
Development of an Epoxy Matrix Hybrid Composite with Astrocaryum Aculeatum (Tucumã) Endocarp and Kaolin from the Amazonas State in Brazil
 , , ,
, , ,  ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Particle Size Characterization
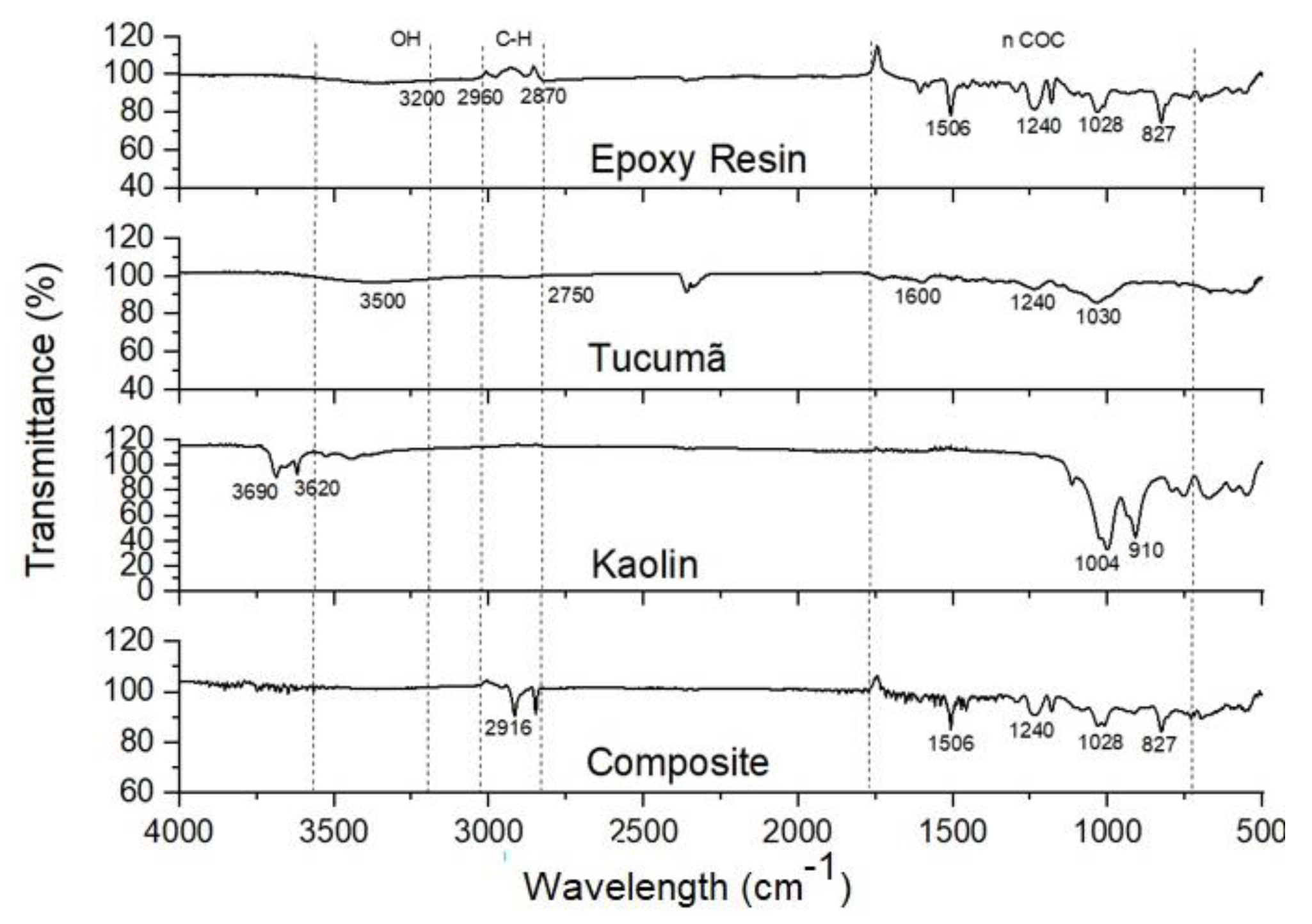
3.2. FTIR Characterization
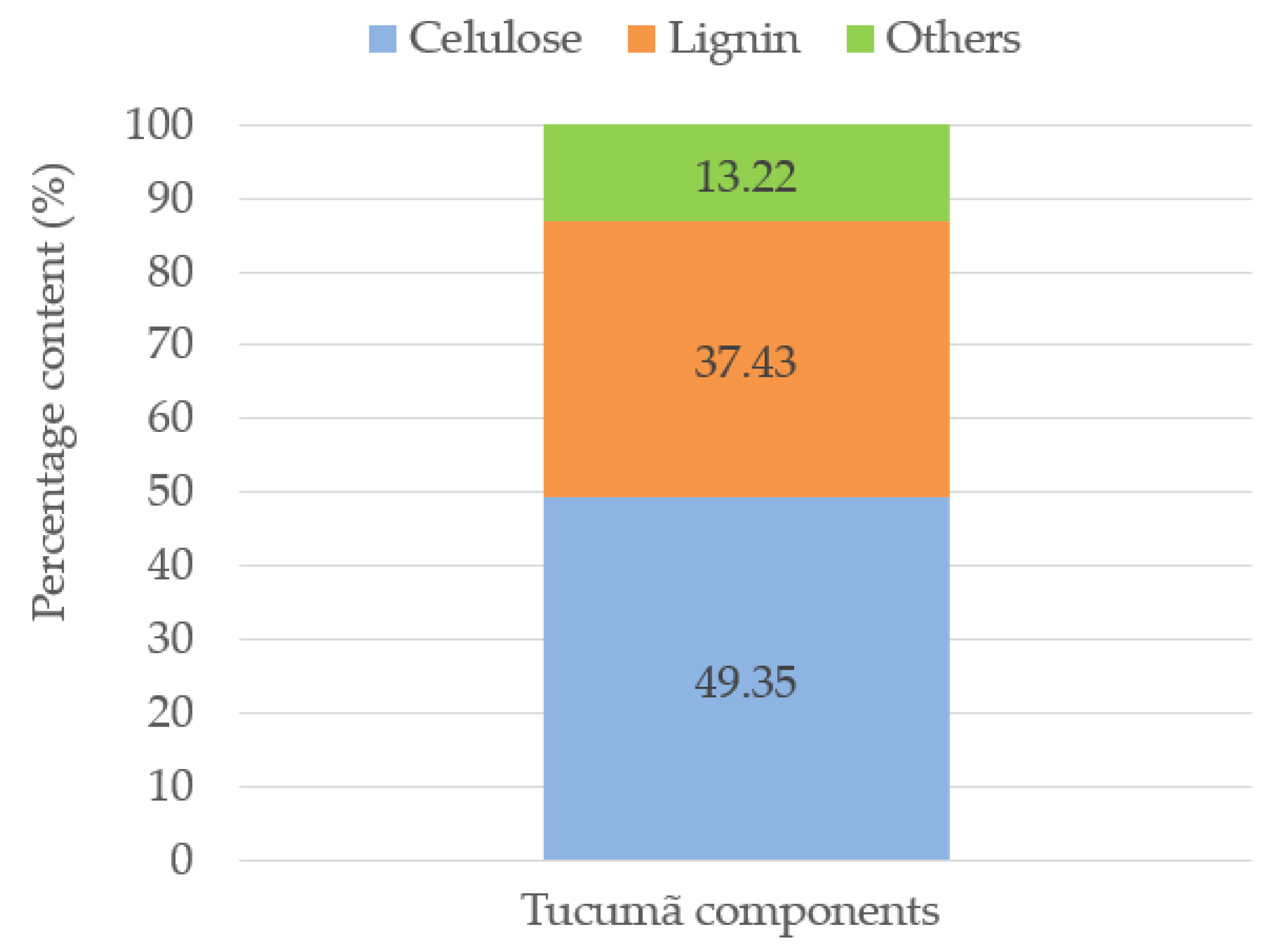
3.3. Percentage of Chemical Components of Vegetable Fibers
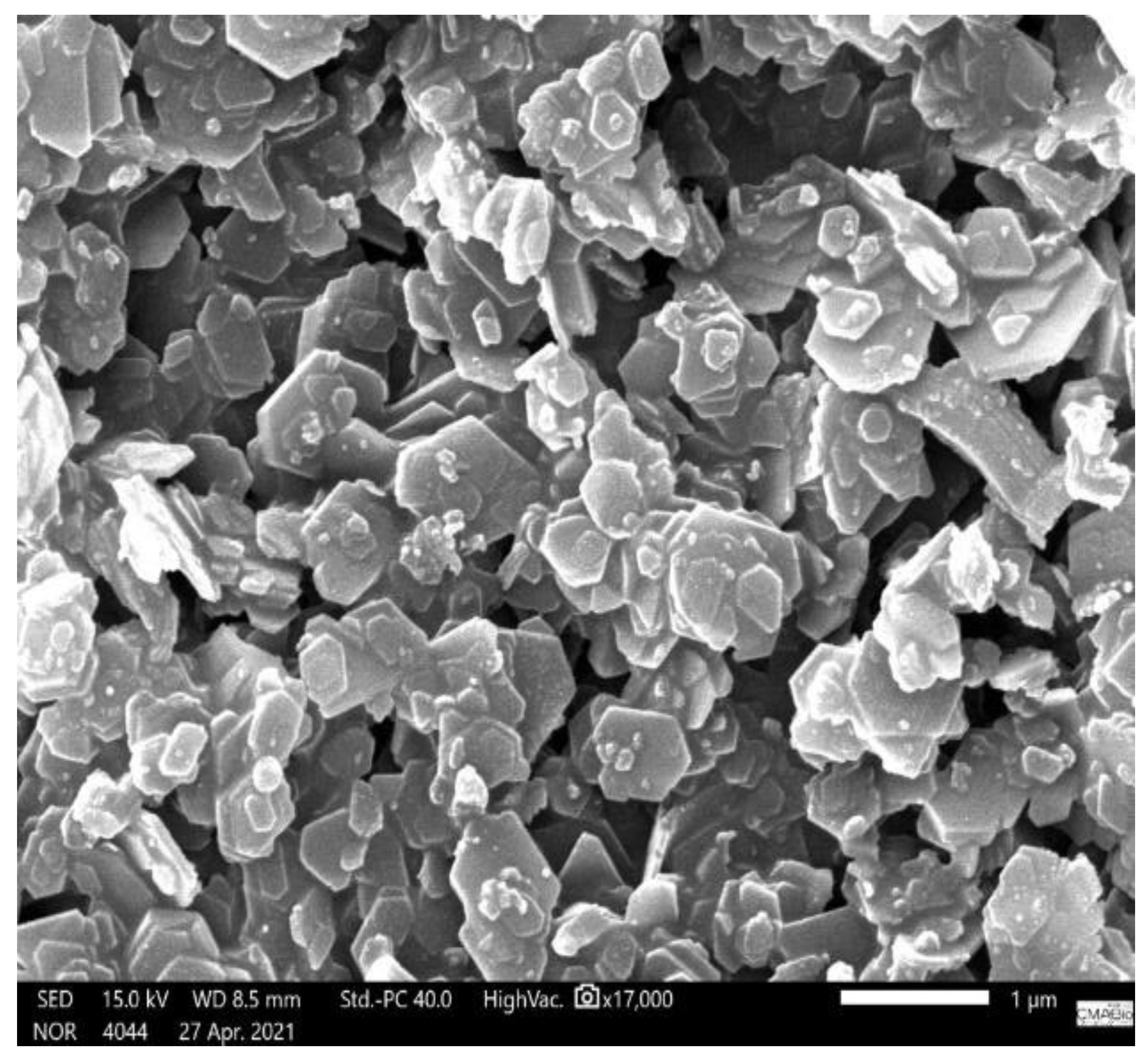
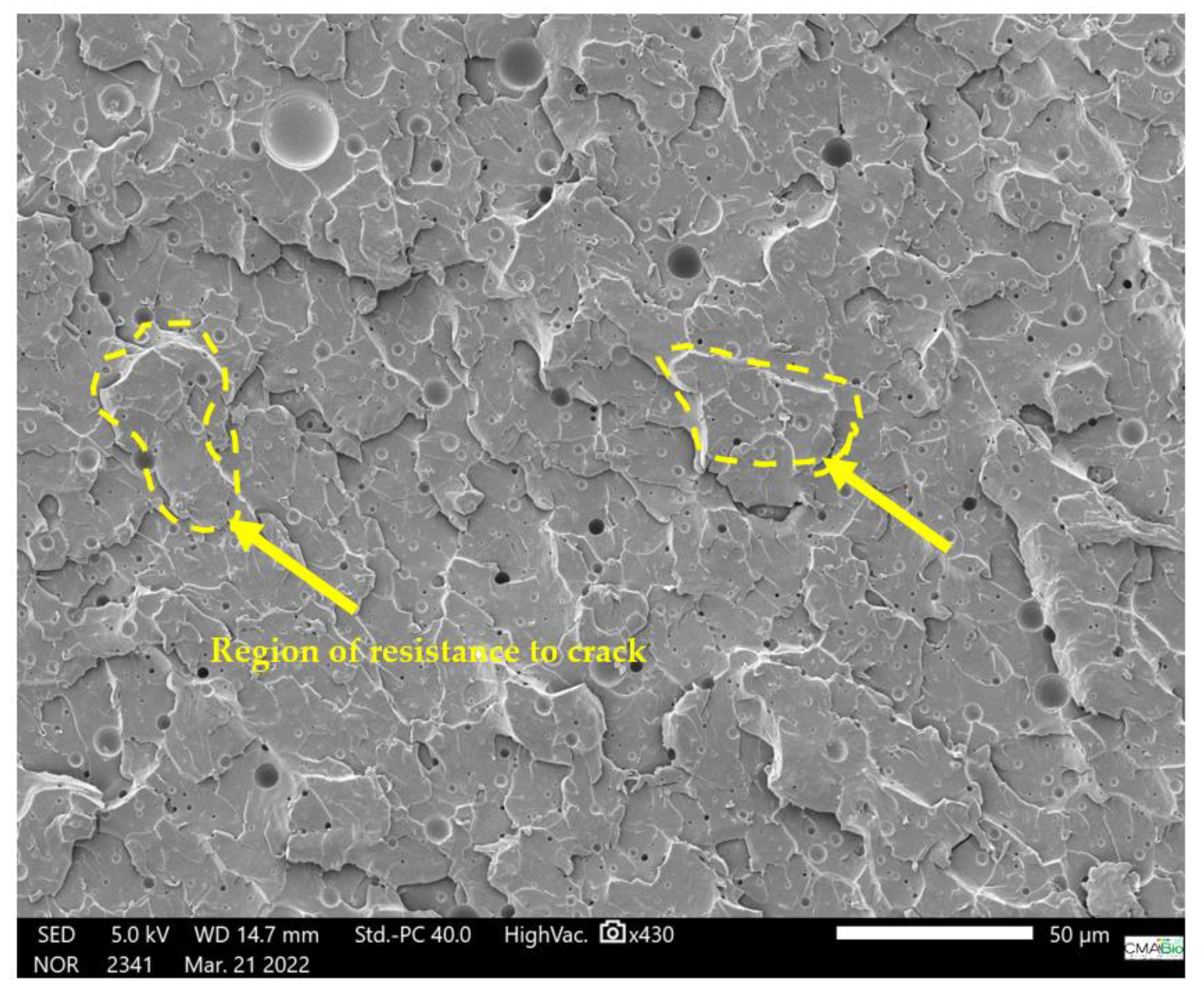
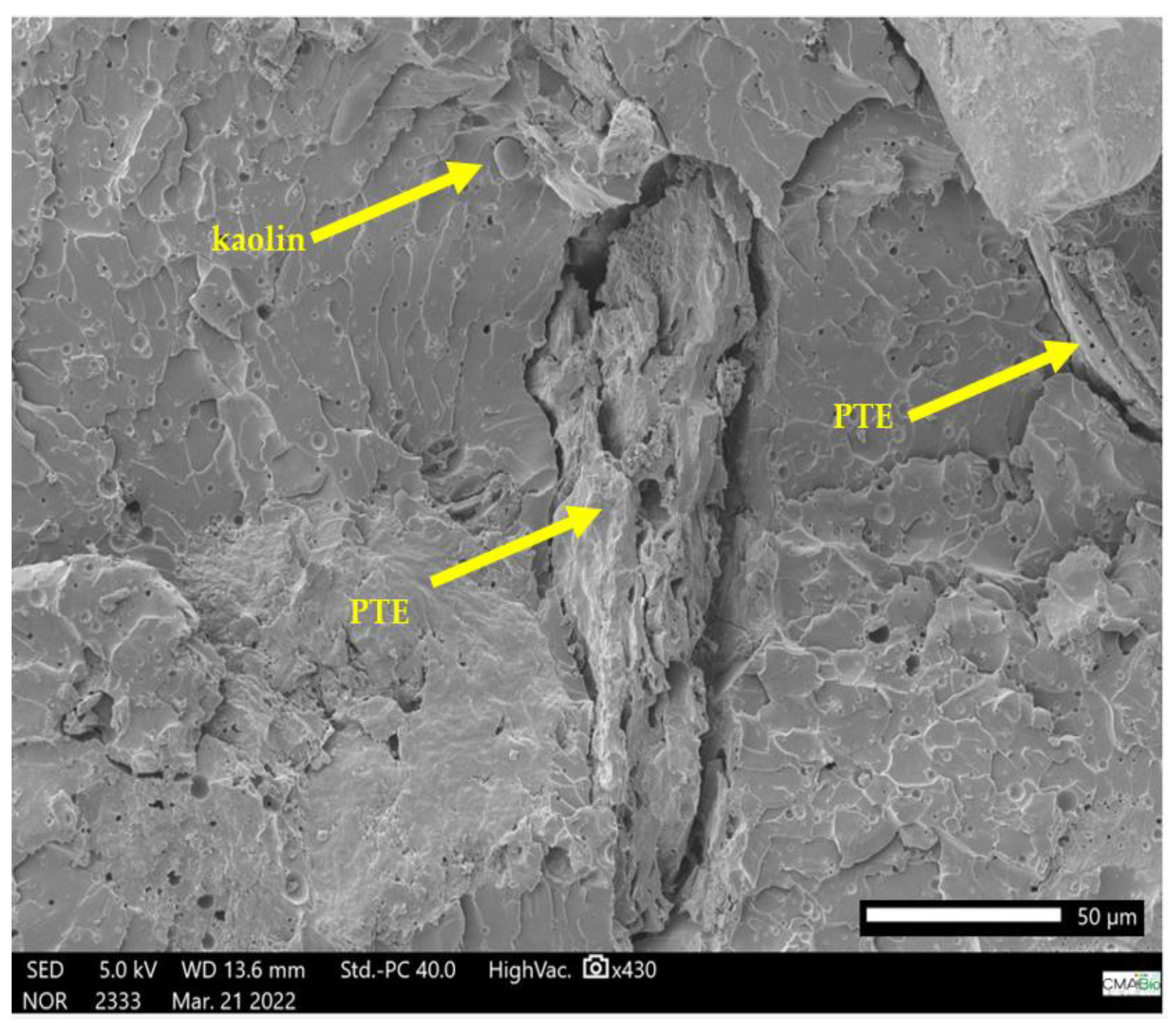
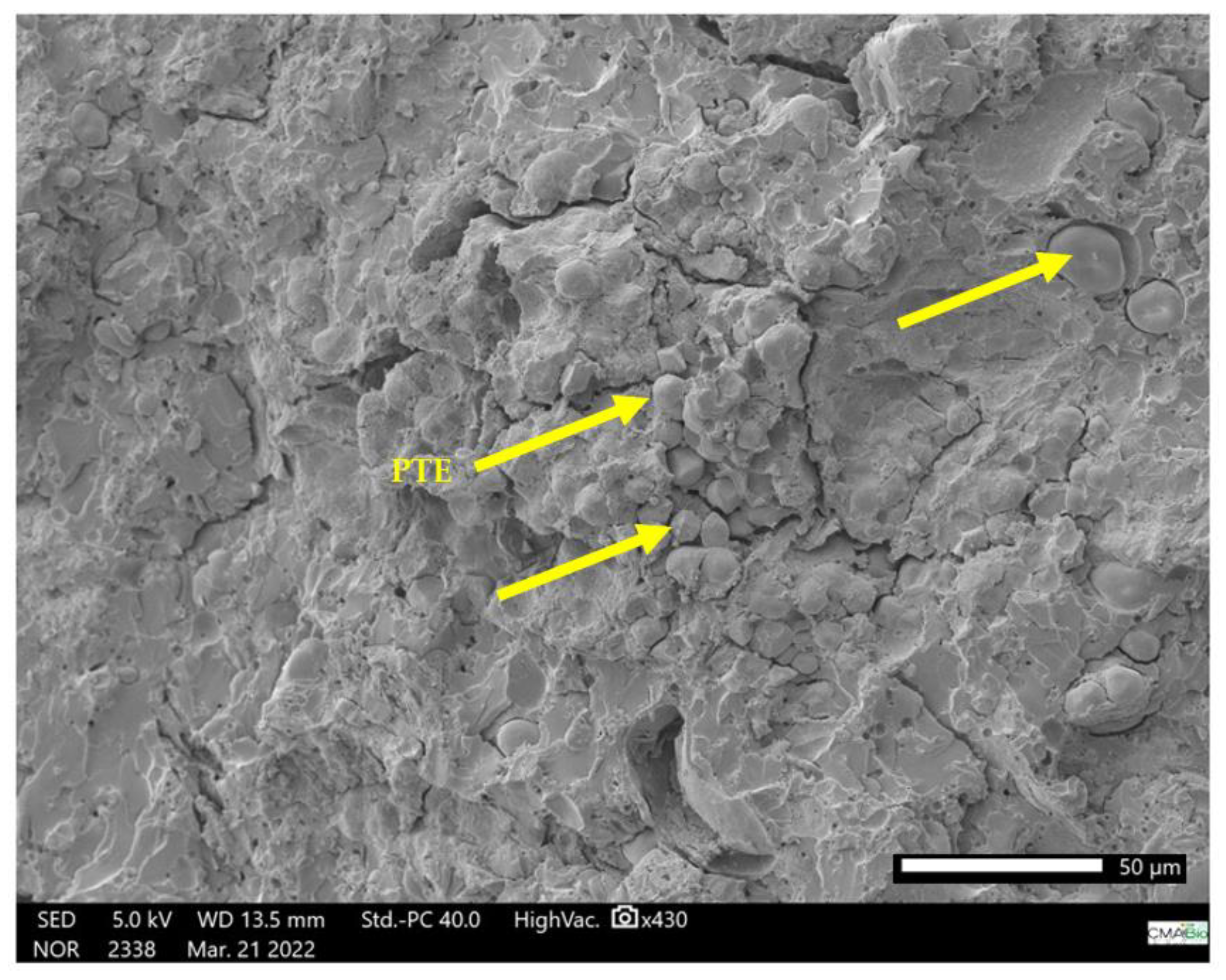
3.4. SEM Characterization of the ER, Kaolin, and ETKS
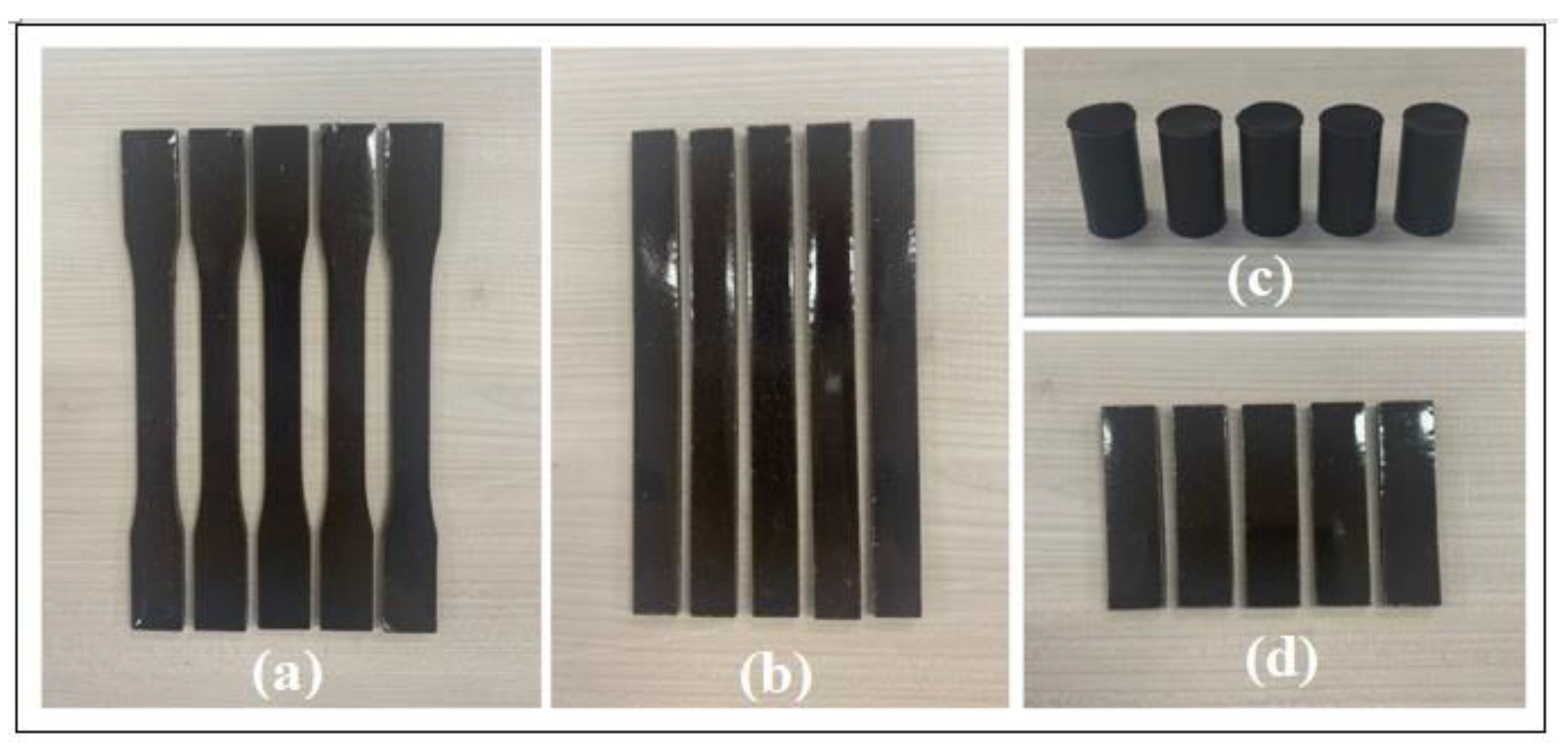
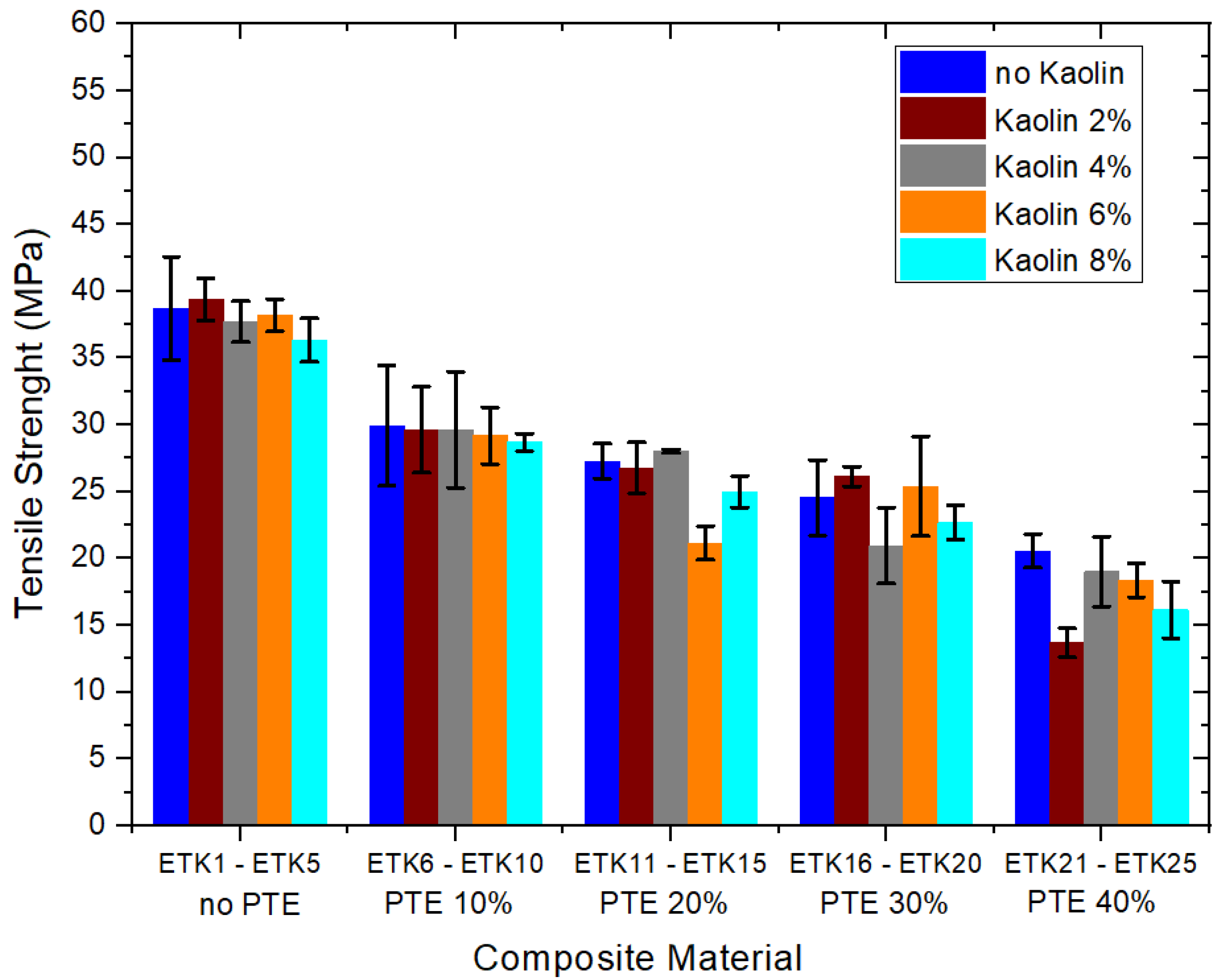
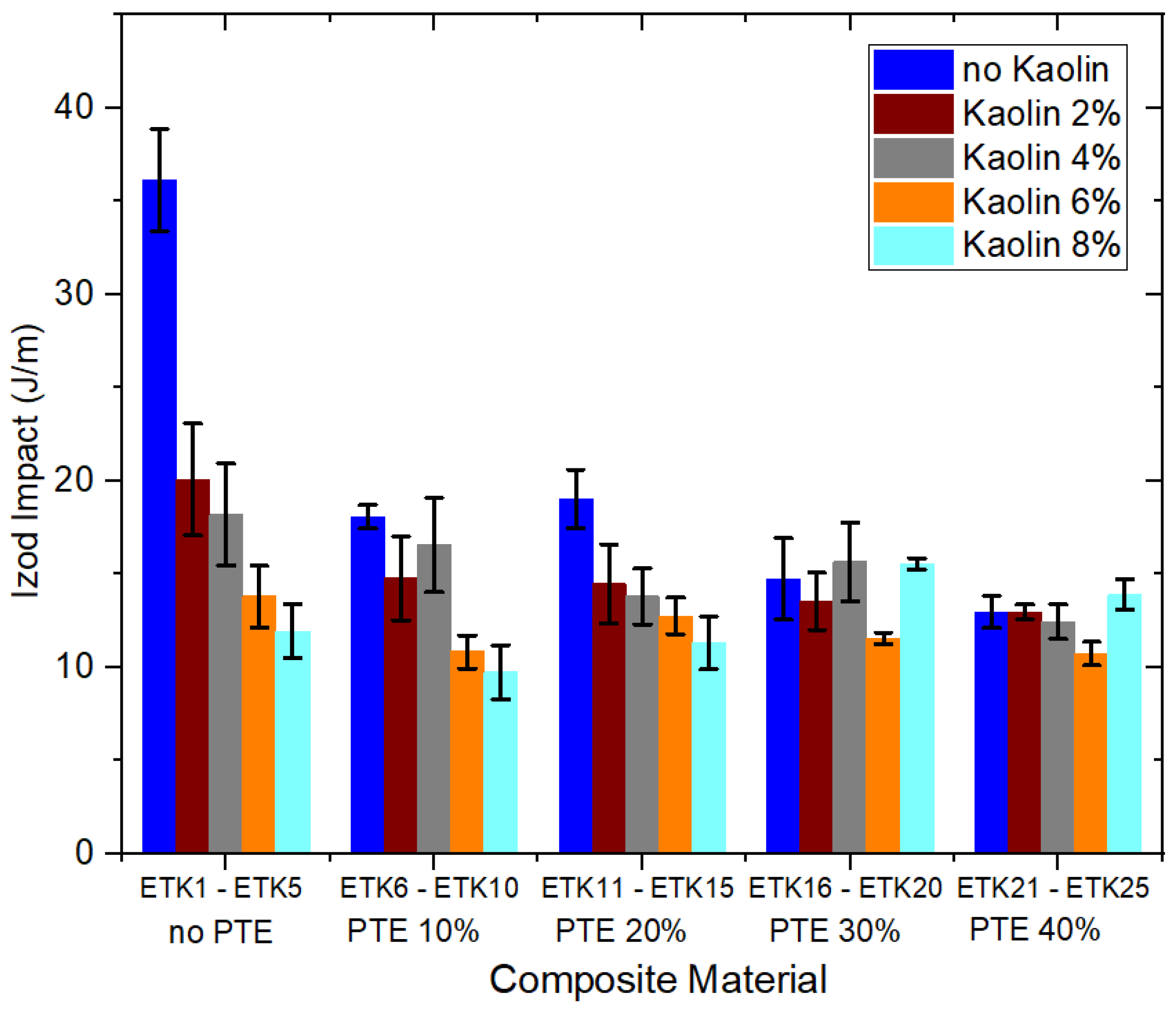
3.5. Mechanical Properties of the Composite
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Filizzola, D.M.; Santos, T.D.S.; de Miranda, A.G.; da Costa, J.C.M.; Nascimento, N.R.D.; dos Santos, M.D.; Bello, R.H.; del Pino, G.G.; Neto, J.C.D.M. Annealing Effect on the Microstructure and Mechanical Properties of AA 5182 Aluminum Alloy. Mat. Res. 2021, 24, e20200545. [Google Scholar] [CrossRef]
- Vieira, A.; de Macedo Neto, J.; de Miranda, A.; Verçosa, L.; Garcia del Pino, G.; Rodrigues, R.D.; Nascimento, D. Influence of Thermal Treatment of Standardization in the Microstructure and Mechanical Properties of Sae 1035 Steel Used In Motorcycles. In Engenharia de Materiais e Metalúrgica: Tudo à Sua Volta 2; Atena: Pomta Grossa, Brazil, 2021; pp. 29–39. ISBN 9786557069622. [Google Scholar]
- Nagavally, R.R. Composite materials—History, types, fabrication techniques, advantages, and applications. In Proceedings of the 29th IRF International Conference, Bengaluru, India, 24 July 2016. [Google Scholar]
- Botha, N.; Inglis, H.M.; Labuschagne, F. Analysis of mechanical property degradation in polymer nanoclay composites. In Proceedings of the Third International Conference on Composites, Biocomposites and Nanocomposites, Port Elizabeth, South Africa, 7–9 November 2018. [Google Scholar]
- Awwad, K.E.; Yousif, B.; Mostafa, A.; Alajarmeh, O.; Zeng, X. Tribological and mechanical performances of newly developed eco-epoxy composites incorporating flax fibres and graphene nanoplatelets. J. Reinf. Plast. Compos. 2022. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Post, W.; Susa, A.; Blaauw, R.; Molenveld, K.; Knoop, R.J.I. A Review on the Potential and Limitations of Recyclable Thermosets for Structural Applications. Polym. Rev. 2020, 60, 359–388. [Google Scholar] [CrossRef]
- Mishnaevsky, L. Sustainable End-of-Life Management of Wind Turbine Blades: Overview of Current and Coming Solutions. Materials 2021, 14, 1124. [Google Scholar] [CrossRef] [PubMed]
- Effect of Clay Modification on the Morphological, Mechanical, and Thermal Properties of Polyamide 6/polypropylene/montmorillonite Nanocomposites-Kusmono-2010-Polymer Composites-Wiley Online Library. Available online: https://4spepublications.onlinelibrary.wiley.com/doi/full/10.1002/pc.20902 (accessed on 21 March 2023).
- Guo, F.; Aryana, S.; Han, Y.; Jiao, Y. A Review of the Synthesis and Applications of Polymer–Nanoclay Composites. Appl. Sci. 2018, 8, 1696. [Google Scholar] [CrossRef] [Green Version]
- Sarges, R.R.; Nogueira, A.C.R.; Frota, C.A.; da Silva, C.L. Depósitos Argilosos Cenozóicos do Estado do Amazonas: Utilização Como Agregados de Argilas Calcinadas Para Pavimentações Na Região Amazônica. Braz. Geogr. J. 2010, 1, 33–49. [Google Scholar]
- Venkatesan, N.; Bhaskar, G.B.; Rajesh, S.; Pazhanivel, K.; Sagadevan, S. Effect of Cloisite 30B nanoclay on the mechanical properties of HDPE nanocomposites. Mater. Test. 2017, 59, 355–360. [Google Scholar] [CrossRef]
- Rao, G.S.; Shankar, H.R. Effect of Nano Clay inclusions on Mechanical Properties of Thermoplastics. Eur. J. Eng. Sci. Technol. 2018, 1, 21–38. [Google Scholar] [CrossRef] [Green Version]
- Deka, B.K.; Maji, T.K. Effect of TiO2 and nanoclay on the properties of wood polymer nanocomposite. Polym. Bull. 2013, 70, 403–417. [Google Scholar] [CrossRef]
- García del Pino, G.; Kieling, A.C.; Bezazi, A.; Boumediri, H.; Rolim de Souza, J.F.; Valenzuela Díaz, F.; Valin Rivera, J.L.; Dehaini, J.; Panzera, T.H. Hybrid Polyester Composites Reinforced with Curauá Fibres and Nanoclays. Fibers Polym. 2020, 21, 399–406. [Google Scholar] [CrossRef]
- Robledo-Ortíz, J.R.; del Campo, A.M.; López-Naranjo, E.J.; Arellano, M.; Jasso-Gastinel, C.F.; González-Núñez, R.L.; Pérez-Fonseca, A.A. Effect of low nanoclay content on the physico-mechanical properties of poly(lactic acid) nanocomposites. Polym. Polym. Compos. 2019, 27, 43–54. [Google Scholar] [CrossRef]
- Islam, S.M.; Hamdan, S.; Talib, Z.A.; Ahmed, A.S.; Rahman, M.R. Tropical wood polymer nanocomposite (WPNC): The impact of nanoclay on dynamic mechanical thermal properties. Compos. Sci. Technol. 2012, 72, 1995–2001. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Khelifa, H.; Bezazi, A.; Boumediri, H.; del Pino, G.G.; Reis, P.N.B.; Scarpa, F.; Dufresne, A. Mechanical characterization of mortar reinforced by date palm mesh fibers: Experimental and statistical analysis. Constr. Build. Mater. 2021, 300, 124067. [Google Scholar] [CrossRef]
- Kieling, A.C.; Santana, G.P.; Santos, M.C.D.; Neto, J.C.D.M.; Pino, G.G.D.; Santos, M.D.D.; Duvoisin, S.; Panzera, T.H. Wood-plastic Composite Based on Recycled Polypropylene and Amazonian Tucumã (Astrocaryum aculeatum) Endocarp Waste. Fibers Polym. 2021, 22, 2834–2845. [Google Scholar] [CrossRef]
- Richely, E.; Bourmaud, A.; Placet, V.; Guessasma, S.; Beaugrand, J. A critical review of the ultrastructure, mechanics and modelling of flax fibres and their defects. Prog. Mater. Sci. 2022, 124, 100851. [Google Scholar] [CrossRef]
- Baley, C.; Gomina, M.; Breard, J.; Bourmaud, A.; Davies, P. Variability of mechanical properties of flax fibres for composite reinforcement. A review. Ind. Crops Prod. 2020, 145, 111984. [Google Scholar] [CrossRef]
- Kieling, A.C.; Santana, G.P.; Santos, M.C.D.; de Cassia Castro Jaqtinon, H.; Monteiro, C.C.P. Cadeia do tucumã comercializado em Manaus-AM. Sci. Amazon. 2019, 8, B1–B9. [Google Scholar]
- ASTM D4464-15; Standard Test Method for Particle Size Distribution of Catalytic Materials by Laser Light Scattering. ASTM International: West Conshohocken, PA, USA, 2020.
- Savazzini-Reis, A.; Savazzini-Reis, V.P.; Valenzuela Díaz, F.R. Caracterização e propriedades cerâmicas de argilas usadas em cerâmica vermelha no Estado do Espírito Santo. In Proceedings of the 22° CBECiMat—Congresso Brasileiro de Engenharia e Ciência dos Materiais, Natal, RN, Brasil, 6–10 November 2016. [Google Scholar]
- Kieling, A.C.; Neto, J.C.M.; Pino, G.G.; Dantas-dos Santos, M.; Santana, G.P.; Da-Silva, R.J.; Panzera, T.H.; Valenzuela, M.S.; Diáz, F.R.V. Epoxy-based hybrid composites reinforced with Amazonian Tucumã endocarp and kaolin: A statistical approach to mechanical Properties. Materialia 2023, 101808. [Google Scholar] [CrossRef]
- ASTM E-1252-98; Standard Practice for General Techniques for Obtaining Infrared Spectra for Qualitative Analysis. ASTM: West Conshohocken, PA, USA, 2021.
- Van Soest, P.J. Use of detergents in the analysis of fibrous feeds. 2. A rapid method for the determination of fiber and lignin. J. Assoc. Off. Agric. Chem. 1963, 46, 829–835. [Google Scholar]
- ASTM E986-04; Standard Practice for Scanning Electron Microscope Beam Size Characterization. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM D638-14; American Society for Testing and Materials Standard Test Method for Tensile Properties of Plastics. ASTM: West Conshohocken, PA, USA, 2014.
- ASTM D790-03; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM D695-02a; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM D256-04; Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics. ASTM International: West Conshohocken, PA, USA, 2002.
- Zhang, W.; Yin, L.; Zhao, M.; Tan, Z.; Li, G. Rapid and non-destructive quality verification of epoxy resin product using ATR-FTIR spectroscopy coupled with chemometric methods. Microchem. J. 2021, 168, 106397. [Google Scholar] [CrossRef]
- Otieno, S.O.; Kengara, F.O.; Kemmegne-Mbouguen, J.C.; Langmi, H.W.; Kowenje, C.B.O.; Mokaya, R. The effects of metakaolinization and fused-metakaolinization on zeolites synthesized from quartz rich natural clays. Microporous Mesoporous Mater. 2019, 290, 109668. [Google Scholar] [CrossRef]
- Deju, R.; Mazilu, C.; Stanculescu, I.; Tuca, C. Fourier Transform Infrared Spectroscopic Characterization of Thermal Treated Kaolin. Rom. Rep. Phys. 2020, 72, 806. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | PTE | Kaolin |
|---|---|---|
| ETK1 | 0 | 0 |
| ETK2 | 0 | 2 |
| ETK3 | 0 | 4 |
| ETK4 | 0 | 6 |
| ETK5 | 0 | 8 |
| ETK6 | 10 | 0 |
| ETK7 | 10 | 2 |
| ETK8 | 10 | 4 |
| ETK9 | 10 | 6 |
| ETK10 | 10 | 8 |
| ETK11 | 20 | 0 |
| ETK12 | 20 | 2 |
| ETK13 | 20 | 4 |
| ETK14 | 20 | 6 |
| ETK15 | 20 | 8 |
| ETK16 | 30 | 0 |
| ETK17 | 30 | 2 |
| ETK18 | 30 | 4 |
| ETK19 | 30 | 6 |
| ETK20 | 30 | 8 |
| ETK21 | 40 | 0 |
| ETK22 | 40 | 2 |
| ETK23 | 40 | 4 |
| ETK24 | 40 | 6 |
| ETK25 | 40 | 8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kieling, A.C.; de Macedo Neto, J.C.; del Pino, G.G.; da Silva Barboza, R.; Diáz, F.R.V.; Rivera, J.L.V.; Fernández, M.V.; Ketterer, C.G.; Ortega, A.G.; Abarzúa, R.I. Development of an Epoxy Matrix Hybrid Composite with Astrocaryum Aculeatum (Tucumã) Endocarp and Kaolin from the Amazonas State in Brazil. Polymers 2023, 15, 2532. https://doi.org/10.3390/polym15112532
Kieling AC, de Macedo Neto JC, del Pino GG, da Silva Barboza R, Diáz FRV, Rivera JLV, Fernández MV, Ketterer CG, Ortega AG, Abarzúa RI. Development of an Epoxy Matrix Hybrid Composite with Astrocaryum Aculeatum (Tucumã) Endocarp and Kaolin from the Amazonas State in Brazil. Polymers. 2023; 15(11):2532. https://doi.org/10.3390/polym15112532
Chicago/Turabian StyleKieling, Antonio Claudio, José Costa de Macedo Neto, Gilberto Garcia del Pino, Ricardo da Silva Barboza, Francisco Rolando Valenzuela Diáz, José Luis Valin Rivera, Meylí Valin Fernández, Cristobal Galleguillos Ketterer, Alvaro González Ortega, and Roberto Iquilio Abarzúa. 2023. "Development of an Epoxy Matrix Hybrid Composite with Astrocaryum Aculeatum (Tucumã) Endocarp and Kaolin from the Amazonas State in Brazil" Polymers 15, no. 11: 2532. https://doi.org/10.3390/polym15112532