
A Comparative Evaluation of the Effects of Manufacturing Parameters on Mechanical Properties of Additively Manufactured PA and CF-Reinforced PA Materials
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Tensile Tests
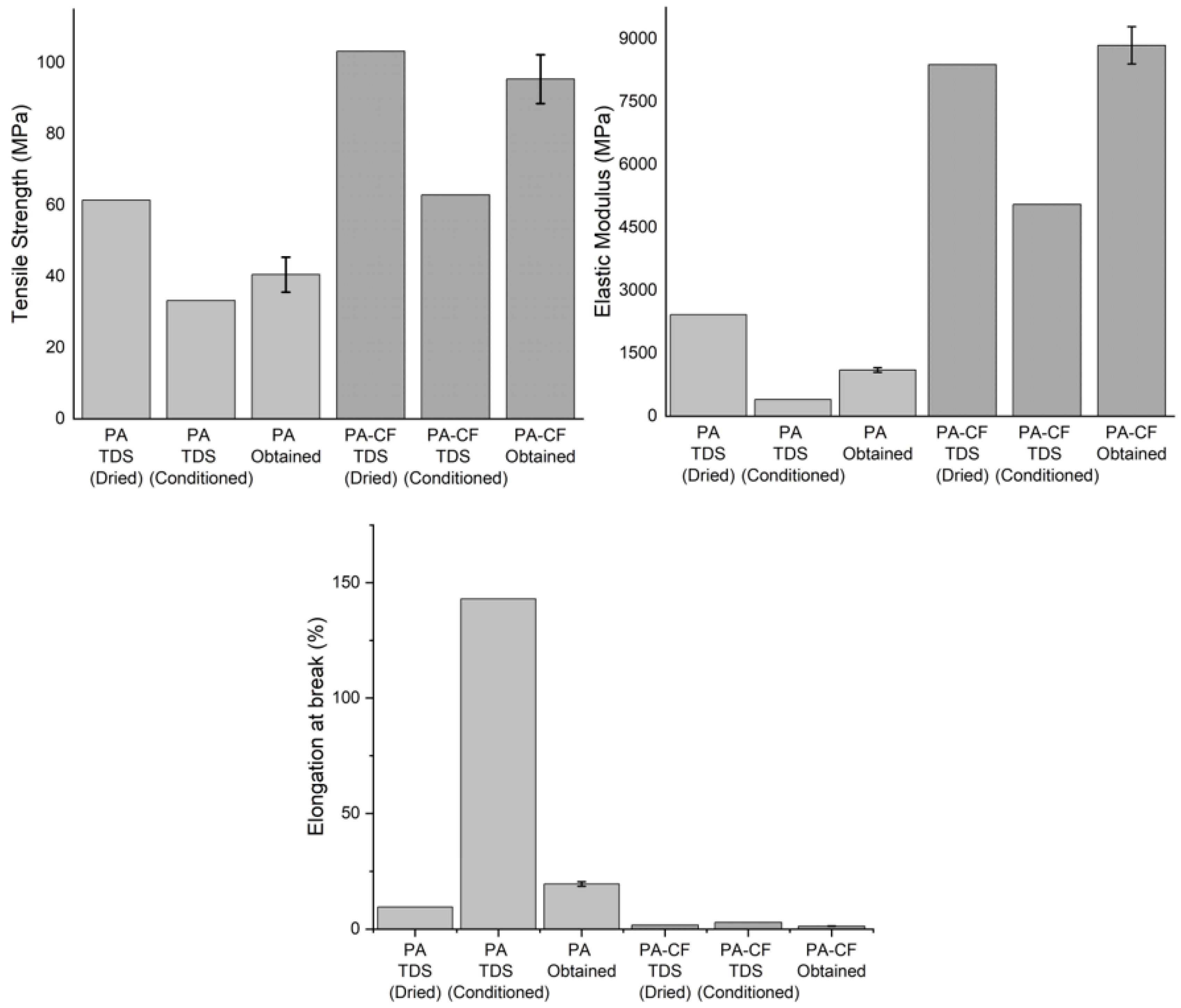
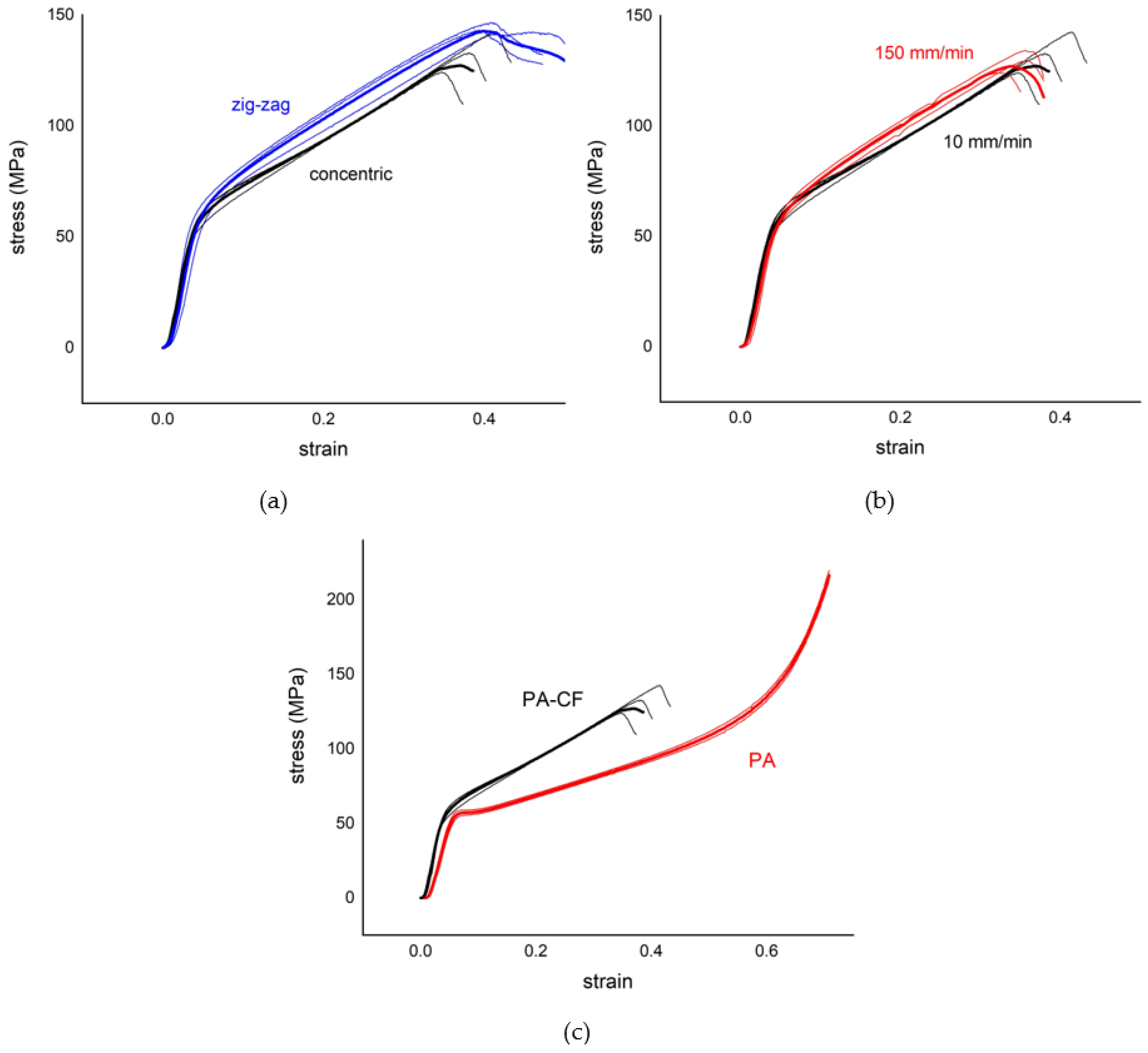
3.1.1. The Effect of Fiber Reinforcement
- A decrease in toughness and ductility, and
- An increase in tensile strength and stiffness.
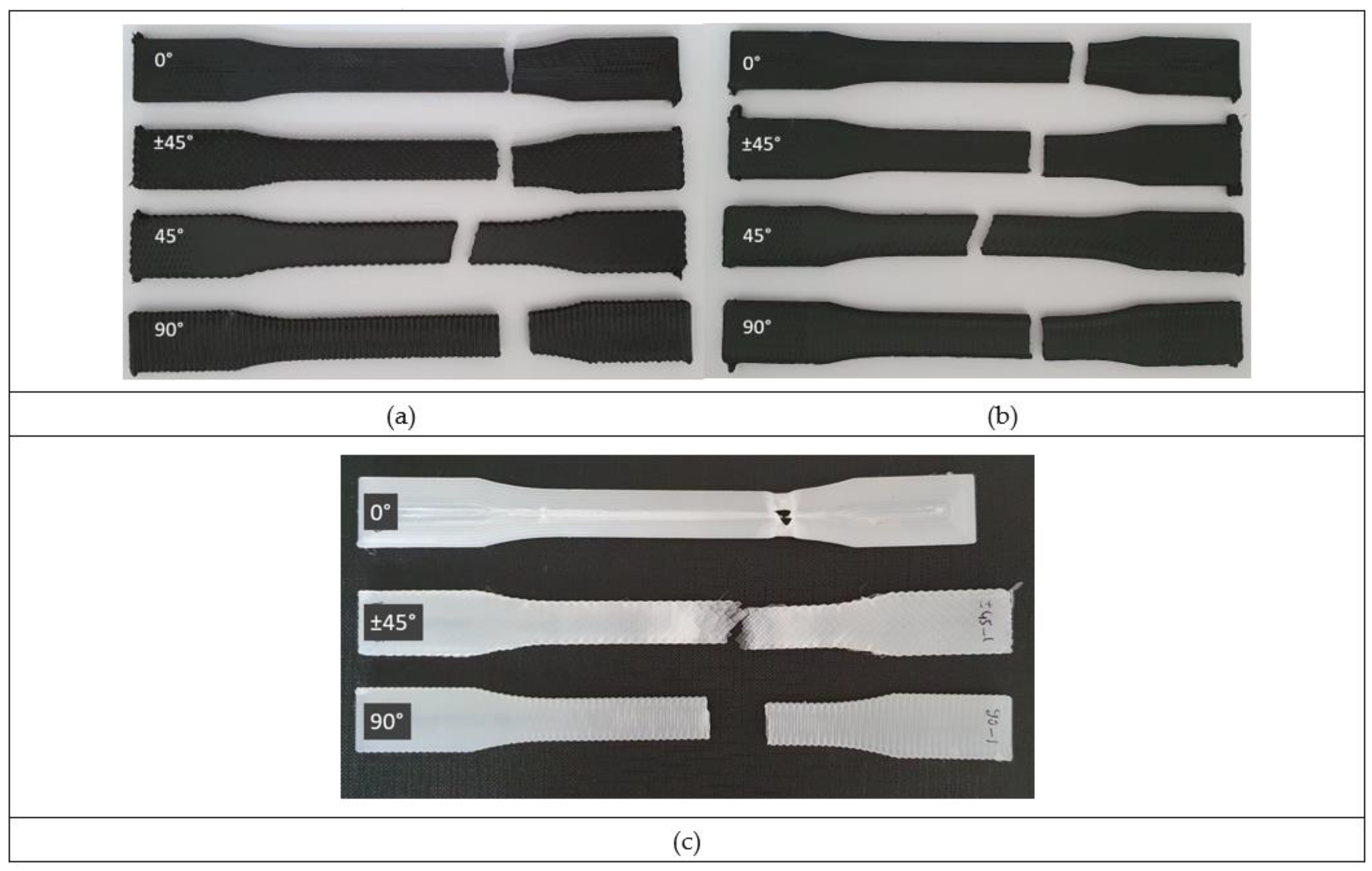
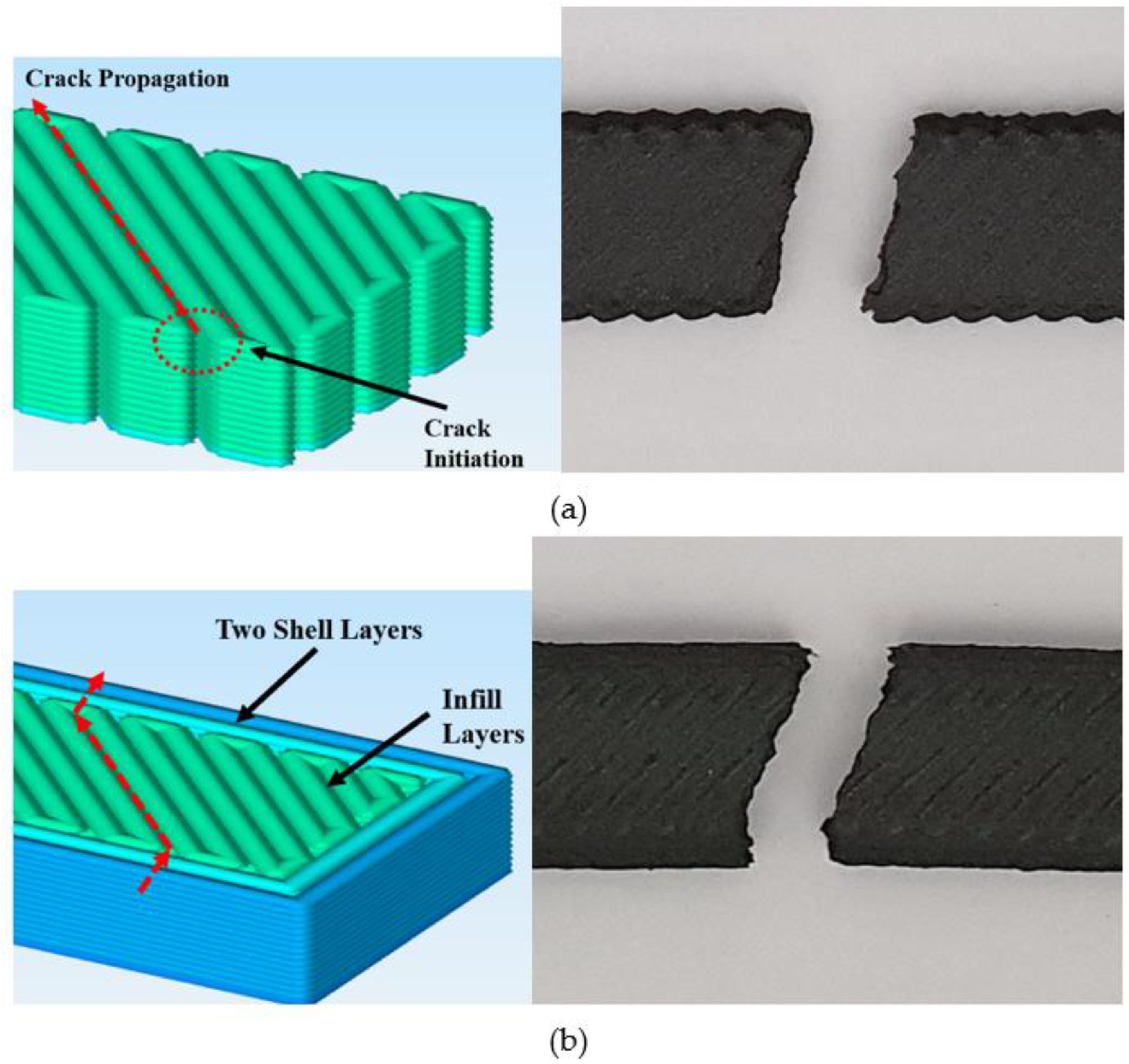
3.1.2. The Effect of the Raster Angle
3.1.3. The Effect of a Frame
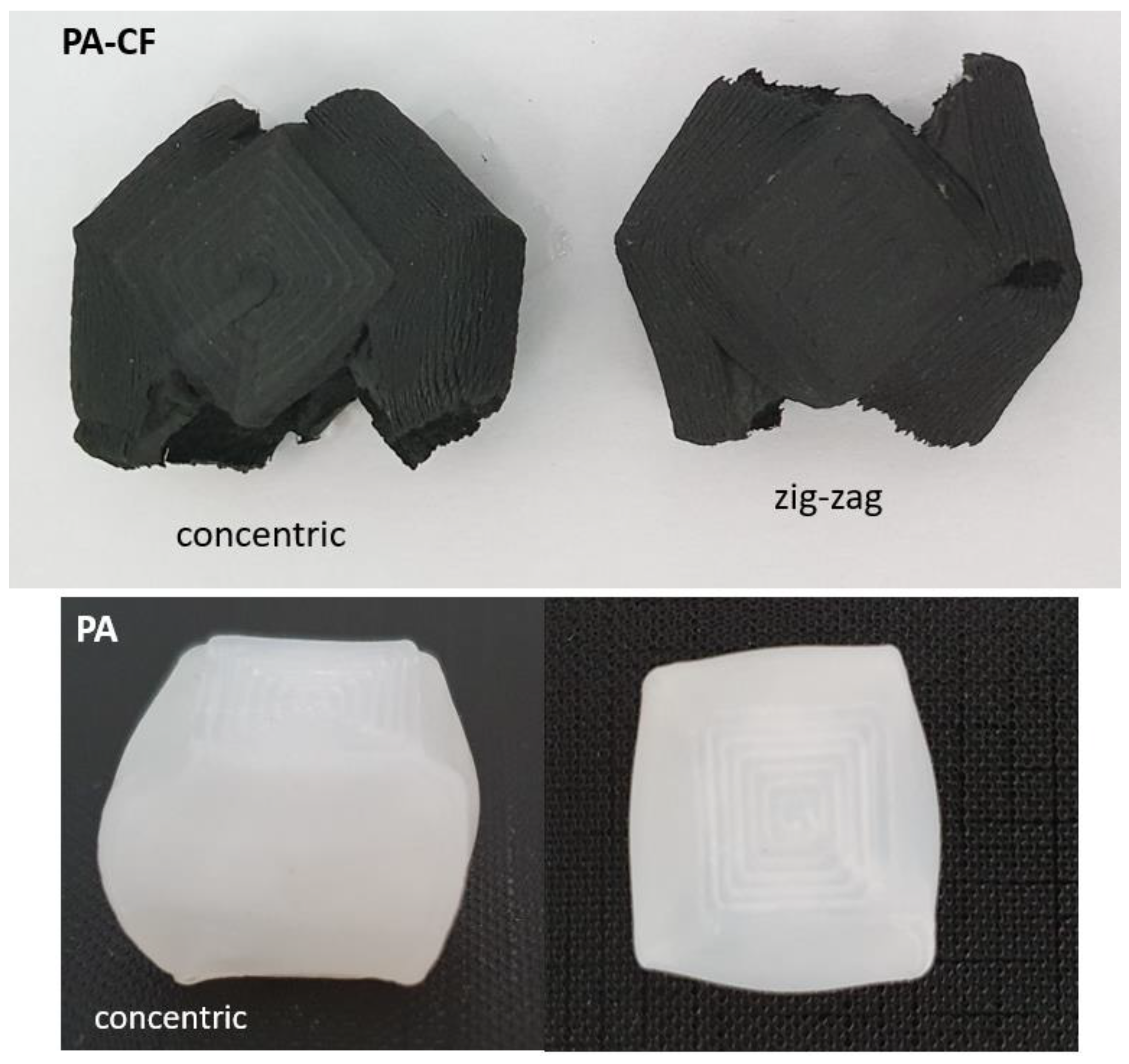
3.2. Compression Tests
3.3. Three-Point Bending Tests
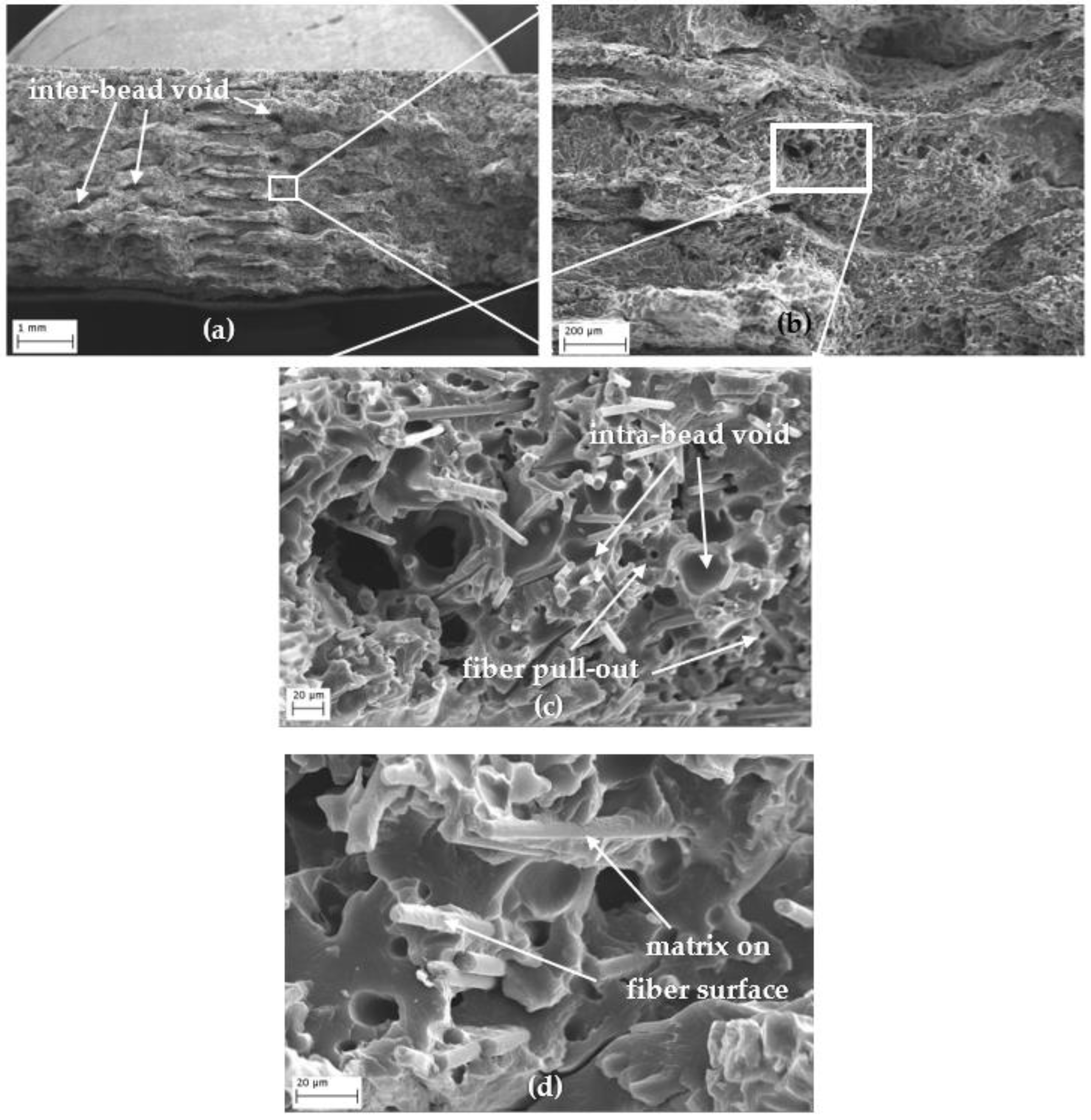
3.4. Porosity
4. Conclusions
- Carbon fiber reinforcement, regardless of the raster angle, decreased toughness and ductility and increased tensile strength and stiffness. The increase in tensile strength at the 0° samples was obtained as 136%.
- For PA, the obtained elongation at the break value of the ±45° raster angle was 79% and 76% lower than the 0° and 90° angles, respectively. In addition, a decrease of 39% and 24% was observed in the tensile strength, respectively.
- PA and PA–CF samples exhibited almost the same tensile strength values due to the fact that failure takes place due to the weak bonding strength between adjacent rasters.
- The shell layers produced along the loading direction decreased the surface roughness and, because of this reason, the tensile strength of the framed samples was higher than the unframed ones.
- The PA sample showed a compression behavior like a cellular structure due to the naturally inherent structure of the FDM printed sample.The compression rate and printing pattern did not show a significant effect on mechanical properties.
- Similar to the tensile test, the higher flexural strength was observed for the 0° raster angle for both PA and PA–CF.
- A 15% carbon fiber addition increased the porosity from 6.3% to 10.3%.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Diegel, O.; Nordin, A.; Motte, D. Additive Manufacturing Technologies. In A Practical Guide to Design for Additive Manufacturing. Springer Series in Advanced Manufacturing; Springer: Singapore, 2019; pp. 19–39. [Google Scholar] [CrossRef]
- Chua, C.K.; Wong, C.H.; Yeong, W.Y. (Eds.) Chapter One—Introduction to 3D Printing or Additive Manufacturing. In Standards, Quality Control, and Measurement Sciences in 3D Printing and Additive Manufacturing; Academic Press: Cambridge, MA, USA, 2017; pp. 1–29. ISBN 978-0-12-813489-4. [Google Scholar]
- Lanzotti, A.; Grasso, M.; Staiano, G.; Martorelli, M. The Impact of Process Parameters on Mechanical Properties of Parts Fabricated in PLA with an Open-Source 3-D Printer. Rapid Prototyp. J. 2015, 21, 604–617. [Google Scholar] [CrossRef] [Green Version]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive Manufacturing of PLA Structures Using Fused Deposition Modelling: Effect of Process Parameters on Mechanical Properties and Their Optimal Selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Çakan, B.G. Effects of Raster Angle on Tensile and Surface Roughness Properties of Various FDM Filaments. J. Mech. Sci. Technol. 2021, 35, 3347–3353. [Google Scholar] [CrossRef]
- Nguyen, P.Q.K.; Zohdi, N.; Kamlade, P.; Yang, R. (Chunhui) Predicting Material Properties of Additively Manufactured Acrylonitrile Butadiene Styrene via a Multiscale Analysis Process. Polymers 2022, 14, 4310. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Sanei, S.H.R.; Popescu, D. 3d-Printed Carbon Fiber Reinforced Polymer Composites: A Systematic Review. J. Compos. Sci. 2020, 4, 98. [Google Scholar] [CrossRef]
- van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively Manufactured Carbon Fiber-Reinforced Composites: State of the Art and Perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Albadrani, M.A. Failure Prediction in 3D Printed Kevlar/Glass Fiber-Reinforced Nylon Structures with a Hole and Different Fiber Orientations. Polymers 2022, 14, 4464. [Google Scholar] [CrossRef]
- de Toro, E.V.; Sobrino, J.C.; Martínez, A.M.; Eguía, V.M.; Pérez, J.A. Investigation of a Short Carbon Fibre-Reinforced Polyamide and Comparison of Two Manufacturing Processes: Fused Deposition Modelling (FDM) and Polymer Injection Moulding (PIM). Materials 2020, 13, 672. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Cheng, Y.; Xu, D.; Zhu, D.; Jiang, S.; Guo, J.; Chen, X.; Xu, G.; Zhu, Y. Properties of Oriented Carbon Fiber/Polyamide 12 Composite Parts Fabricated by Fused Deposition Modeling. Mater. Des. 2018, 139, 283–292. [Google Scholar] [CrossRef]
- Hossain, M.; Liao, Z. An Additively Manufactured Silicone Polymer: Thermo-Viscoelastic Experimental Study and Computational Modelling. Addit. Manuf. 2020, 35, 101395. [Google Scholar] [CrossRef]
- Naranjo-Lozada, J.; Ahuett-Garza, H.; Orta-Castañón, P.; Verbeeten, W.M.H.; Sáiz-González, D. Tensile Properties and Failure Behavior of Chopped and Continuous Carbon Fiber Composites Produced by Additive Manufacturing. Addit. Manuf. 2019, 26, 227–241. [Google Scholar] [CrossRef]
- Hu, C.; Qin, Q.H. Advances in Fused Deposition Modeling of Discontinuous Fiber/Polymer Composites. Curr. Opin. Solid State Mater. Sci. 2020, 24, 100867. [Google Scholar] [CrossRef]
- Kasmi, S.; Ginoux, G.; Allaoui, S.; Alix, S. Investigation of 3D Printing Strategy on the Mechanical Performance of Coextruded Continuous Carbon Fiber Reinforced PETG. J. Appl. Polym. Sci. 2021, 138, e50955. [Google Scholar] [CrossRef]
- Mahmood, S.; Qureshi, A.J.; Goh, K.L.; Talamona, D. Tensile Strength of Partially Filled FFF Printed Parts: Experimental Results. Rapid Prototyp. J. 2017, 23, 122–128. [Google Scholar] [CrossRef]
- Moza, Z.; Kitsakis, K.; Kechagias, J.; Mastorakis, N. Optimizing Dimensional Accuracy of Fused Filament Fabrication Using Taguchi Design. In Proceedings of the 14th International Conference on Instrumentation, Measurement, Circuits and Systems, Salerno, Italy, 27–29 June 2015; pp. 110–114. [Google Scholar]
- Ferretti, P.; Leon-Cardenas, C.; Santi, G.M.; Sali, M.; Ciotti, E.; Frizziero, L.; Donnici, G.; Liverani, A. Relationship between Fdm 3d Printing Parameters Study: Parameter Optimization for Lower Defects. Polymers 2021, 13, 2190. [Google Scholar] [CrossRef] [PubMed]
- Kanger, C.; Hadidi, H.; Akula, S.; Sandman, C.; Quint, J.; Alsunni, M.; Underwood, R.; Slafter, C.; Sonderup, J.; Spilinek, M.; et al. Effect of Process Parameters and Shot Peening on Mechanical Behavior of ABS Parts Manufactured by Fused Filament Fabrication (FFF). In Solid Freeform Fabrication 2017, Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2017, Austin, TX, USA, 7–9 August 2017; University of Texas at Austin: Austin, TX, USA, 2020; pp. 444–458. [Google Scholar]
- BASF 3D Printing Solutions BV Ultrafuse® PAHT CF15 TDS. Available online: https://www.ultrafusefff.com/wp-content/uploads/2019/02/Ultrafuse_PAHT_CF15_TDS_EN_v3.5-1.pdf (accessed on 20 September 2021).
- BASF 3D Printing Solutions BV Ultrafuse PA TDS. Available online: https://www.ultrafusefff.com/wp-content/uploads/2019/01/Ultrafuse_PA_TDS_EN_v2.2.pdf (accessed on 20 September 2021).
- Kikuchi, B.C.; Bussamra, F.L.D.S.; Donadon, M.V.; Ferreira, R.T.L.; Sales, R. de C.M. Moisture Effect on the Mechanical Properties of Additively Manufactured Continuous Carbon Fiber-Reinforced Nylon-Based Thermoplastic. Polym. Compos. 2020, 41, 5227–5245. [Google Scholar] [CrossRef]
- Haddar, N.; Ksoru, I.; Kallel, T.; Mnif, N. Effect of Hygrothermal Ageing on the Monotonic and Cyclic Loading of Glass Fiber Reinforced Polyamide. Polym. Polym. Compos. 2014, 16, 101–113. [Google Scholar] [CrossRef]
- Lei, Y.; Zhang, T.; Zhang, J.; Zhang, B. Dimensional Stability and Mechanical Performance Evolution of Continuous Carbon Fiber Reinforced Polyamide 6 Composites under Hygrothermal Environment. J. Mater. Res. Technol. 2021, 13, 2126–2137. [Google Scholar] [CrossRef]
- Sang, L.; Wang, C.; Wang, Y.; Hou, W. Effects of Hydrothermal Aging on Moisture Absorption and Property Prediction of Short Carbon Fiber Reinforced Polyamide 6 Composites. Compos. B Eng. 2018, 153, 306–314. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly Oriented Carbon Fiber-Polymer Composites via Additive Manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive Manufacturing of Carbon Fiber Reinforced Thermoplastic Composites Using Fused Deposition Modeling. Compos. B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Gulgunje, P.V.; Newcomb, B.A.; Gupta, K.; Chae, H.G.; Tsotsis, T.K.; Kumar, S. Low-Density and High-Modulus Carbon Fibers from Polyacrylonitrile with Honeycomb Structure. Carbon N. Y. 2015, 95, 710–714. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | PA | PA–CF |
|---|---|---|
| Layer thickness | 0.2 mm | |
| Extrusion width | 0.96 mm | |
| Nozzle diameter | 0.8 mm | |
| Printing speed | 30 mm/s | |
| Nozzle temperature | 240 °C | 275 °C |
| Bed Temperature | 90 °C | 105 °C |
| Test Type | ASTM Standard | Length (mm) | Width (mm) | Thickness (mm) | Test Speed (mm/min) | Number of Specimens |
|---|---|---|---|---|---|---|
| Tensile | D638 | 165 | 13 | 4 | 10 | 5 |
| Compression | D695 | 25.4 | 12.7 | 12.7 | 10, 150 | 3 |
| 3-Point Bending | D790 | 127 | 12.7 | 3.2 | 10 | 5 |
| Infill Raster Orientation | PA (Polyamide) | PA–CF (Carbon Fiber Reinforced Polyamide) | PA–CF (Framed with Two Shell Layers) |
|---|---|---|---|
| 0° | PA0 | PA–CF0 | - |
| 45° | - | PA–CF45 | PA–CF45f |
| ±45° | PA ± 45 | PA–CF ± 45 | PA–CF ± 45f |
| 90° | PA90 | PA–CF90 | PA–CF90f |
| PA | PA–CF Unframed | PA–CF Framed | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Raster Angle | 0° | ±45° | 90° | 0° | 45° | ±45° | 90° | 45° | ±45° | 90° |
| Tensile Strength (MPa) | 40.5 | 24.6 | 32.2 | 95.4 | 72.7 | 58.4 | 31.4 | 88.0 | 106.6 | 88.7 |
| Elongation at Break (%) | 19.6 | 4.1 | 17.4 | 1.3 | 2.6 | 1.9 | 1.6 | 1.9 | 1.8 | 1.9 |
| Elastic Modulus (MPa) | 1102 | 849 | 840 | 8846 | 4026 | 3820 | 2662 | 5799 | 7776 | 6032 |
| Toughness (J·m−3·103) | 6988 | 739 | 4990 | 728 | 1214 | 694 | 329 | 1079 | 1156 | 1104 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tutar, M. A Comparative Evaluation of the Effects of Manufacturing Parameters on Mechanical Properties of Additively Manufactured PA and CF-Reinforced PA Materials. Polymers 2023, 15, 38. https://doi.org/10.3390/polym15010038
Tutar M. A Comparative Evaluation of the Effects of Manufacturing Parameters on Mechanical Properties of Additively Manufactured PA and CF-Reinforced PA Materials. Polymers. 2023; 15(1):38. https://doi.org/10.3390/polym15010038
Chicago/Turabian StyleTutar, Mumin. 2023. "A Comparative Evaluation of the Effects of Manufacturing Parameters on Mechanical Properties of Additively Manufactured PA and CF-Reinforced PA Materials" Polymers 15, no. 1: 38. https://doi.org/10.3390/polym15010038