Figure 1.
Complex stress environment on 3DIM during different injection moulding stages.
Figure 1.
Complex stress environment on 3DIM during different injection moulding stages.
Figure 2.
Graphical representation of different stages of injection moulding leading to failure.
Figure 2.
Graphical representation of different stages of injection moulding leading to failure.
Figure 3.
(a) Core side of 3DIM showing the raised features (core pins); (b) Cavity side of 3DIM showing the core holes and ejector pins.
Figure 3.
(a) Core side of 3DIM showing the raised features (core pins); (b) Cavity side of 3DIM showing the core holes and ejector pins.
Figure 4.
(a) Original part design showing 5 bosses and pin layout; (b) redesigned part showing 4 bosses and modified pin layout.
Figure 4.
(a) Original part design showing 5 bosses and pin layout; (b) redesigned part showing 4 bosses and modified pin layout.
Figure 5.
(a) Core side of 3DIM showing the raised features (core pins) and the distance between core pins; (b) Cavity side of 3DIM showing the core holes and ejector pin hole placement.
Figure 5.
(a) Core side of 3DIM showing the raised features (core pins) and the distance between core pins; (b) Cavity side of 3DIM showing the core holes and ejector pin hole placement.
Figure 6.
3DIM inserts (core and cavity) fitted into an Aluminium MUD base.
Figure 6.
3DIM inserts (core and cavity) fitted into an Aluminium MUD base.
Figure 7.
Ejector plate, pins and 3DIM insert assembled into MUD base.
Figure 7.
Ejector plate, pins and 3DIM insert assembled into MUD base.
Figure 8.
(a) Front section view of the raised feature showing the interface pressure due to shrinkage of tool and expansion of part.; (b) Top section view of the raised feature showing the interface area.
Figure 8.
(a) Front section view of the raised feature showing the interface pressure due to shrinkage of tool and expansion of part.; (b) Top section view of the raised feature showing the interface area.
Figure 9.
2D Axisymmetric model of the core, cavity and part assembly.
Figure 9.
2D Axisymmetric model of the core, cavity and part assembly.
Figure 10.
Temperature distribution at the end of the cooling stage (45 s).
Figure 10.
Temperature distribution at the end of the cooling stage (45 s).
Figure 11.
Directional deformation in X-axis at 45 s (expansion of tool and shrinkage of part during cooling stage).
Figure 11.
Directional deformation in X-axis at 45 s (expansion of tool and shrinkage of part during cooling stage).
Figure 12.
Directional deformation in Y-axis at 45 s (expansion of tool and shrinkage of part during cooling stage).
Figure 12.
Directional deformation in Y-axis at 45 s (expansion of tool and shrinkage of part during cooling stage).
Figure 13.
(a) Hoop stress at the end of the cooling stage; (b) Radial stress at the end of cooling stage.
Figure 13.
(a) Hoop stress at the end of the cooling stage; (b) Radial stress at the end of cooling stage.
Figure 14.
Equivalent stress distribution at 0.1 s.
Figure 14.
Equivalent stress distribution at 0.1 s.
Figure 15.
(a) Hoop Stress at 0.3 s (0.5 mm displacement); (b) Radial Stress at 0.3 s (0.5 mm displacement).
Figure 15.
(a) Hoop Stress at 0.3 s (0.5 mm displacement); (b) Radial Stress at 0.3 s (0.5 mm displacement).
Figure 16.
(a) Hoop Stress at 0.75 s (3 mm displacement); (b) Radial Stress at 0.75 s (3 mm displacement).
Figure 16.
(a) Hoop Stress at 0.75 s (3 mm displacement); (b) Radial Stress at 0.75 s (3 mm displacement).
Figure 17.
(a) Broken part with punched ejector holes stuck inside 3DIM cavity; (b) 3DIM cavity with broken part stuck inside after ejection and highlighting the potential expanded state of the cavity holes in a red circle.
Figure 17.
(a) Broken part with punched ejector holes stuck inside 3DIM cavity; (b) 3DIM cavity with broken part stuck inside after ejection and highlighting the potential expanded state of the cavity holes in a red circle.
Figure 18.
(a) 3DIM insert showing part missing from the tool that was broken during ejection; (b) Broken part of 3DIM tool material stuck to the moulded part. (White material is the 3DIM tool and grey material is the part).
Figure 18.
(a) 3DIM insert showing part missing from the tool that was broken during ejection; (b) Broken part of 3DIM tool material stuck to the moulded part. (White material is the 3DIM tool and grey material is the part).
Figure 19.
(a) 3DIM tool with an intact core pin before moulding; (b) 3DIM tool with a broken a missing core pin after moulding and part ejection during 3rd shot.
Figure 19.
(a) 3DIM tool with an intact core pin before moulding; (b) 3DIM tool with a broken a missing core pin after moulding and part ejection during 3rd shot.
Figure 20.
M5 core pin on the 3DIM tool broken and stuck inside the part during ejection. (White coloured material is the tool and grey coloured material is the part).
Figure 20.
M5 core pin on the 3DIM tool broken and stuck inside the part during ejection. (White coloured material is the tool and grey coloured material is the part).
Figure 21.
3DIM cavity showing no signs of deterioration after 10 moulding shots.
Figure 21.
3DIM cavity showing no signs of deterioration after 10 moulding shots.
Figure 22.
M5 core pin on the 3DIM tool printed using Visijet M3-X before moulding and after initial chipping failure on the 5th shot.
Figure 22.
M5 core pin on the 3DIM tool printed using Visijet M3-X before moulding and after initial chipping failure on the 5th shot.
Figure 23.
Progressive reduction in depth of the M5 core hole as a result of deterioration of the M5 core pin. (The green material is the core pin that been chipped and stuck onto the part during ejection).
Figure 23.
Progressive reduction in depth of the M5 core hole as a result of deterioration of the M5 core pin. (The green material is the core pin that been chipped and stuck onto the part during ejection).
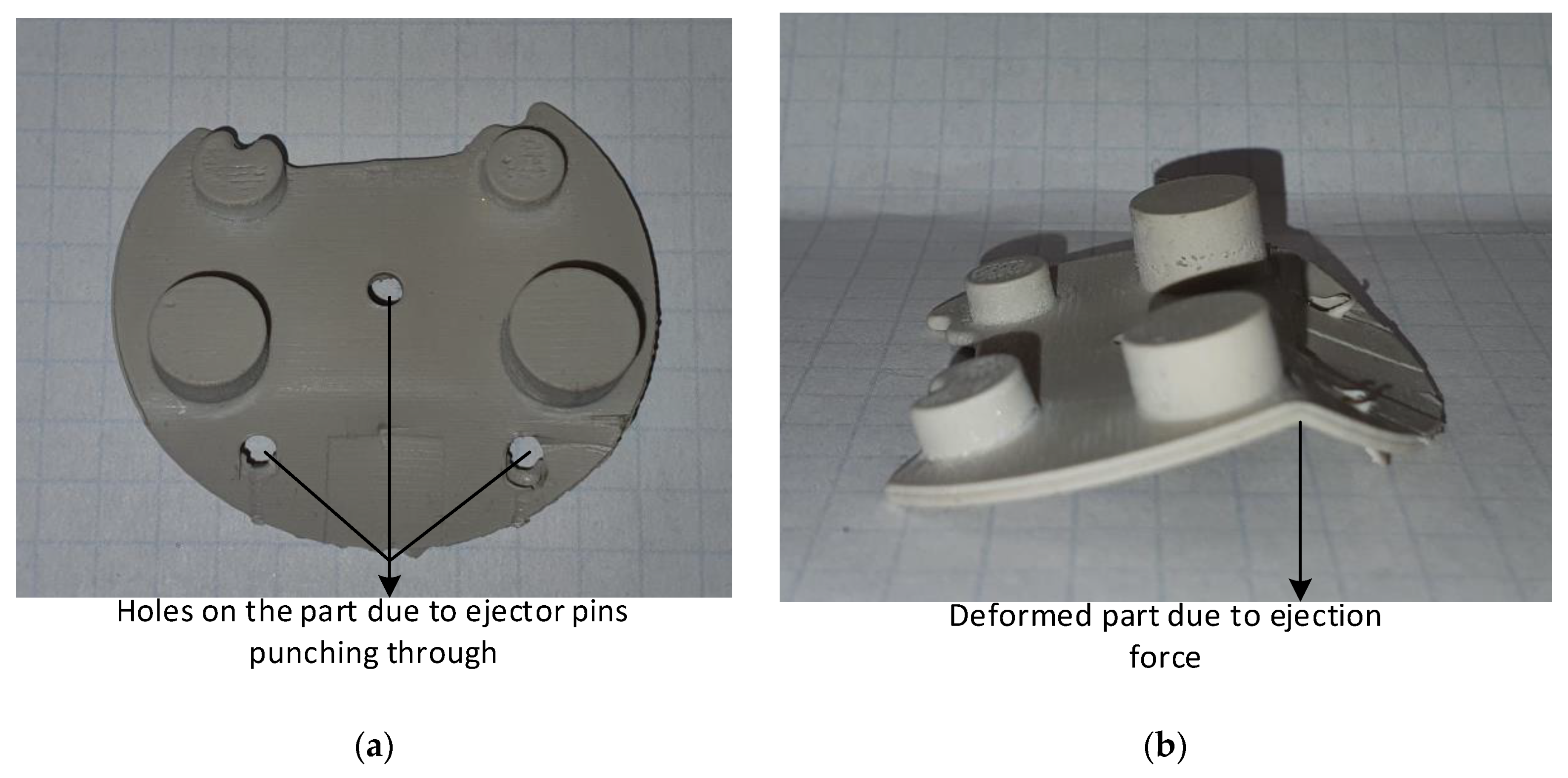
Figure 24.
(a) Part showing holes punched by ejector pins as the parts were not completely solidified; (b) Deformed part during ejection stage as the part was not completely solidified.
Figure 24.
(a) Part showing holes punched by ejector pins as the parts were not completely solidified; (b) Deformed part during ejection stage as the part was not completely solidified.
Figure 25.
Part sequence, moulded using 20 s cooling time. Numbers refer to shot. Parts 1–4 not shown as they are were not fully formed due to shorter cooling time. Mould failure occurred at shot 14.
Figure 25.
Part sequence, moulded using 20 s cooling time. Numbers refer to shot. Parts 1–4 not shown as they are were not fully formed due to shorter cooling time. Mould failure occurred at shot 14.
Table 1.
Dimensions of the core pin and distance from the gate (extracted and reproduced from Bagalkot et al. (2017) with permission [
29]).
Table 1.
Dimensions of the core pin and distance from the gate (extracted and reproduced from Bagalkot et al. (2017) with permission [
29]).
| Name | Diameter (mm) | Height (mm) | Aspect Ratio | Distance from Gate (mm) |
|---|
| M2 Core Pin | 3.63 | 3.18 | 1.14 | 35.8 |
| M3 Core Pin | 4.75 | 3.56 | 1.33 | 35.8 |
| M3.5 Core Pin | 5.54 | 3.81 | 1.45 | 39.45 |
| M4 Core Pin | 6.38 | 4.7 | 1.35 | 23.71 |
| M5 Core Pin | 7.16 | 6.35 | 1.12 | 23.71 |
Table 2.
Material specification and printing parameters used for printing 3DIM inserts gate (extracted and reproduced from Bagalkot et al. (2017) with permission [
29]).
Table 2.
Material specification and printing parameters used for printing 3DIM inserts gate (extracted and reproduced from Bagalkot et al. (2017) with permission [
29]).
| | MJ Machine 1 | MJ Machine 2 |
|---|
| Machine | Projet 3500 | Object Connex 350 |
| Manufacturer | 3D Systems | Stratasys |
| Material | Visijet M3X | Digital ABS |
| Layer Thickness | 30 Microns | 30 Microns |
| Print Mode | Not Applicable | Matte |
| Cleaning | Water Jet Cleaning | Water Jet Cleaning |
Table 3.
Material Properties of Lexan 943-A.
Table 3.
Material Properties of Lexan 943-A.
| Description | Value |
|---|
| Density | 1.2 g/cm3 |
| Melt Flow Rate | 9.00 cm3/10 min |
| Drying Temperature | 120 °C |
| Max Moisture | 0.020% |
| Hopper Temperature | 60 °C |
| Melt Temperature | 280–300 °C |
| Mould Temperature | 80–100 °C |
Table 4.
List of cooling times, tooling material and pin layout used.
Table 4.
List of cooling times, tooling material and pin layout used.
| Cooling Time | Material | Pin Layout |
|---|
| 45 s | Digital ABS | 5 Pin |
| 45 s | Visijet M3-X | 5 Pin |
| 30 s | Digital ABS | 5 Pin |
| 30 s | Visijet M3-X | 5 Pin |
| 30 s | Digital ABS | 4 Pin |
| 15 s | Digital ABS | 4 Pin |
Table 5.
Injection moulding process parameters.
Table 5.
Injection moulding process parameters.
| Description | Value |
|---|
| Resin | Lexan 943-A |
| Type | Polycarbonate |
| Mould Temperature | 28 °C |
| Melt Temperature | 300 °C |
| Injection Pressure | 60 MPa |
| Fill Time | 0.2 s |
| Cooling Time (1) | 45 s |
| Cooling Time (2) | 30 s |
| Cooling Time (3) | 15 s |
| Mould Open Time | Open until the mould temperature returned to 28 °C |
Table 6.
Description of the input variables and values for M5 core pin.
Table 6.
Description of the input variables and values for M5 core pin.
| Symbol | Description | Value | Units |
|---|
| R | Interface Radius | 3.58 | mm |
| Rp | Part Radius (Outer) | 5.08 | mm |
| Rt | Tool Radius (Inner) | 0 | mm |
| Poisson’s Ratio-Part material | 0.41 | |
| Poisson’s Ratio-Tool material | 0.36 | |
| Ep | Youngs Modulus-Part | 2350 | MPa |
| Et | Youngs Modulus-Tool | 2600 | MPa |
| αp | Co-efficient of thermal expansion (Part) | 7.00 × 10−5 | 1/°C |
| αt | Co-efficient of thermal expansion (Tool) | 1.50 × 10−4 | 1/°C |
| Tip | Initial part temperature | | °C |
| Top | Final part temperature | | °C |
| Tit | Initial tool temperature | 25 | °C |
| Tot | Final tool temperature | 90 | °C |
Table 7.
Descriptions of output variables and values for M5 core pin.
Table 7.
Descriptions of output variables and values for M5 core pin.
| Symbol | Description | Value | Units |
|---|
| Q | Interface Pressure | 8.39 | MPa |
| Tip | Initial part temperature | | °C |
| Top | Final part temperature | | °C |
| Tit | Initial tool temperature | 25 | °C |
| Tot | Final tool temperature | 90 | °C |
| σhp | Hoop Stress on part at Rp | 24.95 | MPa |
| σht | Hoop Stress on tool at Rt | −8.39 | MPa |
| σrp | Radial Stress on part at Rp | −8.39 | MPa |
| σrt | Radial Stress on tool at Rt | −8.39 | MPa |
Table 8.
Comparison of theoretical vs FEA results carried out for validation of the FEA modelling process.
Table 8.
Comparison of theoretical vs FEA results carried out for validation of the FEA modelling process.
| Description | FEA | Theoretical | Units |
|---|
| Interface pressure | 8.59 | 8.39 | MPa |
| Hoop stress part | 26.68 | 24.95 | MPa |
| Hoop stress tool | −8.59 | −8.39 | MPa |
| Radial stress part | −8.59 | −8.39 | MPa |
| Radial stress tool | −8.59 | −8.39 | MPa |






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}