
Double-Pulse Ultrasonic Welding of Carbon-Fiber-Reinforced Polyamide 66 Composite


Abstract
:
1. Introduction
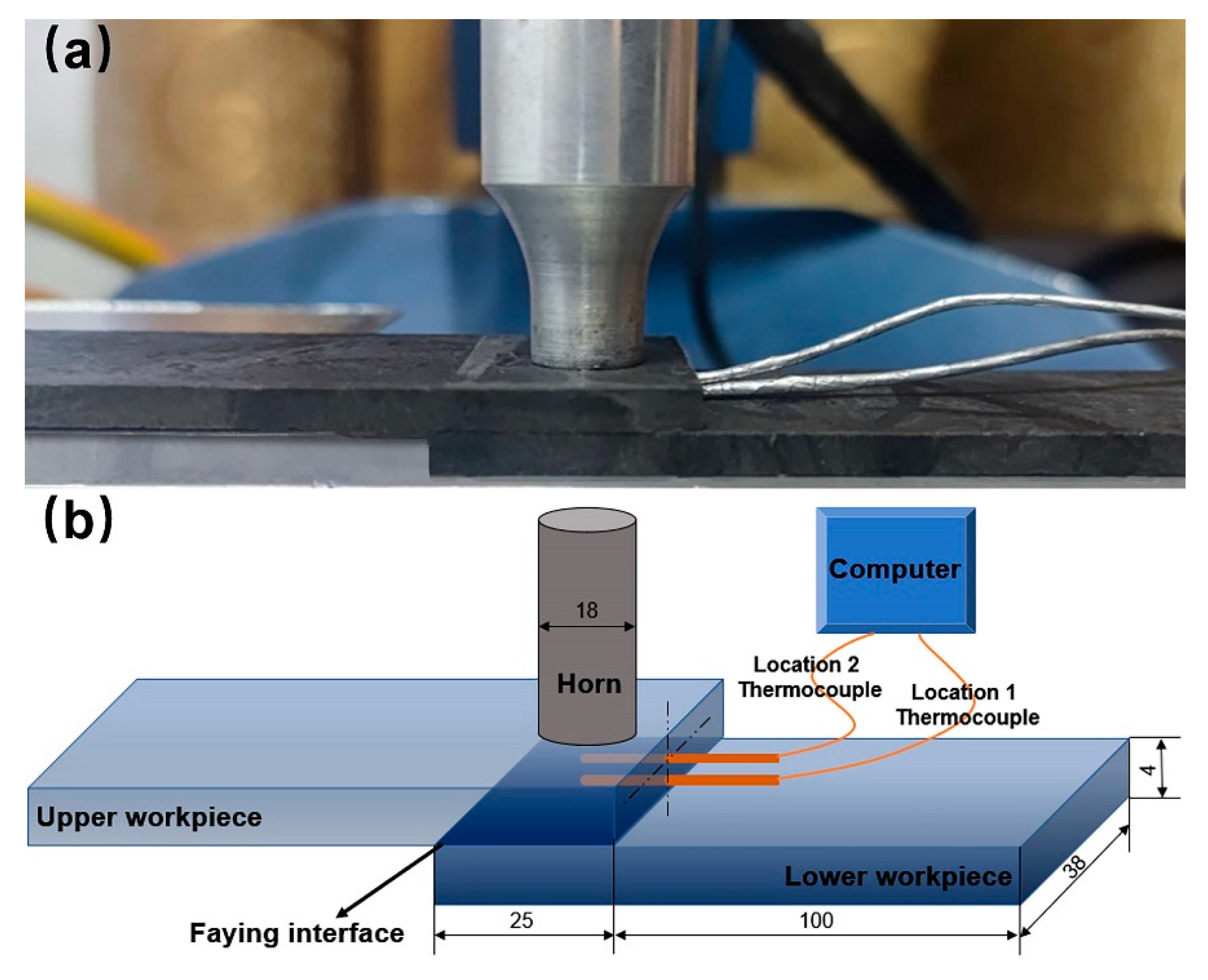
2. Materials and Experimental Procedure
3. Results and Discussion
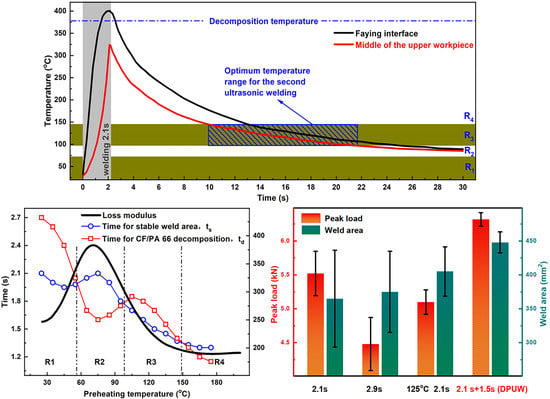
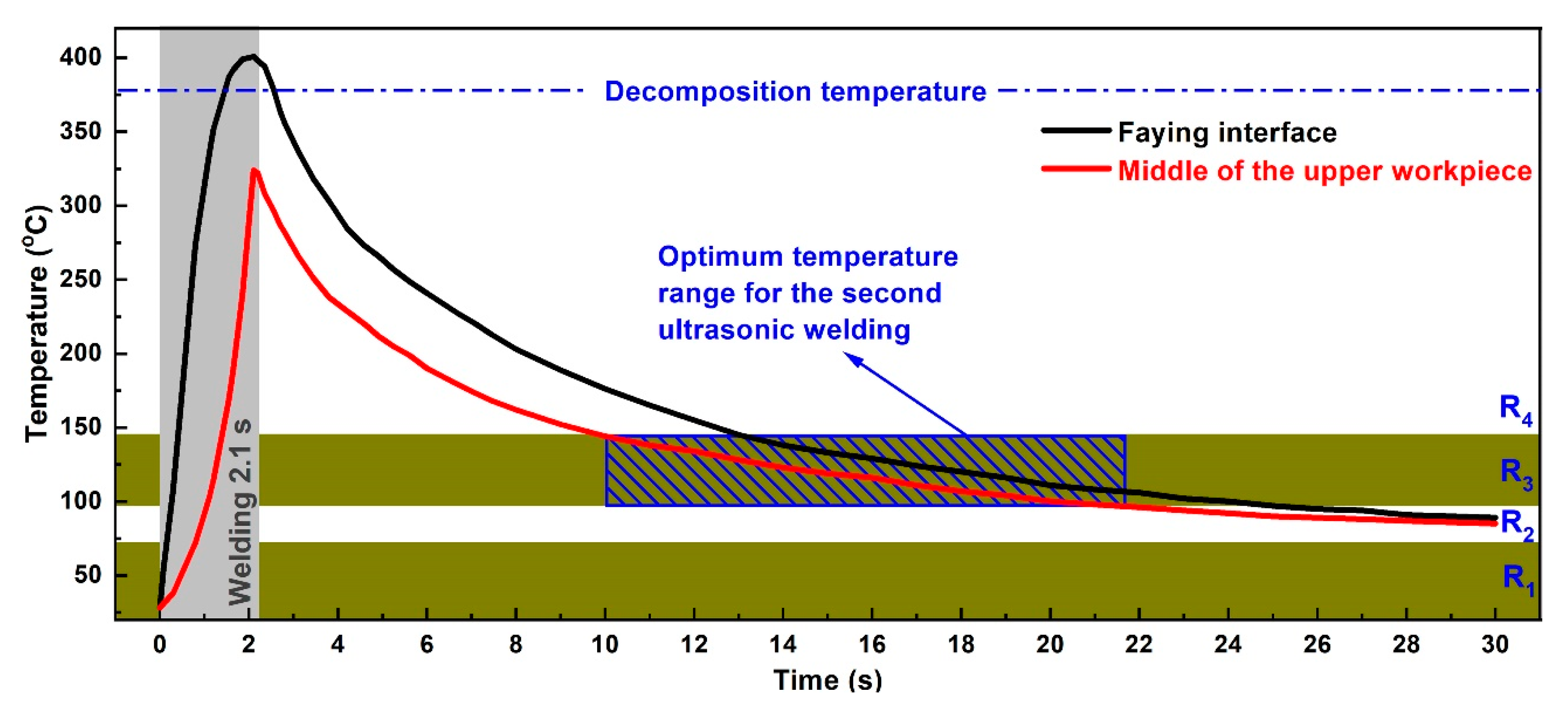
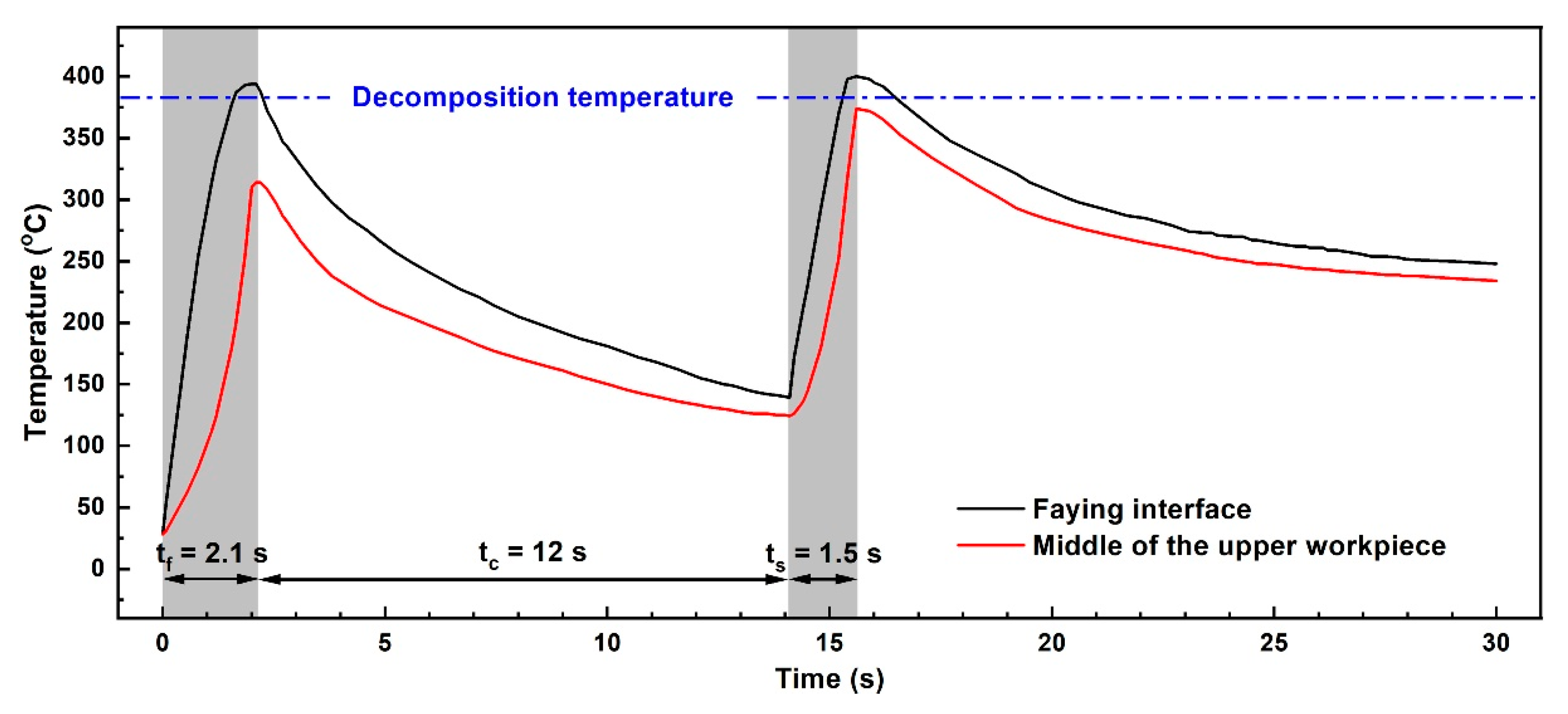
3.1. Temperature Evolution in Ultrasonic Welding
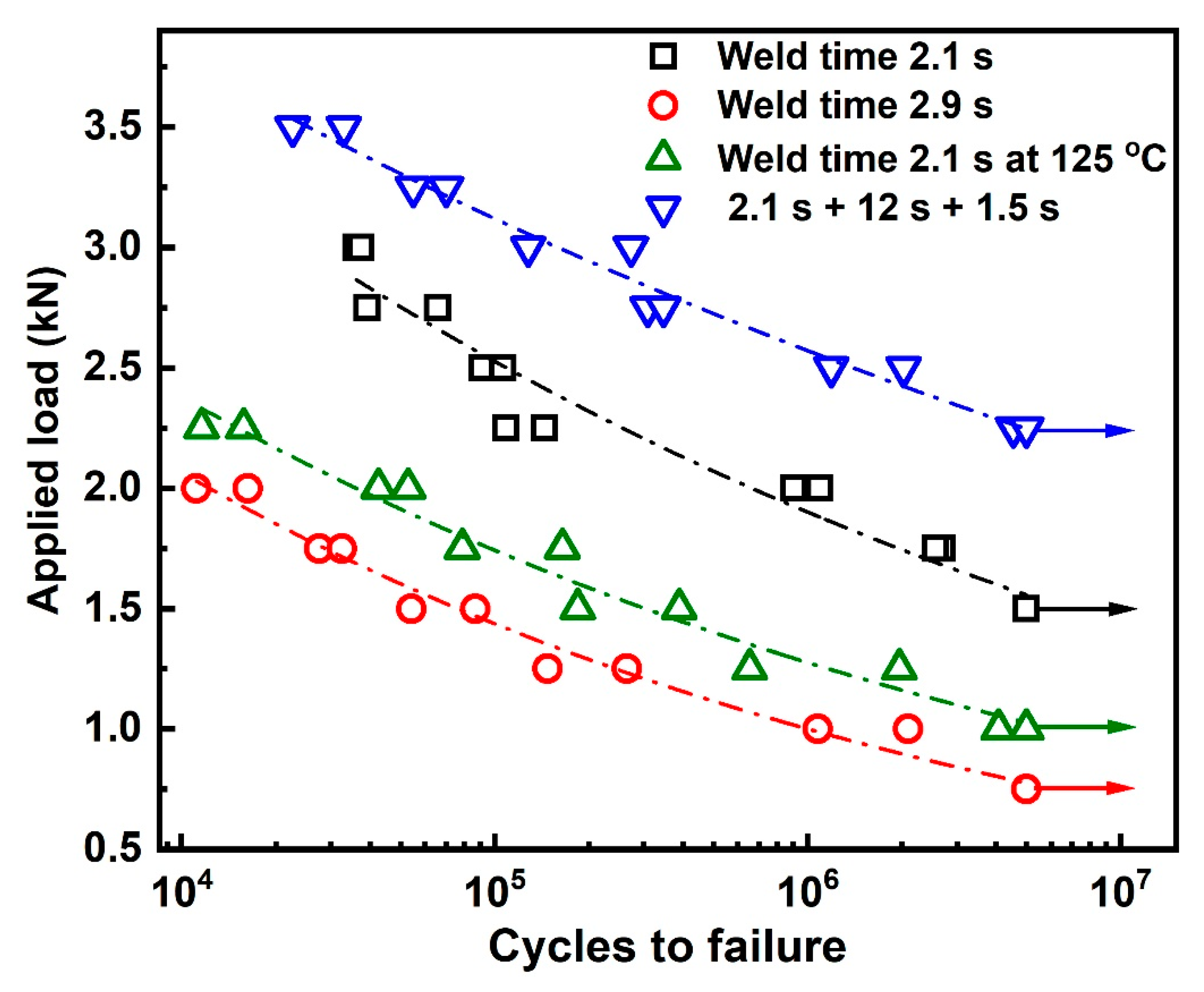
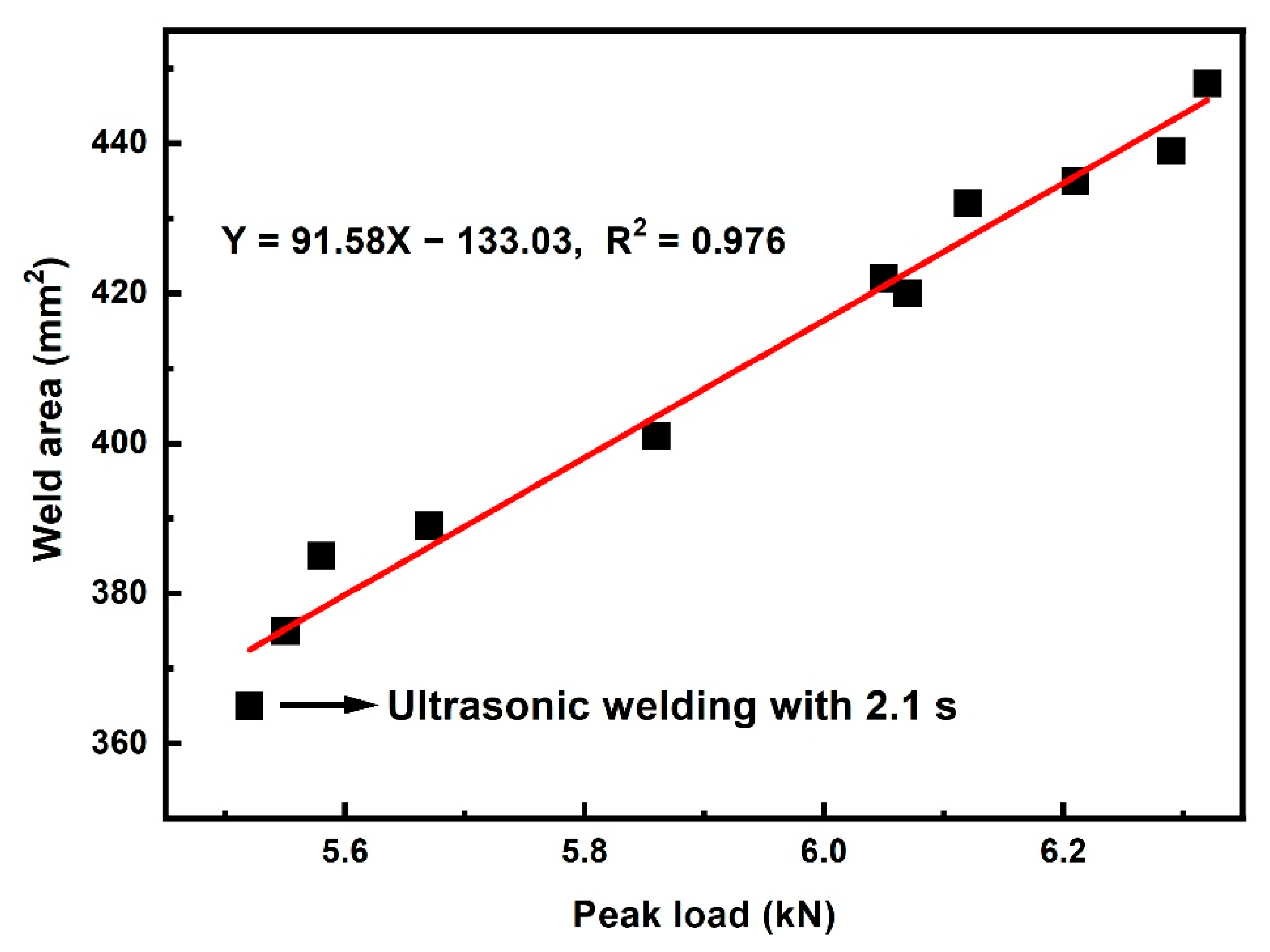
3.2. Mechanical Property of the Joint
3.3. Exploration of DPUW Process Parameter
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arumugam, C.; Shaik, S.; Shaik, A.H.; Kontoleon, K.J.; Mazzeo, D.; Pirouz, B. Polymer and non-polymer admixtures for concrete roofs: Thermal and mechanical properties, energy saving and carbon emission mitigation prospective. J. Build. Eng. 2022, 45, 103495. [Google Scholar] [CrossRef]
- Unnikrishnan, T.G.; Kavan, P. A review study in ultrasonic-welding of similar and dissimilar thermoplastic polymers and its composites. Mater. Today Proc. in press. [CrossRef]
- Bendikiene, R.; Kavaliauskiene, L.; Borkys, M. Study of ultrasonically welded thermoplastic dowel-wood board assembly. CIRP J. Manuf. Sci. Technol. 2021, 35, 872–881. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Rao, Z.H.; Liao, S.M.; Wang, F.J. Ultrasonic welding of fiber reinforced thermoplastic composites: Current understanding and challenges. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106578. [Google Scholar] [CrossRef]
- Natesh, M.; Yun, L.; Vendan, S.A.; Kumar, K.A.R.; Gao, L.; Niu, X.D.; Peng, X.B.; Garg, A. Experimental and numerical procedure for studying strength and heat generation responses of ultrasonic welding of polymer blends. Measurement 2019, 132, 1–10. [Google Scholar] [CrossRef]
- Brito, C.B.G.; Teuwen, J.; Dransfeld, C.A.; Villegas, I.F. The effects of misaligned adherends on static ultrasonic welding of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2022, 155, 106810. [Google Scholar] [CrossRef]
- Suresh, K.S.; RoopaRani, M.; Prakasan, K.; Rudramoorthy, R. Modeling of temperature distribution in ultrasonic welding of thermoplastics for various joint designs. J. Mater. Process. Technol. 2007, 186, 138–146. [Google Scholar] [CrossRef]
- Liu, S.J.; Chang, I.T.; Hung, S.W. Factors affecting the joint strength of ultrasonically welded polypropylene composites. Polym. Compos. 2001, 22, 132–141. [Google Scholar] [CrossRef]
- Yousefpour, A.; Houjjati, M.; Immarigeon, J.P. Fusion bonding/welding of thermoplastic composites. J. Thermoplast. Compos. Mater. 2007, 17, 303–341. [Google Scholar] [CrossRef]
- Sun, L.; Hu, S.J.; Freiheit, T. Feature-based quality classification for ultrasonic welding of carbon fiber reinforced polymer through Bayesian regularized neural network. J. Manuf. Syst. 2021, 58, 335–347. [Google Scholar] [CrossRef]
- Zhang, G.H.; Qiu, J.H.; Shao, L.; Liu, M.Z.; Zhang, M.; Wu, Y.B. Ultrasonic weld properties of heterogeneous polymers: Polylactide and poly (methyl methacrylate). J. Mater. Process. Technol. 2001, 211, 1358–1363. [Google Scholar] [CrossRef]
- Zhang, G.H.; Qiu, J.H. Ultrasonic thermal welding of immiscible thermoplastics via the third phase. J. Mater. Process. Technol. 2022, 299, 117330. [Google Scholar] [CrossRef]
- Qiu, J.H.; Zhang, G.H.; Asao, M.; Zhang, M.; Feng, H.X.; Wu, Y.B. Study on the novel ultrasonic weld properties of heterogeneous polymers between PC and PMMA. Int. J. Adhes. Adhes. 2010, 30, 729–734. [Google Scholar] [CrossRef]
- Li, Y.; Yu, B.; Wang, B.C.; Lee, T.H.; Banu, M. Online quality inspection of ultrasonic composite welding by combining artificial intelligence technologies with welding process signatures. Mater. Des. 2020, 194, 108912. [Google Scholar] [CrossRef]
- Zhi, Q.; Tan, X.R.; Liu, Z.X.; Liu, W.H.; Liu, Y.; Ou, B.L.; Zhao, H.W.; Wang, P.C. The effect of a hollow fixture on energy dissipation of ultrasonic welded carbon fiber/polyamide 66 composite. Weld. J. 2021, 100, 371s–378s. [Google Scholar] [CrossRef]
- Zhi, Q.; Tan, X.R.; Lu, L.; Chen, L.Y.; Li, J.C.; Liu, Z.X. Decomposition of ultrasonically welded carbon fiber/polyamide 66 and its effect on weld quality. Weld. World 2017, 61, 1017–1028. [Google Scholar] [CrossRef]
- Zhi, Q.; Ma, J.M.; Tan, X.R.; Liu, Z.X.; Tian, Z.G.; Wang, C. Single-sided ultrasonic welding of carbon fiber/Nylon 66 composite. Weld. World 2021, 65, 2047–2058. [Google Scholar] [CrossRef]
- Zhi, Q.; Tan, X.R.; Liu, Z.X. Effects of preheat treatment on the ultrasonic welding of carbon fiber reinforced polyamide 66 composite. Weld. J. 2017, 96, 429s–438s. [Google Scholar]
- Kai, W.; Li, Y.; Banu, M.; Li, J.J.; Guo, W.H.; Khan, H. Effect of interfacial preheating on welded joints during ultrasonic composite welding. J. Mater. Process. Technol. 2017, 246, 116–122. [Google Scholar] [CrossRef]
- Khmelev, V.N.; Slivin, A.N.; Abramov, A.D. Model of process and calculation of energy for a heat generation of a welded joint at ultrasonic welding polymeric thermoplastic materials. In Proceedings of the 8th Siberian Russian Workshop and Tutorial on Electron Devices and Materials, Novosibirsk, Russia, 1–5 July 2007; pp. 316–322. [Google Scholar] [CrossRef]
- Zhi, Q.; Gao, Y.H.; Lu, L.; Liu, Z.X.; Wang, P.C. Online inspection of weld quality in ultrasonic welding of carbon fiber/polyamide 66 without energy directors. Weld. J. 2018, 97, 65s–74s. [Google Scholar] [CrossRef]
- Ye, L.; Lu, M.; Mai, Y.W. Thermal de-consolidation of thermoplastic matrix composites—I. Growth of voids. Compos. Sci. Technol. 2002, 62, 2121–2130. [Google Scholar] [CrossRef]
- Xiao, C.; Leng, X.Y.; Zhang, X.; Zheng, K.; Tian, X.Y. Improved thermal properties by controlling selective distribution of AlN and MWCNT in immiscible polycarbonate (PC)/Polyamide 66 (PA66) composites. Compos. Part A 2018, 110, 133–141. [Google Scholar] [CrossRef]
- Moriya, S.M.; Yada, S.; Kuroki, N.; Ito, S.; Hashimoto, T.; Nishino, T. Strong reinforcement effects of nanodiamond on mechanical and thermal properties of polyamide 66. Compos. Sci. Technol. 2020, 199, 108356. [Google Scholar] [CrossRef]
- Zhang, J.; Gao, X.F.; Yu, W.G.; Liu, H.H.; Wang, X.C.; Zhang, X.X. Polyamide 66 fibers synergistically reinforced with functionalized graphene and multi-walled carbon nanotubes. Mater. Chem. Phys. 2021, 271, 124898. [Google Scholar] [CrossRef]
- Sandnes, L.; Welo, T.; Grong, Ø.; Berto, F. On the fatigue properties of a third generation aluminium-steel butt weld made by Hybrid Metal Extrusion & Bonding (HYB). Int. J. Fatigue 2022, 155, 106586. [Google Scholar] [CrossRef]
- Feng, W.K.; Pavlovoc, M. Fatigue behaviour of non-welded wrapped composite joints for steel hollow sections in axial load experiments. Eng. Struct. 2021, 249, 113369. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. Effects of raster layup and printing speed on strength of 3D-printed structural components. Procedia Struct. Integr. 2020, 28, 720–725. [Google Scholar] [CrossRef]
- Sun, L.; Tan, C.B.; Hu, S.J.; Dong, P.S.; Freiheit, T. Quality detection and classification for ultrasonic welding of carbon fiber composites using time-series data and neural network methods. J. Manuf. Syst. 2021, 61, 562–575. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weld Condition | A | b | Endurance Limit Based on 5 × 106 (kN) | R2 |
|---|---|---|---|---|
| 2.1 s | 10.50 | −0.12 | 1.25 | 0.94 |
| 2.9 s | 8.81 | −0.16 | 0.52 | 0.96 |
| Preheated | 8.27 | −0.14 | 0.69 | 0.96 |
| DPUW | 8.2 | −0.08 | 1.99 | 0.98 |
| Sample | Tf (s) | Tc (s) | Ts (s) | Peak Load (kN) | Weld Area (mm2) | Obvious Porous Area |
|---|---|---|---|---|---|---|
| 1 | 1.5 | 6 | 0.9 | 5.55 | 375 | N |
| 2 | 1.5 | 6 | 1.5 | 5.3 | 388 | Y |
| 3 | 1.5 | 6 | 2.1 | 5.05 | 392 | Y |
| 4 | 1.5 | 12 | 0.9 | 5.67 | 389 | N |
| 5 | 1.5 | 12 | 1.5 | 6.05 | 422 | N |
| 6 | 1.5 | 12 | 2.1 | 6.18 | 428 | N |
| 7 | 1.5 | 28 | 0.9 | 5.86 | 401 | N |
| 8 | 1.5 | 28 | 1.5 | 6.12 | 432 | N |
| 9 | 1.5 | 28 | 2.1 | 5.41 | 441 | Y |
| 10 | 2.1 | 6 | 0.9 | 5.58 | 385 | N |
| 11 | 2.1 | 6 | 1.5 | 5.16 | 395 | Y |
| 12 | 2.1 | 6 | 2.1 | 4.82 | 407 | Y |
| 13 | 2.1 | 12 | 0.9 | 6.21 | 435 | N |
| 14 | 2.1 | 12 | 1.5 | 6.32 | 448 | N |
| 15 | 2.1 | 12 | 2.1 | 6.09 | 459 | Y |
| 16 | 2.1 | 28 | 0.9 | 6.07 | 420 | N |
| 17 | 2.1 | 28 | 1.5 | 6.29 | 439 | N |
| 18 | 2.1 | 28 | 2.1 | 5.28 | 455 | Y |
| 19 | 2.7 | 6 | 0.9 | 4.25 | 393 | Y |
| 20 | 2.7 | 6 | 1.5 | 3.82 | 398 | Y |
| 21 | 2.7 | 6 | 2.1 | 3.51 | 402 | Y |
| 22 | 2.7 | 12 | 0.9 | 5.45 | 386 | Y |
| 23 | 2.7 | 12 | 1.5 | 5.27 | 402 | Y |
| 24 | 2.7 | 12 | 2.1 | 5.04 | 407 | Y |
| 25 | 2.7 | 28 | 0.9 | 4.59 | 388 | Y |
| 26 | 2.7 | 28 | 1.5 | 4.35 | 397 | Y |
| 27 | 2.7 | 28 | 2.1 | 4.14 | 407 | Y |
| Reference | 2.1 | / | / | 5.52 | 365 | N |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhi, Q.; Li, Y.; Shu, P.; Tan, X.; Tan, C.; Liu, Z. Double-Pulse Ultrasonic Welding of Carbon-Fiber-Reinforced Polyamide 66 Composite. Polymers 2022, 14, 714. https://doi.org/10.3390/polym14040714
Zhi Q, Li Y, Shu P, Tan X, Tan C, Liu Z. Double-Pulse Ultrasonic Welding of Carbon-Fiber-Reinforced Polyamide 66 Composite. Polymers. 2022; 14(4):714. https://doi.org/10.3390/polym14040714
Chicago/Turabian StyleZhi, Qian, Yongbing Li, Peng Shu, Xinrong Tan, Caiwang Tan, and Zhongxia Liu. 2022. "Double-Pulse Ultrasonic Welding of Carbon-Fiber-Reinforced Polyamide 66 Composite" Polymers 14, no. 4: 714. https://doi.org/10.3390/polym14040714