

A Study on High and Low Temperature Rheological Properties and Oil Corrosion Resistance of Epoxy Resin/SBS Composite Modified Bitumen
Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Materials
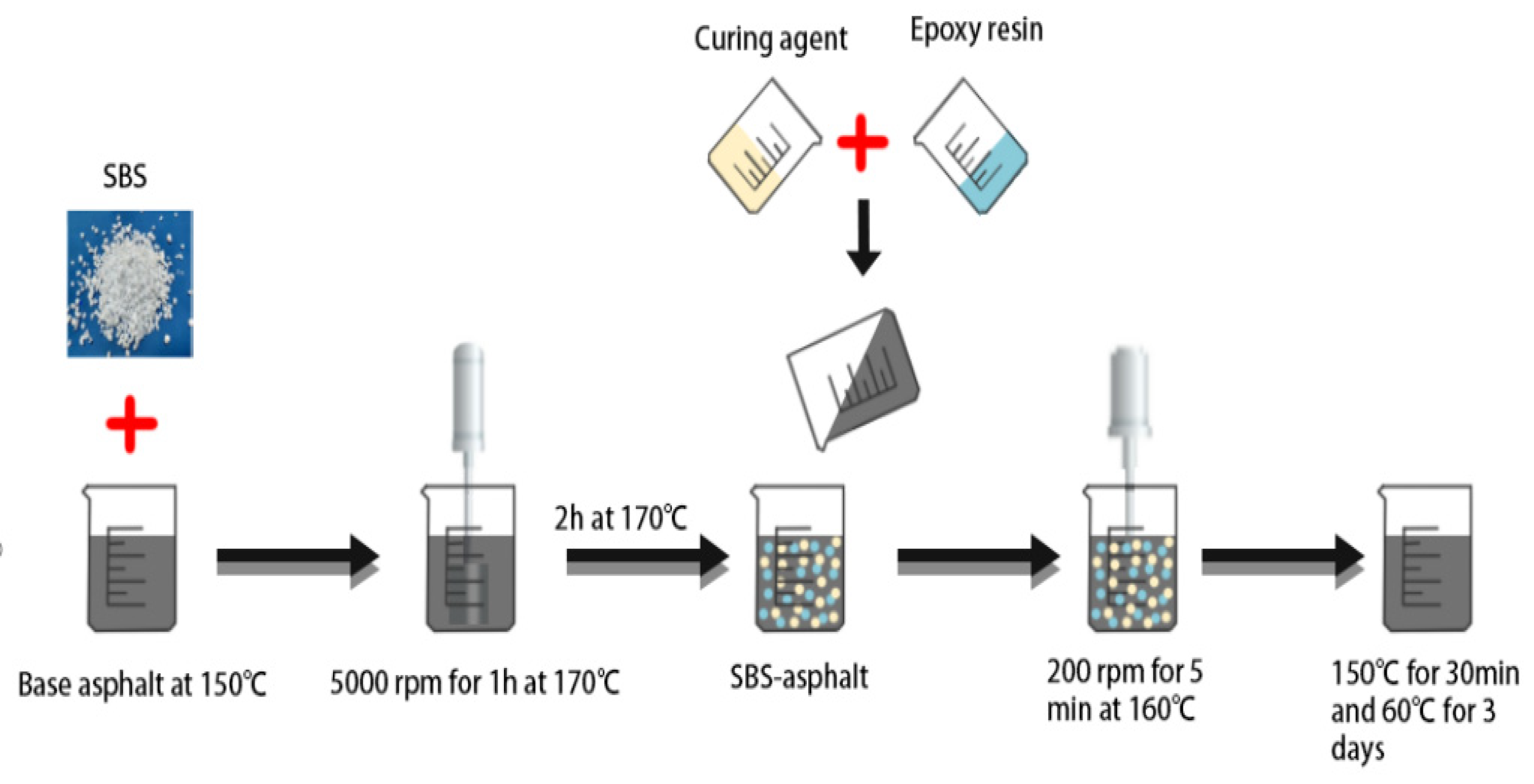
2.2. Preparation of Epoxy Resin/SBS Composite Modified Asphalt
2.3. Test Methods
2.3.1. Basic Index Test of Composite Modified Asphalt Based on the Uniform Design Method
2.3.2. Determining the Optimal Composite Content of Composite Modified Asphalt
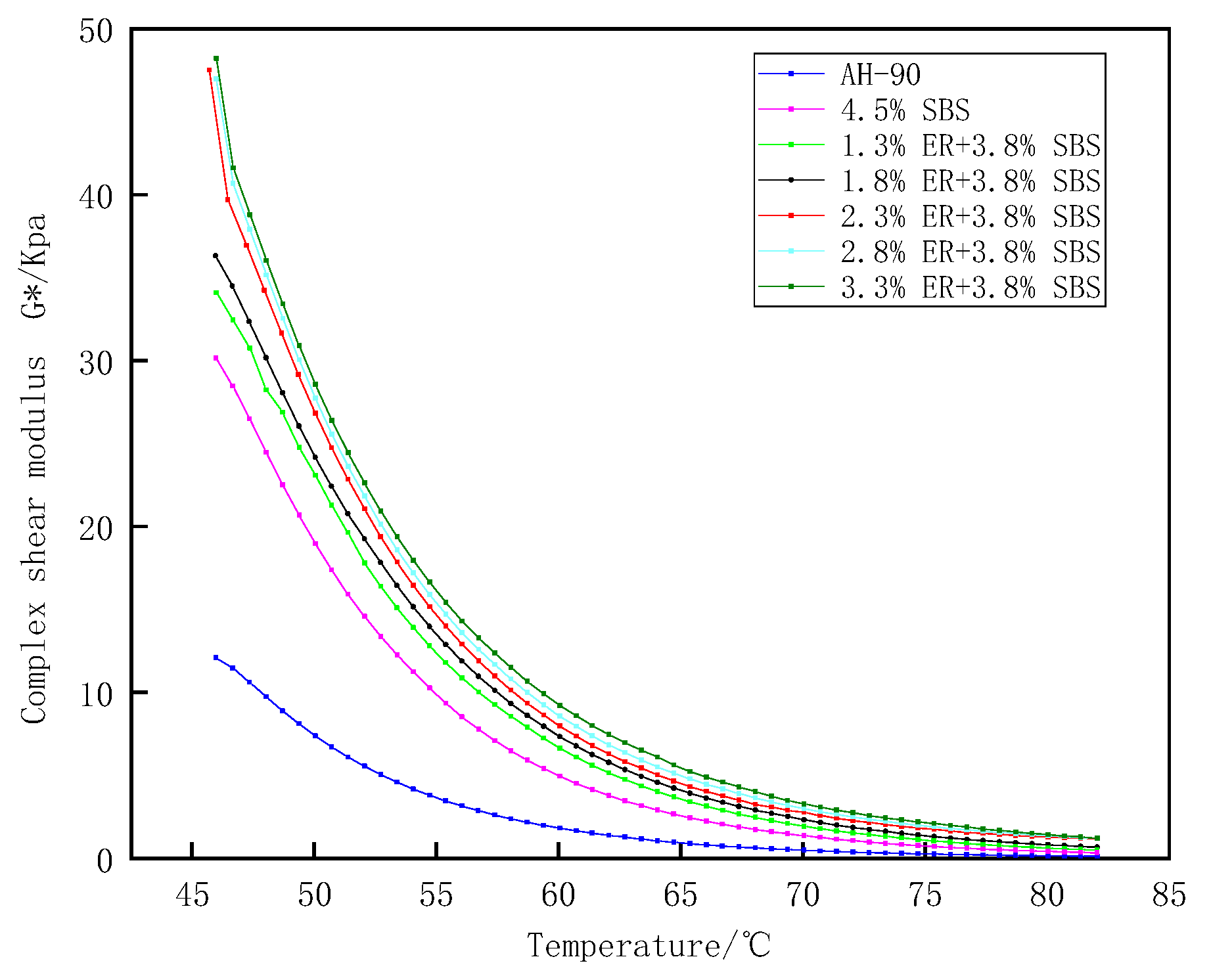
2.3.3. Temperature Sweep Test
2.3.4. Multiple Stress Creep Test
2.3.5. BBR Test
2.3.6. Fluorescence Microscopic Test
3. Results and Discussion
3.1. Combined Design of Composite Modified Asphalt Content Based on the Uniform Experimental Method
3.2. Analysis of Basic Physical Properties of Epoxy Resin/SBS Composite Modified Asphalt
3.3. Optimal Dosage Range Solution
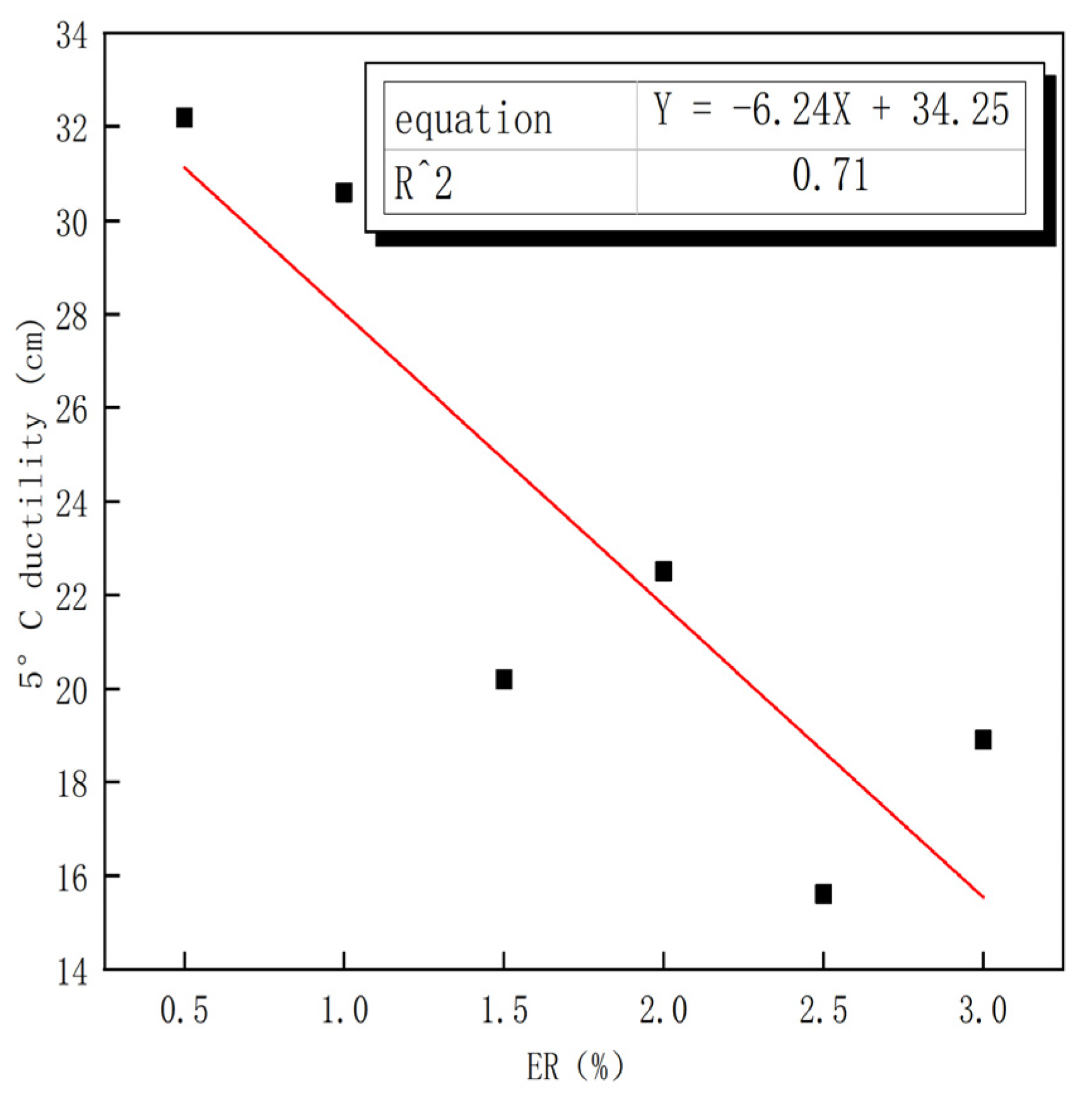
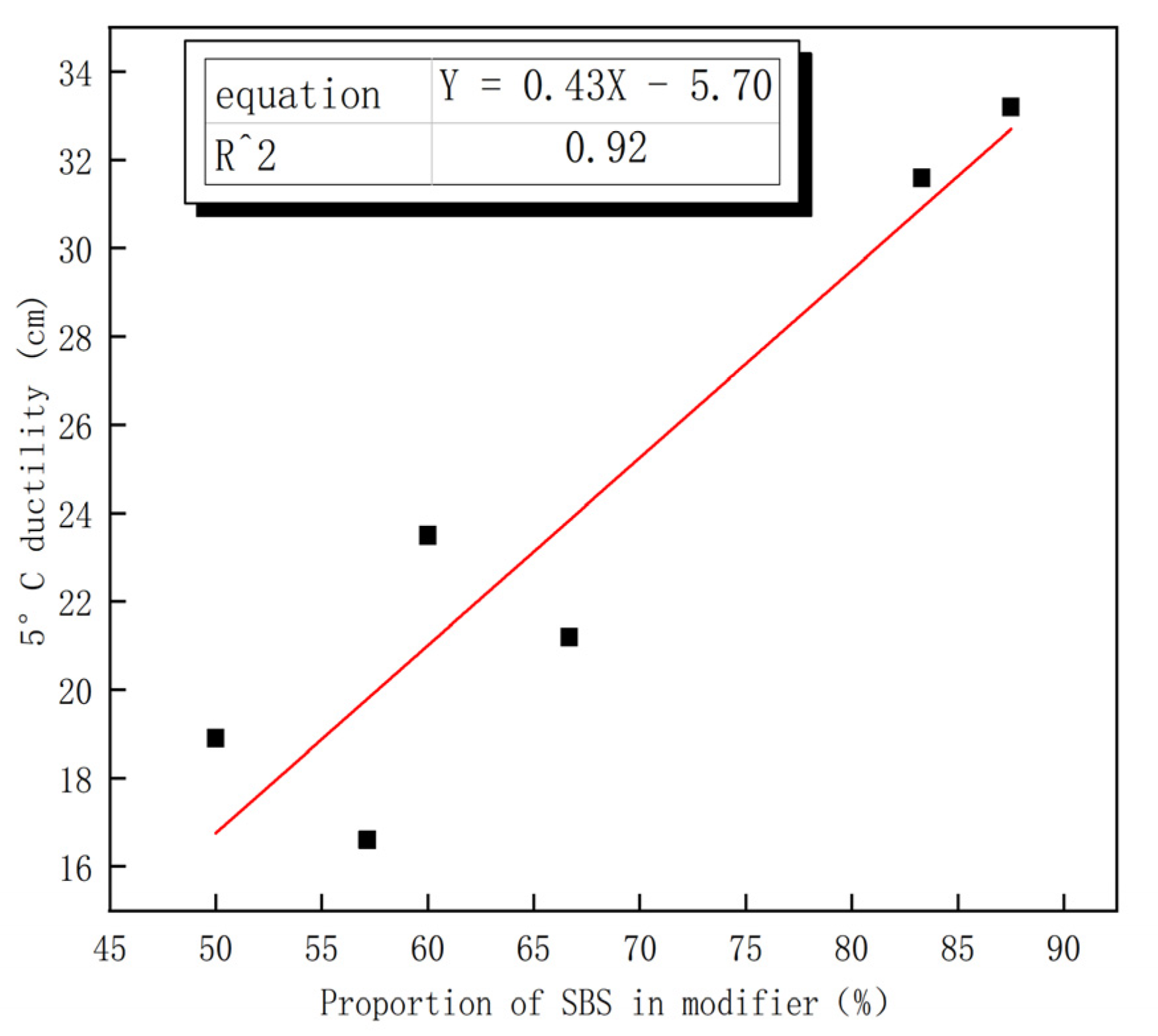
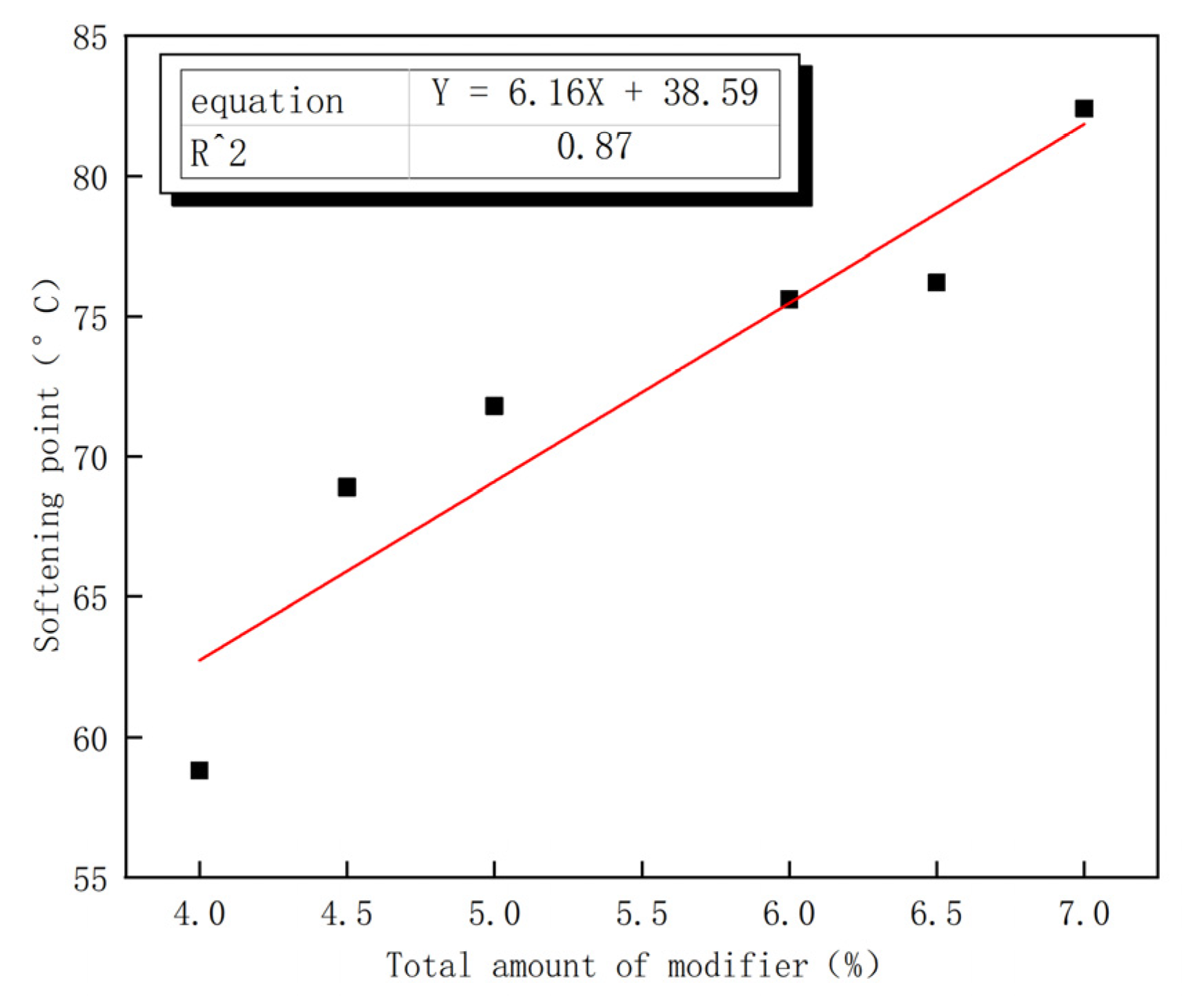
3.3.1. Determination of the Regression Model
3.3.2. Optimal Dosage Performance Testing
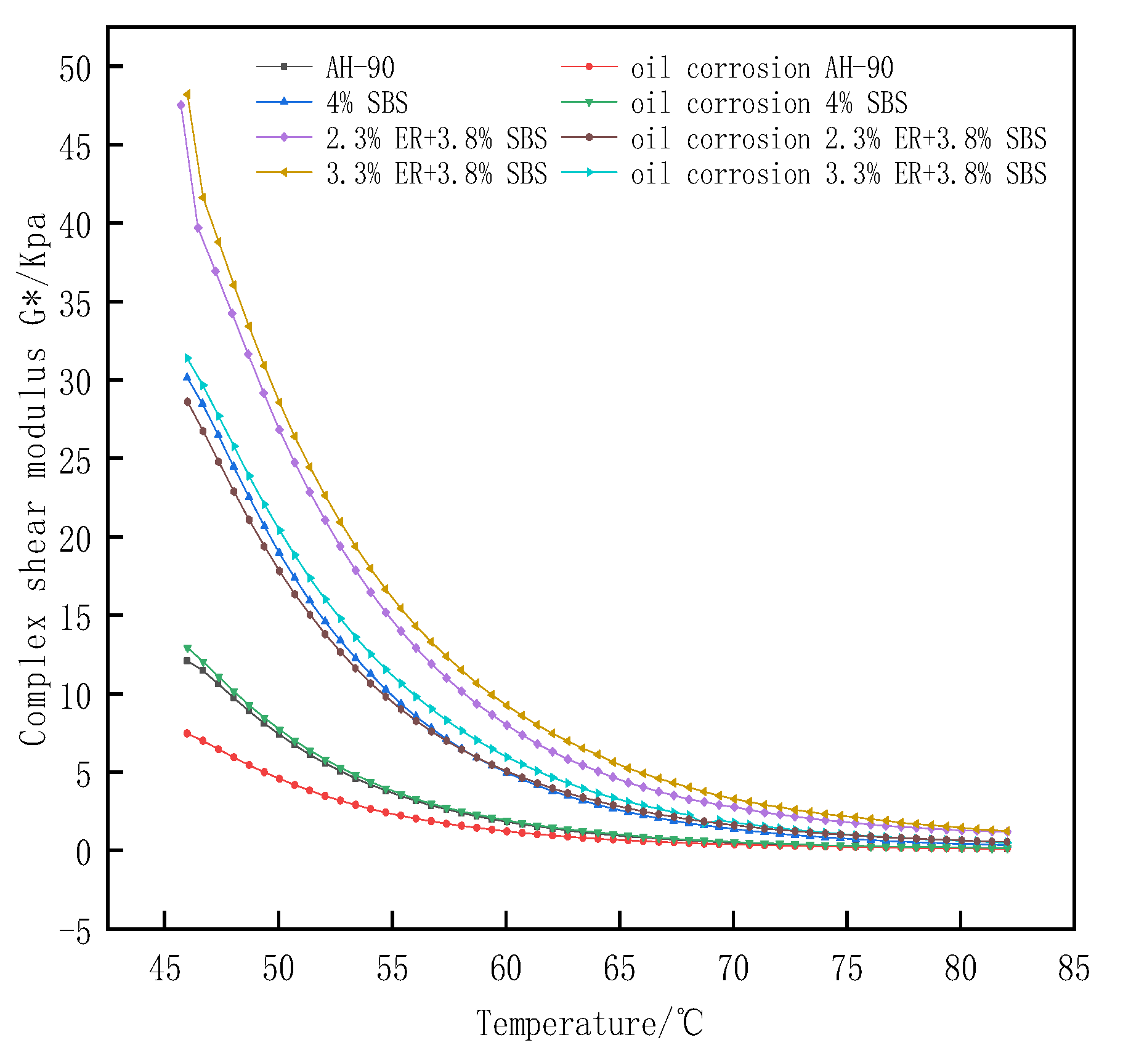
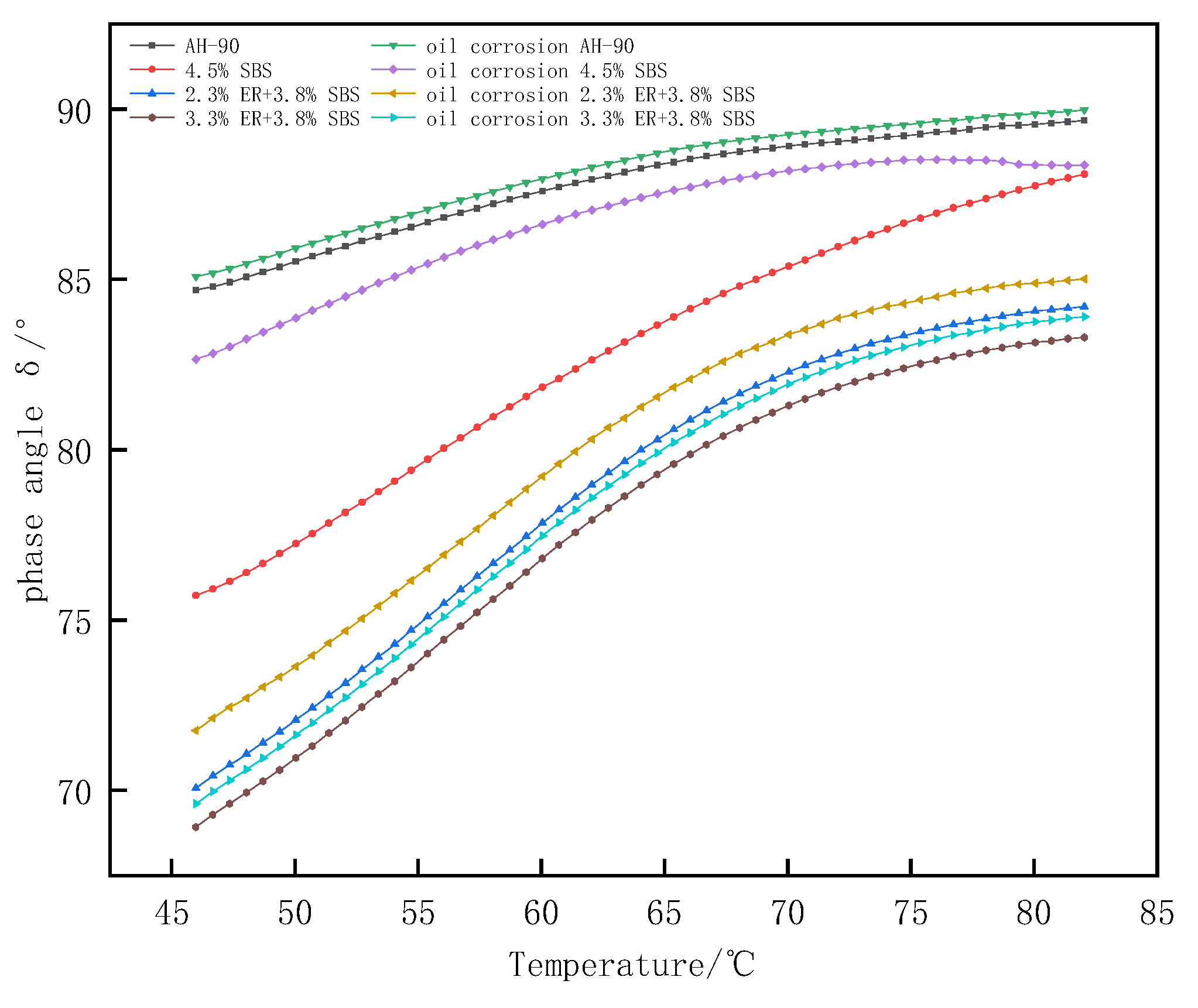
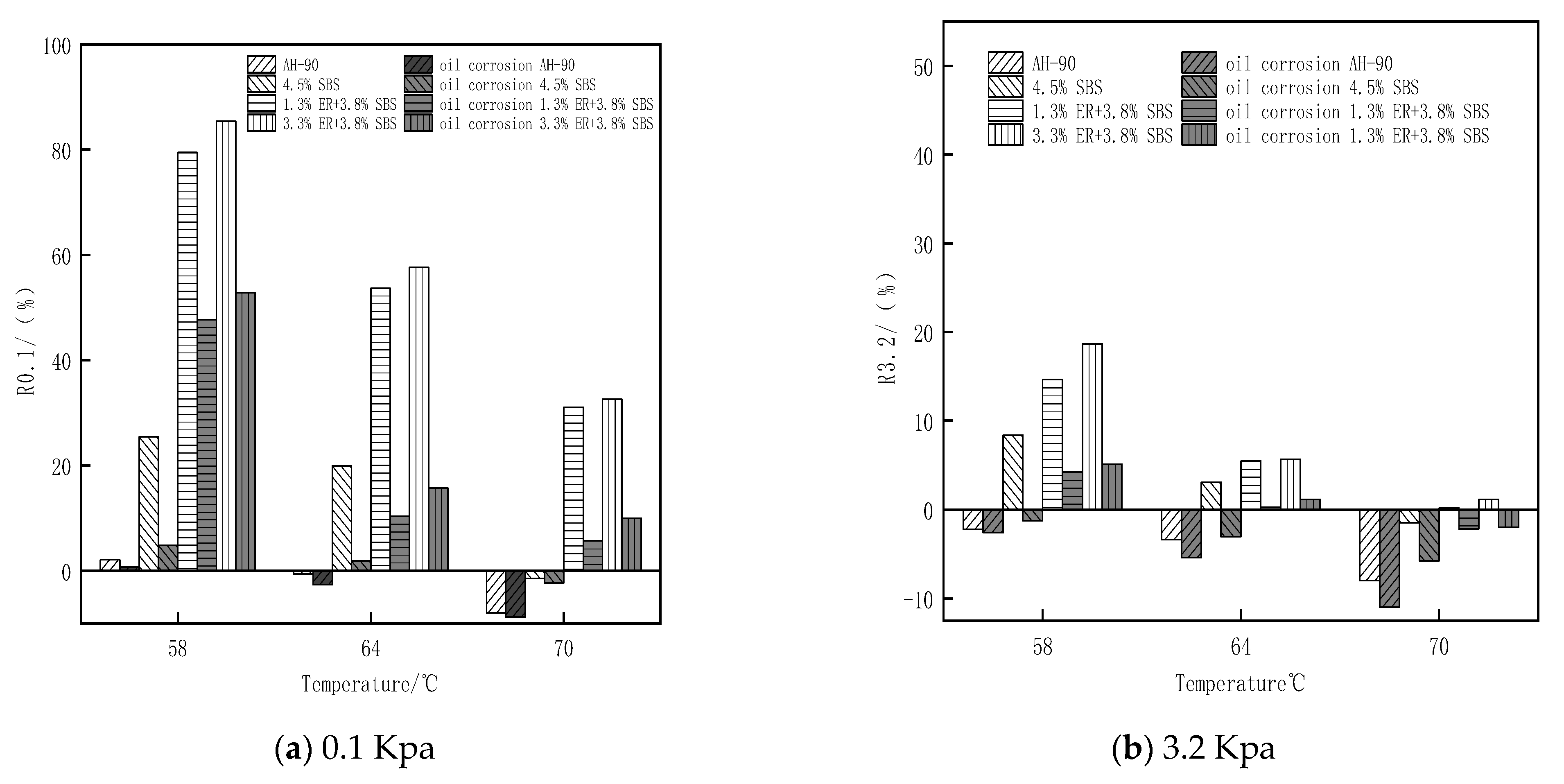
3.4. Effect of Oil Corrosion on Rheological Properties of Epoxy/SBS Composite Modified Bitumen
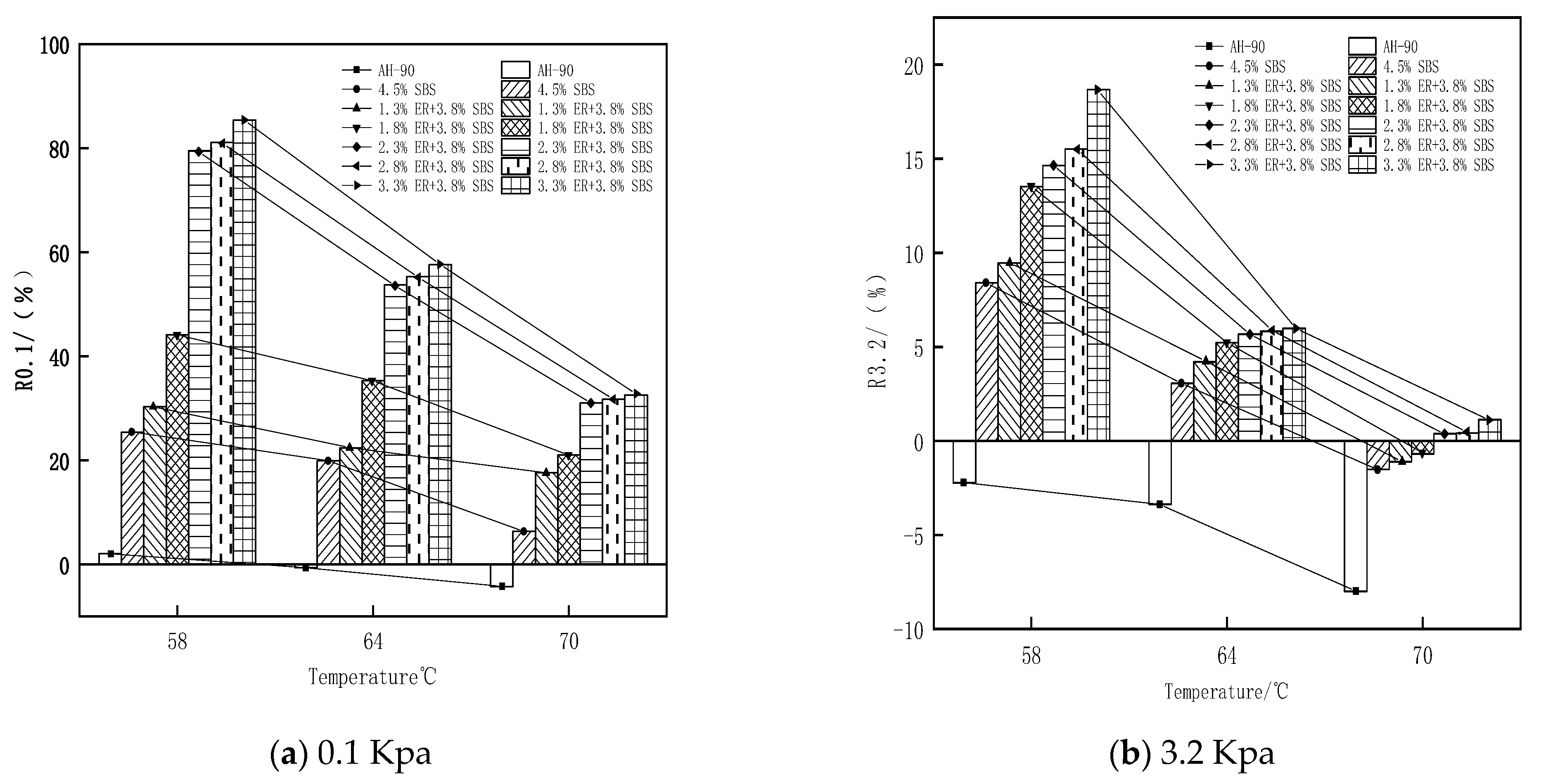
3.5. Analysis of Multiple Stress Creep Test Results
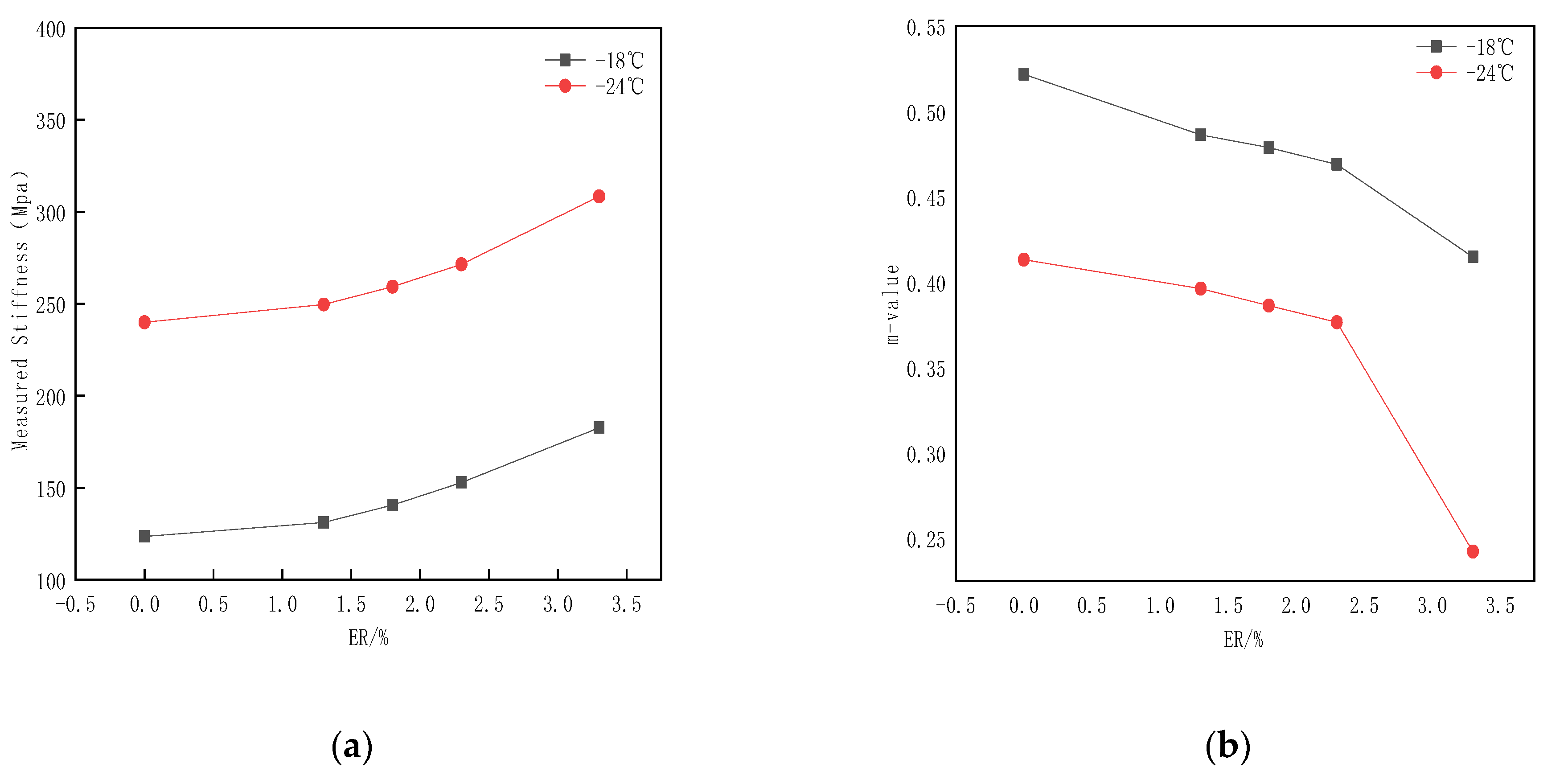
3.6. Low Temperature Cracking Performance of Epoxy Resin/SBS Composite Modified Asphalt
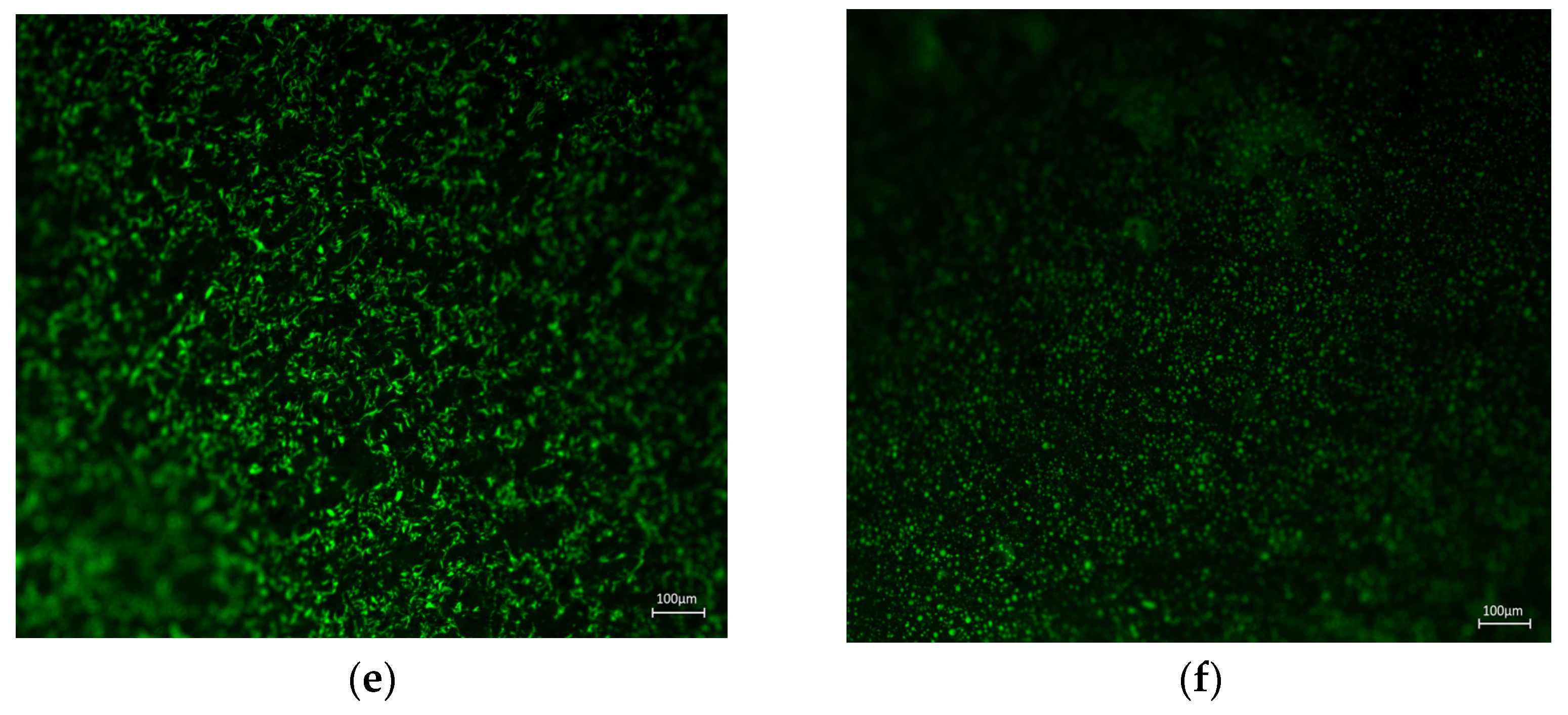
3.7. Fluorescence Microscopic Analysis
4. Conclusions
- (1)
- Through balancing improvement and cost, the optimal dosage ratio of ER/SBS composite modified asphalt is 2.3%/3.8%.
- (2)
- The results of the DSR temperature sweep test show that with the increase of ER content, the G* of SBS modified asphalt increases, the δ decreases, the G* of modified asphalt decreases, and the δ increases after oil corrosion. Moreover, the reduction rate of composite modified asphalt G* after oil corrosion is less than that of SBS modified asphalt, indicating that the incorporation of ER reduces the temperature sensitivity of SBS modified asphalt, enhances the resistance to deformation at high temperatures, and improves the resistance of asphalt to fuel corrosion damage.
- (3)
- The results of the MSCR tests showed that the incorporation of ER can improve the elastic recovery ability of the SBS modified asphalt, while the R (Jnr) value of modified asphalt decreased (increased) after oil corrosion. This indicates that diesel can weaken the elastic recovery ability of asphalt. The performance improvement effect is most significant at the ER content of 2.3%, while the R value reduction rate and Jnr value increase rate are the smallest following the damage to the modified asphalt oil corrosion, and the ability to resist diesel corrosion is the strongest.
- (4)
- The results of low-temperature cracking performance tests show that ER incorporation has a negative impact on the low-temperature performance of SBS modified asphalt. In particular, when the ER content does not exceed 2.3%, the low-temperature performance of asphalt decreases slowly, while for ER content greater than 2.3%, the low-temperature performance of asphalt deteriorates significantly. The creep rate m is less than 0.3 and the S value is greater than 300, which does not meet the specification requirements.
- (5)
- The microscopic morphology of the three types of asphalt reveals that the SBS modifiers are loosely distributed in the asphalt. With the incorporation of ER, the phase separation in ER/SBS composite modified asphalt destroys the original dispersion state of SBS particles in asphalt, and the modifiers are densely and uniformly distributed in the matrix asphalt. After the oil corrosion, the three asphalt types showed different degrees of damage, among which the matrix asphalt exhibited the most serious damage, followed by SBS modified asphalt. ER/SBS composite modified bitumen had the smallest degree of damage, indicating that it could effectively resist oil corrosion damage.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fischer, H.R.; Cernescu, A. Relation of chemical composition to asphalt microstructur-Details and properties of micro-structures in bitumen as seen by thermal and friction force microscopy and by scanning near-filed optical microscopy. Fuel 2015, 153, 628–633. [Google Scholar] [CrossRef]
- Norambuena-Contreras, J.; Garcia, A. Self-healing of asphalt mixture by microwave andinduction heating. Mater. Des. 2016, 106, 404–414. [Google Scholar] [CrossRef]
- Cao, X.F.; Li, H.; Li, S.Q.; Zhang, G.M. Research on the long-term Impact of Diesel Leak on Asphalt Concrete Pavement. Highway 2016, 61, 194–198. [Google Scholar]
- Li, H.; Li, S.Q. The Reasearch on Asphalt Oil Corrosion Mechanism. Highw. Eng. 2016, 41, 229–231. [Google Scholar]
- Li, Q.; Li, K.; Zhao, K.; Sun, G.X.; Luo, S. Fuel oil corrosion resistance of asphalt mixtures. Constr. Build. Mater. 2019, 220, 10–20. [Google Scholar] [CrossRef]
- Xu, J. Research on Oil Corrosion for TLA Modified Asphalt and Its Mixture Master Thesis. Master’s Thesis, Changsha University of Science and Technology, Changsha, China, 2008. [Google Scholar]
- Du, X.B.; Liu, S.H.; Zhang, H.C.; Liu, W.C.; Lin, H.W. A test method to evaluate the fuel oil corrosion resistance of asphalt binders. Constr. Build. Mater. 2021, 292, 123416. [Google Scholar] [CrossRef]
- Li, Q.; Ma, X.; Li, K.; Zhao, K. Experiment on Anti-fuel Oil Corrosion Performance of Stone Mastic Asphalt Mixtures. J. Build. Mater. 2020, 23, 664–670. [Google Scholar]
- Gao, X.; Pang, L.; Xu, S.; Lv, Y.; Zou, Y.X. The Effect of Silicone Resin on the Fuel Oil Corrosion Resistance of Asphalt Mixture. Sustainability 2022, 14, 14053. [Google Scholar] [CrossRef]
- Liu, D.; Chu, S.; Huang, J.; Li, D.; Zhao, B. Study on Influence of Resin and Boric Acid on Performance of Environment-friendly Silicon Steel Coating. Hot Work. Technol. 2016, 45, 149–153. [Google Scholar]
- Jin, F.L.; Li, X.; Park, S.J. Synthesis and application of epoxy resins: A. review. J. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Xiang, Q.; Xiao, F.P. Applications of epoxy materials in pavement engineering. Constr. Build. Mater. 2020, 235, 117529. [Google Scholar] [CrossRef]
- Yu, J.Y.; Cong, P.L.; Wu, S.P. Laboratory Investigation of the Properties of Asphalt Modified with epoxy resin. J. Appl. Polym. Sci. 2009, 113, 3557–3563. [Google Scholar] [CrossRef]
- Cong, P.L.; Luo, W.H.; Xu, P.J.; Zhang, Y.H. Chemical and physical properties of hot mixing epoxy asphalt binders. Constr. Build. Mater. 2019, 198, 1–9. [Google Scholar] [CrossRef]
- Cong, P.L.; Chen, S.F.; Yu, J.Y. Investigation of the Properties of Epoxy Resin-Modified Asphalt Mixtures for Application to Orthotropic Bridge Decks. J. Appl. Polym. Sci. 2011, 121, 2310–2316. [Google Scholar] [CrossRef]
- Yu, X.; Dong, F.Q.; Ding, G.Y.; Liu, S.J.; Shen, S.H. Rheological and microstructural properties of foamed epoxy asphalt. Constr. Build. Mater. 2016, 114, 215–222. [Google Scholar] [CrossRef]
- Min, Z.H.; Wang, Q.C.; Xie, Y.X.; Xie, J.Q.; Zhang, B. Influence of polyethylene glycol (PEG) chain on the performance of epoxy asphalt binder and mixture. Constr. Build. Mater. 2021, 272, 12164. [Google Scholar] [CrossRef]
- Ignatenko, V.Y.; Kostyuk, A.V.; Kostina, J.V.; Bakhtin, D.S.; Makarova, V.V.; Antonov, S.V.; Ilyin, S.O. Heavy crude oil asphaltenes as a nanofiller for epoxy resin. Polym. Eng. Sci. 2020, 60, 1530–1545. [Google Scholar] [CrossRef]
- Xiao, F.P.; Ma, D.H.; Wang, J.Y.; Cai, D.G.; Lou, L.W.; Yuan, J. Impacts of high modulus agent and anti-rutting agent on performances of airfield asphalt pavement. Constr. Build. Mater. 2019, 204, 1–9. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, J.; Jiang, Y.J.; Li, C.X.; Xi, Z.H.; Cai, J.; Xie, H.F. Investigation of secondary phase separation and mechanical properties of epoxy SBS-modified asphalts. Constr. Build. Mater. 2018, 165, 163–172. [Google Scholar] [CrossRef]
- Xu, P.J.; Zhu, Z.; Wang, Y.D.; Cong, P.L.; Li, D.G.; Hui, J.Z.; Ye, M. Phase structure characterization and compatibilization mechanism of epoxy asphalt modified by thermoplastic elastomer (SBS). Constr. Build. Mater. 2022, 320, 126262. [Google Scholar] [CrossRef]
- Zhang, F.L.; Zhang, L.; Muhammad, Y.; Cai, Z.Y.; Guo, X.X.; Guo, Y.W.; Huang, K. Study on preparation and properties of new thermosetting epoxy asphalt. Constr. Build. Mater. 2021, 311, 125307. [Google Scholar] [CrossRef]
- JTG E20-2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. Ministry of Transport: Beijing, China, 2011.
- Rochlani, M.; Leischner, S.; Wareham, D.; Caro, S.; Falla, G.C.; Wellner, F. Investigating the performance-related properties of crumb rubber modified bitumen using rheology-based tests. Int. J. Pavement. Eng. 2022, 23, 877–887. [Google Scholar] [CrossRef]
- Li, R.; Bahadori, A.; Xin, J.N.; Zhang, K.; Muhunthan, B.; Zhang, J.W. Characteristics of bioepoxy based on waste cooking oil and lignin and its effects on asphalt binder. Constr. Build. Mater. 2020, 251, 118926. [Google Scholar] [CrossRef]
- Wang, M.; Li, R.; Wen, Y.; Pei, J.Z.; Xing, X.Y.; Chen, Z.X. Rheologicaland aging behaviors of liquid rubber modified asphalt binders. Constr. Build. Mater. 2019, 227, 116719. [Google Scholar] [CrossRef]
- Kang, Y.; Song, M.Y.; Pu, L.; Liu, T.F. Rheological behaviors of epoxy asphalt binder in comparison of base asphalt binder and SBS modified asphalt binder. Constr. Build. Mater. 2015, 76, 343–350. [Google Scholar] [CrossRef]
- Cubuk, M.; Guru, M.; Cubuk, M.K. Improvement of bitumen performance with epoxy resin. Fuel 2009, 88, 1324–1328. [Google Scholar] [CrossRef]
- Huang, W.D.; FU, X.K.; Li, Y.W.; Liu, S.P. Evaluation of Low Temperature Performance and Correlation Analysis on Low Temperature Indexes of SBS Modified Asphalts. J. Build. Mater. 2017, 20, 456–463. [Google Scholar]
- Wang, X.C.; Zhu, F.S.; Wang, Y.F. Experimental Investigation on Performance of Styrene-But-adiene-Styrene(SBS) Modified Asphalt. J. Northeast. Univ. 2004, 25, 1191–1194. [Google Scholar]
- Yao, H.R.; Cao, Y.D.; Zhou, X.L.; Wang, J.A.; Wang, Q. Improvement on the high-temperature performance and fuel resistance of SBS modified asphalt by hybridizing with polyamide resin. Constr. Build. Mater. 2021, 309, 124987. [Google Scholar] [CrossRef]
- Wang, S.C.; Ji, W.; Zhang, C.; Dong, Y.M. Research on graphene composite modified rubber asphalt with oil corrosion resistance. Highway 2021, 66, 362–367. [Google Scholar]
- Cuadri, A.A.; Delgado-Sanchez, C.; Navarro, F.J.; Partal, P. Short- and Long-Term Epoxy Modification of Bitumen: Modification Kinetics, Rheological Properties, and Microstructure. Polymers 2020, 12, 508. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Polacco, G.; Filippi, S.; Merusi, F.; Stastna, G. A review of the fundamentals of polymer modified asphalts: Asphalt/polymer interactions and principles of compatibility. Adv. Colloid. Interface Sci. 2015, 224, 72–112. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Su, W.F.; Liu, Y.; Gong, J.; Xi, Z.H.; Zhang, J.S.; Wang, Q.J.; Xie, H.F. Lab-oratory investigation on the microstructure and performance of SBS modified epoxy asphalt binder. Constr. Build. Mater. 2021, 270, 121378. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tested Variable | Technical Requirements |
|---|---|
| Penetration degree (100 g, 5 s, 25 °C)/(0.1 mm) | 80~100 |
| Softening point/°C | ≥45 |
| Ductility (50 mm/min, 5 °C)/cm | ≥25 |
| Solubility (%) | ≥99.9 |
| Dynamic viscosity 60 °C (Pa·s) | ≥160 |
| Tested Variable | Technical Requirements |
|---|---|
| Tensile strength/(Mpa) | ≥24 |
| Hardness shore/(A) | ≥85 |
| MFR (g/10 min) | 0.1~5.0 |
| 25% toluene solution viscosity/(Mpa·s) | 850~1850 |
| Tested Variable | Technical Requirements |
|---|---|
| Epoxy/(g/eg) | 210~240 |
| Softening point/°C | 12~20 |
| Hydrolysable chlorine/(wt%) | ≤0.3 |
| Volatile/(wt%) | ≤0.6 |
| Level | Factor | |
|---|---|---|
| X1-Epoxy Resin Content (%) | X2-SBS Content (%) | |
| 1 | 0.5 | 2.5 |
| 2 | 1 | 3 |
| 3 | 1.5 | 3.5 |
| 4 | 2 | 4 |
| 5 | 2.5 | 4.5 |
| 6 | 3 | 5 |
| Serial Number | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| 1 | 1 | 2 | 3 | 6 |
| 2 | 2 | 4 | 6 | 5 |
| 3 | 3 | 6 | 2 | 4 |
| 4 | 4 | 1 | 5 | 3 |
| 5 | 5 | 3 | 1 | 2 |
| 6 | 6 | 5 | 4 | 1 |
| Number of Factors | Column Number | D | |||
|---|---|---|---|---|---|
| 2 | 1 | 3 | — | — | 0.1875 |
| 3 | 1 | 2 | 3 | — | 0.2656 |
| 4 | 1 | 2 | 3 | 4 | 0.2990 |
| Dosage Combination | X1—Epoxy Resin Content (%) | X2—SBS Content (%) |
|---|---|---|
| 1 | 0.5 | 3.5 |
| 2 | 1 | 5.0 |
| 3 | 1.5 | 3.0 |
| 4 | 2 | 4.5 |
| 5 | 2.5 | 2.5 |
| 6 | 3 | 4.0 |
| Variable | 1 | 2 | 3 | 4 | 5 | 6 | SBS Modified Asphalt Index |
|---|---|---|---|---|---|---|---|
| Penetration (25 °C)/0.1 mm | 64.7 | 58.8 | 55.3 | 51.5 | 42.5 | 29.7 | 40~60 |
| 5 °C ductility (cm) | 32.2 | 30.6 | 20.2 | 22.5 | 15.6 | 18.9 | ≥20 |
| Softening point/°C | 59.8 | 75.6 | 68.9 | 76.2 | 71.8 | 82.4 | ≥60.0 |
| 135 °C Brookfield viscosity (Pa·s) | 0.73 | 1.62 | 1.02 | 3.32 | 2.36 | 3.74 | ≤3 |
| Index | Specification |
|---|---|
| Penetration degree (25 °C)/0.1 mm | 40–60 |
| Softening point/°C | ≥60.0 |
| 135 °C Brookfield viscosity /(Pa·s) | ≤3 |
| 5 °C ductility (cm) | ≥20 |
| Project | Predicted Value | Title 3 | Error |
|---|---|---|---|
| Penetration degree (25 °C)/0.1 mm | 43.0 | 44.6 | 3.7% |
| Ductility (5 °C) | 20.5 | 22.7 | 10.7% |
| Softening point/°C | 74.7 | 76.2 | 2% |
| 135 °C rotational viscosity/(Pa·s) | 2.88 | 2.83 | 1.7% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, Z.; Xu, W. A Study on High and Low Temperature Rheological Properties and Oil Corrosion Resistance of Epoxy Resin/SBS Composite Modified Bitumen. Polymers 2023, 15, 104. https://doi.org/10.3390/polym15010104
Xue Z, Xu W. A Study on High and Low Temperature Rheological Properties and Oil Corrosion Resistance of Epoxy Resin/SBS Composite Modified Bitumen. Polymers. 2023; 15(1):104. https://doi.org/10.3390/polym15010104
Chicago/Turabian StyleXue, Zhuo, and Wenyuan Xu. 2023. "A Study on High and Low Temperature Rheological Properties and Oil Corrosion Resistance of Epoxy Resin/SBS Composite Modified Bitumen" Polymers 15, no. 1: 104. https://doi.org/10.3390/polym15010104