
Study of Heat Treatment Effect on Mechanical Properties of Epoxy Resin Reinforced with Fiber Glass

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Thermal Aging Treatment
2.3. Measurement Methods
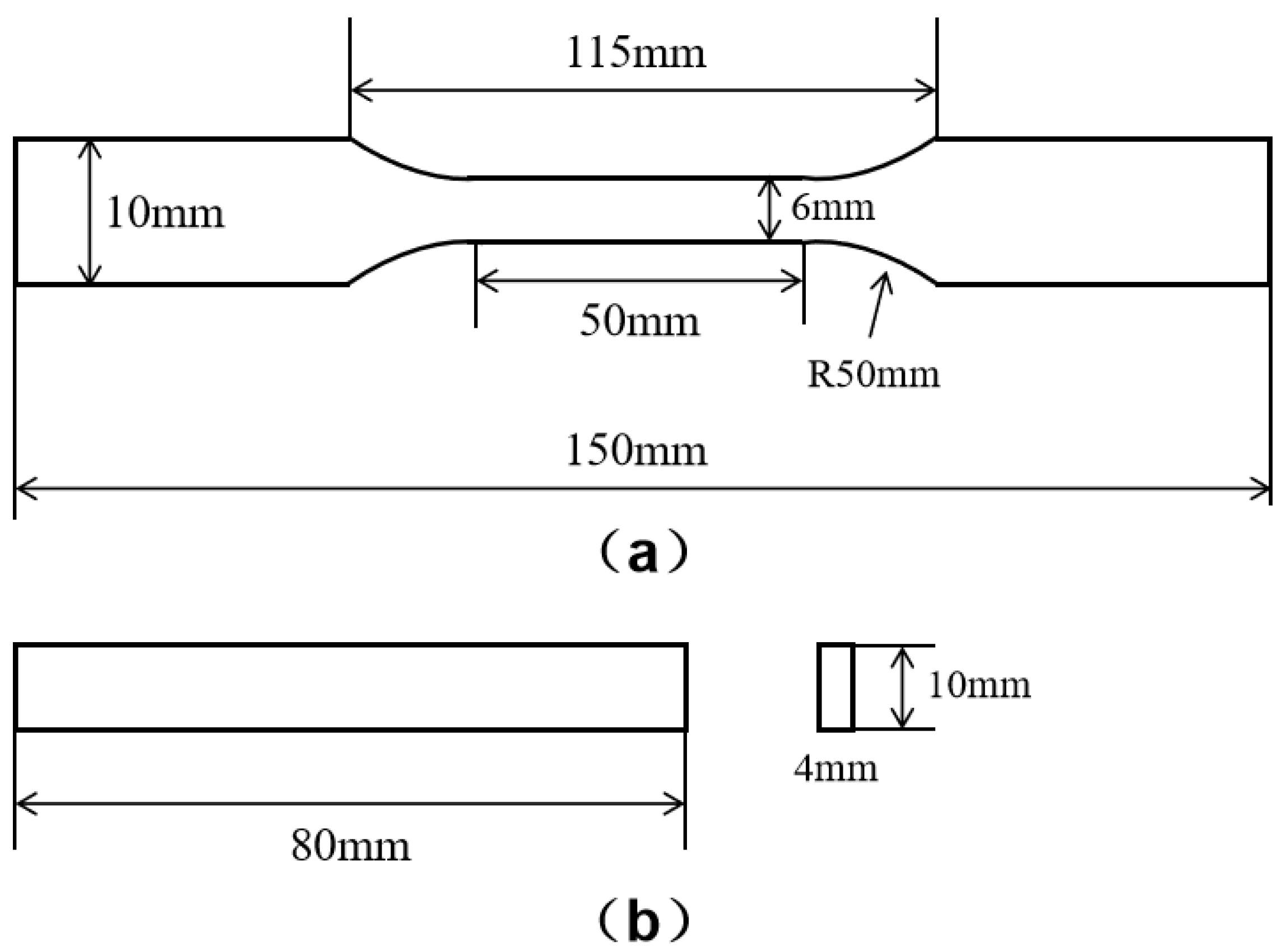
2.3.1. Mechanical Properties
2.3.2. Surface Morphology
3. Experimental Results and Discussion
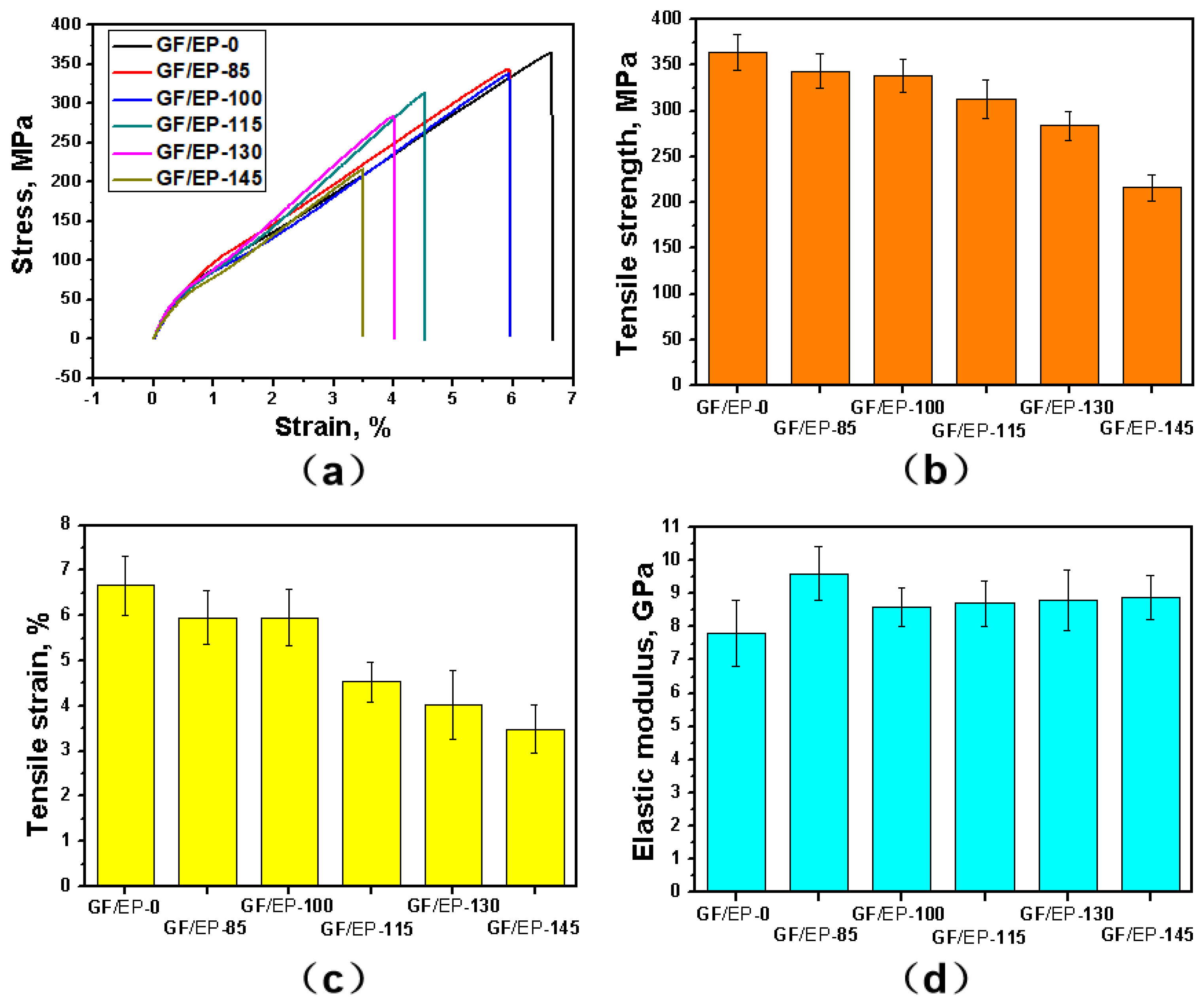
3.1. Tensile Properties
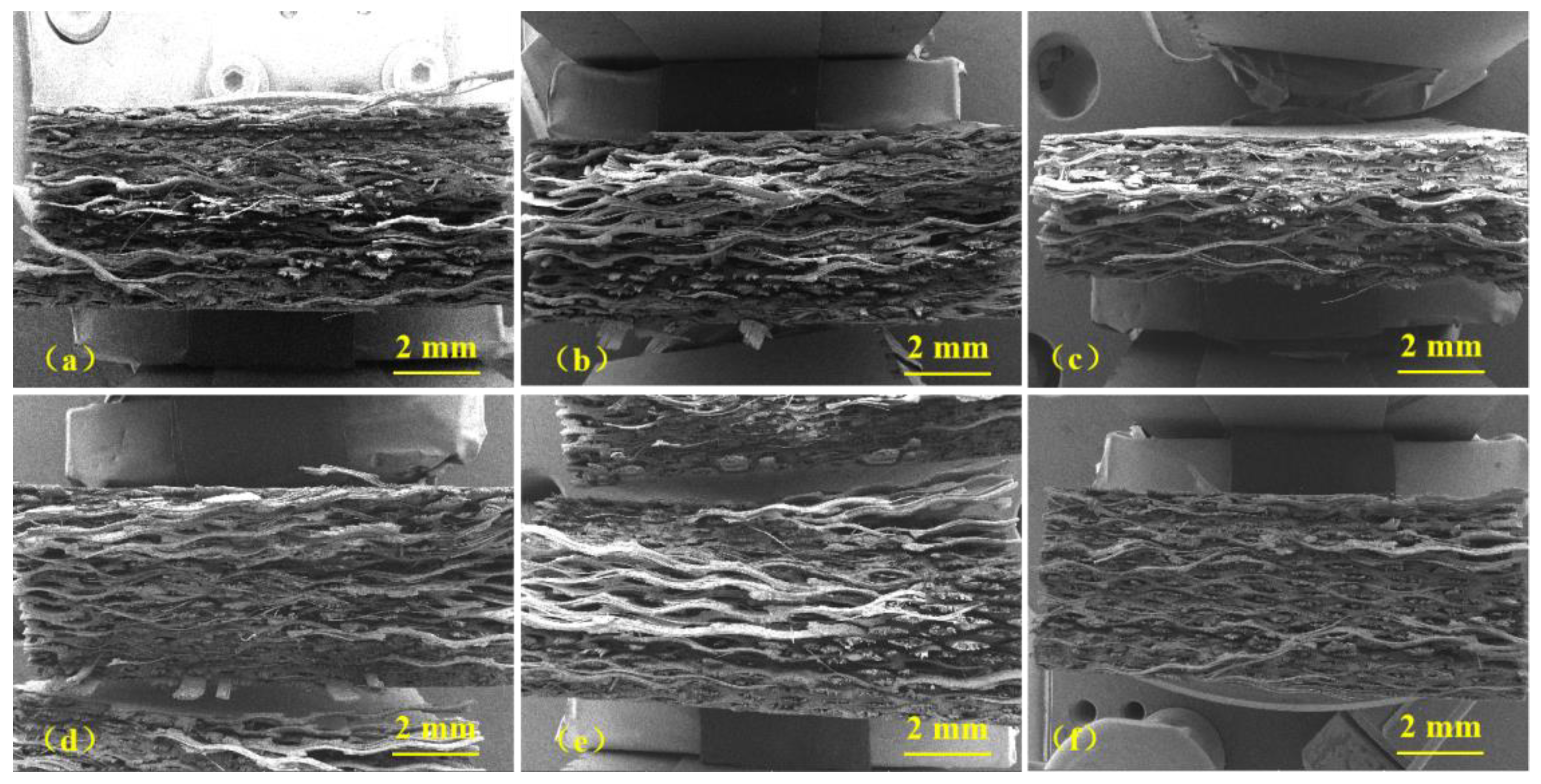
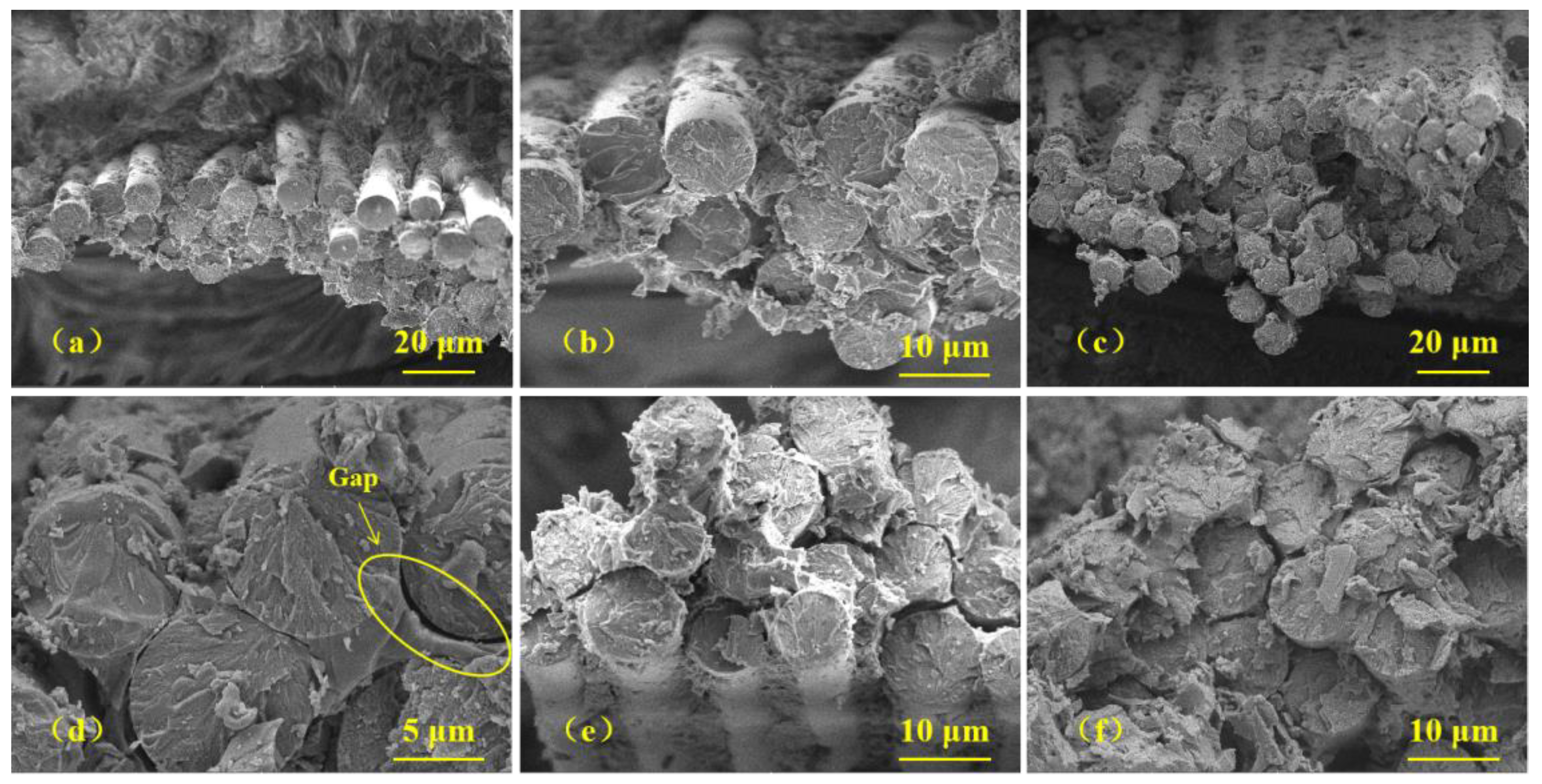
3.2. Failure Analysis
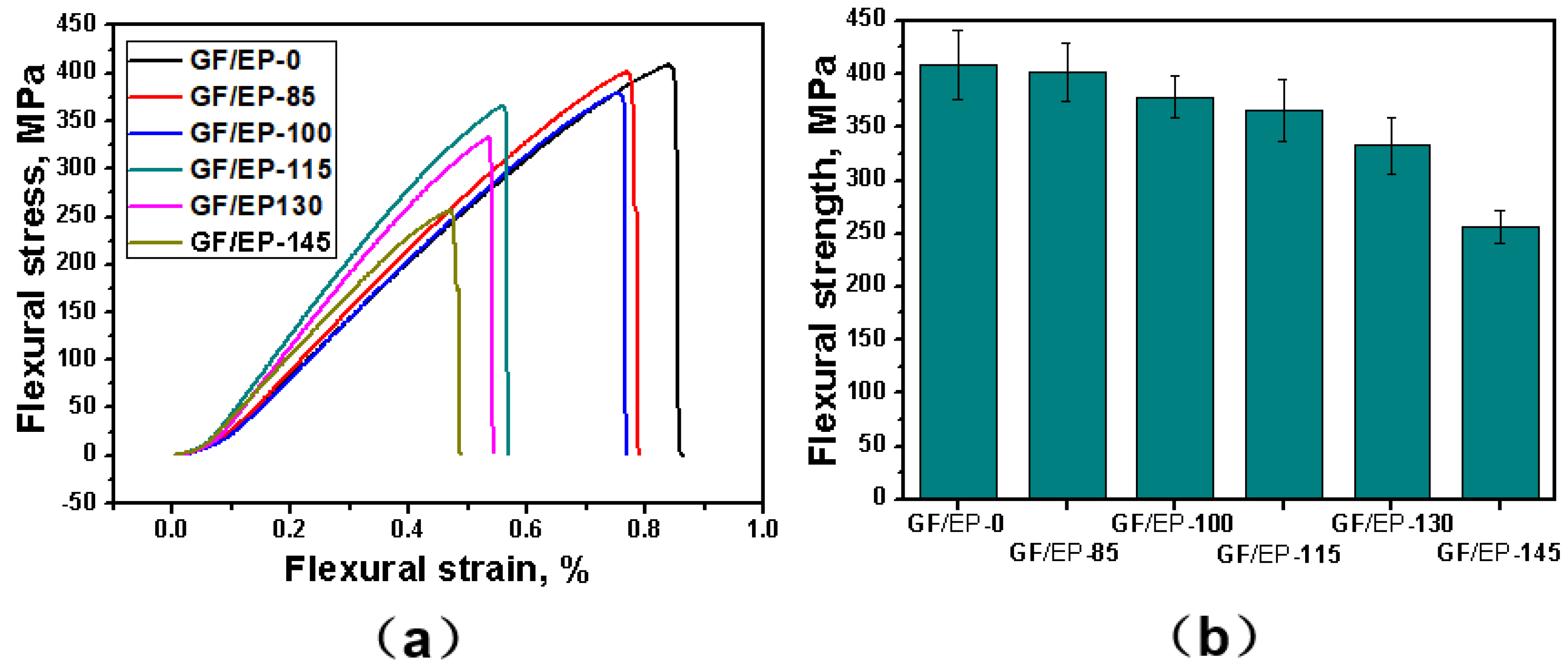
3.3. Flexural Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jin, F.L.; Li, X.; Park, S.J. Synthesis and application of epoxy resins: A review. J. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Babu, M.S.; Sarathi, R.; Imai, T.; Tanaka, T. Influence of gamma irradiation and water aging on the space charge characteristics of epoxy micro-nano composites. Polymers 2021, 13, 964. [Google Scholar] [CrossRef] [PubMed]
- McGrath, L.M.; Parnas, R.S.; King, S.H.; Schroeder, J.L.; Fischer, D.A.; Lenhart, J.L. Investigation of the thermal, mechanical, and fracture properties of alumina–epoxy composites. Polymer 2008, 49, 999–1014. [Google Scholar] [CrossRef]
- Wei, J.; Ma, S.; Yue, H.; Wang, S.; Zhu, J. Comparison of hydrogenated bisphenol A and bisphenol A epoxies: Curing10 behavior, thermal and mechanical properties, shape memory properties. Macromol. Res. 2018, 26, 529–538. [Google Scholar] [CrossRef]
- George, G.A.; Sacher, R.E.; Sprouse, J.F. Photo–oxidation and photoprotection of the surface resin of a glass fiber–epoxy composite. J. Appl. Polym. Sci. 1977, 21, 2241–2251. [Google Scholar] [CrossRef]
- Odegard, G.M.; Bandyopadhyay, A. Physical aging of epoxy polymers and their composites. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1695–1716. [Google Scholar] [CrossRef]
- Rivaton, A. Photochemical and thermal oxidation of poly (2,6-dimethyl-1,4-phenylene oxide). Polym. Degrad. Stab. 1995, 49, 11–20. [Google Scholar] [CrossRef]
- Stocchi, A.; Pellicano, A.; Rossi, J.P.; Bernal, C.; Montemartini, P. Physical and water aging of glass fiber–reinforced plastic pipes. Compos. Interfaces 2006, 13, 685–697. [Google Scholar] [CrossRef]
- Gao, Y.; Cui, W.; Mu, W. Study on thermal oxidative aging behavior of epoxy resin adhesive. New Chem. Mater. 2011, 39, 72–74. [Google Scholar]
- Lin, X. Mechanism analysis of thermal oxygen aging of epoxy resin binder. Chem. Enterp. Manag. 2017, 8, 106–108. [Google Scholar]
- Tang, B.; Xv, Y.; Wang, J.; Wang, Z. Pyrolysis Characteristics of Cured Epoxy Resin With Different Curing Systems. Liaoning Chem. Ind. 2022, 51, 1674–1681. [Google Scholar]
- Yu, B.; Jiang, Z.; Yang, J. Long–Term Moisture Effects on the Interfacial Shear Strength Between Surface Treated Carbon Fiber and Epoxy Matrix. Compos. Part A 2015, 78, 311–317. [Google Scholar] [CrossRef]
- Man, W.; Xu, X.; Ji, J.; Yang, Y.; Shen, J. The hygrothermal aging process and mechanism of the novolac epoxy resin. Compos. Part B Eng. 2016, 107, 1–8. [Google Scholar]
- Niu, Y.; Yan, Y.; Yao, J. Hygrothermal aging mechanism of carbon fiber/epoxy resin composites based on quantitative characterization of interface structure. Polym. Test. 2021, 94, 107019. [Google Scholar] [CrossRef]
- Kalita, D.J.; Tarnavchyk, I.; Kalita, H.; Chisholm, B.J.; Webster, D.C. Novel bio–based epoxy resins from eugenol derived copolymers as an alternative to DGEBA resin. Prog. Org. Coat. 2023, 178, 107471. [Google Scholar] [CrossRef]
- Novais, R.M.; Carvalheiras, J.; Capela, M.N.; Seabra, M.P.; Pullar, R.C.; Labrincha, J.A. Incorporation of glass fibre fabrics waste into geopolymer matrices: An eco–friendly solution for off–cuts coming from wind turbine blade production. Constr. Build Mater 2018, 187, 876–883. [Google Scholar] [CrossRef]
- Rahman, A.S. Design of cost–effective and efficient fiber–reinforced composite blades for wind turbines. Reinf. Plast 2019, 63, 21–25. [Google Scholar] [CrossRef]
- Toldy, A.; Szolnoki, B.; Marosi, G. Flame retardancy of fibre–reinforced epoxy resin composites for aerospace applications. Polym. Degrad. Stab. 2011, 96, 371–376. [Google Scholar] [CrossRef]
- Liu, X.; Cheng, L. Influence of plasma treatment on properties of ramie fiber and the reinforced composites. J. Adhes. Sci. Technol. 2017, 31, 1723–1734. [Google Scholar] [CrossRef]
- Jung, J.; Sodano, H.A. Cellulose nanocrystal functionalized aramid nanofiber reinforced epoxy nanocomposites with high strength and toughness. Nanotechnology 2023, 34, 245703. [Google Scholar] [CrossRef]
- Kalauni, K.; Pawar, S.J. Physicochemical, mechanical, morphological, and thermal characterization of Grewia Optiva fiber reinforced epoxy and hybrid (epoxy-Lannea Coromandelica gum) resins composite. J. Polym. Res. 2023, 30, 202. [Google Scholar] [CrossRef]
- Yang, Y.; Xian, G.; Li, H.; Sui, L. Thermal aging of an anhydride–cured epoxy resin. Polym. Degrad. Stab. 2015, 118, 111–119. [Google Scholar] [CrossRef]
- Zheng, T. Preparation and properties of carbon fiber modified epoxy resin matrix composites. Funct. Mater. 2022, 53, 12147–12151. [Google Scholar]
- Hu, H.; Wang, J.; Feng, X.; Qin, H.; Deng, Y.; Liu, W. Thermal Stability of Polyaryl Ether Ketone Modified Epoxy Composite. Plastics 2022, 51, 30–34. [Google Scholar]
- Li, H.; Ding, Y.; Zhang, Y.; Xiang, J.; Wang, J.; Li, J. Preparation and mechanical properties of glass fiber reinforced 3D fabric reinforced epoxy foam sandwich composites. Acta Mater. Compos. Sin. 2023, 40, 601–612. [Google Scholar]
- Wong, C.P.; Wang, L.; Shi, S.-H. Novel high performance no flow and reworkable underfills for flip–chip applications. Mater. Res. Innov. 1999, 2, 232–247. [Google Scholar] [CrossRef]
- Kosinski, J.A.; Gualtieri, J.G.; Ballato, A. Thermoelastic Coefficients of Alpha Quartz. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1992, 39, 502–507. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lan, Z.; Deng, J.; Xu, Z.; Ye, Z.; Nie, Y. Study of Heat Treatment Effect on Mechanical Properties of Epoxy Resin Reinforced with Fiber Glass. Polymers 2023, 15, 2734. https://doi.org/10.3390/polym15122734
Lan Z, Deng J, Xu Z, Ye Z, Nie Y. Study of Heat Treatment Effect on Mechanical Properties of Epoxy Resin Reinforced with Fiber Glass. Polymers. 2023; 15(12):2734. https://doi.org/10.3390/polym15122734
Chicago/Turabian StyleLan, Zhenbo, Jiangang Deng, Zhuolin Xu, Zhu Ye, and Yu Nie. 2023. "Study of Heat Treatment Effect on Mechanical Properties of Epoxy Resin Reinforced with Fiber Glass" Polymers 15, no. 12: 2734. https://doi.org/10.3390/polym15122734
APA StyleLan, Z., Deng, J., Xu, Z., Ye, Z., & Nie, Y. (2023). Study of Heat Treatment Effect on Mechanical Properties of Epoxy Resin Reinforced with Fiber Glass. Polymers, 15(12), 2734. https://doi.org/10.3390/polym15122734