3.1. Effect of the Oil Type and Alginate Concentration on the Physical Properties of the Emulsions
Table 2 shows the average results of the viscosity for the different O/W emulsions. It can be noticed that the viscosity values were significantly affected by the type of oil and the alginate concentration. In particular, the higher the viscosity of the oil (see
Table 1) and the alginate concentration, the higher the viscosity of the O/W emulsion was.
The viscosity of the O/W emulsion is a crucial parameter during the encapsulation process, since it can affect the release frequency of the droplets from each encapsulation device, influencing the morphology of the capsules, e.g., their size and shape. In particular, it is hypothesised that the extrusion of highly viscous emulsions retards the release of the outgoing droplets from each encapsulation device, resulting in bigger and elongated Ca–alginate capsules. This hypothesis is evaluated in
Section 3.2.
Another important factor to evaluate in the O/W emulsions is their physical stability during the encapsulation process, i.e., the disperse phase (oil) should be homogeneously distributed into the continuous phase (alginate solution). Thus, the physical stability of the emulsions was estimated by analysing the creaming index (CI) values over time (
Figure 2a). Results indicate that CI increased with time, suggesting that after a certain period the emulsion components in all the formulations were separated. It was found that emulsions with the same alginate concentration present similar creaming behaviour, suggesting an increase in the stability with the increase of alginate content in the mixture, regardless the nature of the oil.
For O/W emulsions containing 2% of alginate, the increase in the CI with time can be characterised in two stages: A first stage, from 0 to 3 h, where the CI of the VCO-2, WCO-2, and VEO-2 emulsions sharply increased up to values of 81.14%, 75.2%, and 84.85%, respectively. This indicated an early and fast tendency of the O/W emulsions to be creamed. Then, from 3 to 30 h, there was a quasi-stationary stage with CI values of 84.57%, 83.05%, and 89.14% at 30 h for the VCO-2, WCO-2, and VEO-2 based emulsions, respectively. In contrast, emulsions synthesised with 3% of alginate presented a CI increase defined by four stages: A first stage, from 0 to 6 h was identified, where the CI reached values of 13.71%, 10.8%, and 12.85% for the VCO-3, WCO-3, and VEO-3 emulsions, respectively. Then, for the following three stages (6–12 h; 12–28 h; 28–30 h), the CI was increased with time, but at a lower rate at each stage. At the end, the VCO-3, WCO-3, and VEO-3 emulsions presented CI values of 75.71%, 82.85%, and 76.57%, respectively. Based on the previous analysis, the synthesis of O/W emulsions based on 3% alginate were physically more stable when compared with those based on 2% alginate.
The influence of the alginate concentration on emulsion stability can be explained by several factors. Mainly, the creaming effect involves the coalescence and ascension of larger oil droplets (i.e., disperse phase) to the top of the emulsion over time, as represented in
Figure 2b. Since alginate acts as a weighting agent on an O/W emulsion, the higher the alginate concentration in the emulsion, the more difficult the coalescence and ascension of the larger oil droplets to the top of the emulsion. This phenomenon is attributed to the increase in the viscosity of the emulsion, reducing the movement of the oil droplets to coalescence. To prove this point,
Figure 2c shows fluorescence microscopy images for the VCO-2 and VCO-3 emulsions taken from the top of the emulsion at 0 h, 3 h, 6 h, 12 h, and 24 h.
Figure 2d,e shows the statistical distribution of the droplet size. Since CI was more affected by the alginate concentration than by the type of oil, fluorescence microscopy images of VCO with different alginate concentrations well-represents the creaming phenomenon in all the O/W emulsions. From these images, the increase of the oil droplet size over time can be noticed.
Nonetheless, VCO-3 emulsion presented droplet sizes significantly lower than VCO-2. As example, for the VCO-2 emulsion, the oil droplet size increased from 63.97 µm to 110.58 µm after 24 h, representing an increase of ~73% with respect to the initial size. For the same period of time (24 h), the representative droplet size for the VCO-3 emulsion increased from 57.73 µm to 65.37 µm, representing an increase of ~13% with respect to the initial size. Finally, based on the previous analysis, it can be concluded that the component of the O/W emulsions mainly contributing to their physical stability is the alginate concentration. Additionally, for a successful synthesis of the capsules, the encapsulation should take place once the freshly O/W emulsions are prepared, reducing the occurrence of creaming phenomenon.
3.2. Morphological and Physical Properties of the Biocapsules
Figure 3 shows optical microscopy images and the histograms of the size of each type of capsule fitted to a normal distribution. It can be noticed that the size of the capsules was influenced by the synthesis method, the type of oil, and the concentration of the alginate biopolymer. In particular, (i) capsules synthesised using M1 resulted in bigger sizes than using M2; (ii) capsules with 2% alginate resulted in smaller sizes than those with 3% alginate; and (iii) the VEO capsules presented the biggest sizes followed by the VCO and WCO capsules. As an example, the VEO-3-M1 and the WCO-2-M2 capsules presented the biggest and the smallest sizes with values of 3.95 mm and 1.62 mm, respectively.
In particular,
Figure 4a represents the size of the capsules through boxplots, where the effect of the encapsulation method on the size of the capsules can be clearly noticed by identifying two groups: capsules synthesised using M1, and capsules synthesised using M2. Moreover, from this Figure we noticed that M1 capsules presented more dispersion on their size when compared to M2 capsules. This can be attributed to the fact that M2 was an extrusion-controlled process, where a constant pressure was applied during the extrusion of O/W emulsions to form the capsule, while for M1 the extrusion mechanism was gravity-based, meaning low control of the release of the O/W emulsion droplets during the extrusion process. Thus, the encapsulation method M2 results in capsules with a more uniform size than M1, and so, a similar shape is expected for M2-type capsules.
To prove the previous hypothesis,
Figure 4b shows the average
results of the capsules. From this Figure, capsules synthesised using M1 tended to
values over 0.05, indicating a more elongated morphology, while capsules synthesised under M2 presented lower dispersion of data with
values closer to 0.05, indicating that this encapsulation process resulted in capsules with more regular spherical morphology. The alginate concentration and the type of oil also influenced the morphology of the capsules. Thus, capsules synthesised with highly viscous oils and higher concentrations of alginate resulted in more elongated morphologies. Finally, considering that the capsules are added as an additive to asphalt mixtures, bigger sizes with elongated morphology could affect the physical properties of the asphalt mixture more significantly than smaller sizes and regular spherical morphology. Thus, capsules based on VCO or WCO, 2% alginate and method M2 are recommended for addition in asphalt mixtures.
Otherwise,
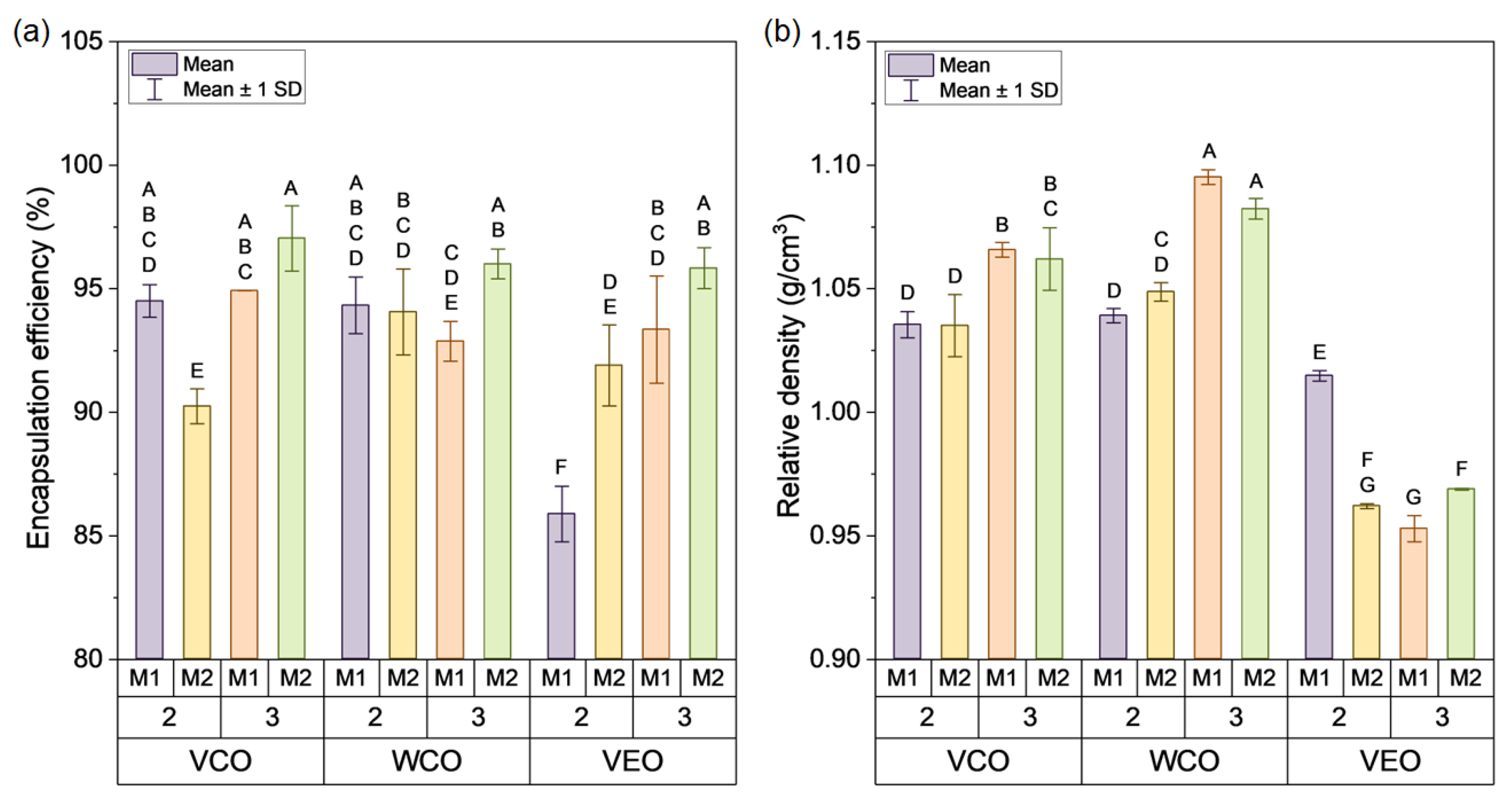
Figure 5a shows the average results of encapsulation efficiency for each capsule design. It is observed that the capsules presented
values ranging from 85.88% (VEO-2-M1) to 97.03% (VCO-3-M2). Overall, the effect of the type of oil on the efficiency can be noticed, observing that VEO capsules presented the lower
values when compared to VCO and WCO capsules. This can be attributed to the flow properties, associated with the viscosity of the capsules’ components. As characterised in
Section 2.1 and
Section 2.3, the viscosity of the VCO and the WCO was lower than the 2% and 3% alginate solutions, respectively. On the contrary, VEO viscosity was higher than the 2% alginate solution, but lower than the 3% alginate solution. This means that for the extrusion process (using M1 or M2) of an O/W emulsion based on 2% alginate, both VCO and WCO will flow more easily than the alginate solution, increasing their
values when compared with the VEO. For the extrusion of the O/W emulsion based on 3% alginate, all the oils will flow more easily than the alginate solution, resulting in
values higher than for the 2% solution.
In contrast,
Figure 5b demonstrates that VEO capsules presented lower density values than the VCO and WCO capsules. Moreover, the increase in the alginate concentration leads to an increment in the density of VCO and WCO capsules, while the VEO capsules exhibited the opposite behaviour being their densities reduced with higher alginate concentrations. These differences in density are ascribed to a combined effect of the sizes and volume of capsules, and to the density of confined oils. According to the data in
Figure 4a, the capsule VEO-3-M1 has nearly double the volume (32.3 mm
3) of capsule WCO-3-M1 (13.7 mm
3). For the same capsule designs,
Figure 5a shows that the VEO-3-M1 and the WCO-3-M1 capsules presented similar
values, 93.34% (SD: 2.17%) and 92.87% (SD: 0.8%). Nonetheless, as seen in
Table 1, density of VEO is lower than that of WCO. In consequence, the density of VEO-3-M1 capsules is lower than those of WCO-3-M1. From this analysis, it can be noted that the variation in the size of the capsules is higher than that of the
. This means that differences in the density of the capsules can be mainly explained by significative changes in their volume.
To evaluate if the differences evidenced in the morphological (size, sphericity) and physical (density and encapsulation efficiency) properties of the capsules are statistically significant,
Table 3 resumes the ANOVA p-value results for the main factors (type of oil, alginate concentration, and synthesis method) and their combinations. These results show that significant differences were found on the morphological and physical properties. Particularly, since the type of oil comprises three levels, significant differences detected by ANOVA can be associated with up to three different pairwise means comparisons (VCO-WCO, VCO-VEO, WCO-VEO). Tukey HSD test revealed that the three pairwise means comparisons were significantly different for each of the morphological and physical properties. Therefore, the effect of VCO, WCO, and VEO on the capsule’s size can be treated as three independent groups. In a similar way, each level of the alginate concentration (2%, 3%) and the encapsulation method (M1, M2) can be treated as independent groups.
In terms of the interactions between the main factors,
Table 3 revealed the presence of significantly different double and triple interactions, excepting the double interaction between the alginate concentration and the encapsulation method for the measure of sphericity. Graphically,
Figure 4a,b and
Figure 5a,b present the Tukey HSD analysis for pairwise mean comparison represented by letters. Thus, mean values that do not share a letter can be considered significantly different (
p-value < 0.05). As an example of the morphological properties of the capsules,
Figure 4a shows that the measure of their size was categorised in 10 groups (represented as single letters from A to J), meaning that the size of 10 from the 12 capsule designs can be considered as significantly different. Accordingly, from this Figure, it can be stated that VEO-3-M1 design presented the biggest size, while capsule designs VCO-2-M2 and WCO-2-M2 presented the smaller size values. As an example of the physical properties of the capsules,
Figure 5a revealed that their
values can be categorised in six groups (A–F). Particularly, VEO-2-M1 is individualised as one single group (F), resulting in the lowest
value.
Based on the previous analysis, it can be concluded that the type of oil, alginate concentration, and encapsulation method, as well as their interactions significantly influenced on the morphology and physical properties of the capsules. In particular, the combined effect of M2 and 2% alginate for each of the oils produced capsules with (i) the smallest and uniform sizes, (ii) regular spherical morphology, and (iii) high encapsulation efficiencies. A similar effect was observed for capsules synthesised using M2 and 3% alginate. Accordingly, M2 could be considered as a potential encapsulation method for the synthesis of homogeneous-sized capsules. To reduce the effect of the capsule addition on the physical properties of the asphalt mixture, capsules based on VCO or WCO, 2% of alginate, and method M2 are recommended for their incorporation in asphalt mixtures. Nonetheless, to select an appropriate alginate concentration and type of oil, thermal–mechanical stability of the capsules and the rejuvenating effect of each oil on cracked bitumen will be analysed within the next sections.
3.3. Thermal–Chemical Characterisation of the Capsules and Their Components
Figure 6 shows the results from the FTIR-ATR characterisation of the rejuvenators used for the encapsulation process. The identification and assignment of spectral bands shown in
Figure 6a were represented according to the literature reports [
35,
36,
37] and considering the nature of the rejuvenating liquids. The spectral information gathered from the bioderived oils (i.e., VCO and WCO) were similar, indicating a negligible effect of the oxidation during one cycle of frying for VCO.
Both VCO and WCO presented multiple signals between 1090 cm
−1 and 1460 cm
−1, ascribed to C–H bending vibration in aliphatic hydrocarbons, and C–O stretching vibrations commonly found in ethers (see
Figure 6b). The signal at 720 cm
−1 was found in the three oils, and it is typical of weak C–H asymmetric bending in alkyl chains (CH
2 and CH
3). In addition, the presence of methylene moieties (CH
2) in the saturated fatty acid backbone in VCO and WCO was confirmed by the C–H in-plane deformation band at 1377 cm
−1, and the C–H symmetric and asymmetric stretching bands at 2852 and 2920 cm
−1, respectively. A distinctive sharp signal was found for VCO and WCO at 1743 cm
−1. This band is ascribed to the stretching in carbonyl groups (C=O) corresponding to carboxylic acid or triglycerides present in these oils as witnessed before by Goh et al. [
37]. In the case of the synthetic VEO, the bands located at 2852 and 2920 cm
−1 can be associated with the C–H stretching in alkyl chains (CH
2) [
35], while the peaks at 1460 and 1377 cm
−1 correspond to the C–H bending vibrations in methyl groups typical of synthetic engine oils. As previously stated by Norambuena-Contreras et al. [
27], the similarities in intensity, position and nature of functional groups identified in VCO and compared with WCO suggest that WCO is thermally stable, which supports its use as a prospective encapsulated rejuvenating agent in asphalt materials usually manufactured at a temperature >150 °C.
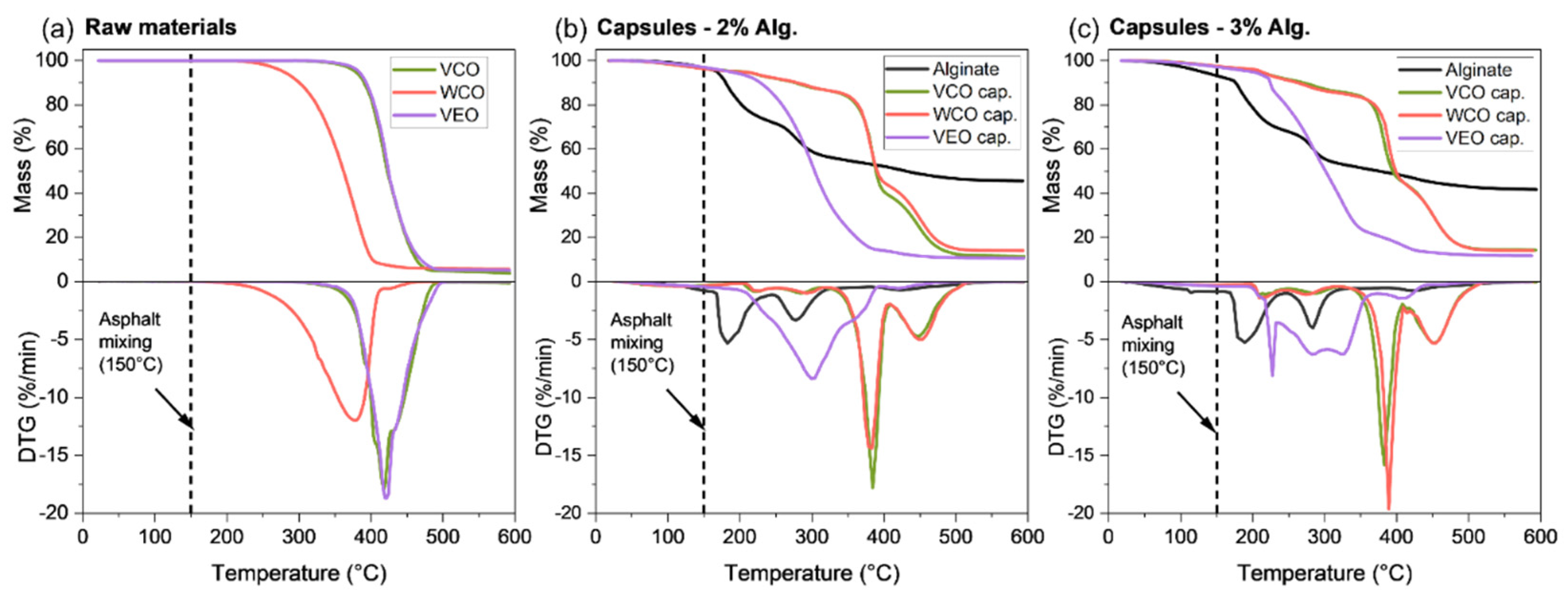
Otherwise,
Figure 7 shows the TGA-DTG curves for (a) VCO, WCO, VEO, and capsules with, and without, the oils synthesised with (b) 2% and (c) 3% of alginate. As previously recommended by Norambuena-Contreras et al. [
30], capsules should be directly added during the asphalt mixing process at a temperature around 150 °C (T
am). In consequence, it is expected that the capsules as well as their components are thermally stable at this mixing temperature. As seen in
Figure 6a, the three oils proposed here as asphalt rejuvenators presented high thermal stability, showing no thermal degradation at T
am. In fact, these oils started to degrade at temperatures higher than T
am, with a characteristic single DTG peak identified at temperatures between 200 °C and 450 °C for the WCO and between 320 °C and 500 °C for both VCO and VEO. Although both VCO and WCO come from sunflower, the shifting on the thermal degradation peak of WCO can be attributed to its previous physical–chemical oxidation during cooking. Overall, the single degradation step of VCO and WCO was attributed to the decomposition of volatiles associated to polyunsaturated (linoleic acid) and monounsaturated (oleic acid) fatty acids [
38]. From the previous analysis, it is concluded that VCO, WCO, and VEO can be potentially considered as thermally stable rejuvenators for asphalt applications. However, their thermal performance must be proven when encapsulated in the biopolymeric matrix of alginate.
In reference to the encapsulation of the oil in the biopolymeric matrix of alginate,
Figure 7b,c show that the TGA curves were quite similar regardless the alginate concentration in the capsules. Regarding the alginate-hollow capsule, its TG behaviour is characterised by two noticeable degradation steps: (i) from 150 °C to 250 °C, related to moisture evaporation and the chemical dehydration of the biopolymer; and (ii) from 260 °C to 350 °C, associated with the fracture of glycosidic bonds, decarboxylation and decarbonylation, releasing H
2O, CO
2, and other light compounds [
39]. When encapsulating the oils into the alginate biopolymer,
Figure 7b,c also show a similar tendency of the capsules with 2% and 3% of alginate when comparing the TGA curves based on the type of oil. Thus, the alginate concentration had no apparent influence on the thermal decomposition of the capsules. Nonetheless, due to the higher thermal stability of the oils, the capsules were significantly degraded at temperatures higher than their respective empty alginate matrices. The particularly earlier thermal degradation for the VEO capsule at ~210 °C can be explained to its low amount of encapsulated oil when compared to VCO and WCO capsules, as demonstrated by the E.E values in
Section 2.2. Hence, the enhancement of the thermal stability by effect of the VEO was reduced.
Finally, TGA tests demonstrated that the biopolymeric capsules with VCO, WCO, and VEO can be thermally stable additives for their incorporation to hot mix asphalt (i.e., manufacturing temperatures >150 °C). In particular, capsules based on VCO and 2% alginate could be an optimal design due to: (i) the higher thermal stability of the oil, and (ii) the lower thermal degradation at Tam. Moreover, since the alginate concentration had no effect on the thermal stability of the capsules, capsule designs with lower alginate concentration could potentially reduce the associated cost of production. Nonetheless, the decision of the appropriate capsule should also consider additional aspects such as the mechanical performance of the capsules and healing capacity of the oil once released from the capsule.
3.4. Mechanical Stability of the Biocapsules by Compression and Microindentation Tests
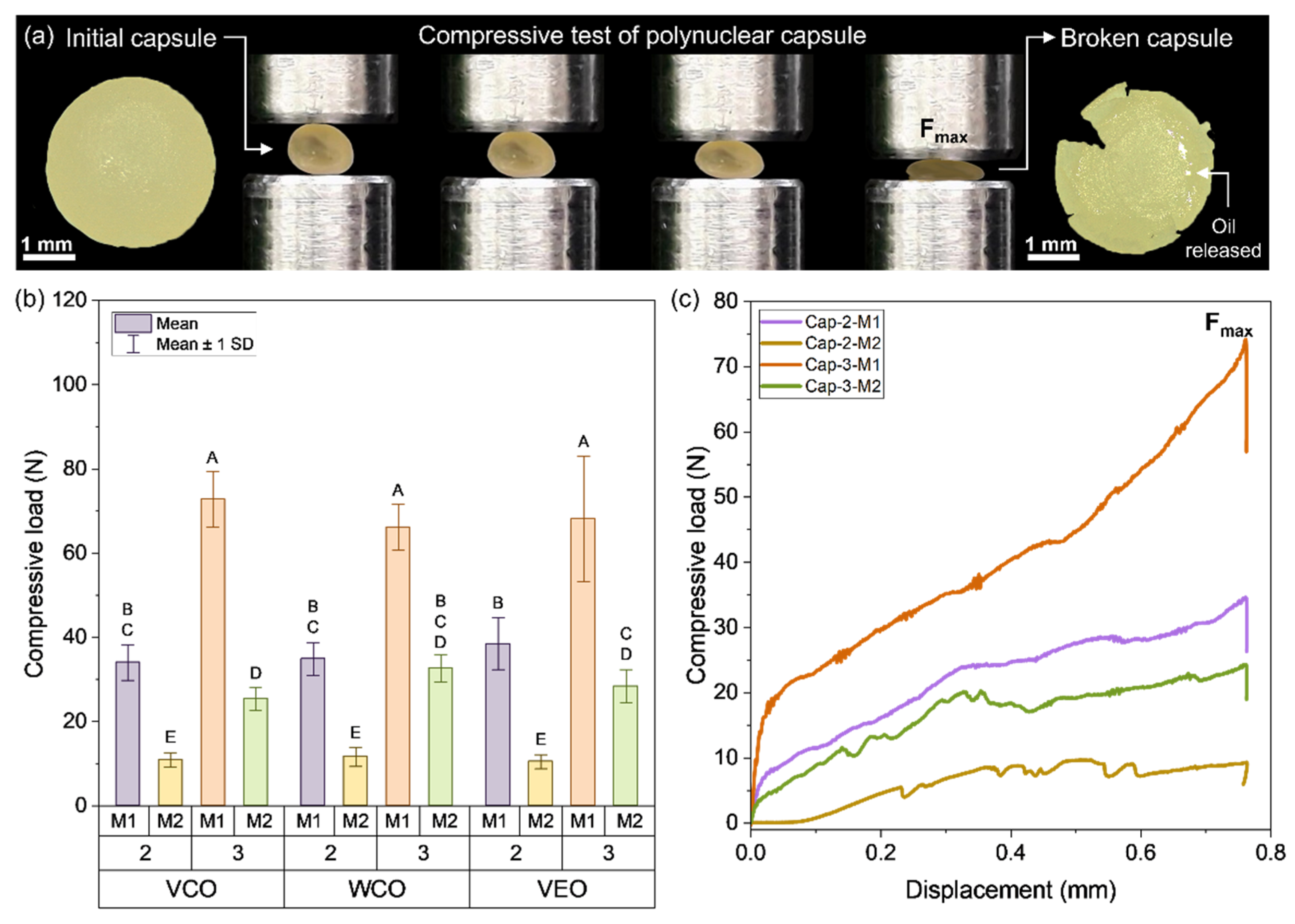
In reference to the effect of the main factors studied on the maximum compression load (C
cap) resisted by each capsule design (
Figure 8a,b) shows: (i) a similar tendency of C
cap when comparing the capsules based on the type of encapsulated oil, so the compression curves of the capsules can only be represented depending on the alginate concentration and the encapsulation method as shown in
Figure 8b. (ii) Moreover, capsules based on 3% of alginate presented C
cap values higher than those with 2% of alginate, and (iii) capsules synthesised using M1 presented C
cap values higher than those using M2. In consequence, the combination of the factors M1 and 3% of alginate resulted in the highest C
cap values. This result can be attributed to the bigger size reached by M1 capsules, distributing the compressive force on a bigger surface than the M2 capsules, and the potential increase of crosslinking reactions between the alginate and the Ca
2+ ions, producing a strengthening effect on the multicavity structure of the capsule. Based on the previous analysis and supported by Norambuena-Contreras et al. [
21], it can be concluded that C
cap mainly depended on the synthesis method and the concentration of alginate used to produce the capsules.
Additionally, since the alginate-based capsules are added during the mixing process of asphalt, they should be strong enough to resist the compaction load of the asphalt mixture referenced in 10 N as stated by Ruiz-Riancho et al. in previous research [
23].
Figure 8a shows that all the capsules presented values over this limit indicating their suitability to resist the compaction process and to be later activated during the operation of the road by effect of traffic loads. Nonetheless, it should be considered that C
cap values far from the previous compaction load reported could difficult the opportune activation of the capsules, reducing the release of the oil on the cracked-aged bitumen. Accordingly, capsules based on M2 and 2% or 3% of alginate could be more appropriate for resisting the compaction process, while being susceptible to the activation process.
Similarly,
Figure 9a indicates that, like in the compressive tests, the synthesis method and the alginate concentration mainly affected the hardness of the capsules, but in a different way. Particularly, capsules synthesised using method M2 presented hardness values higher than those synthesised using M1. Moreover, the addition of 3% of alginate resulted in higher values of hardness than the capsules with 2% of alginate, also reported in [
21]. Thus, the combined effect of M2 and 3% alginate resulted in capsules with the highest Vickers hardness, with an average value of 16.58 MPa (SD: 5.1 MPa) while capsule designs based on M2, and 2% alginate presented an average value of 11.88 MPa (SD: 0.75 MPa). As reference, synthetic polymers used for encapsulation applications present Vickers hardness value around 400 MPa.
In contrast, biopolymers used for encapsulations purposes such as polylactic acid, chitin, and chitosan have been stated in 30 MPa, 57 MPa, and 45 MPa, respectively [
40]. Therefore, the use of encapsulating soft materials with lower hardness values, such as alginate, could facilitate oil release from the capsule through its breakage or deformation. This behaviour is precisely what is required in a polynuclear capsule with asphalt self-healing purposes, i.e., that is mechanically resistant to the manufacturing processes of asphalt mixtures, but with the ability to be susceptible to the mechanical activation by the effect of the stress concentration trigger on the surface of the capsule.
The overall hardness values of the capsules are in line with their indentation depth as shown in
Figure 9b, i.e., the higher the hardness, the lower the indentation depth, so the capsule offered more resistance to be penetrated by the indenter. As an example, the WCO-3-M2 capsule presented the highest average hardness and the lowest indentation depth, being 20.53 MPa (SD: 5.92 MPa) and 43.63 µm (SD: 6.45 µm), respectively. In contrast, the VEO-3-M1 capsule presented the lowest hardness and the highest indentation depth, with values of 6.21 MPa (SD: 2.6 MPa) and 81.50 µm (SD: 6.45 µm), respectively.
Differences in hardness values can be partially attributed to the relative densities of each capsule and to a consequence of their microstructures, see
Figure 5b. Thus, the denser the capsule, the lower the indentation depth and so the higher the hardness of the capsule. With this antecedent, it is hypothesised that denser capsules based on 3% of alginate mechanically reinforced their biopolymeric microstructure than those with 2% of alginate, being able to better resist the indentation load. Thus, in relation to the raw materials constituting the capsules, it can be concluded that the alginate was mainly responsible of the compressive strength and hardness of the capsules. Thus, based on the previous recommendation on the use of capsules based on M2 and 2% or 3% of alginate, it can be concluded that capsules synthesised using M2, and 2% of alginate are recommended to activate a capsule for self-healing of crack-aged asphalt mixtures.
Table 4 resumes the ANOVA p-value results for the main factors affecting the mechanical performance of the capsules (type of oil, alginate concentration, and synthesis method) and their combinations. Results indicate that the type of oil had no significant effect on the compression resistance of the capsules, while for the Vickers hardness and the indentation depth, the type of oil led to significant differences. For this test, the Tukey HSD analysis revealed significant differences in the VCO-VEO and WCO-VEO pairwise mean comparisons. For each level of the alginate concentration (2%, 3%) and the encapsulation method (M1, M2) the three mechanical variables presented significant differences, excepting the effect of the alginate concentration for the Vickers depth (
p-value > 0.05).
Additionally,
Table 4 shows that the detection of the double and triple interactions between variables was different for the mechanical variables evaluated. In reference to the compressive load,
Table 4 revealed that only the interaction between the type of oil and the alginate concentration had no significant effect (A * B interaction). In the case of the Vickers hardness and Vickers depth, significant differences were only detected for the interaction between the type of oil and the alginate concentration (A * B interaction).
Figure 7a and
Figure 8a,b present the Tukey HSD analysis for pairwise mean comparison represented by letters. Based on the recommendation on the use of capsules based on 2% or 3% alginate and the synthesis method M2, Tukey HSD analysis revealed that the pairwise mean comparison of 2-M2 and 3-M2 double interactions was significantly different for compression and hardness. This result confirms the selection of the capsule design based on 2% alginate and the synthesis method M2 to facilitate the activation of the capsule.
3.5. Healing Capacities of Types of Oils as Asphalt Rejuvenators
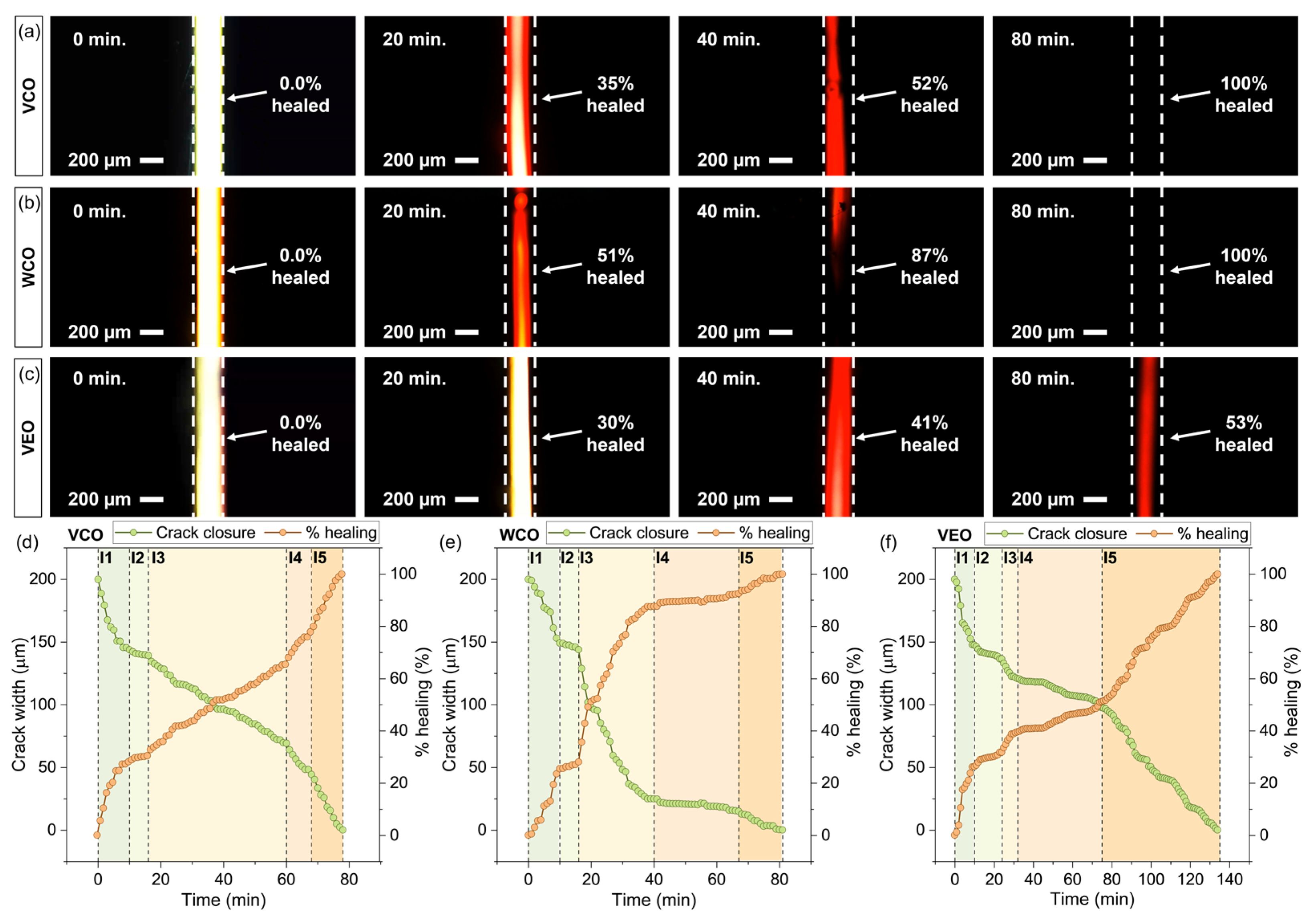
Figure 10a–c shows the microscopy fluorescence images of the microcrack closure in bitumen samples by the effect of the rejuvenating oils at 0 min, 20 min, 40 min, and 80 min. From these images, it can be seen that the crack closure was affected by the type of oil used as asphalt rejuvenator, since the crack width over time was not uniform. For a time of 80 min, the µ-crack was completely closed when VCO was used as the rejuvenator. At this time, the bitumen samples with WCO and VEO presented µ-cracks width values of 2.57 µm and 92.62 µm, respectively, suggesting that oil viscosities play a role in this process (
Table 1). This behaviour suggests that the more viscous the oil, the lower its diffusion capacity into the cracked zone, resulting in a retardation of its softening effect on the aged bitumen.
To prove the previous hypothesis,
Figure 10d–f show the crack width and the healing efficiency curves of bitumen samples with (d) VCO, (e) WCO, and (f) VEO recorded every 1 min until the complete closure of the crack was attained. Overall, shorter times required to close the µ-crack mean a better healing performance of the oil. The complete crack closure of the bitumen samples by effect of VCO and WCO took 78 and 81 min, respectively. Those times were considerably lower than that of the VEO, requiring a time of 135 min for complete crack closure. Based on this analysis, VCO could be more appropriate as an encapsulated rejuvenator for asphalt self-healing purposes.
Nonetheless,
Figure 10d–f also show that the µ-crack closure over time was not uniform for the different oils used. The variability of the µ-crack closure over time can be grouped by five different intervals characterised as a linear relationship between the crack width and time. Since each of these intervals took place in different periods of time, a rate of crack closure (
) was calculated for comparison purposes, as depicted in Equation (1):
where
cwi and
cwf are the initial and final crack width values for each interval, in µm, respectively, and
twi and
twf are the associated initial and final times, in min.
Table 5 summarises the
values for each bitumen sample. Overall,
values allow to identify (i) changes in the healing performance of each oil, quantifying them and (ii) the time periods where each of the oils are more efficient to heal the cracked bitumen (e.g., at the beginning or the end of the healing process). In consequence, the higher the
value, the faster the difussion of the oil and so the more effective the healing process. From
Table 5, it was noticed that all the samples presented quite similar crack closure rates during the first 10 min. This means that the oils, during the first interval, presented an initial softening effect on the bitumen in direct contact with them. In this initial stage, the viscosity of the oils was not a determinant factor, since all the oils reduced the initial crack from 200 µm to 150 µm in a period of 10 min (crack closure rate around −5 µm/min).
During the second interval, the crack closure rate was significantly reduced to a quasi-stationary state. This meant that the oils were diffused into the bitumen surrounding the microcrack to close it. Thus, from the second interval, the viscosity of each oil is a determinant factor for the crack’s closure over time. For instance,
Table 5 shows that, for each oil, the
values were quite similar with values varying between 0.78 µm/min and 0.87 µm/min. Nonetheless, this quasi-stationary condition was maintained for B–VCO and B–WCO for 6 min, while during 14 min for the B–VEO. Hence, the higher the viscosity of the oil, the longer the duration of the quasi-stationary state.
From the second interval to the final one, the B–VCO sample increased its crack-closure rate from 0.87 µm/min to a maximum value of 4.42 µm/min following a linear tendency, while for B–WCO and B–VEO samples, the crack closure rate was quite irregular with alternating values. This indicates a more consistent softening effect of VCO, constantly diffusing into the bitumen surrounding the µ-crack over time. Based on these results, it can be concluded that VCO and WCO showed better healing performance than VEO. In particular, the shorter time taken by VCO to close the initial 200 µ-crack and its better performance during the crack-healing process indicate its potential use as an effective rejuvenator to be encapsulated for asphalt self-healing purposes.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}