
Mechanical Properties and Dimensional Stability of Poplar Wood Modified by Pre-Compression and Post-Vacuum-Thermo Treatments

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Optimization of Vacuum Thermal Modification Process
3.1.1. Density
3.1.2. Mechanical Properties
3.1.3. Optimum Thermal Modification Process
3.1.4. SEM
3.1.5. Thermogravimetry
3.1.6. FTIR Spectra
3.1.7. X-ray Photoelectron Spectroscopy
3.1.8. X-ray Diffraction Pattern
3.2. Combining Pre-Compression and Post-Vacuum-Thermo Treatments
3.2.1. SEM
3.2.2. FTIR Spectra and X-ray Diffraction Pattern
3.2.3. Density
3.2.4. Mechanical Properties
3.2.5. Thermogravimetry
3.2.6. ASE
4. Conclusions
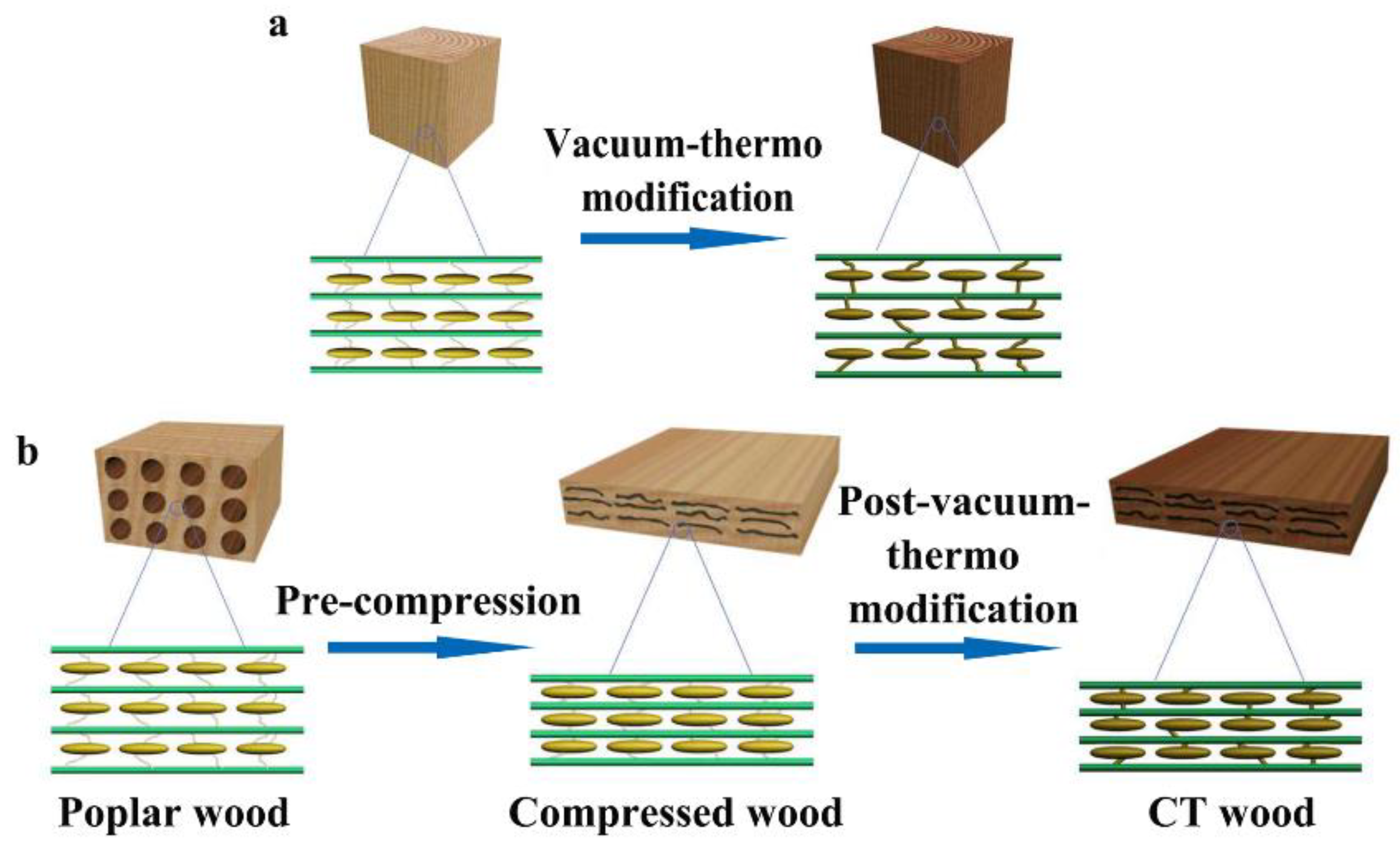
- With the increase in thermal modification temperature and time, hemicellulose and other substances gradually decomposed and changed, resulting in decreases in the mechanical properties of wood and improvement in the dimensional stability of wood. Considering both the mechanical properties and dimensional stability, 190 °C and 10 h were determined as the optimum conditions for thermal modification;
- With the increase in the compression ratio, the cell porous structure of the poplar wood became denser, which improved the density, hardness, MOR, and impact toughness but adversely affected the dimensional stability. After further treatment with thermal modification, all of the poplar wood with different compression ratios presented improved ASEs and a reduced negative impact on the mechanical properties. The MOR and impact toughness of CT wood at a compression ratio of 70% was 176 MPa and 63 KJ/m2, which was 125% and 59% higher than that of untreated wood, respectively. The ASE of the CT wood was 26% higher than that of the only compressed poplar wood. Consequently, such a method could improve the mechanical properties and dimensional stability of poplar wood simultaneously and significantly, and it can be applied to floors, load-bearing walls, etc. Further research on larger-scale poplar and other wood species will provide a scientific basis for large-scale application of this method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- McKenney, D.W.; Ramlal, E.; Yemshanov, D.; Fox, G. Cost estimates for carbon sequestration from fast growing poplar plantations in Canada. Forest Policy Econ. 2004, 6, 345–358. [Google Scholar] [CrossRef]
- Hernández, R.E.; Koubaa, A.; Beaudoin, M.; Fortin, Y. Selected mechanical properties of fast-growing poplar hybrid clones. Wood Fiber Sci. 1998, 30, 138–147. [Google Scholar]
- Bal, B.C. Some technological properties of laminated veneer lumber produced with fast-growing poplar and eucalyptus. Maderas-Cienc. Technol. 2016, 18, 413–424. [Google Scholar] [CrossRef] [Green Version]
- Moya, R.; Muñoz, F. Physical and mechanical properties of eight fast-growing plantation species in Costa Rica. J. Trop. For. Sci. 2010, 22, 317–328. [Google Scholar]
- Hadi, Y.S.; Massijaya, M.Y.; Zaini, L.H.; Hakim, L.; Pari, R. Physical and mechanical properties of methyl methacrylate-impregnated wood from three fast-growing tropical tree species. J. Korean Wood Sci. Technol. 2019, 47, 324–335. [Google Scholar] [CrossRef]
- Dong, Y.M.; Zhang, W.; Hughes, M.K.; Wu, M.; Zhang, S.F.; Li, J.Z. Various polymeric monomers derived from renewable rosin for the modification of fast-growing poplar wood. Compos. Part B-Eng. 2019, 174, 106902. [Google Scholar] [CrossRef]
- Kielmann, B.C.; Butter, K.; Mai, C. Modification of wood with formulations of phenolic resin and iron-tannin-complexes to improve material properties and expand colour variety. Eur. J. Wood Wood Prod. 2018, 76, 259–267. [Google Scholar] [CrossRef]
- Song, J.W.; Chen, C.J.; Zhu, S.Z.; Zhu, M.W.; Dai, J.Q.; Ray, U.; Li, Y.J.; Kuang, Y.D.; Li, Y.F.; Quispe, N.; et al. Processing bulk natural wood into a high-performance structural material. Nature 2018, 554, 224–228. [Google Scholar] [CrossRef]
- Rahayu, I.; Darmawan, W.; Zaini, L.H.; Prihatini, E. Characteristics of fast-growing wood impregnated with nanoparticles. J. Forestry Res. 2020, 31, 677–685. [Google Scholar] [CrossRef]
- Wehsener, J.; Brischke, C.; Meyer-Veltrup, L.; Hartig, J.; Haller, P. Physical, mechanical and biological properties of thermo-mechanically densified and thermally modified timber using the Vacu3-process. Eur. J. Wood Wood Prod. 2018, 76, 809–821. [Google Scholar] [CrossRef]
- Wang, X.J.; Tu, D.Y.; Chen, C.F.; Zhou, Q.F.; Huang, H.X.; Zheng, Z.H.; Zhu, Z.P. A thermal modification technique combining bulk densification and heat treatment for poplar wood with low moisture content. Constr. Build. Mater. 2021, 291, 123395. [Google Scholar] [CrossRef]
- Hajihassani, R.; Mohebby, B.; Najafi, S.K.; Navi, P. Influence of combined hygro-thermo-mechanical treatment on technical characteristics of poplar wood. Maderas-Cienc. Technol. 2018, 20, 117–128. [Google Scholar] [CrossRef]
- Wu, G.F.; Lang, Q.; Qu, P.; Jiang, Y.F.; Pu, J.W. Effect of chemical modification and hot-press drying on poplar wood. BioResources 2015, 5, 2581–2590. [Google Scholar]
- Sözbir, G.D.; Bektaş, İ.; Ak, A.K. Influence of combined heat treatment and densification on mechanical properties of poplar wood. Maderas-Cienc. Tecnol. 2019, 21, 481–492. [Google Scholar] [CrossRef] [Green Version]
- Bao, M.Z.; Huang, X.N.; Jiang, M.L.; Yu, W.J.; Yu, Y.L. Effect of thermo-hydro-mechanical densification on microstructure and properties of poplar wood (Populus tomentosa). J. Wood Sci. 2017, 63, 591–605. [Google Scholar] [CrossRef]
- Yin, J.P.; Yuan, T.Q.; Lu, Y.; Song, K.L.; Li, H.Y.; Zhao, G.J.; Yin, Y.F. Effect of compression combined with steam treatment on the porosity, chemical compositon and cellulose crystalline structure of wood cell walls. Carbohyd. Polym. 2017, 155, 163–172. [Google Scholar] [CrossRef]
- Lin, B.J.; Colin, B.; Chen, W.H. Thermal degradation and compositional changes of wood treated in a semi-industrial scale reactor in vacuum. J. Anal. Appl. Pyrol. 2018, 130, 249–255. [Google Scholar] [CrossRef]
- Kamperidou, V. Chemical and structural characterization of poplar and black pine wood exposed to short thermal modification. Drvna. Ind. 2021, 72, 155–167. [Google Scholar] [CrossRef]
- Neto, R.D.A.; Lima, J.T.; Takarada, L.M.; Trugilho, P.F. Effect of thermal treatment on fiber morphology in wood pyrolysis. Wood Sci. Technol. 2021, 55, 95–108. [Google Scholar] [CrossRef]
- Cabalova, I.; Vybohova, E.; Igaz, R.; Kristak, L.; Kacik, F.; Antov, P.; Papadopoulos, A.N. Effect of oxidizing thermal modification on the chemical properties and thermal conductivity of Norway spruce (Picea abies L.) wood. Wood Mater. Sci. Eng. 2021, 1–10. [Google Scholar] [CrossRef]
- Lee, S.H.; Ashaari, Z.; Lum, W.C.; Halip, J.A.; Ang, A.F.; Tan, L.P.; Chin, K.L.; Tahir, P.M. Thermal treatment of wood using vegetable oils: A review. Constr. Build. Mater. 2018, 181, 408–419. [Google Scholar] [CrossRef]
- Li, T.; Cai, J.B.; Zhou, D.G. Optimization of the combined modification process of thermo-mechanical densification and heat treatment on Chinese fir wood. BioResources 2013, 8, 5279–5288. [Google Scholar] [CrossRef]
- Okon, K.E.; Aguma, Q.; Iyiola, E.A.; Okon, I.A.K. Influence of silicone oil thermal modification on mechanical properties of masson pine wood. Maderas-Cienc. Technol. 2021, 23, 17. [Google Scholar] [CrossRef]
- Pelit, H.; Budakçı, M.; Sönmez, A. Density and some mechanical properties of densified and heat post-treated Uludağ fir, linden and black poplar woods. Eur. J. Wood Wood Prod. 2018, 76, 79–87. [Google Scholar] [CrossRef]
- Bal, B.C. A comparative study of some of the mechanical properties of pine wood heat treated in vacuum, nitrogen, and air atmospheres. BioResources 2018, 13, 5504–5511. [Google Scholar]
- Hill, C.; Altgen, M.; Rautkari, L. Thermal modification of wood-a review: Chemical changes and hygroscopicity. J. Mater. Sci. 2021, 56, 6581–6614. [Google Scholar] [CrossRef]
- Čabalová, I.; Kačík, F.; Lagaňa, R.; Výbohová, E.; Bubeníková, T.; Čaňová, I.; Ďurkovič, J. Effect of thermal treatment on the chemical, physical, and mechanical properties of pedunculate oak (Quercus robur L.) wood. BioResources 2018, 13, 157–170. [Google Scholar] [CrossRef]
- Herrera-Builes, J.F.; Sepúlveda-Villarroel, V.; Osorio, J.A.; Salvo-Sepúlveda, L.; Ananías, R.A. Effect of thermal modification treatment on some physical and mechanical properties of pinus oocarpa wood. Forests 2021, 12, 249. [Google Scholar] [CrossRef]
- Hu, F.; Ragauskas, A. Pretreatment and lignocellulosic chemistry. BioEnerg. Res. 2012, 5, 1043–1066. [Google Scholar] [CrossRef]
- Sannigrahi, P.; Ragauskas, A.J.; Tuskan, J.A. Poplar as a feedstock for biofuels: A review of compositional characteristics. Biofuel. Bioprod. Biorefin. 2010, 4, 209–226. [Google Scholar] [CrossRef]
- Gaff, M.; Kačík, F.; Gašparík, M. Impact of thermal modification on the chemical changes and impact bending strength of European oak and Norway spruce wood. Compos. Struct. 2019, 216, 80–88. [Google Scholar] [CrossRef]
- Pelaez-Samaniego, M.R.; Yadama, V.; Lowell, E.; Espinoza-Herrera, R. A review of wood thermal pretreatments to improve wood composite properties. Wood Sci. Technol. 2013, 47, 1285–1319. [Google Scholar] [CrossRef]
- Ali, M.R.; Abdullah, U.H.; Ashaari, Z.; Hamid, N.H.; Hua, L.S. Hydrothermal modification of wood: A review. Polymers 2021, 13, 2612. [Google Scholar] [CrossRef] [PubMed]
- Batista, D.C.; Paes, J.B.; De Muñiz, G.I.B.; Nisgoski, S.; Da Silva Oliveira, J.T. Microstructural aspects of thermally modified eucalyptus grandis wood. Maderas-Cienc. Technol. 2015, 17, 525–532. [Google Scholar] [CrossRef] [Green Version]
- Katarzyna, S.; Pietro, B.; Francesco, F. Thermogravimetric analysis and kinetic study of poplar wood pyrolysis. Appl. Energ. 2012, 97, 491–497. [Google Scholar]
- Korenova, Z.; Gasparovic, L.; Jelemensk, L. Kinetic study of wood chips decomposition by TGA. Chem. Pap. 2010, 64, 174–181. [Google Scholar]
- Strezov, V.; Moghtaderi, B.; Lucas, J.A. Thermal study of decomposition of selected biomass samples. J. Therm. Anal. Calorim. 2003, 72, 1041–1048. [Google Scholar] [CrossRef]
- Kubovsk, I.; Kačkov, D.; Kačk, F. Structural changes of oak wood main components caused by thermal modification. Polymers 2020, 12, 485. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Yang, X.; Sun, B.L.; Chai, Y.; Liu, J.L.; Cao, J.Z. Effect of vacuum heat treatment on the chemical composition of larch wood. BioResources 2016, 11, 5743–5750. [Google Scholar] [CrossRef] [Green Version]
- Gonultas, O.; Candan, Z. Chemical characterization and FTIR spectroscopy of thermally compressed eucalyptus wood panels. Maderas-Cienc. Technol. 2018, 20, 431–442. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.J.; Zhang, Y.; Shen, Y.F.; Li, C.; Wang, Y.W.; Ma, Z.Q.; Sun, W.S. New perspective on wood thermal modification: Relevance between the evolution of chemical structure and physical-mechanical properties, and online analysis of release of VOCs. Polymers 2019, 11, 1145. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, X.Z.; Chen, X.Z.; Xie, X.Q.; Wu, Y.; Zhao, L.G.; Li, Y.J.; Wang, S.Q. Effects of thermal modification on the physical, chemical and micromechanical properties of masson pine wood (Pinus massoniana Lamb.). Holzforschung 2018, 72, 1063–1070. [Google Scholar] [CrossRef] [Green Version]
- Brosse, N.; Hage, R.E.I.; Chaouch, M.; Pétrissans, M.; Dumarçay, S.; Gérardin, P. Investigation of the chemical modifications of beech wood lignin during heat treatment. Polym. Degrad. Stabil. 2010, 95, 1721–1726. [Google Scholar] [CrossRef]
- Sun, W.l.; Li, J. Analysis and characterization of dimensional stability and crystallinity of heat-treated larix spp. Linye Kexue 2010, 46, 114–118. [Google Scholar]
- Wang, J.J.; Liu, J.L.; Li, J.Z.; Zhu, J.Y. Characterization of microstructure, chemical, and physical properties of delignified and densified poplar wood. Materials 2021, 14, 5709. [Google Scholar] [CrossRef] [PubMed]
- Esteves, B.; Ribeiro, F.; Cruz-Lopes, L.; Domingos, J.F.I.; Duarte, M.; Duarte, S.; Nunes, L. Densification and heat treatment of maritime pine wood. Wood Res. 2017, 62, 373–388. [Google Scholar]
- Makarov, I.S.; Golova, L.K.; Bondarenko, G.N.; Anokhina, T.S.; Dmitrieva, E.S.; Levin, I.S.; Makhatova, V.E.; Galimova, N.Z.; Shambilova, G.K. Structure, morphology, and permeability of cellulose films. Membranes 2022, 12, 297. [Google Scholar] [CrossRef]
- Li, L.L.; Wang, X.M.; Wu, F.Y. Chemical analysis of densification, drying, and heat treatment of Scots pine (Pinus sylvestris L.) through a hot-pressing process. BioResources 2016, 11, 3856–3874. [Google Scholar] [CrossRef] [Green Version]
- Pushparaj, V.A. Fabrication and analysis of high-performance thermochemically densified wood. Master’s Thesis, Wright State University, Fairborn, AL, USA, 2021. [Google Scholar]
- Hong, H.; Shu, B.Q.; He, Q.; Ju, Z.H.; Zhang, H.Y.; Lu, X.N. Improving the properties of fast-growing Chinese fir by vacuum hot pressing treatment. J. Renew. Mater. 2021, 9, 49–59. [Google Scholar] [CrossRef]
- Pelit, H.; Sönmez, A.; Budakçı, M. Effects of thermomechanical densification and heat treatment on density and Brinell hardness of Scots pine (Pinus sylvestris L.) and Eastern beech (Fagus orientalis L.). BioResources 2015, 10, 3097–3111. [Google Scholar] [CrossRef]
- Yu, Y.; Zhang, F.M.; Zhu, S.M.; Li, H.H. Effects of high-pressure treatment on poplar wood: Density profile, mechanical properties, strength potential index, and microstructure. BioResources 2017, 12, 6283–6297. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Jiang, X.; Ramaswamy, H.S.; Zhu, S.; Yu, Y. High-pressure treatment effects on density profile, surface roughness, hardness, and abrasion resistance of paulownia wood boards. Trans. ASABE 2018, 61, 1181–1188. [Google Scholar] [CrossRef]
- Mania, P.; Wroblewski, M.; Wojciak, A.; Roszyk, E.; Molinski, W. Hardness of densified wood in relation to changed chemical composition. Forests 2020, 11, 506. [Google Scholar] [CrossRef]
- Gaff, M.; Gašparík, M. Influence of densification on bending strength of laminated beech wood. BioResources 2015, 10, 1506–1518. [Google Scholar] [CrossRef]
- Yu, Y.; Li, A.; Yan, K.; Ramaswamy, H.S.; Zhu, S.M.; Li, H.H. High-pressure densification and hydrophobic coating for enhancing the mechanical properties and dimensional stability of soft poplar wood boards. J. Wood Sci. 2020, 66, 45. [Google Scholar] [CrossRef]
- Li, H.H.; Zhang, F.M.; Ramaswamy, H.S.; Zhu, S.M.; Yu, Y. High-pressure treatment of Chinese fir wood: Effect on density, mechanical properties, humidity-related moisture migration, and dimensional stability. BioResources 2016, 11, 10497–10510. [Google Scholar] [CrossRef] [Green Version]
- Kristiina, L.; Kristoffer, S.; Magnus, W.; Lauri, K.; Mark, H. Wood densification and thermal modification: Hardness, set-recovery and micromorphology. Wood Sci. Technol. 2016, 50, 883–894. [Google Scholar]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Z.; Qi, Y.; Zhang, G.; Zhao, Y.; Dai, Y.; Liu, B.; Lian, C.; Dong, X.; Li, Y. Mechanical Properties and Dimensional Stability of Poplar Wood Modified by Pre-Compression and Post-Vacuum-Thermo Treatments. Polymers 2022, 14, 1571. https://doi.org/10.3390/polym14081571
He Z, Qi Y, Zhang G, Zhao Y, Dai Y, Liu B, Lian C, Dong X, Li Y. Mechanical Properties and Dimensional Stability of Poplar Wood Modified by Pre-Compression and Post-Vacuum-Thermo Treatments. Polymers. 2022; 14(8):1571. https://doi.org/10.3390/polym14081571
Chicago/Turabian StyleHe, Zaixin, Yanran Qi, Gang Zhang, Yueying Zhao, Yong Dai, Baoxuan Liu, Chenglong Lian, Xiaoying Dong, and Yongfeng Li. 2022. "Mechanical Properties and Dimensional Stability of Poplar Wood Modified by Pre-Compression and Post-Vacuum-Thermo Treatments" Polymers 14, no. 8: 1571. https://doi.org/10.3390/polym14081571
APA StyleHe, Z., Qi, Y., Zhang, G., Zhao, Y., Dai, Y., Liu, B., Lian, C., Dong, X., & Li, Y. (2022). Mechanical Properties and Dimensional Stability of Poplar Wood Modified by Pre-Compression and Post-Vacuum-Thermo Treatments. Polymers, 14(8), 1571. https://doi.org/10.3390/polym14081571