
Mechanism and Influence Factors of Abrasion Resistance of High-Flow Grade SEBS/PP Blended Thermoplastic Elastomer

Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Main Raw Materials and Equipment
2.2. Preparation of Samples
2.2.1. Preparation of Ultra-High Flow Rate PP (Hereinafter Refer to as PP-UHMFR)
2.2.2. Preparation of Masterbatch Contains HWSi and LWSi
2.2.3. Preparation of SEBS/PP TPEs and Samples
2.3. Testing and Characteristics
3. Result and Discussion
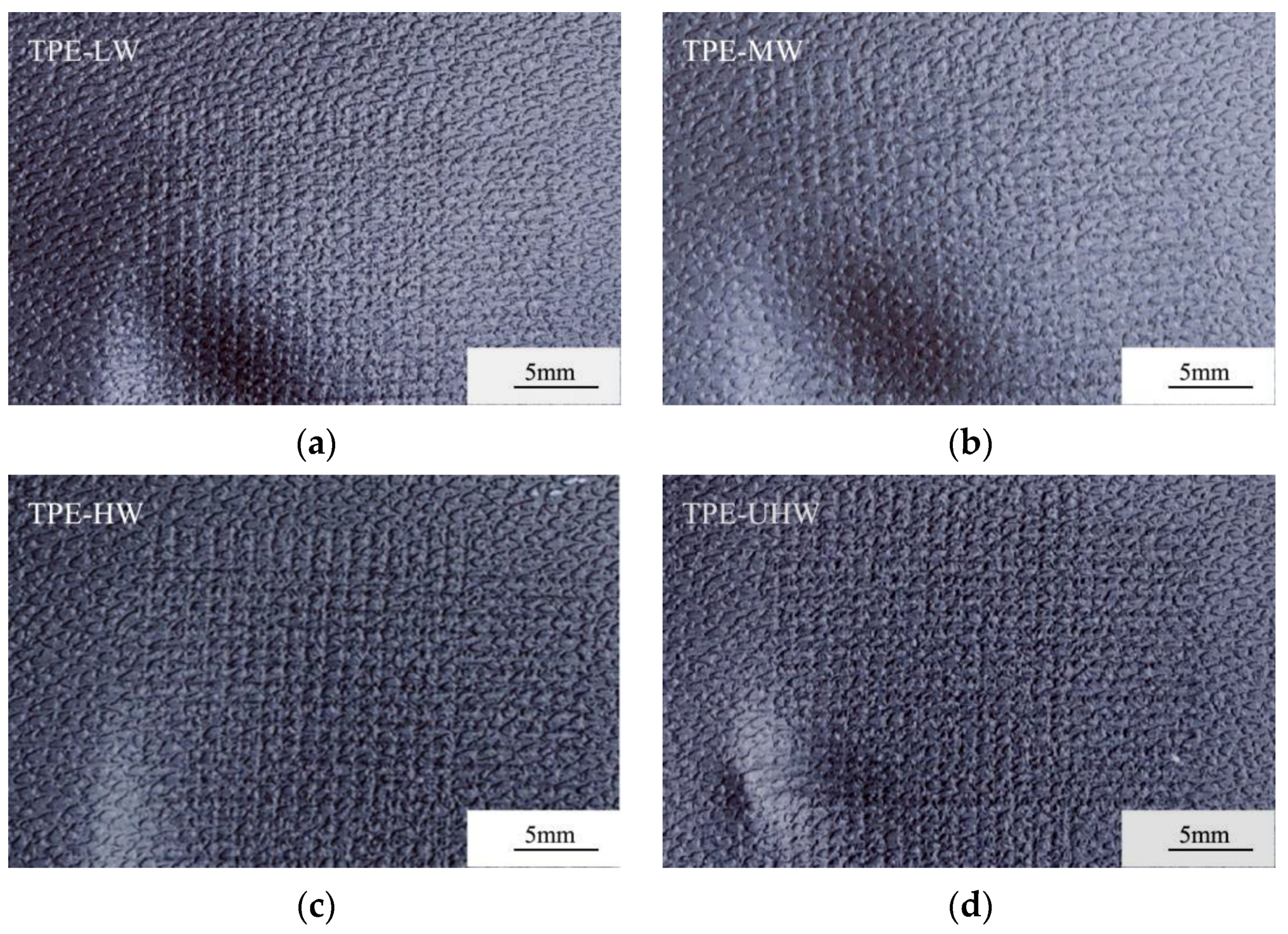
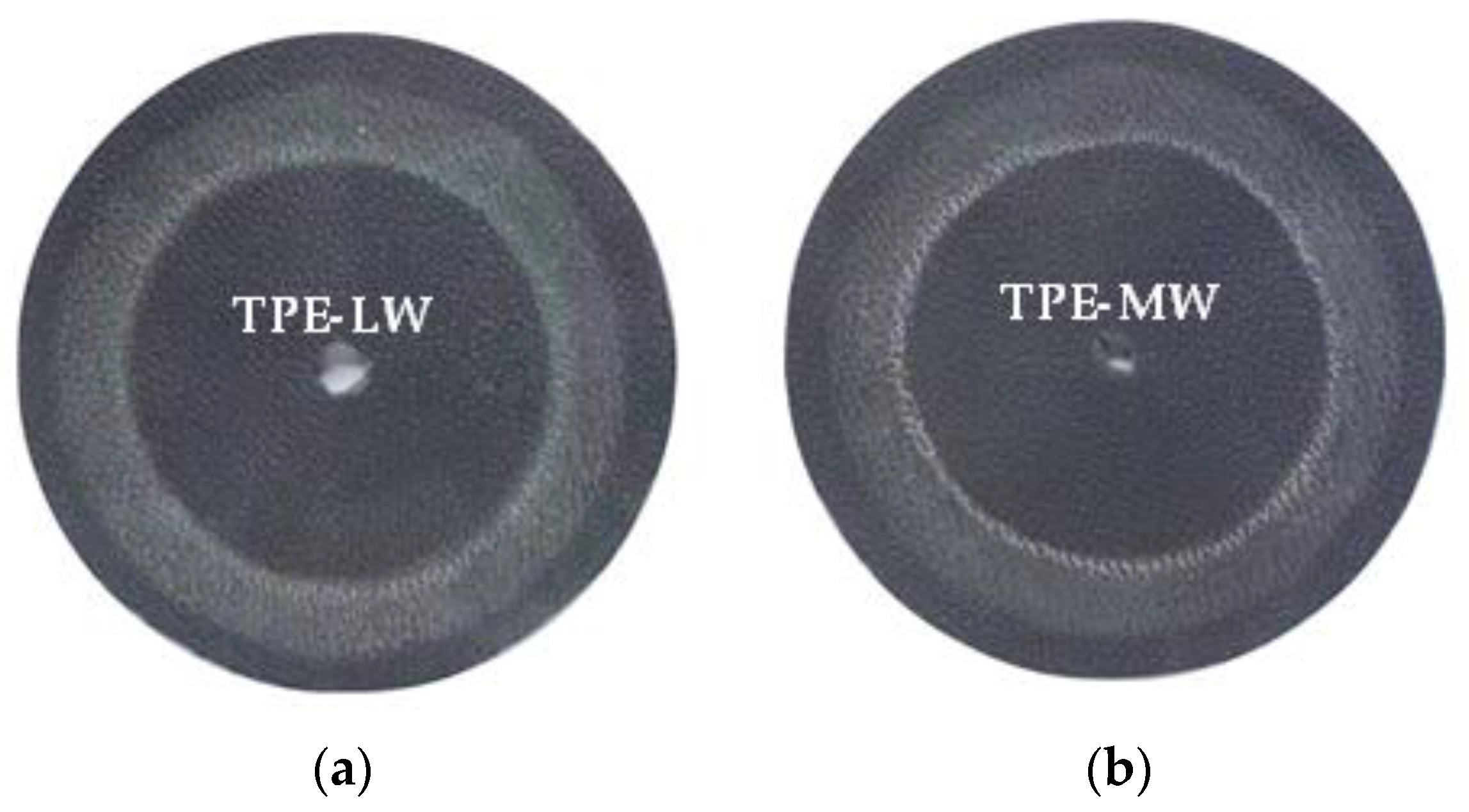
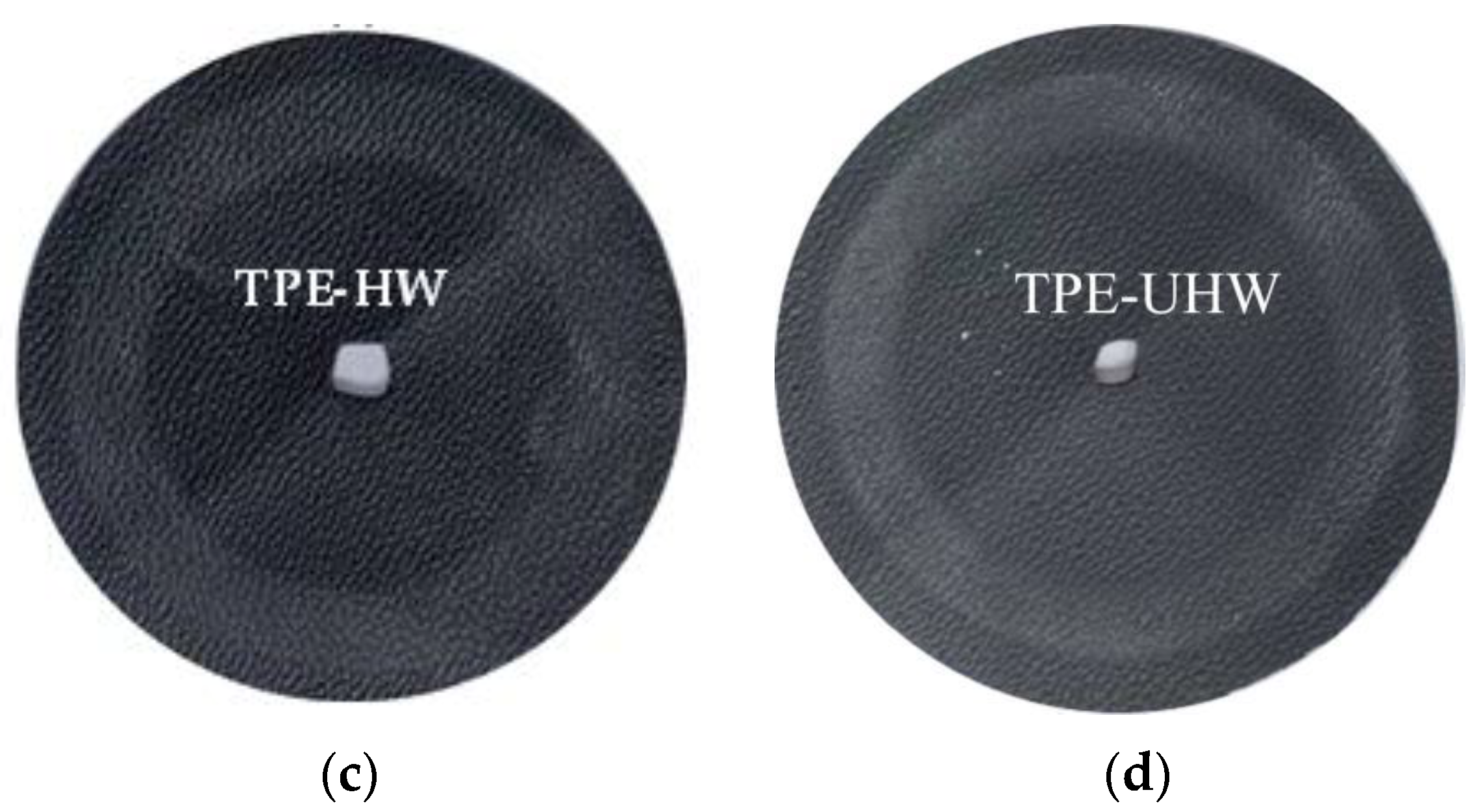
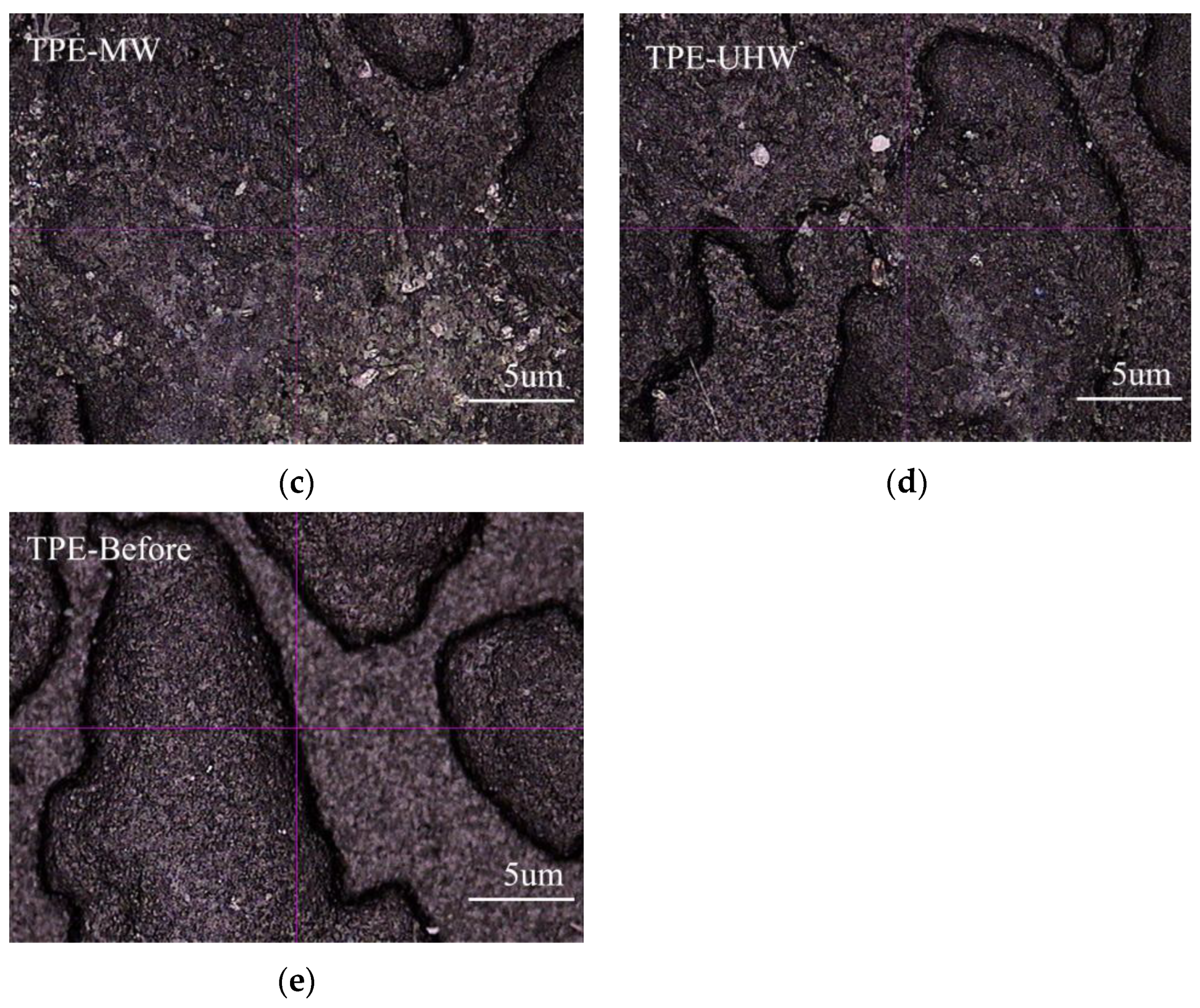
3.1. Influence of SEBS Molecular Weight on Mechanical Properties and Wear Resistance of High-Flow SEBS/PP TPE
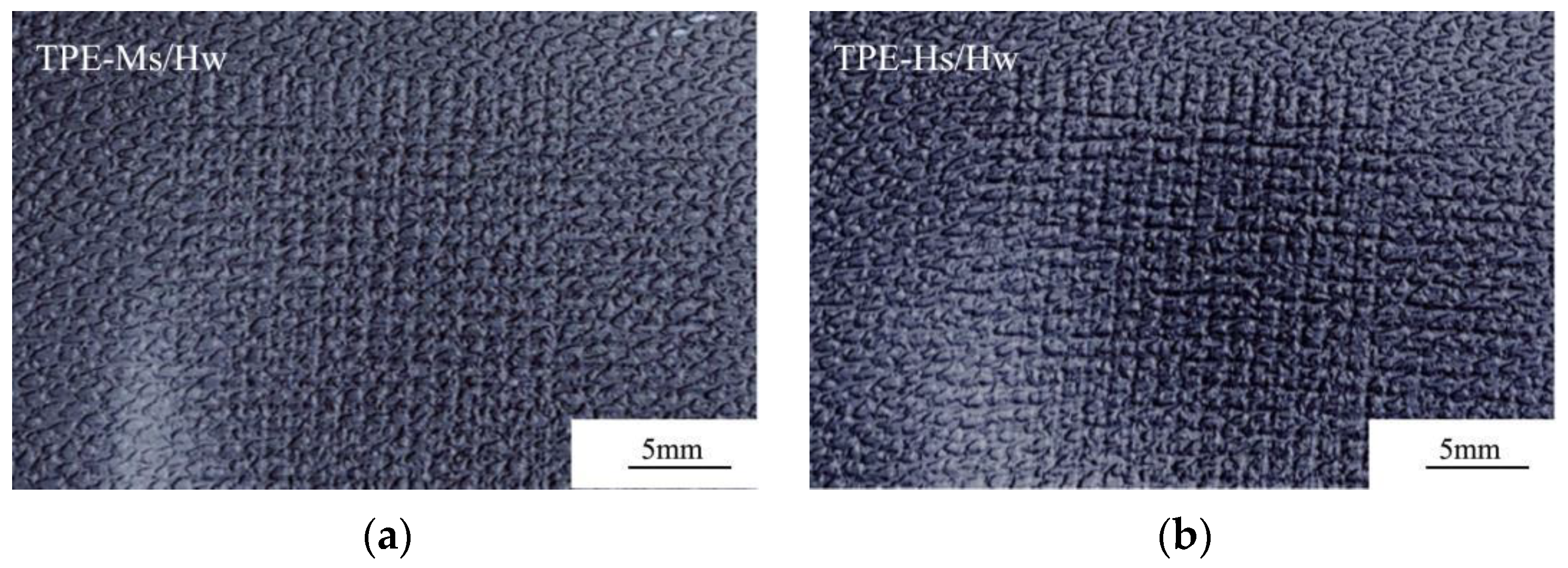
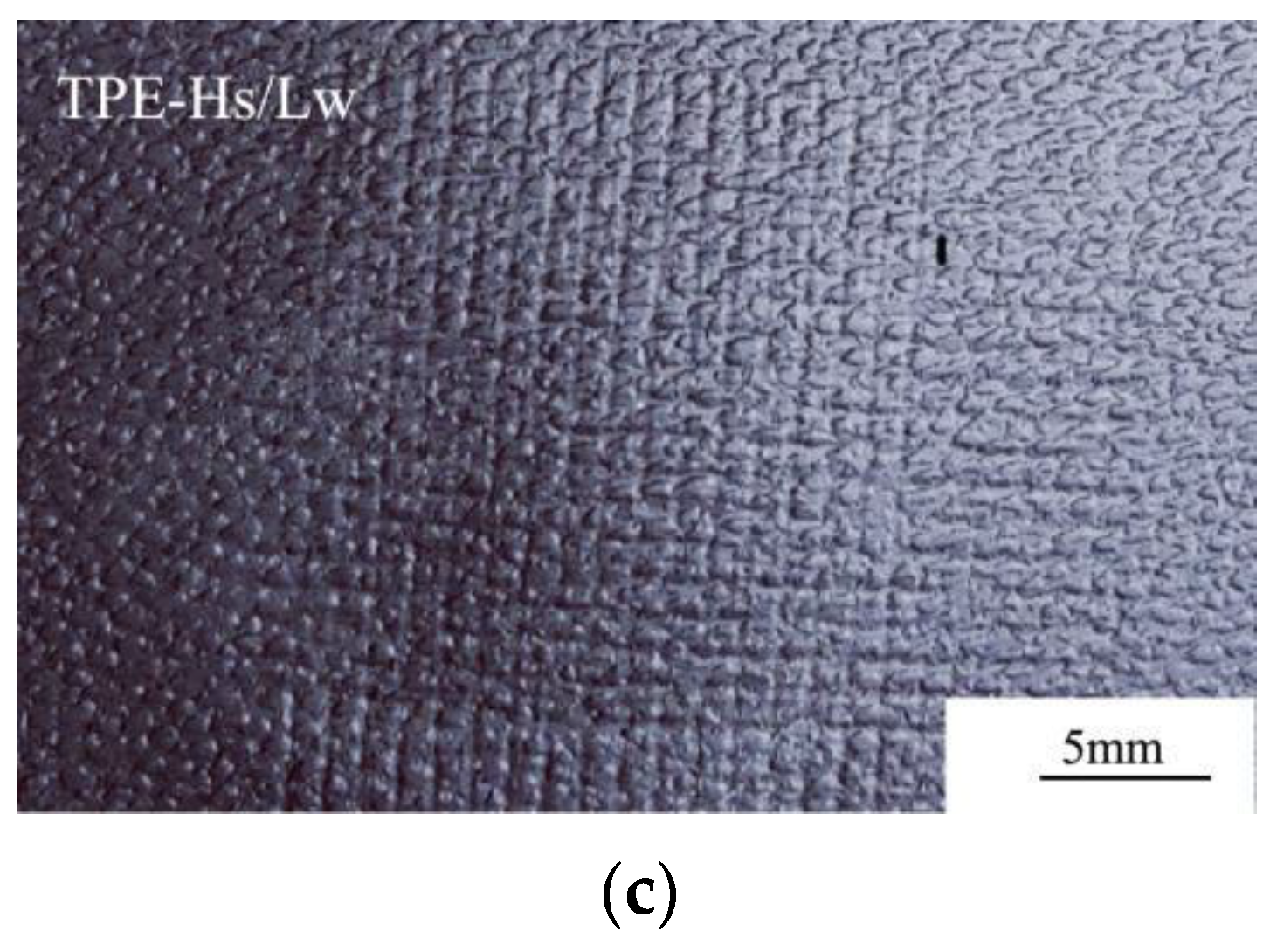
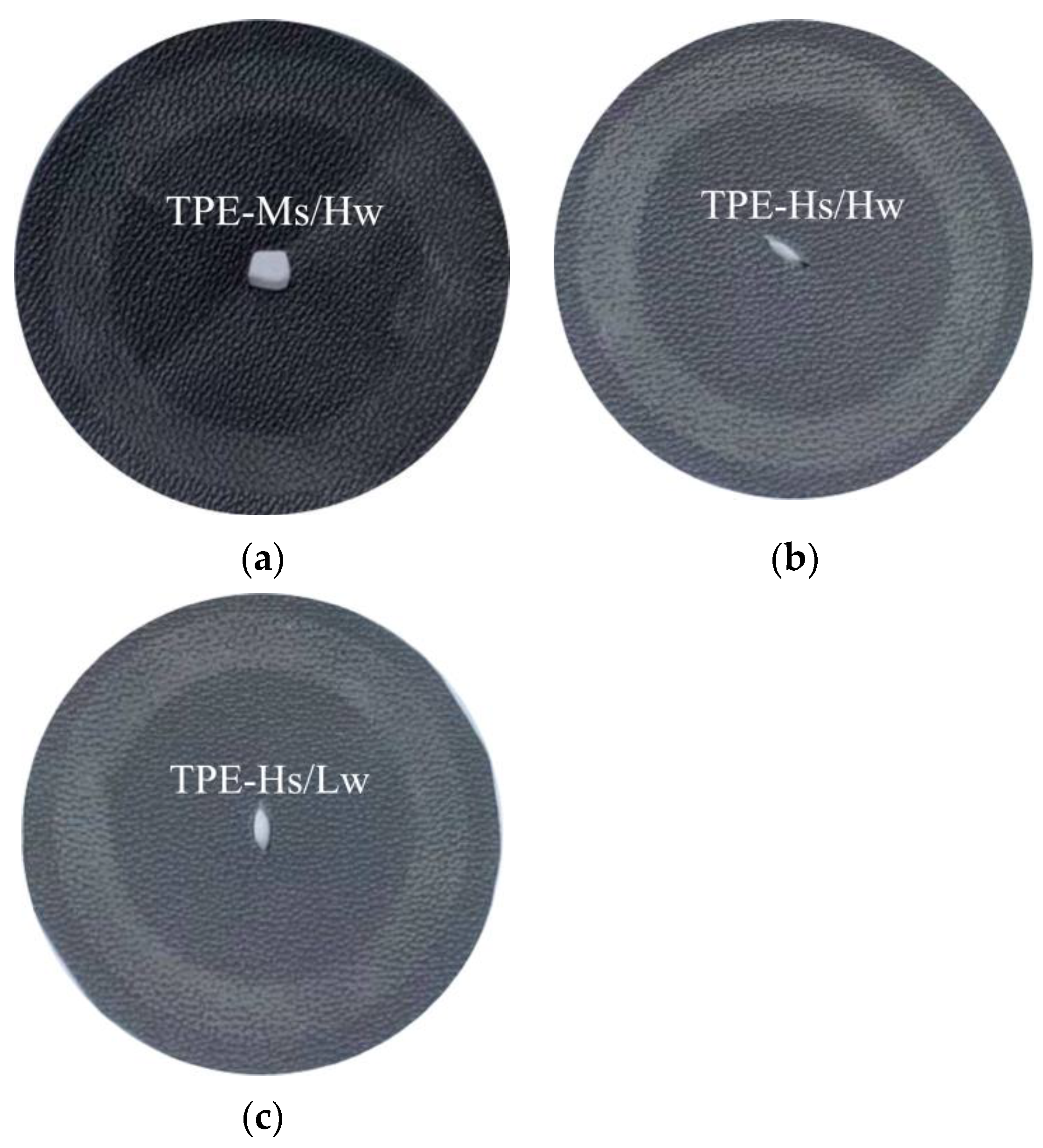
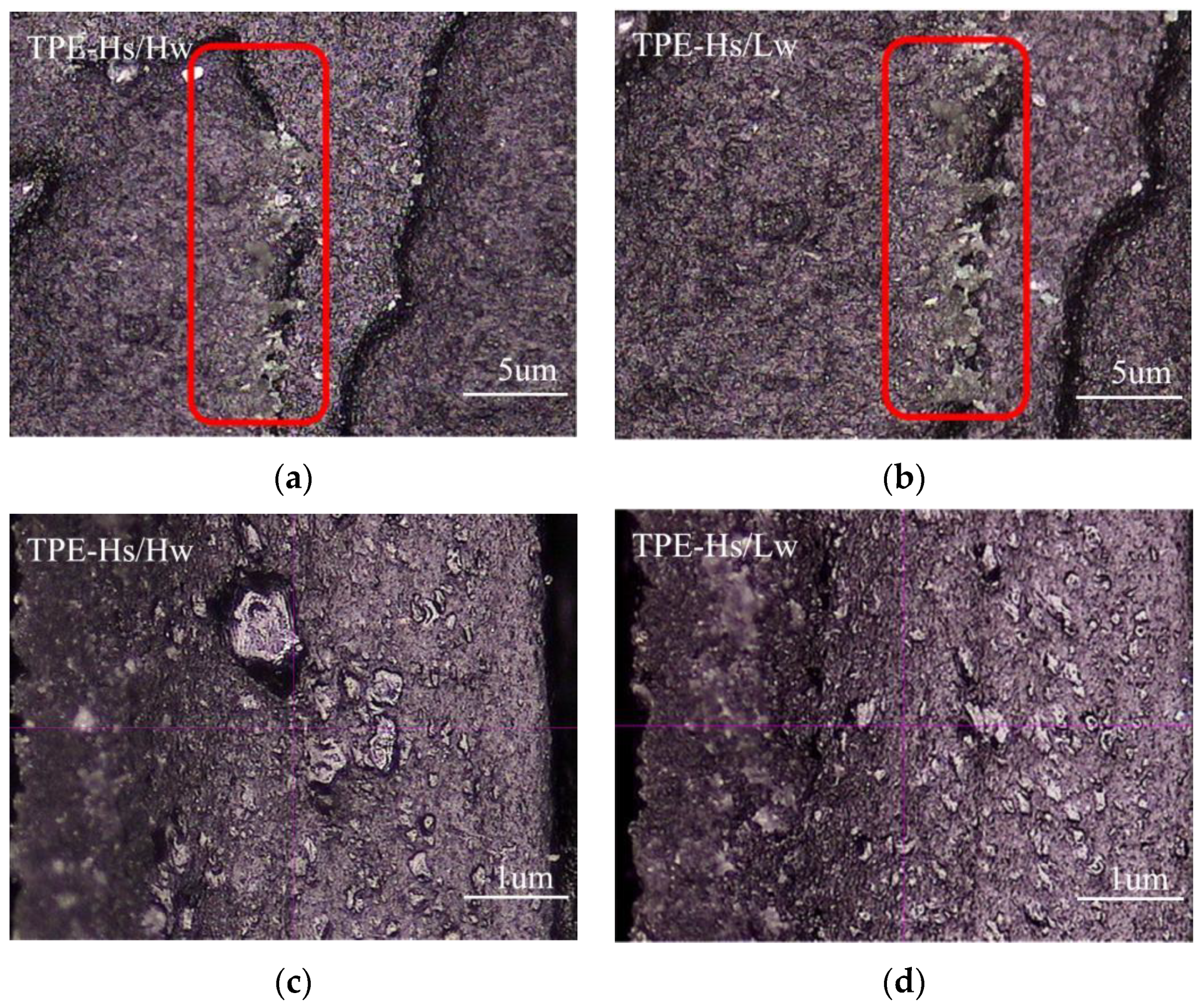
3.2. Effect of Styrene Content on Mechanical Properties and Abrasion Resistance of High-Flow TPE
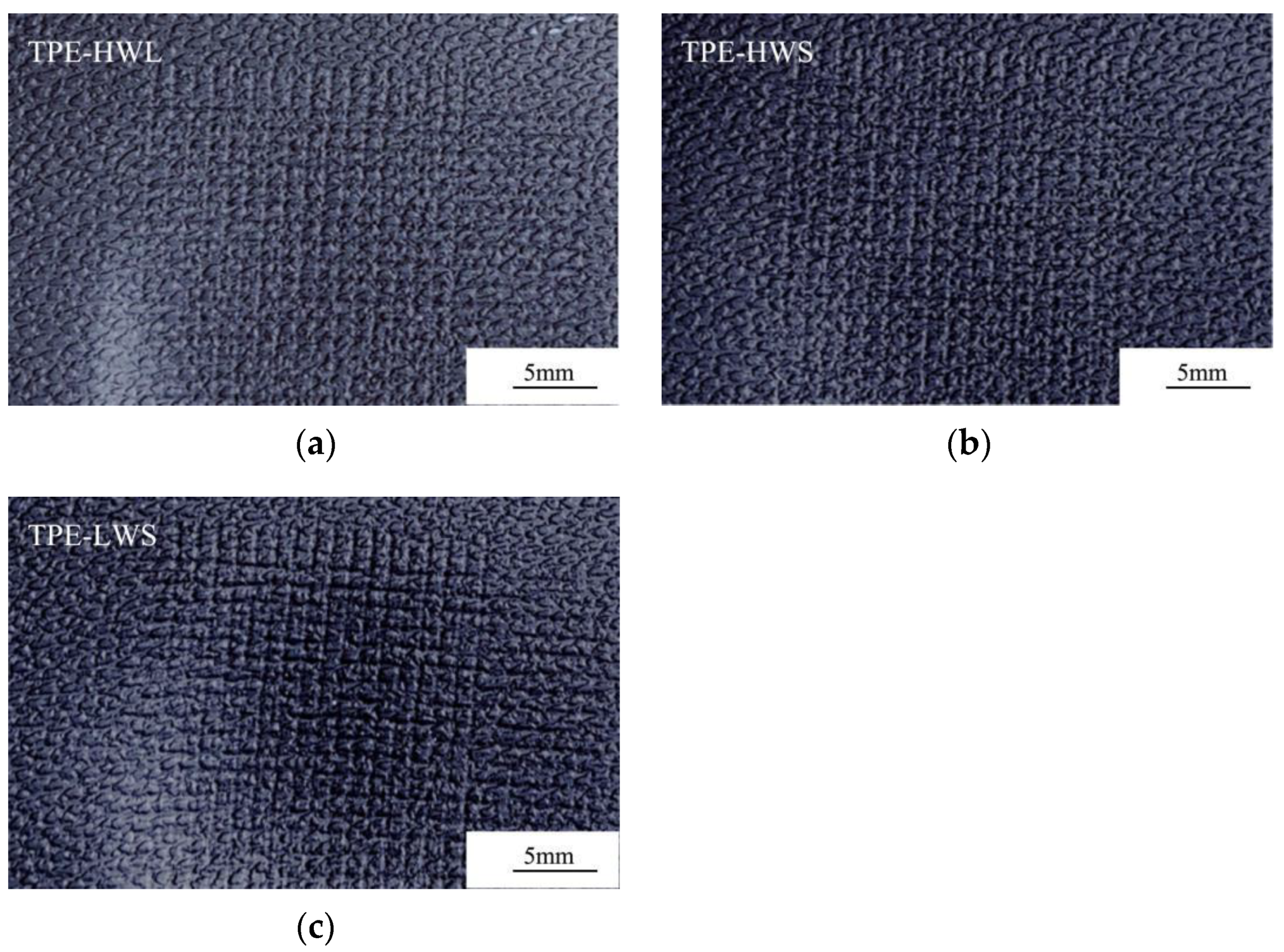
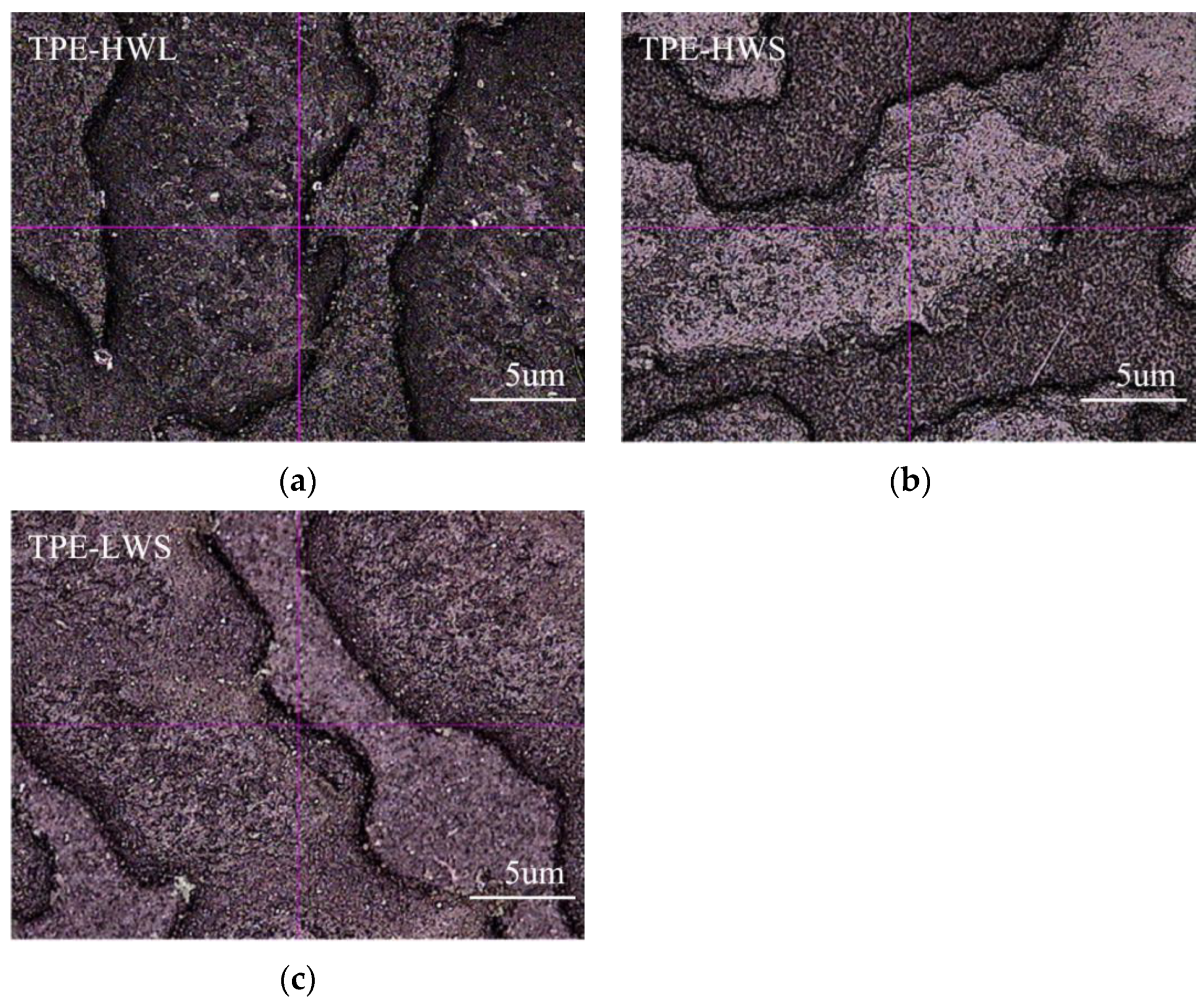
3.3. Influence of SEBS Molecular Chain Structure on the Properties of High-Flow TPE
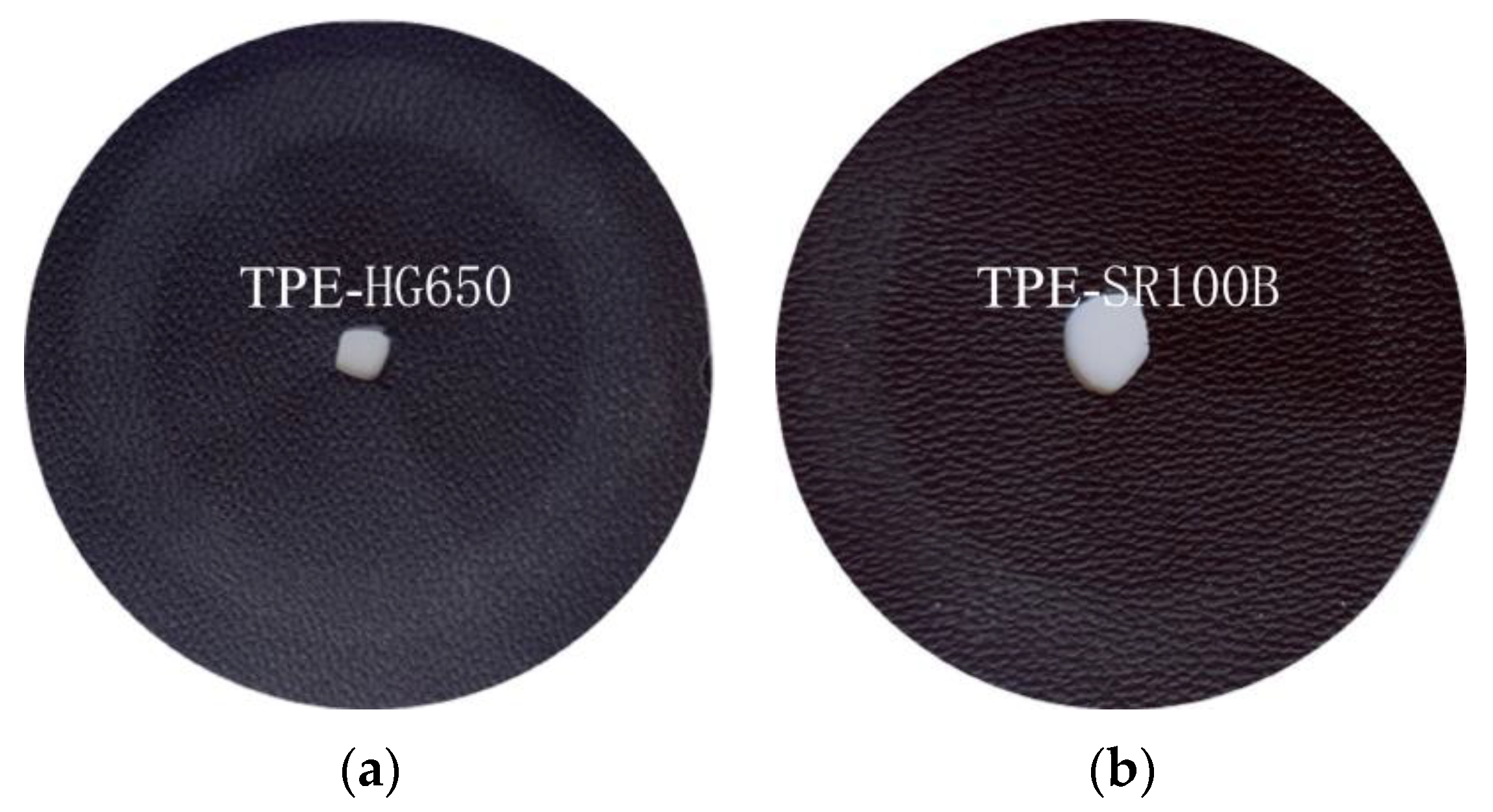
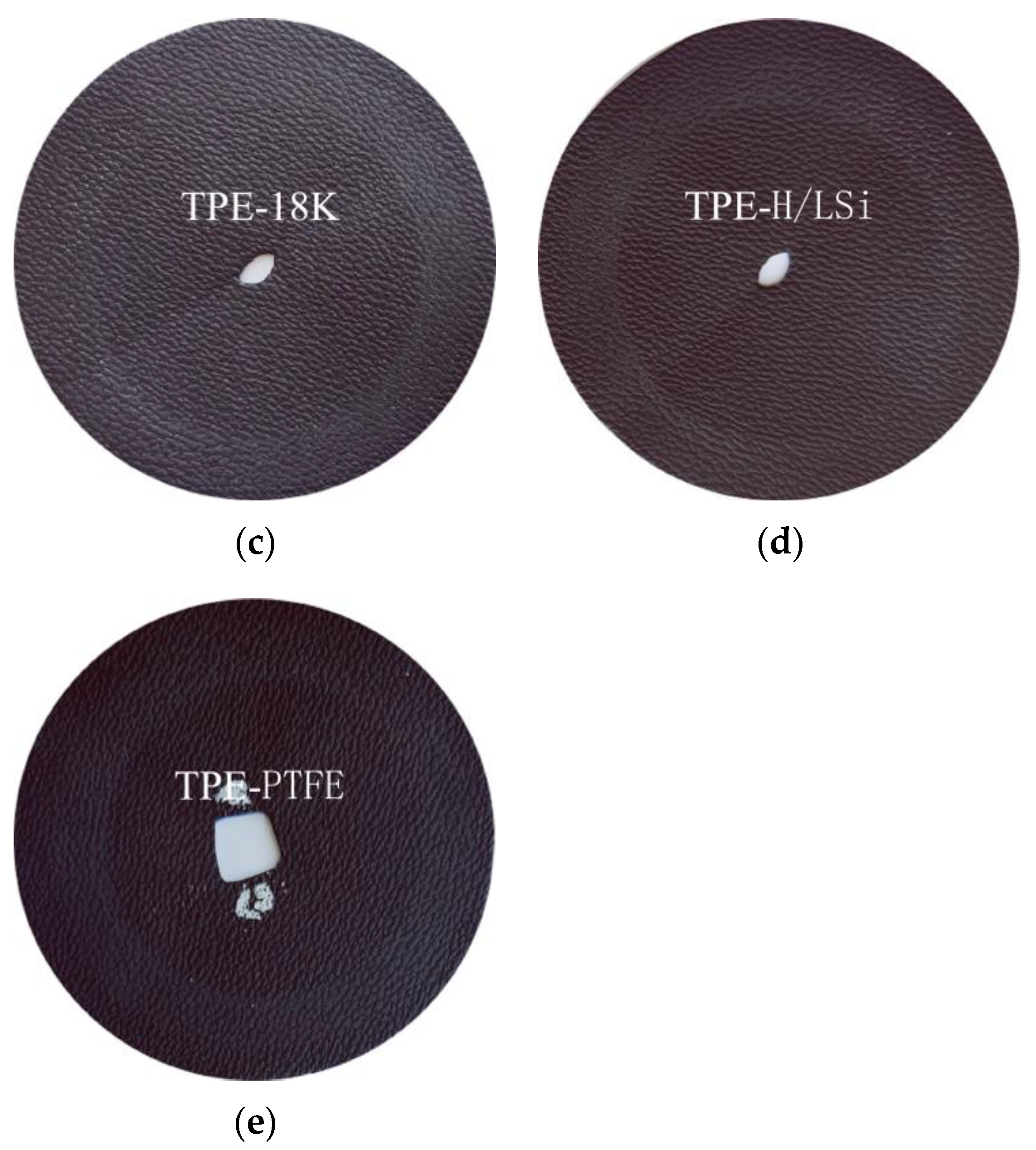
3.4. Influence of Lubricating Agents and Masterbatches on the Properties of High-Flow TPE
4. Conclusions
- (1)
- In the case of similar molecular structure and styrene content of SEBS, high flow TPE prepared by higher molecular weight within a certain range can impove the abrasion resistance (such as G1651), but TPE with the ultra-high molecular weight SEBS (such as G1633) also exhibits worse wear resistance.
- (2)
- The wear resistance of high-flow TPE prepared by medium styrene content SEBS is better.
- (3)
- The high-flow TPE made of star-shaped SEBS has the most excellent wear resistance.
- (4)
- Adding siloxane-based lubricating agents and masterbatches is beneficial to improve the wear resistance of the material, especially with the combined addition of high and low molecular weight silicone, which was pre-dispersed into POE elastomer.
- (5)
- Mechanical performance and abrasion resistance is less affected by frictional heat generation for TPE prepared by SEBS with higher heat resistance. Large distance between the ends of molecules is benefit to abrasion resistance.
- (6)
- Good compatibility between SEBS and PP is benefit to coefficient reducing and abrasion resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, C.J.; Yang, T.C.; Chen, P.T.; Huang, K.D. An Innovative Design of Regional Air Conditioning to Increase Automobile Cabin Energy Efficiency. Energies 2019, 12, 2352. [Google Scholar] [CrossRef] [Green Version]
- Soutis, C. Carbon fiber reinforced plastics in aircraft construction. Mater. Sci. Eng. A 2005, 412, 171–176. [Google Scholar] [CrossRef]
- Kristanto, D.; Leephakpreeda, T. Sensitivity analysis of energy conversion for effective energy consumption, thermal comfort, and air quality within car cabin. Energy Procedia 2017, 138, 552–557. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A.; Alcántara Llanas, P.I.; Rentería-Rodríguez, V.; Saleme, R.S.; Ramírez Aguilar, R.; Zarate Pérez, C.; Torres-Arellano, M.; Piedra, S. Innovation in Aircraft Cabin Interior Panels. Part II: Technical Assessment on Replacing Glass Fiber with Thermoplastic Polymers and Panels Fabricated Using Vacuum Forming Process. Polymers 2021, 13, 3258. [Google Scholar] [CrossRef] [PubMed]
- Tejasvi, R.; Sharma, M.; Upadhyay, K. Passive photo-catalytic destruction of air-borne VOCs in high traffic areas using TiO2-coated flexible PVC sheet. Chem. Eng. J. 2015, 262, 875–881. [Google Scholar] [CrossRef]
- Kim, J.; Kim, H.; Lim, D.; Lee, Y.-K.; Kim, J.H. Effects of Indoor Air Pollutants on Atopic Dermatitis. Int. J. Environ. Res. Public Health 2016, 13, 1220. [Google Scholar] [CrossRef]
- Shaikh, M.M.; Mohd Hanafiah, M.; Basheer, A.O. Leaching of Organic Toxic Compounds from PVC Water Pipes in Medina Al-Munawarah, Kingdom of Saudi Arabia. Processes 2019, 7, 641. [Google Scholar] [CrossRef] [Green Version]
- Csányi, G.M.; Bal, S.; Tamus, Z.Á. Dielectric Measurement Based Deducted Quantities to Track Repetitive, Short-Term Thermal Aging of Polyvinyl Chloride (PVC) Cable Insulation. Polymers 2020, 12, 2809. [Google Scholar] [CrossRef]
- Patel, S.; Kakarala, N.; Ellis, T. Development of a slush molded TPO Instrument Panel Skin. SAE Tech. Pap. Ser. 2005, 114, 588–591. Available online: https://www.doc88.com/p-3899068752164.html?r=1 (accessed on 21 May 2021).
- Vuluga, Z.; Sanporean, C.-G.; Panaitescu, D.M.; Teodorescu, G.M.; Corobea, M.C.; Nicolae, C.A.; Gabor, A.R.; Raditoiu, V. The Effect of SEBS/Halloysite Masterbatch Obtained in Different Extrusion Conditions on the Properties of Hybrid Polypropylene/Glass Fiber Composites for Auto Parts. Polymers 2021, 13, 3560. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, X.; Yang, J.; Zhang, Y. Effect of Acetylated SEBS/PP for Potential HVAC Cable Insulation. Materials 2021, 14, 1811. [Google Scholar] [CrossRef] [PubMed]
- Sengupta, P.; Noordermeer, J.W. Effects of composition and processing conditions on morphology and properties of thermoplastic elastomer blends of SEBS-PP-oil and dynamically vulcanized EPDM-PP-oil. J. Elastomers Plast. 2004, 36, 307–331. [Google Scholar] [CrossRef]
- Ning, N.; Li, S.; Wu, H.; Tian, H.; Yao, P.; Hu, G.-H.; Tian, M.; Zhang, L. Preparation, microstructure, and microstructure-properties relationship of thermoplastic vulcanizates (TPVs): A review. Prog. Polym. Sci. 2018, 79, 61–97. [Google Scholar] [CrossRef]
- Ohlsson, B.; Törnell, B. Melt miscibility in blends of polypropylene, polystyrene-block-poly (ethylene-statbutylene)-blockpolystyrene, and processing oil from meltingpoint depression. Polym. Eng. Sci. 1996, 36, 1547–1556. [Google Scholar] [CrossRef]
- Allen, N.S.; Edge, M.; Mourelatou, D.; Wilkinson, A.; Liauw, C.M.; Parellada, M.D.; Barrio, J.A.; Quiterio, R.S. Influence of ozone on styrene–ethylene–butylene–styrene (SEBS) copolymer. Polym. Degrad. Stab. 2003, 79, 297–307. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, Y.; Wang, X.; Yang, J.; Han, W. Effect of Acetylated SEBS/PP for Potential HVDC Cable Insulation. Materials 2021, 14, 1596. [Google Scholar] [CrossRef] [PubMed]
- Monti, M.; Scrivani, M.T.; Gianotti, V. Effect of SEBS and OBC on the Impact Strength of Recycled Polypropylene/Talc Composites. Recycling 2020, 5, 9. [Google Scholar] [CrossRef]
- Silva, A.N.; Tavares, M.I.B.; Politano, D.P.; Coutinho, F.M.B.; Rocha, M. Polymer Blends Based on Polyolefin Elastomer and Polypropylene. J. Appl. Polym. Sci. 1997, 66, 2005–2014. [Google Scholar] [CrossRef]
- Xu, T.; Shen, W.; Lin, X.; Xie, Y.M. Mechanical Properties of Additively Manufactured Thermoplastic Polyurethane (TPU) Material Affected by Various Processing Parameters. Polymers 2020, 12, 3010. [Google Scholar] [CrossRef]
- Rickert, R.; Klein, R.; Schönberger, F. Form-Stable Phase Change Materials Based on SEBS and Paraffin: Influence of Molecular Parameters of Styrene-b-(Ethylene-co-Butylene)-b-Styrene on Shape Stability and Retention Behavior. Materials 2020, 13, 3285. [Google Scholar] [CrossRef]
- Zhang, J.G.; Deng, J. The Effect of Maleic Anhydride Grafted Styrene-Ethylene-Butylene-Styrene on the Friction and Wear Properties of Polyamide6/Carbon Nanotube Composites. J. Macromol. Sci. Part D Rev. Polym. Process. 2011, 50, 1533–1536. [Google Scholar] [CrossRef]
- Samsudin, S.A.; Hassan, A.; Mokhtar, M.; Jamaluddin, S.M.S. Effect of SEBS on the mechanical properties and miscibility of polystyrene rich polystyrene/polypropylene blends. Prog. Rubber Plast. Recycl. Technol. 2005, 21, 261–276. [Google Scholar] [CrossRef]
- Cortes, V.; Rodriguez Betancourth, C.A.; Ortega, J.A.; Huq, H. Multidirectional Pin-on-Disk Testing Device to Evaluate the Cross-shear Effect on the Wear of Biocompatible Materials. Instruments 2019, 3, 35. [Google Scholar] [CrossRef] [Green Version]
- Bläker, C.; Heib, S.; Pasel, C.; Atakan, B.; Bathen, D. Investigation of Mechanical, Chemical and Adsorptive Properties of Novel Silicon-Based Adsorbents with Activated Carbon Structure. C 2017, 3, 27. [Google Scholar] [CrossRef] [Green Version]
- Vesel, A.; Lojen, D.; Zaplotnik, R.; Primc, G.; Mozetič, M.; Ekar, J.; Kovač, J.; Gorjanc, M.; Kurečič, M.; Stana-Kleinschek, K. Defluorination of Polytetrafluoroethylene Surface by Hydrogen Plasma. Polymers 2020, 12, 2855. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.Y.; Chen, M.Y. Research on Friction Coefficient of High Performance Fibers. China Fiber Insp. 2002, 6, 42–44. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Content of Styrene (%) | Structural Type of the Molecule | SEBS MW Description | TPE-LW | TPE-MW | TPE-HW | TPE-UHW |
|---|---|---|---|---|---|---|---|
| G1654 | 30 | Line | Low | 40 | |||
| G1650 | 31 | Line | medium | 40 | |||
| G1651 | 31 | Line | High | 40 | |||
| G1633 | 30 | Line | Ultra-high | 40 | |||
| PP-UHMFR | 20 | 20 | 20 | 20 | |||
| PP CB5290 | 10 | 10 | 10 | 10 | |||
| KP6030 | 30 | 30 | 30 | 30 | |||
| Black masterbatch | 2 | 2 | 2 | 2 | |||
| Other additives | 0.3 | 0.3 | 0.3 | 0.3 |
| Sample | Shore Hardness (A) | MFR (g/10 min) | Tensile Strength (MPa)/σ | Stress at 100% Strain (MPa) | Elongation at Break (%)/σ | Tear Strength (KN/m) |
|---|---|---|---|---|---|---|
| TPE-LW | 75 | 140 | 6.7/0.37 | 2.4 | 530/11.9 | 25.2 |
| TPE-MW | 75 | 123 | 7.9/0.27 | 2.5 | 560/12.7 | 27.4 |
| TPE-HW | 76 | 91 | 8.2/0.61 | 2.7 | 751/17.04 | 34.2 |
| TPE-UHW | 77 | 59 | 10.2/0.63 | 2.7 | 732/10.28 | 37.5 |
| Sample | Taber Abrasion | Cross Scratch | |
|---|---|---|---|
| Mass Loss (mg) | Appearance Rating | ΔE | |
| TPE-LW | 0.35 | 3.0 | 0.75 |
| TPE-MW | 0.23 | 3.5 | 0.71 |
| TPE-HW | 0.08 | 4.5 | 0.61 |
| TPE-UHW | 0.10 | 4.0 | 0.60 |
| Sample | Content of Styrene (%) | Structural Type of the Molecule | SEBS MW Description | TPE-Ms/Hw | TPE-Hs/Hw | TPE-Hs/Lw |
|---|---|---|---|---|---|---|
| G1651 | 31 | Line | High | 40 | ||
| G1535 | 51 | Line | High | 42 | ||
| YH-511 | 51 | Line | Low | 40 | ||
| PP-UHMFR | 20 | 20 | 20 | |||
| PP CB5290 | 10 | 8 | 10 | |||
| KP6030 | 30 | 30 | 30 | |||
| Black masterbatch | 2 | 2 | 2 | |||
| Other additives | 0.3 | 0.3 | 0.3 |
| Sample | Shore Hardness (A) | MFR (g/10 min) | Tensile Strength (MPa)/σ | Stress at 100% Strain (MPa) | Elongation at Break (%)/σ | Tear Strength (KN/m) |
|---|---|---|---|---|---|---|
| TPE-Ms/Hw | 76 | 91 | 8.2/0.61 | 2.7 | 751/17.04 | 34.2 |
| TPE-Hs/Hw | 76 | 125 | 5.6/0.22 | 2.8 | 504/13.08 | 27.4 |
| TPE-Hs/Lw | 76 | 125 | 5.7/0.28 | 2.7 | 489/11.9 | 27.2 |
| Sample | Taber Abrasion | Cross Scratch | |
|---|---|---|---|
| Mass Loss (mg) | Appearance Rating | ΔE | |
| TPE-Ms/Hw | 0.04 | 4.5 | 0.61 |
| TPE-Hs/Hw | 0.32 | 3.5 | 0.58 |
| TPE-Hs/Lw | 0.26 | 3.5 | 0.57 |
| Sample | Shore Hardness (A) | MFR (g/10 min) | Tensile Strength (MPa)/σ | Stress at 100% Strain (MPa) | Elongation at Break (%)/σ | Tear Strength (KN/m) |
|---|---|---|---|---|---|---|
| TPE-HWL | 76 | 91 | 8.2/0.61 | 2.7 | 751/17.04 | 34.2 |
| TPE-HWS | 78 | 56 | 4.6/0.20 | 2.8 | 650/17.2 | 30.2 |
| TPE-LWS | 76 | 106 | 5.6/0.27 | 2.7 | 512/14.64 | 28.4 |
| Sample | Content of Styrene (%) | Structural Type of the Molecule | SEBS MW Description | TPE-HWL | TPE-HWS | TPE-LWS |
|---|---|---|---|---|---|---|
| G1651 | 31 | Line | High | 40 | ||
| YH-604T | 33 | Star | Ultra-high | 40 | ||
| YH-602T | 35 | Star | High | 40 | ||
| PP-UHMFR | 20 | 20 | 20 | |||
| PP CB5290 | 10 | 10 | 10 | |||
| KP6030 | 30 | 30 | 30 | |||
| Black masterbatch | 2 | 2 | 2 | |||
| Other additives | 0.3 | 0.3 | 0.3 |
| Sample | Taber Abrasion | Cross Scratch | |
|---|---|---|---|
| Mass Loss (mg) | Appearance Rating | ΔE | |
| TPE-HWL | 0.04 | 4.5 | 0.61 |
| TPE-HWS | 0.06 | 4.0 | 0.55 |
| TPE-LWS | 0.31 | 5.0 | 0.56 |
| SEBS G1651 | PP-UHMFR | PP CB5290 | KP6030 | Black Masterbatch | Lubricating Agents and Masterbatches | Other Additives |
|---|---|---|---|---|---|---|
| 40 | 20 | 10 | 30 | 2 | 2 | 0.3 |
| Sample | TPE-HG650 | TPE-SR100B | TPE-18K | TPE-H/LSi | TPE-PTFE |
|---|---|---|---|---|---|
| Silicone masterbatch HG-650 | 2 | \ | \ | \ | \ |
| Silicone masterbatch SR-100B | \ | 2 | \ | \ | \ |
| Lithium dodecyl stearate 18K | \ | \ | 2 | \ | \ |
| M-H/LSi | \ | \ | \ | 2 | \ |
| PTFE JTC-308 | \ | \ | \ | \ | 2 |
| Sample | Taber Abrasion | Cross Scratch | |
|---|---|---|---|
| Mass Loss/mg | Appearance Rating | ΔE | |
| TPE-no slip | 0.04 | 4.5 | 0.61 |
| TPE-HG650 | 0.03 | 6.0 | 0.32 |
| TPE-SR100B | 0.02 | 8.0 | 0.21 |
| TPE-18K | 0.03 | 6.0 | 0.25 |
| TPE-(H/LSi) | 0.03 | 8.0 | 0.23 |
| TPE-PTFE | 0.03 | 6.0 | 0.21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Qiu, J.; Han, L.; Ma, X.; Chen, W. Mechanism and Influence Factors of Abrasion Resistance of High-Flow Grade SEBS/PP Blended Thermoplastic Elastomer. Polymers 2022, 14, 1795. https://doi.org/10.3390/polym14091795
Liu S, Qiu J, Han L, Ma X, Chen W. Mechanism and Influence Factors of Abrasion Resistance of High-Flow Grade SEBS/PP Blended Thermoplastic Elastomer. Polymers. 2022; 14(9):1795. https://doi.org/10.3390/polym14091795
Chicago/Turabian StyleLiu, Shuwen, Jun Qiu, Lili Han, Xueyan Ma, and Wenquan Chen. 2022. "Mechanism and Influence Factors of Abrasion Resistance of High-Flow Grade SEBS/PP Blended Thermoplastic Elastomer" Polymers 14, no. 9: 1795. https://doi.org/10.3390/polym14091795
APA StyleLiu, S., Qiu, J., Han, L., Ma, X., & Chen, W. (2022). Mechanism and Influence Factors of Abrasion Resistance of High-Flow Grade SEBS/PP Blended Thermoplastic Elastomer. Polymers, 14(9), 1795. https://doi.org/10.3390/polym14091795