Abstract
Driven by various environmental and economic factors, it is emerging to adopt an efficient and sustainable strategy to recycle carbon fibers (rCFs) from carbon fiber-reinforced polymer (CFRP) wastes and reuse them in high-value applications. This review summarized the latest progress of CFRP waste recycling methods (including mechanical, chemical, and thermal methods), discussed their advantages and disadvantages, influence parameters and possible environmental effects, and their potential effects on the mechanical and surface chemical properties of rCFs. In addition, the latest optimization schemes of leading recycling technologies were detailed. According to the literature, CFs are the key points in the structural support of semiconductor-based recyclable photocatalytic systems and the enhancement of performance, which means that rCFs have high reuse potential in sustainable photocatalysis. Therefore, this paper also emphasized the possibility and potential value of reusing recovered fibers for developing recyclable photocatalytic products, which may be a new way of reuse in environmental purification often ignored by researchers and decision-makers in the field of CFs.
1. Introduction
In industrial applications, carbon fiber reinforced polymers (CFRPs) are composite materials formed using carbon fibers (CFs) in different forms as reinforcement and resins, ceramics, metals, cement, carbonaceous, polymers, or rubber as the matrix [1]. Compared to conventional materials, CFRPs have significant mechanical, thermophysical, and thermal ablation properties, including high strength ratio, high stiffness, lightweight, excellent wear resistance, corrosion resistance, durability, and thermal ablation resistance [2]. For example, the tensile strength of CF-reinforced resins could usually be higher than 3500 MPa, 7–9 times that of steel, and reach a tensile modulus of 230–430 GPa, much higher than steel and aluminum alloys. In addition, the specific strength of CFRPs could reach over 2000 MPa/cm3 compared to 59 MPa/cm3 for A3 steel. As a result, CFRPs have been the leading contenders in various high-value and high-performance applications, from aerospace to ground transportation to sporting goods and medical applications [3,4,5].
In recent years, CFRPs have expanded into more mass-oriented market segments, including the sports industry [6]. Mechanical properties such as strength, toughness, and elasticity are important aspects of sports equipment to meet market demand [7,8]. CFRPs (such as CF-reinforced epoxy resins, plastics, rubber, and vinyl polymers) are widely used in the manufacture of sporting goods, such as fishing rods, golf equipment, rackets, snowboards, speed skates, and racing cars, replacing traditional metal components to improve the properties of sports equipment [9]. In sports medicine, CFRPs have also been used to develop and manufacture medical devices such as X-rays, limb prostheses, and wheelchairs since the late 1970s, taking advantage of their excellent radioactivity, light transmission, and mechanical properties. In addition, CFs possess the necessary properties of biomaterials, such as good flexibility, biocompatibility, long-term stability in vivo, and easy integration with conventional biomaterials. As a result, CF-reinforced tendons, spinal fixators, and other medical devices containing CFs are now widely used in clinical applications [10,11]. Figure 1 presents a variety of sporting goods and sports medical devices obtained from CFRPs.
Figure 1.
Various sports goods and sports medical devices obtained from CFRPs.
According to statistics, the global demand for CFs and CFRPs in various applications is expected to be 117 and 194 kilotonnes in 2022 [1,12]. Meanwhile, the CFRP market is expanding significantly, with market growth of approximately USD 48.7 billion [13]. A direct consequence is the massive accumulation of associated waste, mainly generated from the manufacturing process (approximately 30–40 wt% of the total material) and end-of-life products [14,15]. Dry carbon fibers are a common CF waste in the manufacturing phase (approx. 40% of total CF waste), mainly from offcuts, bobbin ends, and sometimes selvage [16,17]. However, as they are not yet embedded in any polymer matrix, they have similar properties to unmodified/virgin carbon fibers (vCFs) [16,18,19]. They will not be discussed in detail in this work. In addition to dry carbon fibers, another common waste material are CFRPs. Global CFRP waste is expected to reach 20 kilotonnes per year by 2025 [14]. Among them, retired commercial aircraft are expected to produce more than 17,000 tons of CFRP waste, which is expected to increase since the aerospace industry has expanded the applications of CFRPs. Recycling end-of-life CFRP waste from aircraft (such as Airbus A350 and Boeing 787 Dreamliner) will be a critical challenge for the renewable energy sector in the future. For example, Airbus’ targets include recycling 95% of CFRP manufacturing process wastes through the recycling channel, and recycling 5% of the waste products back to the aerospace sector. To support the development of the recycled carbon fiber (rCF) market, technology demonstrators (e.g., rCF seatback demonstrators for aircraft seatbacks) have determined the feasibility of the CFRP recycling from retired aircraft and manufacturing rCFs-based composite material for aerospace applications [20].
The environmental, economic, and policy requirements are prompting researchers to explore various routes for recycling CFRP and dry CF wastes [21,22,23,24,25]. Figure 2 shows the main recycling strategies for CFRP and dry CF wastes. To date, incineration and landfills have been the main methods of disposing of CFRP wastes. However, these routes are not feasible, especially as they release large amounts of pollutants into the environment and lose all high-value resources [26,27,28]. Life cycle assessment analyses show that the production of vCFs is also expensive and energy-intensive, with a serious negative impact on the environment [29]. The cost and benefit analysis indicates that obtaining rCFs is much cheaper than vCFs, which is considered one of the main advantages of recycling CFRP wastes. The economic evaluation should consider various cost factors involved in the recycling chain, such as waste collection, labor, transportation, pretreatment, recycling, and remanufacturing. Regardless of the method of recovery of energy and materials from waste processing, compared with other recycling methods, incineration or landfill have the lowest operating costs. Among the different recycling methods for CFRP wastes, the mechanical method is the cheapest, while the supercritical water or pyrolysis methods have a higher operation cost. In addition, researchers have found that the energy demand of the microwave-assisted pyrolysis method is one-third of that of the traditional pyrolysis method; thus, the operation cost is significantly reduced [16].
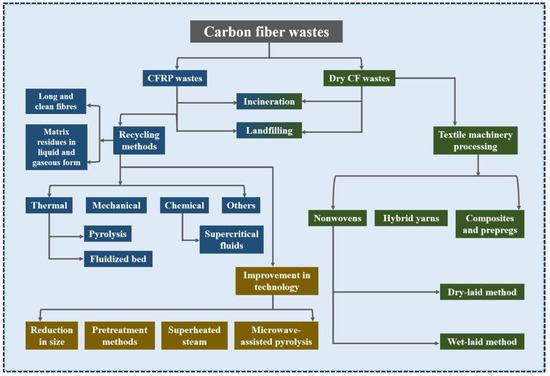
Figure 2.
The main recycling management strategies for CFRP wastes and dry CF wastes, Data source: [1,16].
The adequate recycling of CFRPs, including the recycling of polymer matrices and rCFs, could bring some major challenges. Firstly, the recycled process is complicated. For thermoset polymer matrix composites (represent around 80% of the CFRP market) [30], due to covalent intermolecular chemically cross-linked polymer chains, thermoset matrixes have superior stability, mechanical properties, and fiber-matrix adhesion, which cannot be melted, remolded and recycled [31,32,33,34]. Secondly, CFs are the most expensive part of CFRPs, so how can the polymer be stripped to recycle the embedded rCFs? A variety of recycling techniques have been developed, such as the mechanical recycling method, chemical recycling method, and thermal recycling method [1,35,36,37,38,39]. The investigations regarding the main recycling methods in recent years are enlisted in Table 1.

Table 1.
Investigations dealing with the main recycling methods.
Although the mechanical recycling method is cost-effective and can be applied on an industrial scale, rCFs have weaker mechanical (low strength) and physical properties (size reduction). Therefore this technology is not suitable for high-load structural applications [54]. However, chemical recycling methods can produce rCFs with clean and smooth surfaces and retain the mechanical properties of vCFs. However, it is difficult to promote commercially due to the high cost of solvents and equipment, the harsh conditions, and the numerous hazardous gases and waste streams generated [21]. To recycle CFRPs more efficiently, thermal recycling methods such as pyrolysis, steam, and fluidized bed methods are commonly employed [48,55,56]. This field relies on chemicals in the supercritical phase to dissolve the polymer matrix, and the tensile strength of rCFs can reach 80–95% of vCFs. However, the coke as-formed during the heat treatment tends to deposit on the surfaces of the rCFs [57].
The real transformation of rCFs (including dry carbon fibers) into a high-value resource is likely to be important research for the future development of CFs and CFRPs. Therefore, it is necessary to develop sustainable recycling systems. Developing reuse strategies for rCFs is part of ongoing research, such as spinning into yarns, manufacturing nonwovens and non-crimp prepreg fabrics using combined rCFs and vCFs, and new composite materials [16,58]. Interestingly, the comprehensive performance advantages of rCFs make them have innovative reuse values in photocatalysis. For example, the excellent adsorption properties are conducive to adsorbing molecules. On the other hand, excellent electrical conductivity is conducive to charge transport; high porosity facilitates the flow of water or gas; the high flexibility, excellent mechanical properties, and ease of recycling indicate that these materials are stable, flexible, and recyclable [59,60,61]. Therefore, rCFs can act as carriers and fabricate photocatalytic materials with easy separation by fixing semiconductor nanoparticles on their surfaces. This reuse strategy of rCFs can overcome the limitation that the powder photocatalyst is not easy to recycle, increasing the potential for large-scale application in the photocatalytic degradation of pollutants. However, it is still a new exploration idea, and no relevant research report has been found.
In summary, rCFs are derived from two main sources: (1) dry carbon fiber wastes with similar properties to vCFs, and (2) recycled CFRP wastes. However, people still have a limited understanding of the reuse of rCFs (an important link in the CF waste treatment chain) and the value-added products obtained, but few investigations can be found. Notably, in environmental protection and life cycle assessment, the fabrication of some new photocatalytic materials leaves research space for the reuse strategies of rCFs. Therefore, this work mainly focuses on some important developments in CFRP waste treatment and puts forward new views on the reuse pathways of rCFs. Firstly, the recent advances in different recycling methods of CFRP wastes were reviewed comprehensively, including their advantages and disadvantages, influence parameters, and possible environmental influences. Secondly, some of the latest optimization strategies in recycling methods were summarised, which can provide a more comprehensive understanding of the CFRP recycling industry. Finally, this work provides an innovative review of recent reports on the use of CF materials to fabricate photocatalytic products for the degradation of pollutants in the environment, opening up new possibilities for developing the reuse of rCFs and value-added products for rCFs. This reuse strategy of rCFs is rarely noticed and unreported. Therefore, this work aims to fill this research gap.
2. Methods of Recycling rCFs from CFRPs
Over the last decade, several studies have been reported on CFRP waste recycling techniques, including mechanical, chemical, and thermal recycling methods (as shown in Figure 2 and Table 1). In the long term, efficient and sustainable solutions can minimize the environmental (global warming potential, GWP) and economic impacts of CF waste accumulation (Figure 3) and create new high-value-added products [16,62,63]. The recycling of CFRPs depends largely on whether their matrix type is thermoplastic or thermosetting [64]. The former can be used to manufacture new products by remelting and reshaping [64,65]. The latter focuses on releasing embedded rCFs by depolymerizing the matrix into a complex mixture of gaseous, liquid, and solid chemicals using a new process technology [19,64,65]. This section will summarise these contents and the aspects, such as the mechanical properties of rCFs obtained from various recycling methods. This will provide some insight into finding a suitable recycling process.
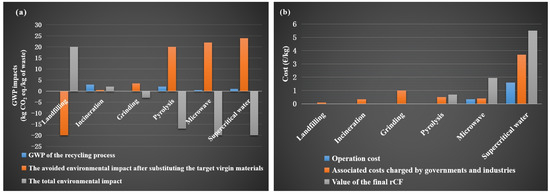
Figure 3.
Comparison of (a) environmental and (b) economic impacts of various waste management and recovery methods, Data source: [16].
2.1. Machining Recycling Method
Mechanical recycling techniques usually use multi-shaft shredders and cutters, which primarily cut, chop, shatter and grind composite parts into small pieces, followed by sieving to extract powder and fiber materials. Papaspyrides et al. [36] studied the feasibility of recycling rCFs from thermosetting composites to produce new composite materials and found some positive results. The rCFs with acceptable quality and quantity could be obtained from CF/epoxy resin by a quick and simple grinding process, which could be reused in new-generation thermoplastic composites. The tensile tests showed that these new materials performed well compared to the samples using vCFs. Thomas et al. [66] mechanically recycled the CF powder with a length of 1.25 mm from composite laminates and added it to the resin (20 wt%). The results showed that the compressive strength, flexural strength, and modulus of elasticity could be enhanced by 20%, 30%, and 30%, respectively. Colucci et al. [67] filled polyamide 66 (PA66) with short rCFs to produce a new thermoplastic composite and then mechanically recycled it, including pelletizing, remelting, and re-injection molding. It was found that although the length of the rCFs was short, the effect on the mechanical properties of the re-manufactured parts was negligible.
Unlike landfills and incineration, mechanical recycling methods can produce other raw materials. They are usually fast in processing, easy to expand, and do not produce CO or CO2 and other waste gases. Still, they need to consume a lot of energy in the recycling process (e.g., approximately 200 MJ/kg of electrical energy) [68,69]. Another challenge of mechanical recycling methods is the production of rCFs with resin residues on their surfaces and considerable loss of mechanical properties, including shortened lengths and uneven surface properties, which reduces their reusability in new CFRP products. Such rCFs are mainly used in low-value applications, such as fillers for construction materials (concrete, asphalt, or coatings) [19]. However, they have no potential market for development, thus leading to a significant loss of economic value. Applications and research in this area have rarely been developed as mechanical recycling methods are considered an uneconomic downward cycle. Currently, institutions related to applying mechanical recycling include Procotex Fibre Processing (Belgium) and the University of Manchester (UK) [1]. In a word, all composite materials can be recycled through mechanical recycling technology. However, it is not easy to obtain rCFs that can match the performance of vCFs.
2.2. Chemical Recycling Method
Developing chemical recycling methods has already motivated some researchers to produce rCFs with essentially unchanged mechanical and physical properties [44,51,69,70]. Different types of reactive solvents can decompose the polymer matrix into soluble low molecular weight products, the end products of which will be fibers, inorganic fillers, and dissolved depolymerized resins and monomers. To increase the specific surface area in contact with the solution and promote matrix dissolution, the CFRPs are first mechanically crushed. The derived rCFs are washed at the end of the recycling process to remove residues from their surfaces [1,71], resulting in the rCFs with longer lengths and preserved mechanical properties. However, the hazards and toxicity of chemical solvents could have adverse effects on the environment [1,17].
Many studies have used subcritical or supercritical solvents to reduce these environmental issues to replace these chemicals at different temperatures and pressures, such as water, alcohol, ammonia, and organic solvents. The chemical recycling method of supercritical fluids is also known as solvent decomposition. Supercritical fluids have unique physical properties, including low viscosity, high density, good flow, mass transfer, heat transfer, and special solubility parameters [45,69,72]. In addition, they could be sensitive to changes in temperature and pressure. Removal of resin by solvent decomposition involves several steps [44]: (1) solvent diffusion; (2) reaction of the fluid with the fiber surface; (3) matrix dissolves into the fluid, and (4) mass transfer by convection. This chemical recycling method allows rapid and selective decomposition of CFRPs to obtain clean rCFs without significantly losing their mechanical properties. However, the operating conditions for this technology are harsh and costly. In addition, the theoretical research on supercritical fluid technology is not in-depth, so it has not been commercialized.
The chemical recycling method’s important parameters include solvent type, reaction time, processing temperature, and catalyst concentration. The processing efficiency of water and alcohols has been widely studied in different fluids. Due to the decrease in the dielectric constant of water molecules under supercritical conditions, water can be used as a non-polar solvent for dissolving organic compounds [45]. The critical point conditions for alcohols (200–300 °C, 2.0–6.0 MPa) are lower than those for water (374 °C, 22.1 MPa). Therefore, it is easier to recycle the process using alcohol. Piñero-Hernanz et al. [43] applied chemical recycling methods to recycle rCFs from CF-reinforced epoxy resins using various supercritical alcohols. Compared to vCFs, the rCFs with no matrix residues on their surfaces retained 85–99% mechanical strength. However, considering the cost-efficiency and environmental impact, water was mainly chosen as the fluid. Kim et al. [45] used supercritical water to remove 99.5% of the resin without a catalyst. The rCFs obtained were blended with cyclic butyl terephthalate (CBT) to fabricate new thermoplastic composites. Okajima et al. [46] decomposed CFRP wastes using supercritical water and potassium carbonate as a catalyst at a temperature of 400 °C, a pressure of 20 MPa, and a reaction time of 45 min. The rCFs obtained retained 85% of their mechanical strength. Khalil et al. [73] studied 17 supercritical fluids used to decompose thermoset resins. They found that a supercritical mixture of solvent and water could be more efficient in recycling rCFs. Henry et al. [74] showed that a water/ethanol mixture (50/50 vol.%) could obtain cleaner rCFs and higher resin removal efficiency. This enhanced efficiency appeared because the faster decomposition rate reduces the contact time between the resin and CFs, reducing the formation of residues on the surfaces of the rCFs. In addition, Henry and Kim reported that shortening the treatment time could make the surface of rCFs cleaner. They also found that after 120 min of treatment with supercritical water, the resin could be completely removed, and rCFs with a cleaner surface could be obtained [45,74].
Introducing acidic or basic compounds, catalysts, and oxygen to the chemical recycling system could accelerate and improve the removal efficiency of the resin effectively. Liu et al. [44] investigated the decomposition process of CFRPs using water as the reaction medium. The results showed that adding 1 M of sulphuric acid solution accelerated the degradation of the epoxy resin. The rCFs obtained were clean with no cracks or defects, and the average tensile strength was 98.2% of vCFs. Bai et al. [47] used chemical recycling by introducing oxygen into supercritical water. The results showed that the rCFs had comparable strength to vCFs when the epoxy resin decomposition rate was 94–97 wt%. Liu and colleagues also demonstrated that using supercritical fluid water and adding phenol and KOH to the system could improve the dissolution rate of epoxy resin with a removal rate greater than 95%. The recovery of rCFs could reach 95.2% and 100% at 315 °C and 325 °C for recycling for 30 min, respectively, with mechanical and surface properties comparable to those of vCFs [44]. Wang et al. [25] used acetic acid and AlCl3 as catalysts at 180 °C to recycle rCFs from cured epoxy composites, with a tensile strength of 97% of vCFs. Das et al. [48] mixed acetic acid and hydrogen peroxide to form peroxyacetic acid as an oxidation method to decompose CFRPs and obtained rCFs with a clean surface and similar tensile strength to vCFs. In addition, this method does not require high temperatures and pressure, reducing the environmental impact.
2.3. Thermal Recycling Method
2.3.1. Pyrolysis Method
The basic principle of thermal recycling is to use high temperatures to degrade the polymer matrix and leave a fibrous residue. During pyrolysis, CFRPs decompose after thermal treatment (400–1000 °C) in an oxygen-free atmosphere and produce gases with different molecular weights (e.g., H2, CH4, and CO2), oils (e.g., benzene, toluene, ethylbenzene, and phenols) and solids (CFs and fillers) [75,76]. The simplified process of pyrolysis technology is detailed in Figure 4. Jiang and Rudd et al. [77,78] oxidized the epoxy resin matrix to gaseous products, light aliphatic, and aromatic hydrocarbons at 550 °C, obtaining rCFs that retained 80% of the vCFs. The main advantages of pyrolysis are (1) the energy consumed for recycling rCFs is only 5–10% of that for producing vCFs [17]; (2) rCFs can retain at least 50–75% of mechanical properties, and 90–95% after optimization; and (3) it is possible to implement it on a commercial scale, reaching the industrial scale.
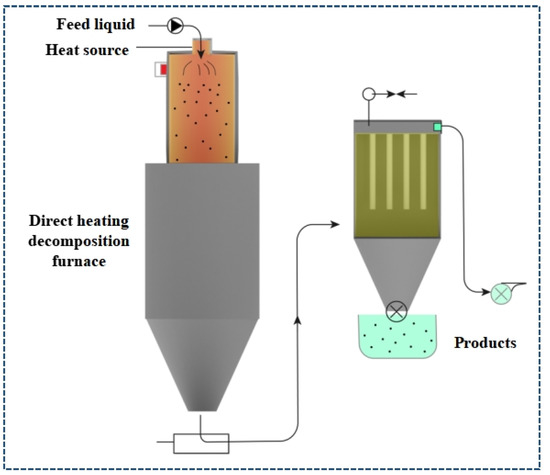
Figure 4.
The simplified process diagram of pyrolysis technology.
The surface chemistry and mechanical properties of rCFs are highly influenced by the temperature of the thermal recycling process. Too low a temperature results in inadequate substrate degradation, forming an amorphous carbon layer deposited on the rCFs. An auxiliary oxidation process can remove this solid carbon pollution, but toxic waste gas will be discharged. Recently, Curti SpA (Italy) introduced an innovative static bed intermittent pilot reactor [79,80], transforming it into a two-step process: combining pyrolysis and auxiliary oxidation at 500–550 °C. This technology combines the main advantages of both components, saving the energy cost of crushing the feed waste while recovering materials and rCFs can retain up to 95% of their original tensile strength [81]. In addition, too high a temperature helps to reduce the formation of the carbon layer but reduces the fiber thickness. Both cases will cause a significant loss of mechanical properties of the rCFs. However, a new view on such carbon layers was presented by Mazzocchetti et al. [57], who found that the presence of carbon layers could protect the surface of rCFs. The results showed that vCFs were more easily damaged than rCFs in the oxidation process. The reason is that the carbon layer increased the diameter of rCFs to 10% larger than that of vCFs. It could prevent the reaction between oxygen and available carbon atoms in the fiber structure as a protective layer and reduce fibers’ excessive degradation [16,57].
Selecting an appropriate process temperature, oxygen concentration, and reaction time can retain the mechanical properties of rCFs to the maximum extent, which could be adjusted depending on the proportion of gas introduced into the reactor. Nahil and Williams applied different temperatures of 350 °C, 400 °C, 450 °C, 500 °C, and 700 °C during the pyrolysis of braided CF-reinforced polyphenyl oxazine resin (40–45%) and carried out a post-oxidation process at 500 °C and 700 °C, respectively [49]. The results revealed that the pyrolysis and post-oxidation temperatures of 500 °C could maintain the best mechanical properties of rCFs (93% tensile strength and 96% Young’s modulus). In addition, they found that increasing the post-oxidation temperature (500 °C to 700 °C) could shorten the time for removing the carbon layer (2 h to 15 min). However, this also reduced the mechanical properties of rCFs, similar to the findings of Meyer et al. [82]. Yang et al. [50] investigated the effects of oxygen concentration, reaction time, and temperature on the surface and mechanical properties of rCFs. They pyrolyzed 4,4-diaminodiphenylmethane cured epoxy resin under different gas mixtures (100% N2, 5% O2–95% N2, 10% O2–90% N2, and 100% air), temperatures (550 °C, 600 °C, and 650 °C), and reaction times (15–60 min). The results showed that increasing these parameters could lead to mass loss of rCFs. The main factors influencing this process were the oxygen content and temperature. They increased the oxygen concentration from 5% to 10% and found that the tensile strength of the rCFs decreased rapidly, increasing to 20%, while their tensile modulus decreased. The severe loss of quality and mechanical properties was attributed to the further oxidation of the rCFs after removing the carbon layer. Finally, it was proved that the reaction time of 45 min in the presence of 5% oxygen was the best pyrolysis condition, where the rCFs showed 80% tensile strength retention [16,50]. In summary, the appropriate oxygen content should be considered in the pyrolysis process: it can oxidize the deposited coke and retain its mechanical strength.
2.3.2. Fluidized Bed Method
The fluidized bed process involves chopping the CFRP wastes into a size range of 6–25 mm via a mechanical process and feeding it into a bed of silica sand (size approx. 0.85 mm). The polymer matrix is then separated from the embedded fibers using a gas flow (0.4–1.0 m/s) having a high temperature (400–650 °C) [1]. Compared to other similar processes, the fluidized bed process is more efficient in recycling rCFs and consumes less energy [83]. However, the main disadvantages of this method are (1) the high cost required to maintain a continuous hot air flow [39], (2) the environmental problems associated with the emission of organic solvents and polluting gases, (3) the mechanical properties of rCFs could be seriously degraded, which show only 10–75% of their original tensile strength, and (4) the recovery rate of the polymer is poor. Thus, the reuse of recycled rCFs and polymers is greatly limited.
Since the 21st century, Pickering et al. [84] have developed fluidized bed recycling technology, expanded for nearly 20 years, and is currently an efficient approach at the pilot scale stage. However, there are few articles on this recycling process. Pickering et al. [85] established a commercial-scale fluidized bed factory. The energy required to recover rCFs was 5% lower than that required to produce vCFs, with only an 18.2% loss of tensile strength, while Young’s modulus remained unchanged. In another study, the authors investigated the mechanical properties of rCFs obtained at different fluidized bed process temperatures. The findings showed that the tensile strength of rCFs decreased by about 90% at a temperature of 600 °C. The reason may be the reduction of fiber length and the formation of numerous surface defects. In addition, the hardness of rCFs decreased by 20% at a temperature of 550 °C. Therefore, it is concluded that higher temperatures can rapidly decompose thermosetting polymer, but too high a temperature can significantly degrade fiber [84]. Ming et al. [69] recycled rCFs from CFRP wastes through fluidized bed processes and investigated the impact on energy and the environment. The results showed that the energy requirement for recycling rCFs was much less than vCFs. The authors supposed that further optimization of the fluidized bed recycling process could be necessary to minimize energy utilization and greenhouse gas emissions and improve the economic efficiency and performance of rCFs.
3. Recent Optimizations in Recycling Methods
3.1. Some Optimizations in the Machining Recycling Method
Since the recovered products are usually used as cost-efficient raw materials, it is necessary to develop optimization technologies to improve product quality and reduce energy consumption. The research shows that for effective mechanical recycling of thermoset composites, the feed material’s thickness and the screen’s size need to be regulated to recycle the product more efficiently and make it suitable for use as a reinforcing material in manufacturing new composites. The size of the waste is first reduced to less than 100 mm using a low-speed crusher and then further ground to a small enough size using a high-speed hammer mill [69]. This optimization approach could finally obtain fine fibers of 2–20 mm in length and polymer particles of less than 100 µm [86].
3.2. Pretreatment in a Chemical Recycling Method
Chemical recycling methods using supercritical fluids are an expensive and energy-intensive process. Therefore, some recent research has focused on developing simpler chemical recycling techniques, such as combining pretreatment techniques. This new optimization approach combines oxidants with catalysts, acids, bases, and swelling agents [87]. The function of the pretreatment process is to induce the swell of composite structure and enhance the interaction between catalyst and chemical bonds in resin, facilitating its decomposition [87]. Xu et al. [51] used a two-step process to produce high-quality rCFs from epoxy/carbon fiber (EP/CF) composites. They first pretreated the composites with acetic acid to increase the specific surface area. Subsequently, a synergistic oxidative decomposition system of a mixed solution of N, N-dimethylformamide (DMF), and hydrogen peroxide (H2O2) was used to recycle rCFs in a closed reactor. The results showed that the decomposition rate of EP was higher than 90% when it was treated in H2O2/DMF (1:1, v/v) solution at 90 °C for 30 min, and rCFs with smooth surface and tensile strength higher than 95% were obtained. In addition, strong acid and alkali media are widely used to promote the chemical degradation of resins. For example, Jiang et al. [88] used a mixture of nitric and sulphuric acid as a pretreatment step to decompose CFRPs using a low-temperature and rapid recycling method. The results showed that the decomposition rate of epoxy resin could reach 97% in the presence of potassium hydroxide when treated with polyethylene glycol 400 at 160 °C for 200 min. This way, rCFs with slightly reduced tensile strength (4%) were obtained, and polar groups such as carboxyl and carbonyl groups were introduced to their surfaces.
It was also reported that acetic acid swells CFRPs more easily than alcohol. Wang et al. [25] decomposed the CFRPs under mild conditions using an AlCl3/CH3COOH system. The results showed that acetic acid effectively swelled the epoxy resin matrix and promoted the selective fracture of C–N bonds in the AlCl3, thus achieving 100% removal efficiency of resin. Similarly, H2O2 could be considered a powerful oxidizing substance with hydroxyl radicals (•OH), efficiently facilitating the degradation process of thermosetting polymers. However, in general, additional heating or catalyst addition is required to improve the degradation efficiency of the resin further. For example, Xu and Wang et al. [25,51] first pretreated CF/epoxy composites with acetic acid at 120 °C to make them swell and better interact with oxidants. The pretreated material was then immersed in an H2O2/DMF solution and heated using various conditions. In this way, the oxidizing substances produced by H2O2 could oxidize and decompose organic substances, and the products were dissolved in DMF and separated. Xu et al. [51] reported that the degradation efficiency of the resin was more than 99% at 90 °C, 30 min treatment, and VDMF/VH2O2 = 1:2. While the rCFs maintained 98% of the tensile strength when treated at 100 °C.
3.3. Some Optimizations in the Pyrolysis Recycling Method
3.3.1. Superheated Steam Method
Recently, a new pyrolysis recycling method based on superheated steam (SHS) has been used to obtain high-quality rCFs [89], e.g., using CO2 and water vapor to facilitate efficient decarbonization [90]. Wada et al. [91] clarified the effect of SHS treatment on the surface state of the obtained rCFs and their adhesion to the epoxy resin. It was shown that the interfacial shear strength (IFSS) of composites made of rCFs was higher than that of composites based on vCFs at 700 °C in an N2 atmosphere. In another study, Kim et al. [89] pyrolyzed CFRP waste in a fixed-bed reactor by the SHS method. The results showed no carbonaceous residue on the surface of the rCFs. Compared with vCFs, the tensile strength and IFSS value of rCFs were 90% and 115%, respectively.
Furthermore, it was shown that FT-IR and XPS found an increased amount of oxygen-containing functional groups after pyrolysis improved the chemical activity between CFs and the resin matrix. Similarly, Jeong et al. [92] successfully recycled rCFs from CFRPs by selecting steam (water) as the oxidizing agent. The SHS pyrolysis efficiently removed the epoxy matrix, and the mechanical properties of the rCFs were adequately retained: the tensile strength was 2.68 GPa (66% of vCFs), and the tensile modulus was 197.05 GPa (100% of vCFs). Enhanced oxygen/nitrogen-containing surface functional groups were also observed, allowing mechanical interfacial strength retention on the fiber surface. Ma et al. [93] reported the positive effect of SHS treatment on the pyrolysis process of CFRPs. The data showed that the tensile strength of rCFs rapidly decreased after high-temperature pyrolysis (to only 50% of the original strength). This may be due to the oxidation process appearing at high temperatures, resulting in numerous defects on the surface of the rCFs. However, after SHS treatment, rCFs had enhanced tensile properties than those treated in the N2 atmosphere.
3.3.2. Microwave-Assisted Pyrolysis
Microwave-assisted pyrolysis (MAP) uses the energy characteristics of microwaves to heat materials from within by microwaves with ideal selectivity, homogeneity, rapidity, and intrinsic properties [52]. MAP-based techniques have been successfully applied in many areas of organic synthesis and green chemistry [94]. Numerous studies have shown that MAP could offer faster reaction rates, shorter reaction times, higher matrix decomposition rates, higher recovery of rCFs, and lower energy consumption than conventional pyrolysis methods [69]. Figure 5 shows the schematic diagram of the chemical recovery of CFRP wastes using MAP technology. For example, Deng et al. [95] recycled rCFs using MAP and conventional pyrolysis with 94.49% and 93.47% recovery, respectively. Zabihi et al. [96] recovered rCFs from waste composite panels (WCP) in 1–3 min microwave radiation cycle and reported a synergistic effect. The results showed that the decomposition rate of the matrix could reach 95%, while the retention of tensile strength of rCFs was 92%, and the decrease in modulus was negligible. rCFs with clean surfaces and better tensile strength and modulus were recycled from CF-reinforced epoxy composites by Lester et al. [52] using the MAP recycling method (a multi-mode microwave applicator with 3 kW power and a heating time of 8 s). Zhao et al. [97] decomposed the epoxy resin fraction by microwave heating CFRPs and recovered clean rCFs with very similar characteristics to vCFs. Jiang et al. [53] reported the recovery of rCFs from CFRPs using energy-efficient microwave radiation at different temperatures (400 °C, 500 °C, and 600 °C) and determined the optimal irradiation conditions. At lower temperatures, the polymer had more residues but less damage to the fibers than at higher temperatures, so the temperature of 500 °C was chosen as the optimized temperature.
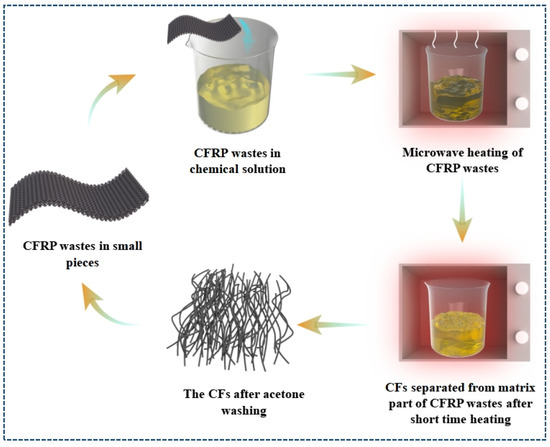
Figure 5.
Schematic diagram of chemical recovery of CFRP wastes using MAP technology, Data source: [69].
3.4. Other Optimizations in the Recycling Methods
Thermoplastics (such as polypropylene, polyamide, and polyethylene) can reversibly transition between plastic and solid depending on the temperature. Recent studies indicate that thermoplastics are being used to recycle CFRPs. For instance, Yamamoto et al. [98] used nylon to recycle high-value CFs from carbon-fiber-reinforced thermoplastics (CFRTPs). The results showed that the modification of CFs by silica-based colloids could improve the interfacial interaction between CFs and nylon, enhance the recyclability of CFs in the nylon-CFRTP matrix, and maintain the mechanical properties of CFs when the nylon matrix is removed. Li et al. [99] studied the mechanism of reinforcing and toughening epoxy resin with three thermoplastic resins (polypropylene-PP, polyamide 6-PA6, and polyether-ether-ketone-PEEK). The results showed that adding thermoplastic resin to epoxy resin could promote the recyclability and reuse of thermoplastic composites. In addition, Butenegro et al. [100] manufactured composites with polyamides (PA11 or PA12) as reinforcement and verified the feasibility of this recycling and reuse route. The study showed that the deterioration of CFs was prevented by the thermoplastic matrix, and the environmental impact was reduced.
Das and Varughese investigated the potential impact of the acoustic chemical recycling process on rCFs [101]. It was shown that the ultrasonic wave in the liquid produces a cavitation phenomenon, and free radical species (e.g., H•, •OH, and HOO•) were generated from the water molecules, increasing the reaction rate. Applying ultrasound and treating CFRPs with diluted nitric acid and hydrogen peroxide solution could enhance the decomposition rate of resin to 95% (three times higher than that without ultrasound treatment), with a tensile strength of rCFs similar to that of vCFs. The authors suggested that investigations could be necessary regarding lowering the ultrasonic treatment time and exploring new solvents to enhance the cost-efficiency of this recycling technique [101]. In addition, Sun et al. [102] proposed a simple, effective, and economical electrochemical method to recycle rCFs. They used NaOH solutions at different current values to determine the optimum recycling efficiency. The results showed that the tensile strength of rCFs could reach 80% of that of vCFs. Zhu et al. [103] proposed a more environmentally friendly and economical recycling method, namely the electrically driven heterogeneous catalysis (EDH), which can recover rCFs at atmospheric pressure and room temperature. The results showed that the tensile strength and IFSS of rCFs were 90% and 121% of that of vCFs, respectively. This method could also increase the commercial value of rCFs and potentially be implemented for large-scale applications. Wu et al. [104] investigated the catalytic pyrolysis of CFRPs in molten zinc chloride at low temperatures (380 °C). They found that molten salts could avoid oxidation of fibers during pyrolysis, and the tensile strength of rCFs reached 95% of vCFs.
4. Reuse of rCFs in Photocatalysis
To achieve the goal of a circular economy, the reuse of rCFs is a key factor, including the recovery of rCFs from CFRPs or the recycling of dry carbon fiber and the production of new composite materials through compression molding, injection molding, or hot pressing (Figure 6) [39,69,105,106,107]. Reusing rCFs to produce new materials is a part of ongoing investigations. For example, Jagadish et al. [108] reused rCFs to obtain thermoelectric composites with no reduction of conductivity to keep in mind the conductive nature of CFs. Another study demonstrated the feasibility of recycled wind turbine (WT) blades fabricating high-value and high-performance composites through hot pressing technology [107]. In terms of performance, the re-manufacture of composite materials is mainly affected by the physical structure and mechanical properties of rCFs [84]. However, as seen in Section 2 and Section 3, rCFs cannot directly replace vCFs in key structural applications. Some studies discussed that rCFs could damage the combination with new matrix materials [21]. As a result, new CFRPs fabricated using rCFs are still not comparable to commercial CFRPs in some aspects. However, in some potential undeveloped applications, we may be able to use rCFs to improve the performance of new functional materials.
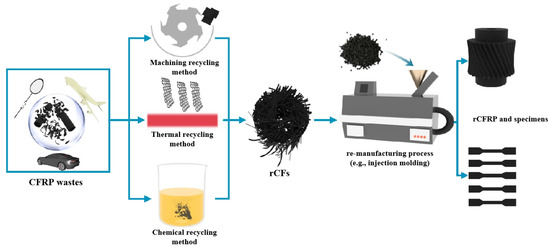
Figure 6.
Schematic diagram of recycling methods and re-manufacturing of CFRPs, Data source: [16,109].
In recent years, many new technologies have been developed to remove pollutants from water or air. The photocatalysis technology based on semiconductor nanomaterials offers a solution for eliminating harmful pollutants. However, the industrial applicability of photocatalysis-based technologies is limited by the separation and loss (photocatalyst itself and performance) of powdered photocatalysts during the recycling process. On the other hand, the composites containing magnetic nanoparticles could effectively separate the powdered photocatalyst from water [110,111]. However, its application in large water bodies is still limited due to the implementation in small containers and the short operating range of the magnetic field.
The research shows that powdered photocatalysts can be deposited on a large area of the substrate surface with a porous structure or rough surfaces, such as carbon materials [112], glass plates [113], zeolites [114], and stainless steel [115]. After the photocatalytic reaction, the substrate can be easily removed from the solution system, so it is a large-scale application. Among them, carbon materials (such as CFs) are very interesting in the structural support and enhancement of photocatalytic performance of semiconductor-based composite photocatalytic systems [116,117,118]. For example, CFs, as carbonaceous materials, could be used to improve the optical properties of semiconductors. It was found that the heterojunction constructed on CFs has practical wastewater/waste gas treatment applications through interface regulation. Figure 7 shows the semiconductor nanoparticles supported on CFs/carbon fiber clothes (CFCs) as separable and recyclable composite photocatalytic systems for treating the flowing wastewater and air pollution.
Figure 7.
The simplified schematic diagram of semiconductor nanoparticles supported on CFs or CFCs as separable and recyclable photocatalysts for treating wastewater and air pollution.
Thus, rCFs-supported photocatalysis is likely to have a high potential for practical applications in environmental protection. However, no reports have been found in this area, as this new way to reuse rCFs was previously ignored. Therefore, this section reviewed the relevant literature reports on the use of CFs, activated carbon fibers (ACFs), or CFCs to fabricate photocatalytic products for the degradation of environmental pollutants in recent years, giving some inspiration to the research on the recycling of rCFs. Table 2 shows the latest research reports on the CF/CFC/ACF-supported composite photocatalytic systems in environmental purification, including air and water pollution.
Table 2.
Latest reports on the applications of CF/CFC/ACF-supported composite photocatalytic systems in environmental purification.
4.1. Degradation of Dyes
Organic dyes discharged into the environment by industrial activities such as the textile industry, including methylene blue (MB), rhodamine B (RhB), alkaline blue 41 (BB41), and acid orange 7 (AO7), could lead to serious contamination of soil and water sources. The semiconductor photocatalysis technology can completely remove these pollutants from the water environment. Carbon fiber materials could enhance the recovery rate and performance of supported photocatalysts due to their mechanical properties, electrical conductivity, and thermal stability. It was reported that nanoparticles could grow well on CFs. For example, Zhang et al. [119] successfully prepared CuS/ZnO/CFs that are easy to separate and recover by growing CuS/ZnO heterostructure arrays on CFs. Under visible light and simulated sunlight irradiation, CuS/ZnO/CFs showed excellent photocatalytic activity and stability in the degradation of MB. It is mainly due to the effective separation of electron-hole pairs and the coupling effect between the type-II heterostructure of CuS/ZnO and the CFs, improving visible light utilization. Li et al. [120] grew N-doped ordered mesoporous titanium dioxide on CFs (NOMT/CFs). Due to the three synergistic effects of the effective separation of electron-hole pairs, the enhancement of visible light absorption, and the high adsorption of dye molecules, NOMT/CFs showed high photocatalytic activity for AO7 degradation under visible light irradiation with good recyclability. Lv et al. [124] used CFs and TiH2 as raw materials to grow TiC on the surface of CFs and then prepared CFs@TiC/TiO2 composites. The results showed that CFs@TiC/TiO2 positively influenced the photocatalytic degradation of organic pollutants and the photocatalytic reduction of hexavalent chromium [Cr(VI)].
CFCs (reinforced products woven from CFs) have comprehensive performance advantages such as excellent adsorption, conductivity, and mechanical properties (in the case of speed skating skates, CFCs as a shoe shell can make skates lightweight), as well as high flexibility, high porosity, and easy recycling. CFCs provided new prospects for developing flexible filter membrane-based photocatalytic materials. Such materials can offer the advantages of both photocatalysts and filter membranes but without the pollution and high energy consumption problems associated with traditional filter membranes. For example, Chen’s group constructed C3N4 [126], TiO2/C3N4 [127], C3N4/BiOBr [122], and TiO2/Ag3PO4 nanostructures [128] on carbon fiber bundles or cloths and successfully applied them for degradation of organic pollutants in wastewaters. Shen et al. [140] constructed C3N4/CdS nanostructures on CFCs, and the prepared filter membrane-type photocatalysts showed excellent activity (such as 99% MB and 98% AO7) for different pollutants under visible light irradiation, mainly attributed to enhanced light absorption and photocurrent, as well as the separation of photogenerated electron-hole pairs. Behpour et al. [141] prepared a stable and flexible photocatalyst by fixing Fe2O3/TiO2 on CFCs and investigated its activity in degrading the textile dye BB41 under visible light. The results showed that the sample degraded 97.54% of BB41 in 240 min, and only 13% of the photoactivity was lost after 7 reaction cycles (28 h). However, these studies are just starting, and most water pollution purification systems are in the laboratory stage, which is still lacking in large-scale/industrial applicability.
Compared to granular activated carbons, ACFs have more homogeneous micropores, larger pore volumes, adsorption capacities, and faster adsorption rates, thus allowing for good adsorption and separation of organic molecules in aqueous solutions. For example, Kadirova et al. [131] studied the adsorption and photodegradation of MB in oxalate (OA) solutions by Fe2O3-supported activated carbon felt samples (Fe-ACFTs) under UV light. The results showed almost complete decolorization of MB (96–98%) and confirmed the simultaneous mineralization of MB and OA solutions. Li et al. [132] fixed bismuth halide binary oxide BiOI0.5Cl0.5 on ACFs to obtain recyclable photocatalysts (ACF@BiOI0.5Cl0.5). The as-modified material could completely degrade anionic dyes in water through synergistic adsorption and photocatalysis. Luo et al. [133] used sol-gel and hydrothermal methods to obtain well-oriented ZnO nanorod arrays (ZnO NRAs) on ACFs for the photodegradation of MB in an aqueous solution. They found that the synergistic effect between ACFs and ZnO NRAs enabled the composite to exhibit high degradation (77.5%) and mineralization (55.0%) of MB with good reusability. Recently, Tian et al. [142] successfully prepared a Bi2O2CO3/ACF composite photocatalyst by a hydrothermal method, degraded RhB, and removed Cr(VI) under visible light with a three-fold higher performance than Bi2O2CO3, demonstrating its applicability in wastewater treatment.
4.2. Degradation of Emerging Pollutants
In recent years, emerging pollutants in modern society, including antibiotics, pesticides, and insecticides derived from animal farming and agriculture, as well as drugs and personal care products, have become one of the main sources of surface water and groundwater pollution. Demircivi et al. [123] used CFs to reduce the band gap of BaTiO3 and investigated the photoactivity and stability of BaTiO3/CF toward tetracycline (TC) under ultraviolet and visible light. The results showed that BaTiO3/CF (5 wt.%) had the highest degradation rate (96%) under UV light. Stability tests showed that the degradation rate of TC was 96% after the first cycle and 77% after the fifth cycle. Furthermore, developing new heterojunction-decorated CFs as wearable photocatalysts could provide an effective strategy for eliminating drug pollutants. In 2020, Zhang et al. [125] proposed the modification of TiO2 nanorods on CFs using MIL-101(Fe) nanodots. Subsequently, the CFs/TiO2/MIL-101(Fe) bundles were woven into a macroscopic cloth (4 × 4 cm2), adsorbing 46.9% of 17b-estradiol (E2) and 40.2% of TC after 60 min in the dark. Importantly, under visible light irradiation, CFs/TiO2/MIL-101 (Fe) cloth could remove 87.4% of E2 and 94.2% of TC in 60 min due to its high adsorption and the synergistic photocatalytic effect of three components. In the same year, Shi et al. [122] achieved in situ growth of g-C3N4/BiOBr heterojunctions on CF bundles by a two-step thermal condensation and chemical deposition method and wove CFs/g-C3N4/BiOBr bundles into cloths (5 × 5 cm2). The results showed that 24 cloths could photocatalytically degrade 86.1% tetracycline hydrochloride (TC-HCl).
Qian et al. [129] reported that a three-component filter membrane photocatalyst (CFC/UiO-66-NH2/AgI) could effectively adsorb 19% of levofloxacin (LVFX) or 18.4% ciprofloxacin. Moreover, it could degrade 84.5% LVFX or 79.6% ciprofloxacin (CIP) within 120 min under visible light irradiation. The photocatalytic fuel cell (PFC) could combine photocatalysis and fuel cells. Nahyoon et al. [143] prepared Fe/GTiP anode and ZnIn2S4 cathode and loaded them on CFCs. In the PFC at pH 7, 0.65 V electric energy was generated using visible light, and up to 79% of the antibiotic-like organic pollutant berberine chloride (BC) was removed in 90 min. Under photocatalysis, Fe/GTiP also achieved 89% TC removal, significantly higher than commercial P25 and pure TiO2.
It was reported that Kar et al. [134] constructed heterojunctions (Fe2O3@BC) on ACFs, which could exhibit excellent photocatalytic activities for the degradation of antibiotics under visible light. Furthermore, Jiang et al. [135] deposited spinel-type CoFe2O4 on ACFs. Due to the synergistic interaction between CoFe2O4 and ACFs, ACF/CoFe2O4 could effectively remove the pesticide pollutant atrazine (ATZ) by adsorption and photo-Fenton degradation. In the work of Dang et al. [136], a titanate nanotube (TNTs@ACF) supported on ACFs was synthesized by a one-step hydrothermal method, applied to the adsorption and photocatalytic degradation of personal care products (PPCP). The results showed that diclofenac (DCF, a typical PPCP) was rapidly adsorbed on the TNTs@ACF, which was photodegraded (98.8%) within 2 h under sunlight. Excellent photocatalytic performance is due to its well-blended structure, allowing TNTs and ACFs to co-adsorb DCF and extending the light absorbance to the visible region.
4.3. Antimicrobial Application
To sustainably solve the drinking water safety problem, efficient water disinfection methods are urgently needed. The current disinfection methods mainly use chemical reagents, but the derived disinfection by-products (DBPs) are considered carcinogens, mutagens, or teratogens. Therefore, DBPs free photocatalysts with antibacterial activity could be used as multipurpose disinfectants for drinking water. It has been shown that ACFs deposited with antimicrobial agents not only increase the adsorption of bacteria to the agent but could also show excellent stability and recyclability. However, ACFs adhering to bacteria could become pollutants. For example, Saleem et al. [137] synthesized a novel nanostructured BiVO4@ACF by a solvothermal method. Their photocatalytic and antibacterial properties were evaluated using a model contaminant RhB and pathogenic microorganisms (E. coli and S. aureus). According to the results, the composite material revealed enhanced photocatalytic and antibacterial activity, good chemical stability, and recyclability, demonstrating its potential for water purification and other biological applications.
4.4. Degradation of Volatile Pollutants
The air pollutants from industrial facilities and the coal combustion process include volatile organic compounds (VOCs) and nitrogen oxides (NOx), which seriously impact human health and the ecological environment. Photocatalytic oxidation (PCO) is an important strategy for removing VOCs. However, the powder photocatalyst could be easily blown away in the continuous gas flow system, resulting in secondary pollution. Some studies have also proved that firmly depositing nanoparticles on the surface of textiles or other fiber materials by immobilization or coating methods could enhance the photocatalytic performance of various air pollutants and make recycling easier. However, so far, only a few reports have discussed the air purification application of such materials.
Kusiak-Nejman et al. [130] prepared AgNPs/TiO2 photocatalysts by a wet impregnation method and loaded them on CFCs as additives. The results showed that compared with unmodified CFCs, the composite material was efficient in removing NO from the air (the minimum and maximum NO removal rates were about 80% and 95%, respectively). In 2017, Li et al. [138] prepared nanostructured TiO2/ACFF porous composite materials by in-situ depositing TiO2 microspheres on activated carbon fiber felt (ACFF). They found that the synergistic effect between TiO2 and ACFF could make TiO2/ACFF better photodegrade toluene. When the concentration of toluene was lower than 1150 ppm, the adsorption efficiency of TiO2/ACFF could reach 98%, and it could also reach 77% at a high concentration of 6900 ppm, avoiding the secondary pollution caused by toluene desorption. Shi et al. [144] first synthesized Au nanoparticle-modified TiO2 nanowires (Au/TiO2NWs@CFP) ternary composite materials. The composite material showed good photoactivity and photostability to gaseous styrene under visible light irradiation. This is due to the synergistic effect between the three components, improving their adsorption capacity for organic pollutants and reducing the recombination of photogenerated charges. Yao et al. [145] reported a simple surface modification method to enable textile photocatalytic self-cleaning and degradation of indoor volatile organic pollutants. They sprayed graphite carbon nitride nanosheets (CNNs) in colloidal suspension directly on the surface of cellulose fibers to modify the textiles. The results showed that the textile could effectively decompose gaseous formaldehyde using a xenon lamp or commercial LED lamp as a light source.
Carbon dioxide (CO2) is the main greenhouse gas in the atmosphere. Due to the excessive dependence of human beings on fossil resources, the increase in CO2 emissions is a serious problem. Therefore, the photocatalytic reduction of CO2 to clean fuels and energy-rich chemicals has become one of the most attractive solutions to mitigate global warming and the energy crisis. Various photocatalytic materials have been investigated to achieve high activity and selectivity for CO2 reduction. Among them, CFs, ACFs, or CFCs with large specific surface areas, good electronic conductivity, and CO2 adsorption properties have been proven to be promising support materials. For example, Ding et al. [121] successfully prepared Ag nanoparticles decorated CFs (Ag NPs/CFs) by a simple solution impregnation and ultrasonic treatment. The results showed that Ag NPs/CFs had four times higher photocatalytic activity than pure Ag NPs, and improved the selectivity of CO2 conversion to CH3OH. Sharma et al. [139] fixed nano TiO2 loaded with nickel (Ni) on ACFs to prepare a photocatalytic material. ACF supports provided a high specific surface area and significantly decreased the recombination of photo-generated electron-hole pairs. The results showed that the methanol yield of NiO-TiO2/ACF was 755.1 μmol·g−1 and 986.3 μmol·g−1, respectively, under UV and visible light irradiation within 2 h. In addition, NiO-TiO2/ACF was easy to separate and reuse from the reaction medium and showed good stability after multiple uses.
5. Conclusions and Future Prospects
In this paper, various recycling technologies of CFRPs (such as mechanical, chemical, and thermal methods) and their influencing factors were reviewed, as well as their effects on the mechanical and surface chemical properties of rCFs. Among them, microwave-assisted pyrolysis has been identified as the most feasible sustainable recycling process to achieve high-quality products and low-energy consumption, showing good potential for large-scale application. The optimization schemes of each recycling method were also explained. Researchers have tried to make the performance of rCFs as close as possible to that of vCFs. However, the current technical level shows that in some key structural applications, rCFs cannot replace vCFs. Furthermore, the main challenges are the low mechanical properties of re-manufactured new CFRP products. On the other hand, developing CF/CFC/ACF-supported recyclable photocatalytic materials targets new investigations. Inspired by this, another focus of this paper is to explore whether rCFs can be reused to fabricate recyclable photocatalysts and apply them to environmental purification. Indeed, rCFs have high reuse potential in developing recyclable photocatalytic products.
Limitations of the different recycling methods still prevent their large-scale applications. Therefore, in the context of circular economy, and from the perspective of developing commercially viable recycling and reuse activities, future research can focus on the following aspects: (i) landfill or incineration of CFRP waste needs to be avoided; (ii) new technologies need to be developed to improve the quality of rCFs, and their scalability should be evaluated economically; for example, further efforts are required in the production of composite materials using rCFs, the adjustment of the interface between the fibers and matrix, and the optimization of the recycling methods; (iii) comprehensively understanding the fiber sources used in CFRP waste to accurately assess the suitability, cost and environmental benefits of the recycled components; (iv) exploring the potential of reusing rCFs to develop hybrid yarns and nonwoven products; and (v) developing new applications of rCFs in other high-value uses, such as photocatalytic applications. Recycling and reusing rCFs is an emerging field and is expected to play an important role in the sustainable development of CFs in the future.
Author Contributions
Conceptualization, writing-original draft, J.W.; conceptualization, writing-review & editing, project administration, funding acquisition, X.G.; investigation, formal analysis, Y.W. (Yueting Wu); investigation, formal analysis, Y.W. (Yutong Wang); software, visualization, T.T.N.; writing-review & editing, supervision, M.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Heilongjiang Natural Science Foundation Joint Guidance Project of China, grant number LH2022E097.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Giorgini, L.; Benelli, T.; Brancolini, G.; Mazzocchetti, L. Recycling of carbon fiber reinforced composite waste to close their life cycle in a cradle-to-cradle approach. Curr. Opin. Green Sustain. Chem. 2020, 26, 100368. [Google Scholar] [CrossRef]
- Galvez, P.; Abenojar, J.; Martinez, M.A. Effect of moisture and temperature on the thermal and mechanical properties of a ductile epoxy adhesive for use in steel structures reinforced with CFRP. Compos. Part B 2019, 176, 107194. [Google Scholar] [CrossRef]
- Koumoulos, E.P.; Trompeta, A.F.; Santos, R.M.; Martins, M.; Santos, C.M.D.; Iglesias, V.; Böhm, R.; Gong, G.; Chiminelli, A.; Verpoest, I. Research and development in carbon fibers and advanced high-performance composites supply chain in Europe: A roadmap for challenges and the industrial uptake. J. Compos. Sci. 2019, 3, 86. [Google Scholar] [CrossRef]
- Xiong, Z.; Wei, W.; Liu, F.; Cui, C.; Li, L.; Zou, R.; Zeng, Y. Bond behaviou of recycled aggregate concrete with basalt fibre-reinforced polymer bars. Compos. Struct. 2021, 256, 113078. [Google Scholar] [CrossRef]
- He, D.; Soo, V.K.; Kim, H.C.; Compston, P.; Doolan, M. Comparative life cycle energy analysis of carbon fibre pre-processing, processing and post-processing recycling methods. Resour. Conserv. Recycl. 2020, 158, 104794. [Google Scholar] [CrossRef]
- Wu, Y.; Gao, X.; Nguyen, T.T.; Wu, J.; Guo, M.; Liu, W.; Du, C. Green and low-cost natural lignocellulosic biomass-based carbon fibers-Processing, properties, and applications in sports equipment: A review. Polymers 2022, 14, 2591. [Google Scholar] [CrossRef] [PubMed]
- Soltani, A.; Noroozi, R.; Bodaghi, M.; Zolfagharian, A.; Hedayati, R. 3D printing on-water sports boards with bio-inspired core designs. Polymers 2020, 12, 250. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khalid, M.Y.; Imran, R.; Ali, U.; Koc, M. Utilization of banana fiber-reinforced hybrid composites in the sports industry. Materials 2020, 13, 3167. [Google Scholar] [CrossRef]
- Wang, F. Application of new carbon fiber material in sports equipment. Carpathian J. Earth Environ. Sci. 2021, 14, 032064. [Google Scholar] [CrossRef]
- Tang, D.Z. The application of carbon fiber materials in sports equipment. Mater. Phys. Mech. 2013, 443, 613–616. [Google Scholar] [CrossRef]
- Kai, Y. Study of biosafety of nanomaterials in sports engineering. Mater. Phys. Mech. 2013, 12, 348–352. [Google Scholar] [CrossRef]
- Naqvi, S.; Prabhakara, H.M.; Bramer, E.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef]
- Meng, F.; Olivetti, E.A.; Zhao, Y.; Chang, J.C.; Pickering, S.J.; McKechnie, J. Comparing life cycle energy and global warming potential of carbon fiber composite recycling technologies and waste management options. ACS Sustain. Chem. Eng. 2018, 6, 9854–9865. [Google Scholar] [CrossRef]
- Zhang, J.; Chevali, V.S.; Wang, H.; Wang, C.H. Current status of carbon fibre and carbon fibre composites recycling. Compos. Part B 2020, 193, 108053. [Google Scholar] [CrossRef]
- Vo Dong, P.A.; Azzaro-Pantel, C.; Cadene, A.L. Economic and environmental assessment of recovery and disposal pathways for CFRP waste management. Resour. Conserv. Recycl. 2018, 133, 63–75. [Google Scholar] [CrossRef]
- Pakdel, E.; Kashi, S.; Varley, R.; Wang, X. Recent progress in recycling carbon fibre reinforced composites and dry carbon fibre wastes. Resour. Conserv. Recycl. 2021, 166, 105340. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef]
- Saburow, O.; Huether, J.; Märtens, R.; Trauth, A.; Kechaou, Y.; Henning, F.; Weidenmann, K.A. A direct process to reuse dry fiber production waste for recycled carbon fiber bulk molding compounds. Procedia CIRP 2017, 66, 265–270. [Google Scholar] [CrossRef]
- Pickering, S.J. Recycling technologies for thermoset composite materials-current status. Compos. Part A 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Meng, F.; McKechnie, J.; Turner, T.; Wong, K.H.; Pickering, S.J. Environmental aspects of use of recycled carbon fiber composites in automotive applications. Environ. Sci. Technol. 2017, 51, 12727–12736. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Khalil, Y. Comparative environmental and human health evaluations of thermolysis and solvolysis recycling technologies of carbon fiber reinforced polymer waste. Waste Manag. 2018, 76, 767–778. [Google Scholar] [CrossRef] [PubMed]
- Howarth, J.; Mareddy, S.S.; Mativenga, P.T. Energy intensity and environmental analysis of mechanical recycling of carbon fibre composite. J. Clean. Prod. 2014, 81, 46–50. [Google Scholar] [CrossRef]
- Duflou, J.R.; Deng, Y.; Van Acker, K.; Dewulf, W. Do fiber-reinforced polymer composites provide environmentally benign alternatives? A life-cycle-assessment-based study. MRS Bull. 2012, 37, 374–382. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, X.; Ge, H.; Yang, Y.; Wang, Y.; Zhang, C.; Li, J.; Deng, T.; Qin, Z.; Hou, X. Chemical recycling of carbon fiber reinforced epoxy resin composites via selective cleavage of the carbon-nitrogen bond. ACS Sustain. Chem. Eng. 2015, 3, 3332–3337. [Google Scholar] [CrossRef]
- Hadi, P.; Ning, C.; Ouyang, W.; Xu, M.; Lin, C.S.; McKay, G. Toward environmentally-benign utilization of nonmetallic fraction of waste printed circuit boards as modifier and precursor. Waste Manag. 2015, 35, 236–246. [Google Scholar] [CrossRef]
- Pillain, B.; Loubet, P.; Pestalozzi, F.; Woidasky, J.; Erriguible, A.; Aymonier, C.; Sonnemann, G. Positioning supercritical solvolysis among innovative recycling and current waste management scenarios for carbon fiber reinforced plastics thanks to comparative life cycle assessment. J. Supercrit. Fluids 2019, 154, 104607. [Google Scholar] [CrossRef]
- Nunes, A.O.; Viana, L.R.; Guineheuc, P.M.; Da Silva Moris, V.A.; De Paiva, J.M.F.; Barna, R.; Soudais, Y. Life cycle assessment of a steam thermolysis process to recover carbon fibers from carbon fiber-reinforced polymer waste. Int. J. Life Cycle Assess. 2018, 23, 1825–1838. [Google Scholar] [CrossRef]
- Gentil, E.C.; Damgaard, A.; Hauschild, M.; Finnveden, G.; Eriksson, O.; Thorneloe, S.; Kaplan, P.O.; Barlaz, M.; Muller, O.; Matsui, Y. Models for waste life cycle assessment: Review of technical assumptions. Waste Manag. 2010, 30, 2636–2648. [Google Scholar] [CrossRef]
- Yu, K.; Shi, Q.; Dunn, M.L.; Wang, T.; Qi, H.J. Carbon fiber reinforced thermoset composite with near 100% recyclability. Adv. Funct. Mater. 2016, 26, 6098–6106. [Google Scholar] [CrossRef]
- Scott, T.F.; Schneider, A.D.; Cook, W.D.; Bowman, C.N. Photoinduced plasticity in cross-linked polymers. Science 2005, 308, 1615–1617. [Google Scholar] [CrossRef] [PubMed]
- Montarnal, D.; Capelot, M.; Tournilhac, F.; Leibler, L. Silica-like malleable materials from permanent organic networks. Science 2011, 334, 965–968. [Google Scholar] [CrossRef] [PubMed]
- Capelot, M.; Montarnal, D.; Tournilhac, F.; Leibler, L. Metal-catalyzed transesterification for healing and assembling of thermosets. J. Am. Chem. Soc. 2012, 134, 7664–7667. [Google Scholar] [CrossRef] [PubMed]
- Yu, K.; Taynton, P.; Zhang, W.; Dunn, M.L.; Qi, H.J. Influence of stoichiometry on the glass transition and bond exchange reactions in epoxy thermoset polymers. RSC Adv. 2014, 4, 48682–48690. [Google Scholar] [CrossRef]
- Ogi, K.; Nishikawa, T.; Okano, Y.; Taketa, I. Mechanical properties of ABS resin reinforced with recycled CFRP. Adv. Compos. Mater. 2007, 16, 181–194. [Google Scholar] [CrossRef]
- Kouparitsas, C.; Kartalis, C.; Varelidis, P.; Tsenoglou, C.; Papaspyrides, C. Recycling of the fibrous fraction of reinforced thermoset composites. Polym. Compos. 2002, 23, 682–689. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K.E. Successful closed-loop recycling of thermoset composites. Compos. Part A 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Conroy, A.; Halliwell, S.; Reynolds, T. Composite recycling in the construction industry. Compos. Part A 2006, 37, 1216–1222. [Google Scholar] [CrossRef]
- Butenegro, J.A.; Bahrami, M.; Abenojar, J.; Martínez, M.Á. Recent progress in carbon fiber reinforced polymers recycling: A review of recycling methods and reuse of carbon fibers. Materials 2021, 14, 6401. [Google Scholar] [CrossRef]
- Roux, M.; Eguémann, N.; Dransfeld, C.; Thiébaud, F.; Perreux, D. Thermoplastic carbon fibre-reinforced polymer recycling with electrodynamical fragmentation: From cradle to cradle. J. Thermoplast. Compos. 2017, 30, 381–403. [Google Scholar] [CrossRef]
- Yamamoto, T.; Makino, Y.; Uematsu, K. Improved mechanical properties of PMMA composites: Dispersion, diffusion and surface adhesion of recycled carbon fiber fillers from CFRP with adsorbed particulate PMMA. Adv. Powder Technol. 2017, 28, 2774–2778. [Google Scholar] [CrossRef]
- Okayasu, M.; Yamazaki, T.; Ota, K.; Ogi, K.; Shiraishi, T. Mechanical properties and failure characteristics of a recycled CFRP under tensile and cyclic loading. Int. J. Fatigue 2013, 55, 257–267. [Google Scholar] [CrossRef]
- Piñero-Hernanz, R.; García-Serna, J.; Dodds, C.; Hyde, J.; Poliakoff, M.; Cocero, M.J.; Kingman, S.; Pickering, S.; Lester, E. Chemical recycling of carbon fibre composites using alcohols under subcritical and supercritical conditions. J. Supercrit. Fluids 2008, 46, 83–92. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, J.; Jiang, Z.; Tang, T. Chemical recycling of carbon fibre reinforced epoxy resin composites in subcritical water: Synergistic effect of phenol and KOH on the decomposition efficiency. Polym. Degrad. Stab. 2012, 97, 214–220. [Google Scholar] [CrossRef]
- Kim, Y.N.; Kim, Y.O.; Kim, S.Y.; Park, M.; Yang, B.; Kim, J.; Jung, Y.C. Application of supercritical water for green recycling of epoxy-based carbon fiber reinforced plastic. Compos. Sci. Technol. 2019, 173, 66–72. [Google Scholar] [CrossRef]
- Okajima, I.; Hiramatsu, M.; Sako, T. Recycling of carbon fiber reinforced plastics using subcritical water. Adv. Mater. Res. 2011, 34, 243–246. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, Z.; Feng, L. Chemical recycling of carbon fibers reinforced epoxy resin composites in oxygen in supercritical water. Mater. Design 2010, 31, 999–1002. [Google Scholar] [CrossRef]
- Das, M.; Chacko, R.; Varughese, S. An efficient method of recycling of CFRP waste using peracetic acid. ACS Sustain. Chem. Eng. 2018, 6, 1564–1571. [Google Scholar] [CrossRef]
- Nahil, M.A.; Williams, P.T. Recycling of carbon fibre reinforced polymeric waste for the production of activated carbon fibres. J. Anal. Appl. Pyrolysis 2011, 91, 67–75. [Google Scholar] [CrossRef]
- Yang, J.; Liu, J.; Liu, W.; Wang, J.; Tang, T. Recycling of carbon fibre reinforced epoxy resin composites under various oxygen concentrations in nitrogen–oxygen atmosphere. J. Anal. Appl. Pyrolysis. 2015, 112, 253–261. [Google Scholar] [CrossRef]
- Xu, P.; Li, J.; Ding, J. Chemical recycling of carbon fibre/epoxy composites in a mixed solution of peroxide hydrogen and N,N-dimethylformamide. Compos. Sci. Technol. 2013, 82, 54–59. [Google Scholar] [CrossRef]
- Lester, E.; Kingman, S.; Wong, K.H.; Rudd, C.; Pickering, S.; Hilal, N. Microwave heating as a means for carbon fibre recovery from polymer composites: A technical feasibility study. Mater. Res. Bull. 2004, 39, 1549–1556. [Google Scholar] [CrossRef]
- Jiang, L.; Ulven, C.A.; Gutschmidt, D.; Anderson, M.; Balo, S.; Lee, M.; Vigness, J. Recycling carbon fiber composites using microwave irradiation: Reinforcement study of the recycled fiber in new composites. J. Appl. Polym. Sci. 2015, 132, 41. [Google Scholar] [CrossRef]
- Job, S. Recycling glass fibre reinforced composites–history and progress. Reinf. Plast. 2013, 57, 19–23. [Google Scholar] [CrossRef]
- Kao, C.; Ghita, O.; Hallam, K.; Heard, P.; Evans, K. Mechanical studies of single glass fibres recycled from hydrolysis process using sub-critical water. Compos. Part A 2012, 43, 398–406. [Google Scholar] [CrossRef]
- Yan, H.; Lu, C.X.; Jing, D.Q.; Chang, C.B.; Liu, N.X.; Hou, X.L. Recycling of carbon fibers in epoxy resin composites using supercritical 1-propanol. New Carbon Mater. 2016, 31, 46–54. [Google Scholar] [CrossRef]
- Mazzocchetti, L.; Benelli, T.; D’Angelo, E.; Leonardi, C.; Zattini, G.; Giorgini, L. Validation of carbon fibers recycling by pyro-gasification: The influence of oxidation conditions to obtain clean fibers and promote fiber/matrix adhesion in epoxy composites. Compos. Part A 2018, 112, 504–514. [Google Scholar] [CrossRef]
- Badrul, H.M.M.; Nitsche, S.; Abdkader, A.; Cherif, C. Influence of process parameters on the tensile properties of DREF-3000 friction spun hybrid yarns consisting of waste staple carbon fiber for thermoplastic composites. Text. Res. J. 2019, 89, 32–42. [Google Scholar] [CrossRef]
- Zhang, M.; Qi, Y.; Zhang, Z. AgBr/BiOBr nano-heterostructure-decorated polyacrylonitrile nanofibers: A recyclable high-performance photocatalyst for dye degradation under visible-light irradiation. Polymers 2019, 11, 1718. [Google Scholar] [CrossRef]
- Zhou, T.T.; Zhao, F.H.; Cui, Y.Q.; Chen, L.X.; Yan, J.S.; Wang, X.X.; Long, Y.Z. Flexible TiO2/PVDF/g-C3N4 nanocomposite with excellent light photocatalytic performance. Polymers 2019, 12, 55. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, X.; Ma, L.; Xiang, C.; Li, L. TiO2-doped chitosan microspheres supported on cellulose acetate fibers for adsorption and photocatalytic degradation of methyl orange. Polymers 2019, 11, 1293. [Google Scholar] [CrossRef] [PubMed]
- Witik, R.A.; Teuscher, R.; Michaud, V.; Ludwig, C.; Månson, J.A.E. Carbon fibre reinforced composite waste: An environmental assessment of recycling, energy recovery and landfilling. Compos. Part A 2013, 49, 89–99. [Google Scholar] [CrossRef]
- Hagnell, M.; Åkermo, M. The economic and mechanical potential of closed loop material usage and recycling of fibre-reinforced composite materials. J. Clean. Prod. 2019, 223, 957–968. [Google Scholar] [CrossRef]
- Liu, Y.; Farnsworth, M.; Tiwari, A. A review of optimisation techniques used in the composite recycling area: State-of-the-art and steps towards a research agenda. J. Clean. Prod. 2017, 140, 1775–1781. [Google Scholar] [CrossRef]
- Wang, S.; Xing, X.; Zhang, X.; Wang, X.; Jing, X. Room-temperature fully recyclable carbon fibre reinforced phenolic composites through dynamic covalent boronic ester bonds. J. Mater. Chem. A 2018, 6, 10868–10878. [Google Scholar] [CrossRef]
- Thomas, C.; Borges, P.; Panzera, T.; Cimentada, A.; Lombillo, I. Epoxy composites containing CFRP powder wastes. Compos. Part B 2014, 59, 260–268. [Google Scholar] [CrossRef]
- Colucci, G.; Ostrovskaya, O.; Frache, A.; Martorana, B.; Badini, C. The effect of mechanical recycling on the microstructure and properties of PA66 composites reinforced with carbon fibers. J. Appl. Polym. Sci. 2015, 132, 29. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A review on recycling and reuse methods for carbon fiber/glass fiber composites waste from wind turbine blades. Compos. Part B 2021, 215, 108768. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.L.; La Salle, E.L.G. Chemical recycling of glass fibre reinforced composites using subcritical water. Compos. Part A 2012, 43, 1809–1818. [Google Scholar] [CrossRef]
- Asmatulu, E.; Twomey, J.; Overcash, M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. J. Compos. Mater. 2014, 48, 593–608. [Google Scholar] [CrossRef]
- Bledzki, A.; Spaude, R.; Ehrenstein, G. Corrosion phenomena in glass fibers and glass fiber reinforced thermosetting resins. Sustain. Prod. Consum. 1985, 23, 263–285. [Google Scholar] [CrossRef]
- Khalil, Y. Sustainability assessment of solvolysis using supercritical fluids for carbon fiber reinforced polymers waste management. Sustain. Prod. Consum. 2019, 17, 74–84. [Google Scholar] [CrossRef]
- Henry, L.; Schneller, A.; Doerfler, J.; Mueller, W.M.; Aymonier, C.; Horn, S. Semi-continuous flow recycling method for carbon fibre reinforced thermoset polymers by near-and supercritical solvolysis. Polym. Degrad. Stab. 2016, 133, 264–274. [Google Scholar] [CrossRef]
- Ferrari, F.; Carallo, G.A.; Greco, A. Innovative closed-loop recyclable bio-based composites from epoxidized waste flour and recycled carbon fibers. Polymers 2022, 14, 3878. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Jones, N.; Williams, P.T. Recycling of fibre-reinforced polymeric waste by pyrolysis: Thermo-gravimetric and bench-scale investigations. J. Anal. Appl. Pyrolysis 2003, 70, 315–338. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.; Walker, G.; Bowering, N.; Wong, K.; Rudd, C. Soft ionisation analysis of evolved gas for oxidative decomposition of an epoxy resin/carbon fibre composite. Thermochim. Acta 2007, 454, 109–115. [Google Scholar] [CrossRef]
- Yip, H.; Pickering, S.; Rudd, C. Characterisation of carbon fibres recycled from scrap composites using fluidised bed process. Plast. Rubber Compos. 2002, 31, 278–282. [Google Scholar] [CrossRef]
- Giorgini, L.; Benelli, T.; Leonardi, C.; Mazzocchetti, L.; Zattini, G.; Cavazzoni, M.; Montanari, I.; Tosi, C. Efficient recovery of non-shredded tires via pyrolysis in an innovative pilot plant. Environ. Eng. Manag. J. 2015, 14, 1611–1622. [Google Scholar] [CrossRef]
- Neri, E.; Passarini, F.; Vassura, I.; Berti, B.; Giorgini, L.; Zattini, G.; Tosi, C.; Cavazzoni, M. Application of LCA methodology in the assessment of a pyrolysis process for tyres recycling. Environ. Eng. Manag. J. 2018, 17, 2437–2445. [Google Scholar]
- Mazzocchetti, L.; Benelli, T.; Zattini, G.; Maccaferri, E.; Brancolini, G.; Giorgini, L. Evaluation of carbon fiber structure and morphology after their recycling via pyro-gassification of CFRPs. AIP Conf. Proc. 2019, 2196, 020036. [Google Scholar]
- Meyer, L.O.; Schulte, K.; Grove-Nielsen, E. CFRP-recycling following a pyrolysis route: Process optimization and potentials. J. Compos. Mater. 2009, 43, 1121–1132. [Google Scholar] [CrossRef]
- Meng, F.; McKechnie, J.; Pickering, S.J. An assessment of financial viability of recycled carbon fibre in automotive applications. J. Compos. Part A 2018, 109, 207–220. [Google Scholar] [CrossRef]
- Pickering, S.; Kelly, R.; Kennerley, J.; Rudd, C.; Fenwick, N. A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites. Compos. Sci. Technol. 2000, 60, 509–523. [Google Scholar] [CrossRef]
- Pickering, S.J.; Turner, T.A.; Meng, F.; Morris, C.N.; Heil, J.P.; Wong, K.H.; Melendi, S. Developments in the fluidised bed process for fibre recovery from thermoset composites. In Proceedings of the 2nd Annual Composites and Advanced Materials Expo, Dallas, TX, USA, 27–29 October 2015; pp. 2384–2394. [Google Scholar]
- Shuaib, N.A.; Mativenga, P.T. Effect of process parameters on mechanical recycling of glass fibre thermoset composites. Procedia CIRP 2016, 48, 134–139. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, M.; Guo, X.; Liu, C.; Liu, T.; Xin, J.; Zhang, J. Mild chemical recycling of aerospace fiber/epoxy composite wastes and utilization of the decomposed resin. Polym. Degrad. Stab. 2017, 139, 20–27. [Google Scholar] [CrossRef]
- Jiang, J.; Deng, G.; Chen, X.; Gao, X.; Guo, Q.; Xu, C.; Zhou, L. On the successful chemical recycling of carbon fiber/epoxy resin composites under the mild condition. Compos. Sci. Technol. 2017, 151, 243–251. [Google Scholar] [CrossRef]
- Kim, K.W.; Lee, H.M.; An, J.H.; Chung, D.C.; An, K.H.; Kim, B.J. Recycling and characterization of carbon fibers from carbon fiber reinforced epoxy matrix composites by a novel super-heated-steam method. J. Environ. Manag. 2017, 203, 872–879. [Google Scholar] [CrossRef]
- Limburg, M.; Stockschläder, J.; Quicker, P. Thermal treatment of carbon fibre reinforced polymers (Part 1: Recycling). Waste Manag. Res. 2019, 37, 73–82. [Google Scholar] [CrossRef]
- Wada, M.; Kawai, K.; Suzuki, T.; Hira, H.; Kitaoka, S. Effect of superheated steam treatment of carbon fiber on interfacial adhesion to epoxy resin. Compos. Part A 2016, 85, 156–162. [Google Scholar] [CrossRef]
- Jeong, J.S.; Kim, K.W.; An, K.H.; Kim, B.J. Fast recovery process of carbon fibers from waste carbon fibers-reinforced thermoset plastics. J. Environ. Manag. 2019, 247, 816–821. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Sánchez-Rodríguez, D.; Kamo, T. Influence of thermal treatment on the properties of carbon fiber reinforced plastics under various conditions. Polym. Degrad. Stab. 2020, 178, 109199. [Google Scholar] [CrossRef]
- Zhu, Y.J.; Chen, F. Microwave-assisted preparation of inorganic nanostructures in liquid phase. Chem. Rev. 2014, 114, 6462–6555. [Google Scholar] [PubMed]
- Deng, J.; Xu, L.; Zhang, L.; Peng, J.; Guo, S.; Liu, J.; Koppala, S. Recycling of carbon fibers from CFRP waste by microwave thermolysis. Processes 2019, 7, 207. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Liu, C.; Mahmoodi, R.; Li, Q.; Naebe, M. Development of a low cost and green microwave assisted approach towards the circular carbon fibre composites. Compos. Part B 2020, 184, 107750. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, X.L.; Tian, F.; An, W.L.; Xu, S.; Wang, Y.Z. A fast and mild closed-loop recycling of anhydride-cured epoxy through microwave-assisted catalytic degradation by trifunctional amine and subsequent reuse without separation. Green Chem. 2019, 21, 2487–2493. [Google Scholar] [CrossRef]
- Yamamoto, T.; Yabushita, S.; Irisawa, T.; Tanabe, Y. Enhancement of bending strength, thermal stability and recyclability of carbon-fiber-reinforced thermoplastics by using silica colloids. Compos. Sci. Technol. 2019, 181, 107665. [Google Scholar] [CrossRef]
- Wu, J.; Li, C.; Hailatihan, B.; Mi, L.; Baheti, Y.; Yan, Y. Effect of the addition of thermoplastic resin and composite on mechanical and thermal properties of epoxy resin. Polymers 2022, 14, 1087. [Google Scholar] [CrossRef]
- Butenegro, J.A.; Bahrami, M.; Swolfs, Y.; Ivens, J.; Martínez, M.Á.; Abenojar, J. Novel thermoplastic composites strengthened with carbon fiber-reinforced epoxy composite waste rods: Development and characterization. Polymers 2022, 14, 3951. [Google Scholar] [CrossRef]
- Das, M.; Varughese, S. A novel sonochemical approach for enhanced recovery of carbon fiber from CFRP waste using mild acid-peroxide mixture. ACS Sustain. Chem. Eng. 2016, 4, 2080–2087. [Google Scholar] [CrossRef]
- Sun, H.; Guo, G.; Memon, S.A.; Xu, W.; Zhang, Q.; Zhu, J.H.; Xing, F. Recycling of carbon fibers from carbon fiber reinforced polymer using electrochemical method. Compos. Part A 2015, 78, 10–17. [Google Scholar] [CrossRef]
- Zhu, J.H.; Chen, P.Y.; Su, M.N.; Pei, C.; Xing, F. Recycling of carbon fibre reinforced plastics by electrically driven heterogeneous catalytic degradation of epoxy resin. Green Chem. 2019, 21, 1635–1647. [Google Scholar] [CrossRef]
- Wu, T.; Zhang, W.; Jin, X.; Liang, X.; Sui, G.; Yang, X. Efficient reclamation of carbon fibers from epoxy composite waste through catalytic pyrolysis in molten ZnCl2. RSC Adv. 2019, 9, 377–388. [Google Scholar] [CrossRef] [PubMed]
- Van de Werken, N.; Reese, M.S.; Taha, M.R.; Tehrani, M. Investigating the effects of fiber surface treatment and alignment on mechanical properties of recycled carbon fiber composites. Compos. Part A 2019, 119, 38–47. [Google Scholar] [CrossRef]
- Jensen, J.P.; Skelton, K. Wind turbine blade recycling: Experiences, challenges and possibilities in a circular economy. Renew. Sustain. Energ. Rev. 2018, 97, 165–176. [Google Scholar] [CrossRef]
- Mamanpush, S.H.; Li, H.; Englund, K.; Tabatabaei, A.T. Recycled wind turbine blades as a feedstock for second generation composites. Waste. Manag. 2018, 76, 708–714. [Google Scholar] [CrossRef]
- Jagadish, P.R.; Khalid, M.; Li, L.P.; Hajibeigy, M.T.; Amin, N.; Walvekar, R.; Chan, A. Cost effective thermoelectric composites from recycled carbon fibre: From waste to energy. J. Clean. Prod. 2018, 195, 1015–1025. [Google Scholar] [CrossRef]
- Liu, W.H.; Huang, H.H.; Zhu, L.B.; Liu, Z.F. Integrating carbon fiber reclamation and additive manufacturing for recycling CFRP waste. Compos. Part B 2021, 215, 108808. [Google Scholar] [CrossRef]
- Liu, S.; Wang, S.; Jiang, Y.; Zhao, Z.; Jiang, G.; Sun, Z. Synthesis of Fe2O3 loaded porous g-C3N4 photocatalyst for photocatalytic reduction of dinitrogen to ammonia. Chem. Eng. J. 2019, 373, 572–579. [Google Scholar] [CrossRef]
- Zhu, Z.; Huo, P.; Lu, Z.; Yan, Y.; Liu, Z.; Shi, W.; Li, C.; Dong, H. Fabrication of magnetically recoverable photocatalysts using g-C3N4 for effective separation of charge carriers through like-Z-scheme mechanism with Fe3O4 mediator. Chem. Eng. J. 2018, 331, 615–625. [Google Scholar] [CrossRef]
- Alghamdi, Y.G.; Krishnakumar, B.; Malik, M.A.; Alhayyani, S. Design and preparation of biomass-derived activated carbon loaded TiO2 photocatalyst for photocatalytic degradation of reactive red 120 and ofloxacin. Polymers 2022, 14, 880. [Google Scholar] [CrossRef] [PubMed]
- Lin, C.H.; Lee, J.W.; Chang, C.Y.; Chang, Y.J.; Lee, Y.C.; Hwa, M.Y. Novel TiO2 thin films/glass fiber photocatalytic reactors in the removal of bioaerosols. Surf. Coat. Technol. 2010, 205, 341–344. [Google Scholar] [CrossRef]
- Liu, S.; Lim, M.; Amal, R. TiO2-coated natural zeolite: Rapid humic acid adsorption and effective photocatalytic regeneration. Chem. Eng. Sci. 2014, 105, 46–52. [Google Scholar] [CrossRef]
- Guo, H.; Kemell, M.; Heikkilä, M.; Leskelä, M. Noble metal-modified TiO2 thin film photocatalyst on porous steel fiber support. Appl. Catal. B 2010, 95, 358–364. [Google Scholar] [CrossRef]
- Dey, N.K.; Kim, M.J.; Kim, K.D. Adsorption and photocatalytic degradation of methylene blue over TiO2 films on carbon fiber prepared by atomic layer deposition. J. Mol. Catal. A 2011, 337, 33–38. [Google Scholar] [CrossRef]
- Fu, P.F.; Yong, L.; Dai, X.G. Interposition fixing structure of TiO2 film deposited on activated carbon fibers. Trans. Nonferr. Metal. Soc. 2006, 16, 965–969. [Google Scholar] [CrossRef]
- Jiang, G.; Li, X.; Wei, Z.; Jiang, T.; Du, X.; Chen, W. Growth of N-doped BiOBr nanosheets on carbon fibers for photocatalytic degradation of organic pollutants under visible light irradiation. Powder Technol. 2014, 260, 84–89. [Google Scholar] [CrossRef]
- Zhang, W.; Sun, Y.; Xiao, Z.; Li, W.; Li, B.; Huang, X.; Liu, X.; Hu, J. Heterostructures of CuS nanoparticle/ZnO nanorod arrays on carbon fibers with improved visible and solar light photocatalytic properties. J. Mater. Chem. A 2015, 3, 7304–7313. [Google Scholar] [CrossRef]
- Li, Y.; Li, M.; Xu, P.; Tang, S.; Liu, C. Efficient photocatalytic degradation of acid orange 7 over N-doped ordered mesoporous titania on carbon fibers under visible-light irradiation based on three synergistic effects. Appl. Catal. A 2016, 524, 163–172. [Google Scholar] [CrossRef]
- Ding, J.; Bu, Y.; Ou, M.; Yu, Y.; Zhong, Q.; Fan, M. Facile decoration of carbon fibers with Ag nanoparticles for adsorption and photocatalytic reduction of CO2. Catal. B Environ. 2017, 202, 314–325. [Google Scholar] [CrossRef]
- Shi, Z.; Zhang, Y.; Shen, X.; Duoerkun, G.; Zhu, B.; Zhang, L.; Li, M.; Chen, Z. Fabrication of g-C3N4/BiOBr heterojunctions on carbon fibers as weaveable photocatalyst for degrading tetracycline hydrochloride under visible light. Chem. Eng. J. 2020, 386, 124010. [Google Scholar] [CrossRef]
- Demircivi, P.; Gulen, B.; Simsek, E.B.; Berek, D. Enhanced photocatalytic degradation of tetracycline using hydrothermally synthesized carbon fiber decorated BaTiO3. Mater. Chem. Phys. 2020, 241, 122236. [Google Scholar] [CrossRef]
- Lv, B.; Xia, L.; Yang, Y.; Wang, X.; Yin, C.; Li, Y.; Zhang, F. Synthesis of nanostructured TiC/TiO2 with controllable morphology on carbon fibers as photocatalyst for degrading RhB and reducing Cr (VI) under visible light. J. Mater. Sci. 2020, 55, 14953–14964. [Google Scholar] [CrossRef]
- Zhang, Y.; Xiong, M.; Sun, A.; Shi, Z.; Zhu, B.; Macharia, D.K.; Li, F.; Chen, Z.; Liu, J.; Zhang, L. MIL-101 (Fe) nanodot-induced improvement of adsorption and photocatalytic activity of carbon fiber/TiO2-based weavable photocatalyst for removing pharmaceutical pollutants. J. Clean. Prod. 2021, 290, 125782. [Google Scholar] [CrossRef]
- Shen, X.; Zhang, T.; Xu, P.; Zhang, L.; Liu, J.; Chen, Z. Growth of C3N4 nanosheets on carbon-fiber cloth as flexible and macroscale filter-membrane-shaped photocatalyst for degrading the flowing wastewater. Appl. Catal. B Environ. 2017, 219, 425–431. [Google Scholar] [CrossRef]
- Shen, X.; Song, L.; Luo, L.; Zhang, Y.; Zhu, B.; Liu, J.; Chen, Z.; Zhang, L. Preparation of TiO2/C3N4 heterojunctions on carbon-fiber cloth as efficient filter-membrane-shaped photocatalyst for removing various pollutants from the flowing wastewater. J. Colloid Interface Sci. 2018, 532, 798–807. [Google Scholar] [CrossRef]
- Zhang, Y.; Duoerkun, G.; Shi, Z.; Cao, W.; Liu, T.; Liu, J.; Zhang, L.; Li, M.; Chen, Z. Construction of TiO2/Ag3PO4 nanojunctions on carbon fiber cloth for photocatalytically removing various organic pollutants in static or flowing wastewater. J. Colloid Interface Sci. 2020, 571, 213–221. [Google Scholar] [CrossRef]
- Qian, T.; Zhang, Y.; Cai, J.; Cao, W.; Liu, T.; Chen, Z.; Liu, J.; Li, F.; Zhang, L. Decoration of amine functionalized zirconium metal organic framework/silver iodide heterojunction on carbon fiber cloth as a filter-membrane-shaped photocatalyst for degrading antibiotics. J. Colloid Interface Sci. 2021, 603, 582–593. [Google Scholar] [CrossRef]
- Kusiak-Nejman, E.; Czyżewski, A.; Wanag, A.; Dubicki, M.; Sadłowski, M.; Wróbel, R.J.; Morawski, A.W. Photocatalytic oxidation of nitric oxide over AgNPs/TiO2-loaded carbon fiber cloths. J. Environ. Manag. 2020, 262, 110343. [Google Scholar] [CrossRef]
- Kadirova, Z.C.; Hojamberdiev, M.; Katsumata, K.I.; Isobe, T.; Matsushita, N.; Nakajima, A.; Okada, K. Fe2O3-loaded activated carbon fiber/polymer materials and their photocatalytic activity for methylene blue mineralization by combined heterogeneous-homogeneous photocatalytic processes. Appl. Surf. Sci. 2017, 402, 444–455. [Google Scholar] [CrossRef]
- Li, H.; Li, N.; Chen, D.; Xu, Q.; Lu, J. Polyethylene imine-grafted ACF@BiOI0.5CI0.5 as a recyclable photocatalyst for high-efficient dye removal by adsorption-combined degradation. Appl. Surf. Sci. 2017, 403, 80–88. [Google Scholar] [CrossRef]
- Luo, S.; Liu, C.; Wan, Y.; Li, W.; Ma, C.; Liu, S.; Heeres, H.J.; Zheng, W.; Seshan, K.; He, S. Self-assembly of single-crystal ZnO nanorod arrays on flexible activated carbon fibers substrates and the superior photocatalytic degradation activity. Appl. Surf. Sci. 2020, 513, 145878. [Google Scholar] [CrossRef]
- Kar, P.; Shukla, K.; Jain, P.; Gupta, R.K. An activated carbon fiber supported Fe2O3@bismuth carbonate heterojunction for enhanced visible light degradation of emerging pharmaceutical pollutants. React. Chem. Eng. 2021, 6, 2029–2041. [Google Scholar] [CrossRef]
- Jiang, Z.Y.; Ma, Y.K.; Ke, Q.F.; Chu, L.F.; Guo, C.X.; Guo, Y.P. Hydrothermal deposition of CoFe2O4 nanoparticles on activated carbon fibers promotes atrazine removal via physical adsorption and photo-Fenton degradation. J. Environ. Chem. Eng. 2021, 9, 105940. [Google Scholar] [CrossRef]
- Dang, C.; Sun, F.; Jiang, H.; Huang, T.; Liu, W.; Chen, X.; Ji, H. Pre-accumulation and in-situ destruction of diclofenac by a photo-regenerable activated carbon fiber supported titanate nanotubes composite material: Intermediates, DFT calculation, and ecotoxicity. J. Hazard. Mater. 2020, 400, 123225. [Google Scholar] [CrossRef] [PubMed]
- Saleem, A.; Ahmed, T.; Ammar, M.; Zhang, H.L.; Xu, H.B.; Tabassum, R. Direct growth of m-BiVO4@ carbon fibers for highly efficient and recyclable photocatalytic and antibacterial applications. J. Photochem. Photobiol. B 2020, 213, 112070. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Lu, B.; Ke, Q.F.; Guo, Y.J.; Guo, Y.P. Synergetic effect between adsorption and photodegradation on nanostructured TiO2/activated carbon fiber felt porous composites for toluene removal. J. Hazard. Mater. 2017, 333, 88–98. [Google Scholar] [CrossRef]
- Sharma, A.; Lee, B.K. Photocatalytic reduction of carbon dioxide to methanol using nickel-loaded TiO2 supported on activated carbon fiber. Catal. Today 2017, 298, 158–167. [Google Scholar] [CrossRef]
- Shen, X.; Zhang, Y.; Shi, Z.; Shan, S.; Liu, J.; Zhang, L. Construction of C3N4/CdS nanojunctions on carbon fiber cloth as a filter-membrane-shaped photocatalyst for degrading flowing wastewater. J. Alloys Compd. 2021, 851, 156743. [Google Scholar] [CrossRef]
- Behpour, M.; Shirazi, P.; Rahbar, M. Immobilization of the Fe2O3/TiO2 photocatalyst on carbon fiber cloth for the degradation of a textile dye under visible light irradiation. React. Kinet. Mech. Catal. 2019, 127, 1073–1085. [Google Scholar] [CrossRef]
- Tian, H.; Sun, M.; Zai, J.; Chen, M.; Li, W.; Hu, J.; Ali, N.; He, K.; Xin, Z.; Qian, X. Interlocked 3D active carbon fibers and monolithic I-doped Bi2O2CO3 structure built by 2D face-to-face interaction; endowed with cycling stability and photocatalytic activity. Cryst. Eng. Comm. 2021, 23, 3204–3211. [Google Scholar] [CrossRef]
- Nahyoon, N.A.; Liu, L.F.; Rabé, K.; Yuan, L.X.; Nahyoon, S.A.; Yang, F.L. An ideal visible nanocomposite (Fe/GTiP) photoanode catalyst for treatment of antibiotics in water and simultaneous electricity generation in the photocatalytic fuel cell. Int. J. Hydrogen Energy 2019, 44, 21703–21715. [Google Scholar] [CrossRef]
- Shi, J.; Chen, J.; Li, G.; An, T.; Yamashita, H. Fabrication of Au/TiO2 nanowires@ carbon fiber paper ternary composite for visible-light photocatalytic degradation of gaseous styrene. Catal. Today 2017, 281, 621–629. [Google Scholar] [CrossRef]
- Yao, C.; Yuan, A.; Zhang, H.; Li, B.; Liu, J.; Xi, F.; Dong, X. Facile surface modification of textiles with photocatalytic carbon nitride nanosheets and the excellent performance for self-cleaning and degradation of gaseous formaldehyde. J. Colloid Interface Sci. 2019, 533, 144–153. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).