 12409–12417. [Google Scholar] [CrossRef]
- He, Y.; Li, Y.; Liao, X.; Li, L. Interfacial modification strategy for the fabrication of high performance fiber-based strain sensors. Polymer 2022, 260, 125376. [Google Scholar] [CrossRef]
- Li, X.; Hua, T.; Xu, B. Electromechanical properties of a yarn strain sensor with graphene-sheath/polyurethane-core. Carbon 2017, 118, 686–698. [Google Scholar] [CrossRef]
- Ge, G.; Zhang, Y.Z.; Zhang, W.; Yuan, W.; El-Demellawi, J.K.; Zhang, P.; Di Fabrizio, E.; Dong, X.; Alshareef, H.N. Ti3C2Tx MXene-Activated Fast Gelation of Stretchable and Self-Healing Hydrogels: A Molecular Approach. ACS Nano 2021, 15, 2698–2706. [Google Scholar] [CrossRef]
- Wang, X.; Luo, D.; Wang, J.; Sun, Z.; Cui, G.; Chen, Y.; Wang, T.; Zheng, L.; Zhao, Y.; Shui, L.; et al. Strain Engineering of a MXene/CNT Hierarchical Porous Hollow Microsphere Electrocatalyst for a High-Efficiency Lithium Polysulfide Conversion Process. Angew. Chem. 2021, 60, 2371–2378. [Google Scholar] [CrossRef]
- Wang, N.; Xu, Z.; Zhan, P.; Dai, K.; Zheng, G.; Liu, C.; Shen, C. A tunable strain sensor based on a carbon nanotubes/electrospun polyamide 6 conductive nanofibrous network embedded into poly(vinyl alcohol) with self-diagnosis capabilities. J. Mater. Chem. C 2017, 5, 4408–4418. [Google Scholar] [CrossRef]
- Wang, Y.; Jia, Y.; Zhou, Y.; Wang, Y.; Zheng, G.; Dai, K.; Liu, C.; Shen, C. Ultra-stretchable, sensitive and durable strain sensors based on polydopamine encapsulated carbon nanotubes/elastic bands. J. Mater. Chem. C 2018, 6, 8160–8170. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, Y.; Sun, J.; Huang, Y.; Hu, H.; Jiang, R.; Gai, W.; Li, G.; Zhi, C. Polyurethane/Cotton/Carbon Nanotubes Core-Spun Yarn as High Reliability Stretchable Strain Sensor for Human Motion Detection. ACS Appl. Mater. Interfaces 2016, 8, 24837–24843. [Google Scholar] [CrossRef] [PubMed]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Xu, J. PDMS/Ag/Mxene/Polyurethane Conductive Yarn as a Highly Reliable and Stretchable Strain Sensor for Human Motion Monitoring. Polymers 2022, 14, 5401. https://doi.org/10.3390/polym14245401
Zhang S, Xu J. PDMS/Ag/Mxene/Polyurethane Conductive Yarn as a Highly Reliable and Stretchable Strain Sensor for Human Motion Monitoring. Polymers. 2022; 14(24):5401. https://doi.org/10.3390/polym14245401
Chicago/Turabian StyleZhang, Shichen, and Jiangtao Xu. 2022. "PDMS/Ag/Mxene/Polyurethane Conductive Yarn as a Highly Reliable and Stretchable Strain Sensor for Human Motion Monitoring" Polymers 14, no. 24: 5401. https://doi.org/10.3390/polym14245401
APA StyleZhang, S., & Xu, J. (2022). PDMS/Ag/Mxene/Polyurethane Conductive Yarn as a Highly Reliable and Stretchable Strain Sensor for Human Motion Monitoring. Polymers, 14(24), 5401. https://doi.org/10.3390/polym14245401