
A Study on Carbon Fiber Composites with Low-Melting-Point Polyester Nonwoven Fabric Reinforcement: A Highly Effective Electromagnetic Wave Shield Textile Material

 ,
, 

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation
2.3. Testing
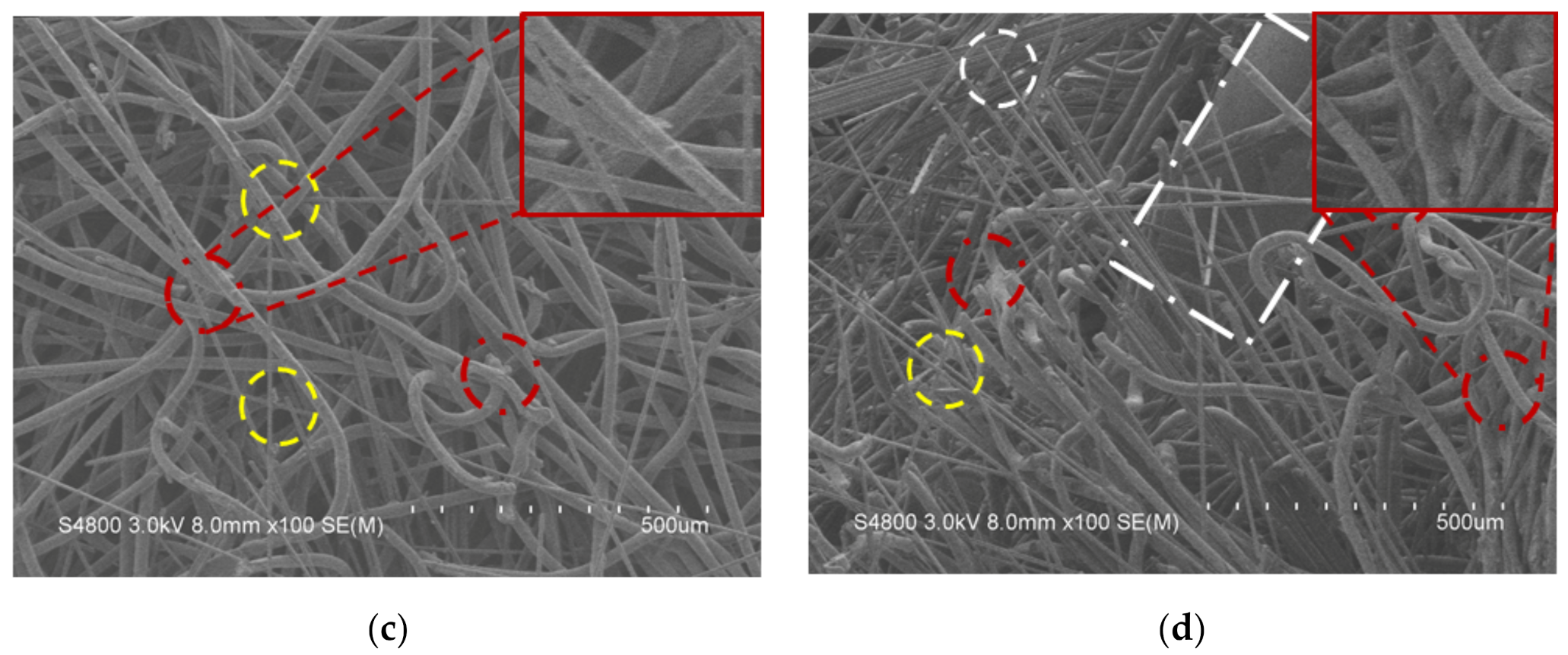
2.3.1. Scanning Electron Microscopy (SEM)
2.3.2. Tensile Strength Test
2.3.3. Tearing Strength Test
2.3.4. Bursting Strength Test
2.3.5. Electromagnetic Wave Shield
3. Results and Discussion
3.1. SEM Analysis
3.2. Tensile Strength
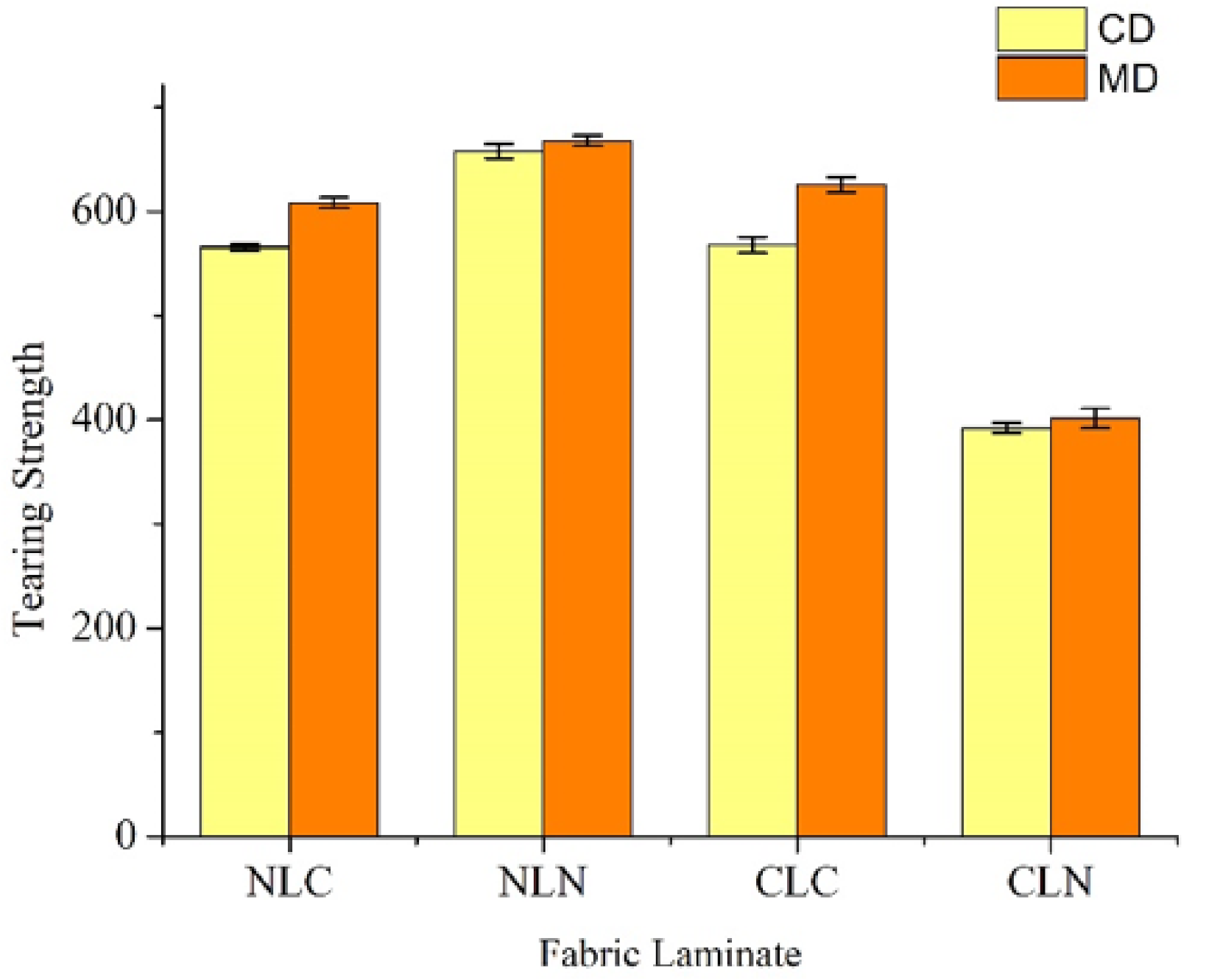
3.3. Tearing Strength
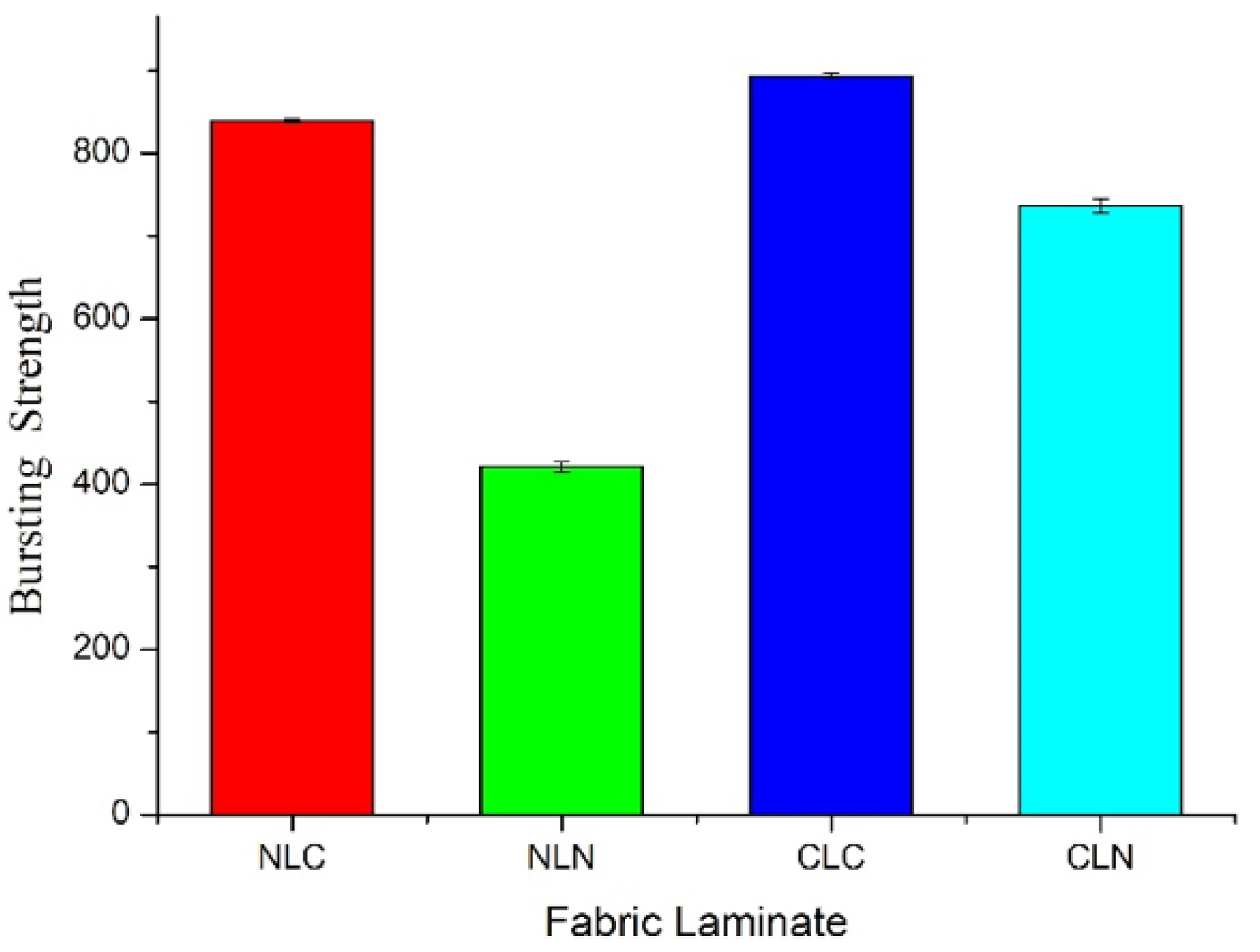
3.4. Bursting Strength
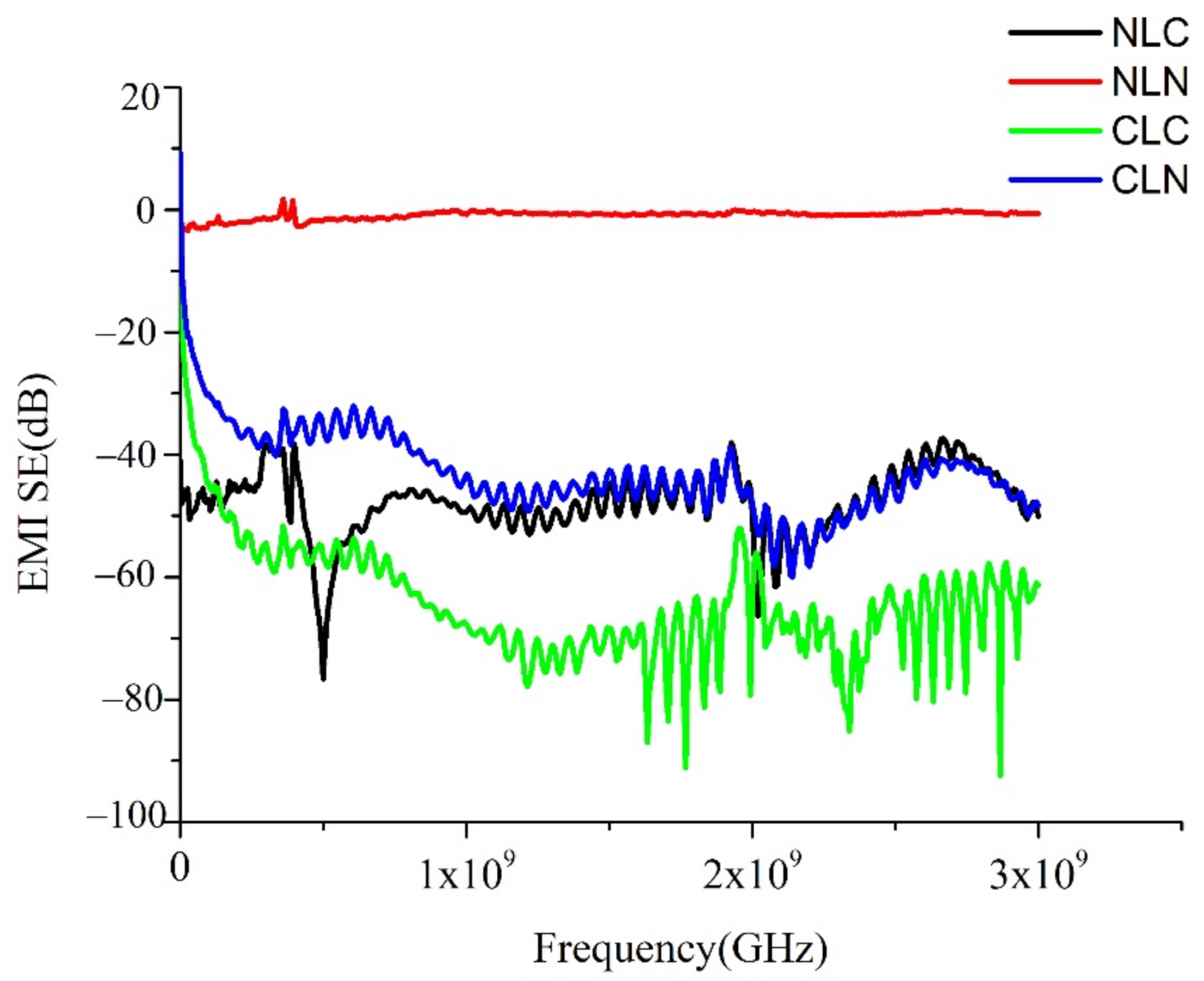
3.5. Electromagnetic Wave Shield
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, B.-J.; Kim, K.-W. Carbon fiber-reinforced composites for EMI shielding. In Materials for Potential EMI Shielding Applications; Elsevier: Amsterdam, The Netherlands, 2020; pp. 213–225. [Google Scholar]
- Vijay, S.; Tugirumubano, A.; Go, S.H.; Kwac, L.K.; Kim, H.G. Carbon fiber-reinforced polymer-metal wire mesh hybrid composite for EMI shielding. In Materials for Potential EMI Shielding Applications; Elsevier: Amsterdam, The Netherlands, 2020; pp. 237–256. [Google Scholar]
- Chung, D.D. Materials for electromagnetic interference shielding. Mater. Chem. Phys. 2020, 255, 123587. [Google Scholar] [CrossRef]
- Jia, L.-C.; Xu, L.; Ren, F.; Ren, P.-G.; Yan, D.-X.; Li, Z.-M. Stretchable and durable conductive fabric for ultrahigh performance electromagnetic interference shielding. Carbon 2019, 144, 101–108. [Google Scholar] [CrossRef]
- Tan, Y.-J.; Li, J.; Gao, Y.; Li, J.; Guo, S.; Wang, M. A facile approach to fabricating silver-coated cotton fiber non-woven fabrics for ultrahigh electromagnetic interference shielding. Appl. Surf. Sci. 2018, 458, 236–244. [Google Scholar] [CrossRef]
- Ravindren, R.; Mondal, S.; Nath, K.; Das, N.C. Prediction of electrical conductivity, double percolation limit and electromagnetic interference shielding effectiveness of copper nanowire filled flexible polymer blend nanocomposites. Compos. Part B Eng. 2019, 164, 559–569. [Google Scholar] [CrossRef]
- Yuan, Y.; Yin, W.; Yang, M.; Xu, F.; Zhao, X.; Li, J.; Peng, Q.; He, X.; Du, S.; Li, Y. Lightweight, flexible and strong core-shell non-woven fabrics covered by reduced graphene oxide for high-performance electromagnetic interference shielding. Carbon 2018, 130, 59–68. [Google Scholar] [CrossRef]
- Yan, R.; Zhang, Q.; Shi, B.; Qin, Z.; Wei, S.; Jia, L. Investigating the integral-structure of HRBP/CHP/CF consisting of non-woven flexible inter/intra-ply hybrid composites: Compression, puncture-resistance, electromagnetic interference shielding effectiveness. Compos. Struct. 2020, 248, 112501. [Google Scholar] [CrossRef]
- Luo, X.; Chung, D. Electromagnetic interference shielding using continuous carbon-fiber carbon-matrix and polymer-matrix composites. Compos. Part B Eng. 1999, 30, 227–231. [Google Scholar] [CrossRef]
- Chung, D. Electromagnetic interference shielding effectiveness of carbon materials. Carbon 2001, 39, 279–285. [Google Scholar] [CrossRef]
- Moučka, R.; Sedlačík, M.; Prokeš, J.; Kasparyan, H.; Valtera, S.; Kopecký, D. Electromagnetic interference shielding of polypyrrole nanostructures. Synth. Met. 2020, 269, 116573. [Google Scholar] [CrossRef]
- Park, J.-B.; Rho, H.; Cha, A.-N.; Bae, H.; Lee, S.H.; Ryu, S.-W.; Jeong, T.; Ha, J.-S. Transparent carbon nanotube web structures with Ni-Pd nanoparticles for electromagnetic interference (EMI) shielding of advanced display devices. Appl. Surf. Sci. 2020, 516, 145745. [Google Scholar] [CrossRef]
- Ren, W.; Zhu, H.; Yang, Y.; Chen, Y.; Duan, H.; Zhao, G.; Liu, Y. Flexible and robust silver coated non-woven fabric reinforced waterborne polyurethane films for ultra-efficient electromagnetic shielding. Compos. Part B Eng. 2020, 184, 107745. [Google Scholar] [CrossRef]
- Chen, L.; Guo, K.; Zeng, S.-L.; Xu, L.; Xing, C.-Y.; Zhang, S.; Li, B.-J. Cross-stacking aligned non-woven fabrics with automatic self-healing properties for electromagnetic interference shielding. Carbon 2020, 162, 445–454. [Google Scholar] [CrossRef]
- Li, M.-Z.; Jia, L.-C.; Zhang, X.-P.; Yan, D.-X.; Zhang, Q.-C.; Li, Z.-M. Robust carbon nanotube foam for efficient electromagnetic interference shielding and microwave absorption. J. Colloid Interface Sci. 2018, 530, 113–119. [Google Scholar] [CrossRef]
- Zhu, H.; Fu, K.; Yang, B.; Li, Y. Nickel-coated nylon sandwich film for combination of lightning strike protection and electromagnetic interference shielding of CFRP composite. Compos. Sci. Technol. 2021, 207, 108675. [Google Scholar] [CrossRef]
- Lai, M.-F.; Lou, C.-W.; Lin, T.A.; Wang, C.-H.; Lin, J.-H. High-strength conductive yarns and fabrics: Mechanical properties, electromagnetic interference shielding effectiveness, and manufacturing techniques. J. Text. Inst. 2021, 112, 347–357. [Google Scholar] [CrossRef]
- Liang, J.; Bai, M.; Gu, Y.; Wang, S.; Li, M.; Zhang, Z. Enhanced electromagnetic shielding property and anisotropic shielding behavior of corrugated carbon fiber felt composite and its sandwich structure. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106481. [Google Scholar] [CrossRef]
- Cheng, W.; Zhang, Y.; Tao, Y.; Lu, J.; Liu, J.; Wang, B.; Song, L.; Jie, G.; Hu, Y. Durable Electromagnetic Interference (EMI) Shielding Ramie Fabric with Excellent Flame Retardancy and Self-healing performance. J. Colloid Interface Sci. 2021, 602, 810–821. [Google Scholar] [CrossRef]
- Choi, W.-H.; Kwak, B.-S.; Kweon, J.-H.; Nam, Y.-W. Radar-absorbing foam-based sandwich composite with electroless nickel-plated glass fabric. Compos. Struct. 2020, 243, 112252. [Google Scholar] [CrossRef]
- Geetha, S.; Satheesh Kumar, K.; Rao, C.R.; Vijayan, M.; Trivedi, D. EMI shielding: Methods and materials—A review. J. Appl. Polym. Sci. 2009, 112, 2073–2086. [Google Scholar] [CrossRef]
- Liu, P.; Yao, Z.; Zhou, J.; Yang, Z.; Kong, L.B. Small magnetic Co-doped NiZn ferrite/graphene nanocomposites and their dual-region microwave absorption performance. J. Mater. Chem. C 2016, 4, 9738–9749. [Google Scholar] [CrossRef]
- Liu, P.; Ng, V.M.H.; Yao, Z.; Zhou, J.; Lei, Y.; Yang, Z.; Lv, H.; Kong, L.B. Facile synthesis and hierarchical assembly of flowerlike NiO structures with enhanced dielectric and microwave absorption properties. ACS Appl. Mater. Interfaces 2017, 9, 16404–16416. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D.; Mao, K.; Yang, Y.; Hamada, H. Flexural behavior evaluation of needle-punched glass/jute hybrid mat reinforced polymer composites. Procedia Eng. 2017, 200, 10–17. [Google Scholar] [CrossRef]
- El Wazna, M.; El Fatihi, M.; El Bouari, A.; Cherkaoui, O. Thermo physical characterization of sustainable insulation materials made from textile waste. J. Build. Eng. 2017, 12, 196–201. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, T.-T.; Shiu, B.-C.; Sun, F.; Ren, H.-T.; Zhang, X.; Lou, C.-W.; Lin, J.-H. Eco-friendly versatile protective polyurethane/triclosan coated polylactic acid nonwovens for medical covers application. J. Clean. Prod. 2021, 282, 124455. [Google Scholar] [CrossRef]
- Das, B.; Debnath, C.; Ray, P. Scanning electron microscope observations of nonwoven fabrics from jute and other textiles. Text. Res. J. 1987, 57, 528–531. [Google Scholar] [CrossRef]
- Tian, N.; Wu, S.; Han, G.; Zhang, Y.; Li, Q.; Dong, T. Biomass-derived oriented neurovascular network-like superhydrophobic aerogel as robust and recyclable oil droplets captor for versatile oil/water separation. J. Hazard. Mater. 2022, 424, 127393. [Google Scholar] [CrossRef] [PubMed]
- Dong, T.; Li, Q.; Tian, N.; Zhao, H.; Zhang, Y.; Han, G. Concus Finn Capillary driven fast viscous oil-spills removal by superhydrophobic cruciate polyester fibers. J. Hazard. Mater. 2021, 417, 126133. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Gong, R.; Dong, Z.; Porat, I. Abrasion resistance of thermally bonded 3D nonwoven fabrics. Wear 2007, 262, 424–431. [Google Scholar] [CrossRef]
- Choi, S.; Lim, J.H.; Kim, H.S. Effect of Bonding Temperature on the Adhesion Characteristics and Mechanical Properties of Non-woven LMPET/PET. Text. Sci. Eng. 2018, 55, 112–117. [Google Scholar]
- Fedorova, N.; Verenich, S.; Pourdeyhimi, B. Strength optimization of thermally bonded spunbond nonwovens. J. Eng. Fibers Fabr. 2007, 2, 155892500700200104. [Google Scholar] [CrossRef] [Green Version]
- Lin, M.-C.; Lou, C.-W.; Lin, J.-Y.; Lin, T.A.; Lin, J.-H. Mechanical property evaluations of flexible laminated composites reinforced by high-performance Kevlar filaments: Tensile strength, peel load, and static puncture resistance. Compos. Part B Eng. 2019, 166, 139–147. [Google Scholar] [CrossRef]
- Anuar, N.I.S.; Zakaria, S.; Gan, S.; Chia, C.H.; Wang, C.; Harun, J. Comparison of the morphological and mechanical properties of oil Palm EFB fibres and kenaf fibres in nonwoven reinforced composites. Ind. Crops Prod. 2019, 127, 55–65. [Google Scholar] [CrossRef]
- Singh, N.; Rani, A. Needle punched non woven of Sesbania aculeata (dhaincha) fiber. Int. J. Text. Fash. Technol. 2014, 4, 7–12. [Google Scholar]
- Lin, T.R.; Lin, T.A.; Lin, M.-C.; Lin, Y.-Y.; Lou, C.-W.; Lin, J.-H. Using recycled high-strength polyester and Kevlar® wastes to reinforce sandwich-structured nonwoven fabric: Structural effect and property evaluation. J. Clean. Prod. 2020, 267, 121899. [Google Scholar] [CrossRef]
- Huang, C.H.; Li, T.T.; Chuang, Y.C.; Lou, C.W.; Chen, J.M.; Lin, J.H. The primary study on polyester/polypropylene sound-absorption nonwoven fabric. Adv. Mater. Res. 2012, 554–556, 136–139. [Google Scholar] [CrossRef]
- Villalpando, A.; Easson, M.; Cheng, H.; Condon, B. Use of cottonseed protein as a strength additive for nonwoven cotton. Text. Res. J. 2019, 89, 1725–1733. [Google Scholar] [CrossRef]
- Chauhan, V.K.; Debnath, S.; Singh, B. Optimizing bursting behavior of calendered needle-punched polyester fabrics. J. Text. Inst. 2021, 1–10. [Google Scholar] [CrossRef]
- Thangadurai, K.; Thilagavathi, G.; Bhattacharyya, A. Characterization of needle-punched nonwoven fabrics for industrial air filter application. J. Text. Inst. 2014, 105, 1319–1326. [Google Scholar] [CrossRef]
- Chang, Y.; Ma, P.; Jiang, G. Energy absorption property of warp-knitted spacer fabrics with negative Possion’s ratio under low velocity impact. Compos. Struct. 2017, 182, 471–477. [Google Scholar] [CrossRef]
- Ozen, M.S.; Sancak, E. Investigation of electromagnetic shielding effectiveness of needle punched nonwoven fabrics with staple polypropylene and carbon fibres. J. Text. Inst. 2016, 107, 249–257. [Google Scholar] [CrossRef]
- Lu, L.; Xing, D.; Teh, K.S.; Liu, H.; Xie, Y.; Liu, X.; Tang, Y. Structural effects in a composite nonwoven fabric on EMI shielding. Mater. Des. 2017, 120, 354–362. [Google Scholar] [CrossRef]
- Sancak, E.; Akalin, M.; Usta, İ.; Yuksek, M.; Özen, M. The effects of fabric and conductive wire properties on electromagnetic shielding effectiveness and surface resistivity of interlock knitted fabrics. Fibers Polym. 2018, 19, 843–853. [Google Scholar] [CrossRef]
- Liu, P.; Yao, Z.; Ng, V.M.H.; Zhou, J.; Kong, L.B.; Yue, K. Facile synthesis of ultrasmall Fe3O4 nanoparticles on MXenes for high microwave absorption performance. Compos. Part A Appl. Sci. Manuf. 2018, 115, 371–382. [Google Scholar] [CrossRef]
- Xia, C.; Yu, J.; Shi, S.Q.; Qiu, Y.; Cai, L.; Wu, H.F.; Ren, H.; Nie, X.; Zhang, H. Natural fiber and aluminum sheet hybrid composites for high electromagnetic interference shielding performance. Compos. Part B Eng. 2017, 114, 121–127. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Direction | Tensile Strength (N) | Elongation (%) | Thickness (mm) | Density (g/cm3) |
|---|---|---|---|---|---|
| NLC | CD | 228.55 ± 1.96 | 30.10 | 4.83 | 0.17 |
| MD | 393.26 ± 2.28 | 31.10 | 4.83 | 0.17 | |
| NLN | CD | 295.46 ± 4.34 | 30.09 | 5.49 | 0.16 |
| MD | 567.10 ± 3.35 | 30.01 | 5.49 | 0.16 | |
| CLC | CD | 241.35 ± 4.90 | 8.90 | 2.20 | 0.25 |
| MD | 525.63 ± 3.05 | 10.01 | 2.20 | 0.25 | |
| CLN | CD | 198.32 ± 4.38 | 30.15 | 3.56 | 0.17 |
| MD | 405.70 ± 5.68 | 31.12 | 3.56 | 0.17 |
| Sample | Direction | Tensile Strength (N) | Elongation (%) | Thickness (mm) |
|---|---|---|---|---|
| NLC | CD | 565.50 ± 3.22 | 37.41 | 4.83 |
| MD | 608.53 ± 5.07 | 33.61 | 4.83 | |
| NLN | CD | 658.07 ± 6.91 | 37.81 | 5.49 |
| MD | 667.80 ± 5.14 | 37.51 | 5.49 | |
| CLC | CD | 568.03 ± 7.70 | 17.21 | 2.20 |
| MD | 625.75 ± 7.25 | 18.21 | 2.20 | |
| CLN | CD | 392.30 ± 4.64 | 34.81 | 3.56 |
| MD | 401.52 ± 9.60 | 35.51 | 3.56 |
| Sample | Bursting Strength (N) | Thickness (mm) |
|---|---|---|
| NLC | 839.85 ± 2.36 | 4.83 |
| NLN | 420.65 ± 5.94 | 5.49 |
| CLC | 893.73 ± 3.33 | 2.20 |
| CLN | 736.96 ± 8.60 | 3.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, J.-H.; Hsu, P.-W.; Huang, C.-H.; Lai, M.-F.; Shiu, B.-C.; Lou, C.-W. A Study on Carbon Fiber Composites with Low-Melting-Point Polyester Nonwoven Fabric Reinforcement: A Highly Effective Electromagnetic Wave Shield Textile Material. Polymers 2022, 14, 1181. https://doi.org/10.3390/polym14061181
Lin J-H, Hsu P-W, Huang C-H, Lai M-F, Shiu B-C, Lou C-W. A Study on Carbon Fiber Composites with Low-Melting-Point Polyester Nonwoven Fabric Reinforcement: A Highly Effective Electromagnetic Wave Shield Textile Material. Polymers. 2022; 14(6):1181. https://doi.org/10.3390/polym14061181
Chicago/Turabian StyleLin, Jia-Horng, Po-Wen Hsu, Chen-Hung Huang, Mei-Feng Lai, Bing-Chiuan Shiu, and Ching-Wen Lou. 2022. "A Study on Carbon Fiber Composites with Low-Melting-Point Polyester Nonwoven Fabric Reinforcement: A Highly Effective Electromagnetic Wave Shield Textile Material" Polymers 14, no. 6: 1181. https://doi.org/10.3390/polym14061181
APA StyleLin, J.-H., Hsu, P.-W., Huang, C.-H., Lai, M.-F., Shiu, B.-C., & Lou, C.-W. (2022). A Study on Carbon Fiber Composites with Low-Melting-Point Polyester Nonwoven Fabric Reinforcement: A Highly Effective Electromagnetic Wave Shield Textile Material. Polymers, 14(6), 1181. https://doi.org/10.3390/polym14061181