

Fabrication of Bio-Nanocomposite Packaging Films with PVA, MMt Clay Nanoparticles, CNCs, and Essential Oils for the Postharvest Preservation of Sapota Fruits


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Extraction of CNC from GP
2.2. Preparation of Bio-Nanocomposite Films
2.3. Scanning Electron Microscope
2.4. X-ray Diffraction
2.5. Mechanical Properties
2.6. UV Visible Spectroscopy
2.7. Thermogravimetric Analysis
2.8. Contact Angle
2.9. Atomic Force Microscopy (AFM)
2.10. Water Vapor Permeability
2.11. Oxygen Transfer Rate
2.12. Experimental Design for Packaging Studies
2.13. Decay Incidence
2.14. Fruit Firmness
2.15. Antioxidant Activity
2.16. Sensory Analysis
2.17. Statistical Analysis
3. Results and Discussion
3.1. Morphological Analysis of BNFs
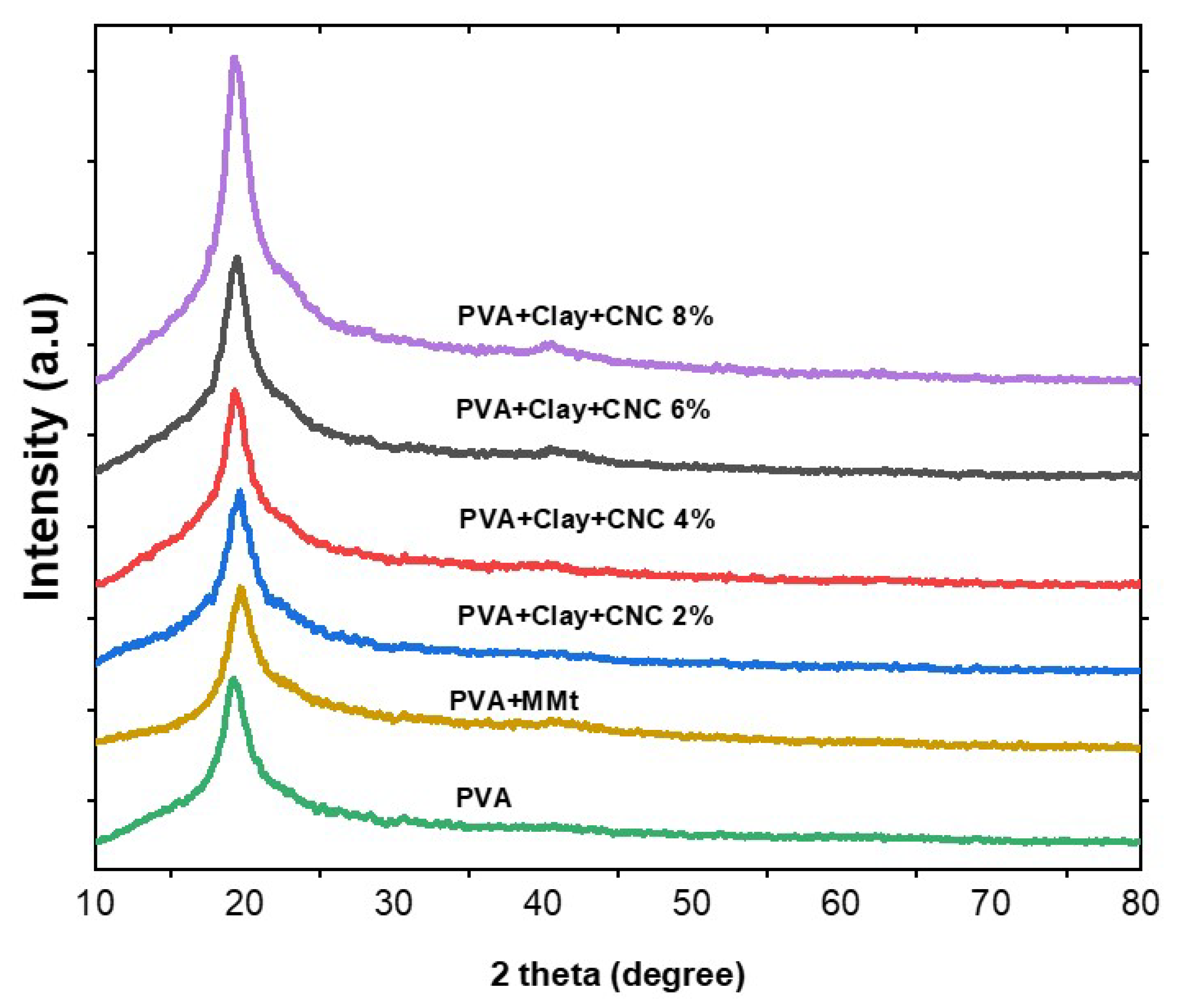
3.2. X-ray Diffraction of BNFs
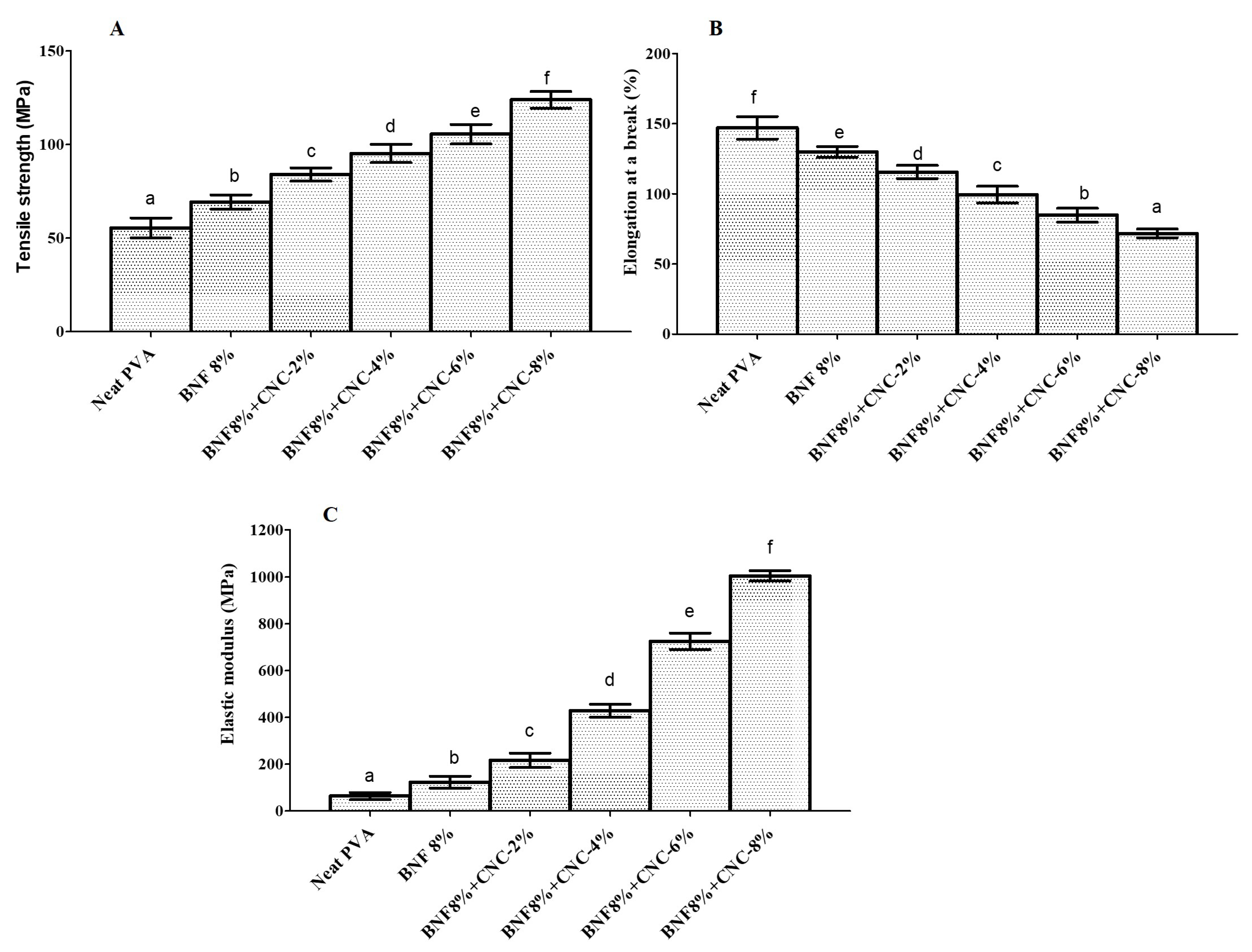
3.3. Tensile Strength of the BNFs
3.4. UV Transparency of Films
3.5. Contact Angle of BNFs
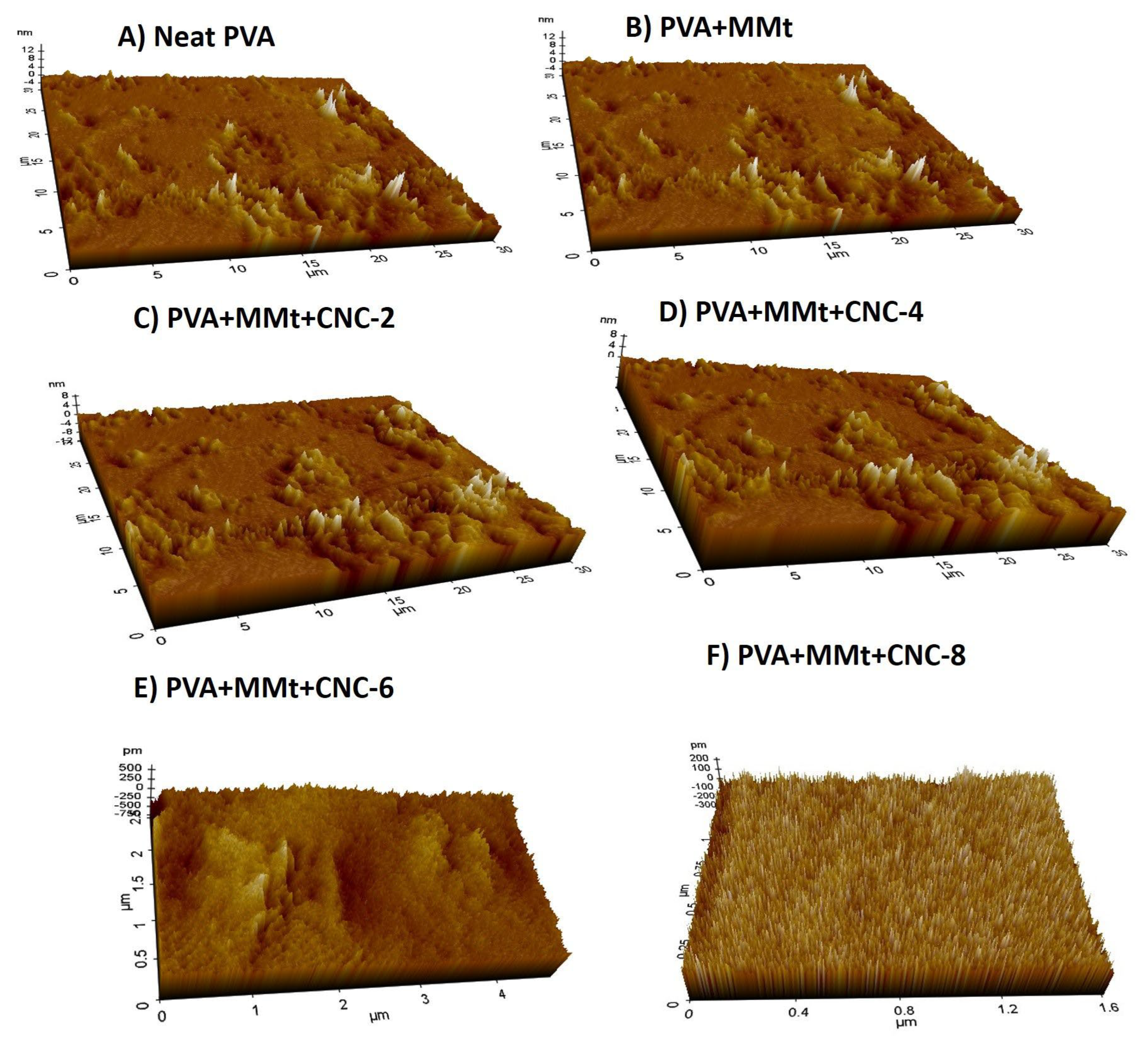
3.6. Atomic Force Microscope
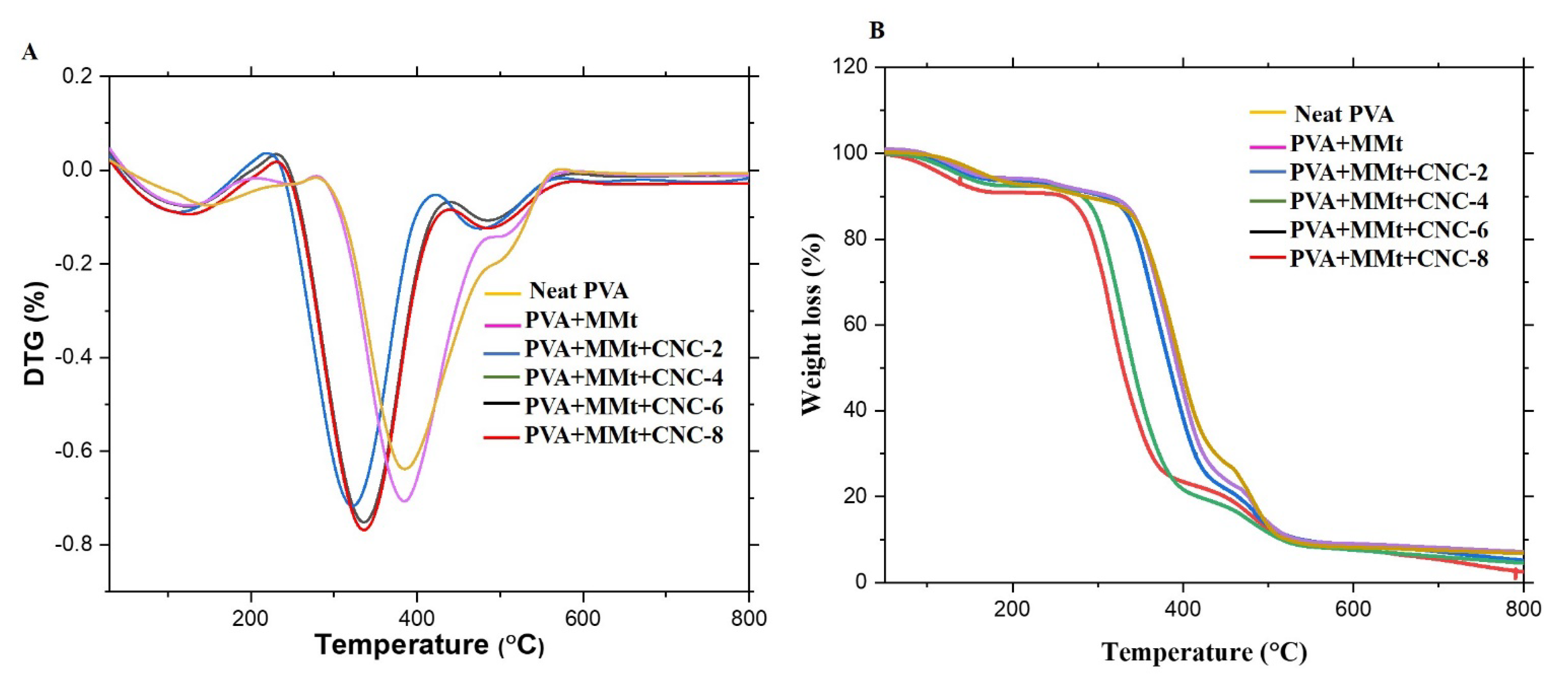
3.7. Thermogravimetric Analysis
3.8. Barrier Properties
Water Vapor Permeability (WVP) and Oxygen Transmission Rate (OTR)
3.9. Packaging Studies
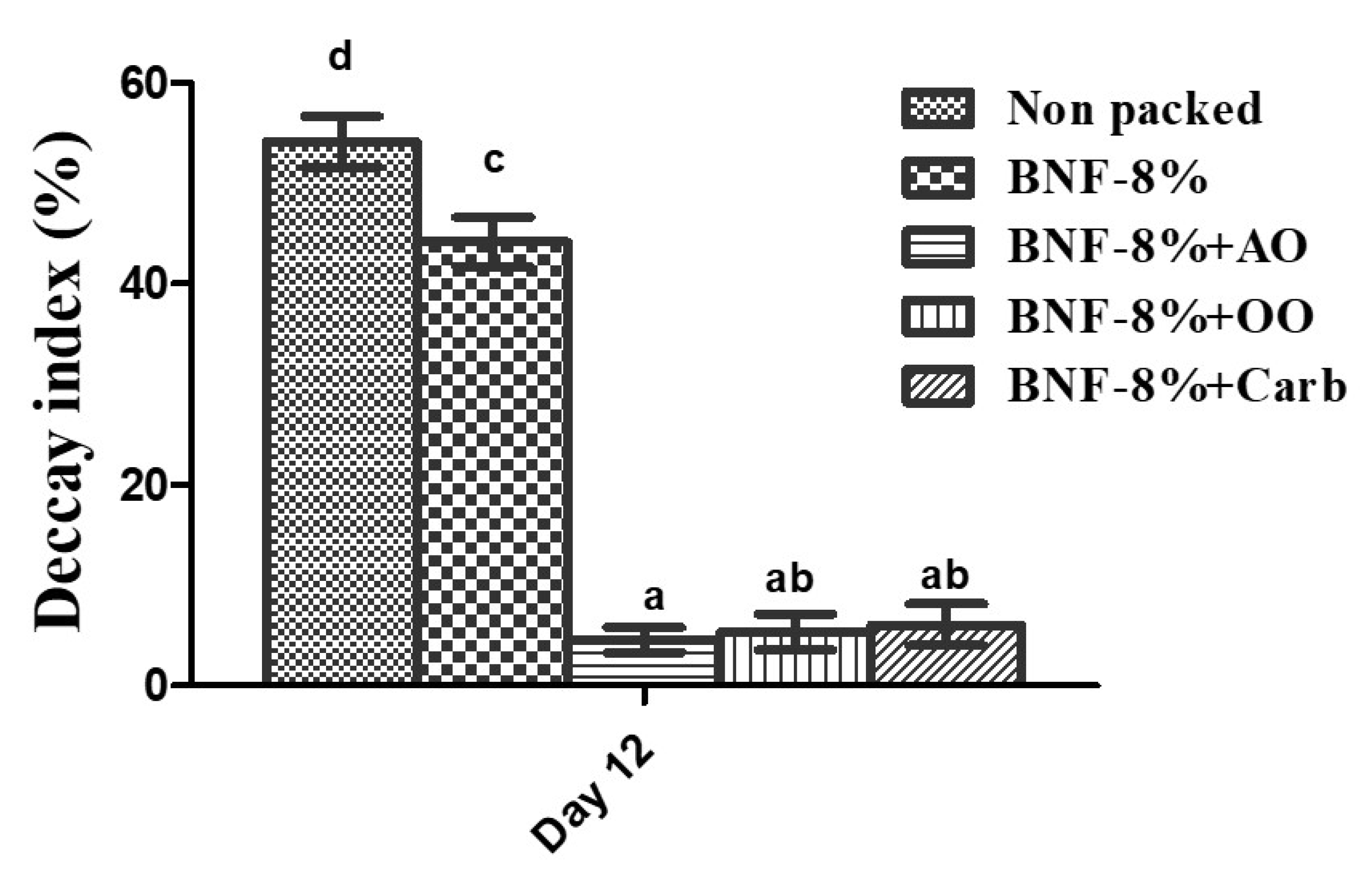
3.9.1. Decay Incidence
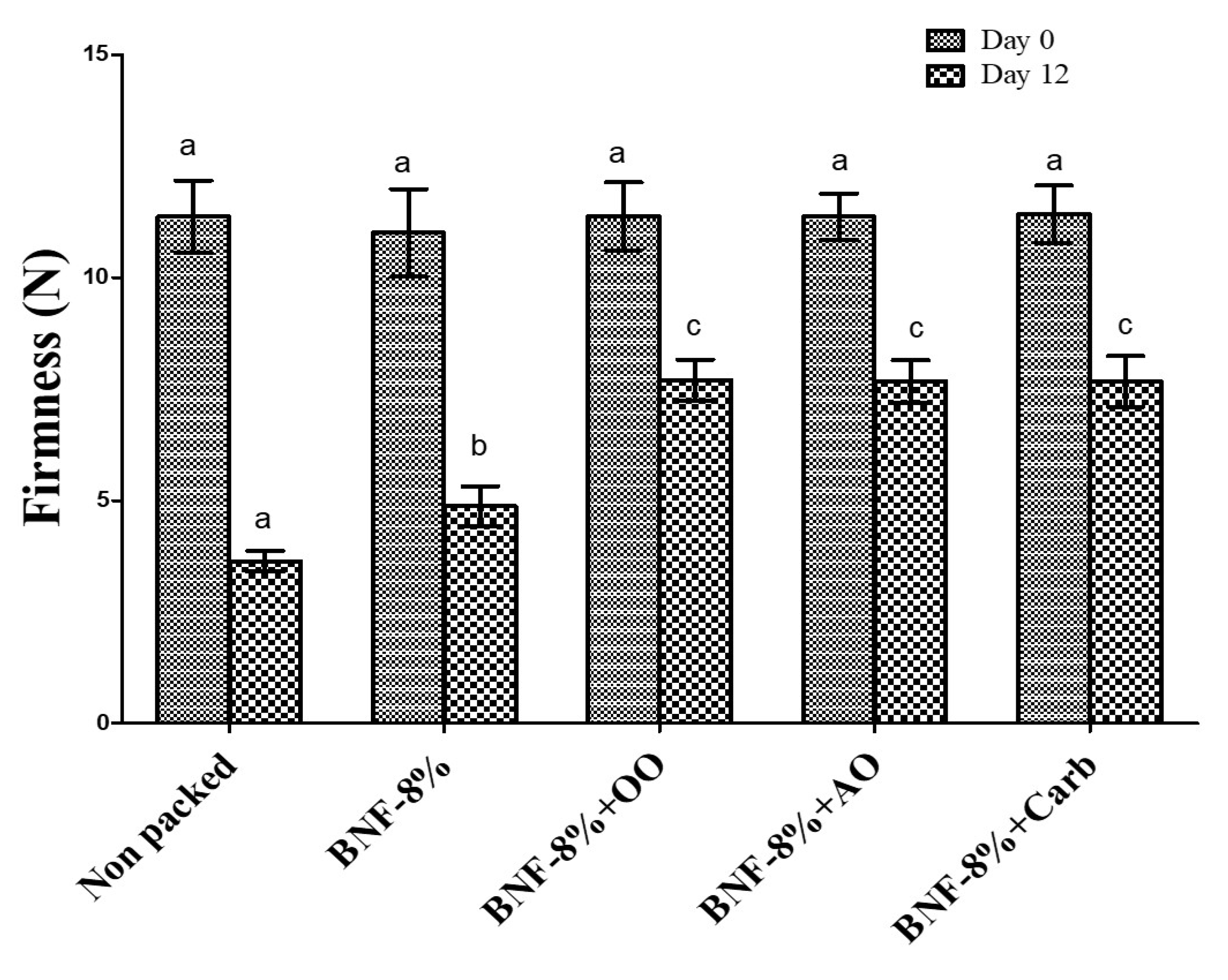
3.9.2. Fruit Firmness
3.9.3. Antioxidant Activity of Sapota Fruits Packed in the BNF
3.9.4. Sensory Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Siddiqui, M.W.; Longkumer, M.; Ahmad, M.S.; Barman, K.; Thakur, P.K.; Kabir, J. Postharvest Biology and Technology of Sapota: A Concise Review. Acta Physiol. Plant. 2014, 36, 3115–3122. [Google Scholar] [CrossRef]
- Ganjyal, G.M.; Hanna, M.A.; Devadattam, D.S.K. Processing of Sapota (Sapodilla): Drying. J. Food Sci. 2003, 68, 517–520. [Google Scholar] [CrossRef]
- Mahajan, B.; Tandon, R.; Kapoor, S.; Sidhu, M.K. Natural Coatings for Shelf-Life Enhancement and Quality Maintenance of Fresh Fruits and Vegetables—A Review. J. Postharvest Technol. 2018, 6, 12–26. [Google Scholar]
- da Cruz Cabral, L.; Fernández Pinto, V.; Patriarca, A. Application of Plant Derived Compounds to Control Fungal Spoilage and Mycotoxin Production in Foods. Int. J. Food Microbiol. 2013, 166, 1–14. [Google Scholar] [CrossRef]
- Pal, G.B.K. Mahendra An Overview of Nanotechnology-Based Innovations in Food Packaging. In Nano-Innovations in Food Packaging; Apple Academic Press: Palm Bay, FL, USA, 2022; ISBN 978-1-00-327742-2. [Google Scholar]
- Oun, A.A.; Shin, G.H.; Rhim, J.-W.; Kim, J.T. Recent Advances in Polyvinyl Alcohol-Based Composite Films and Their Applications in Food Packaging. Food Packag. Shelf Life 2022, 34, 100991. [Google Scholar] [CrossRef]
- Ortega, F.; Versino, F.; López, O.V.; García, M.A. Biobased Composites from Agro-Industrial Wastes and by-Products. Emergent Mater. 2022, 5, 873–921. [Google Scholar] [CrossRef]
- H.P.S, A.K.; Saurabh, C.K.; Syazril Adnan, A.; Nurul Fazita, M.R.; Syakir, M.I.; Davoudpour, Y.; Rafatullah, M.; Abdullah, C.K.; Haafiz, M.K.; Dungani, R. A Review on Chitosan-Cellulose Blends and Nanocellulose Reinforced Chitosan Biocomposites: Properties and Their Applications. Carbohydr. Polym. 2016, 150, 216–226. [Google Scholar] [CrossRef] [PubMed]
- Kasiri, N.; Fathi, M. Production of Cellulose Nanocrystals from Pistachio Shells and Their Application for Stabilizing Pickering Emulsions. Int. J. Biol. Macromol. 2018, 106, 1023–1031. [Google Scholar] [CrossRef]
- Shah, S.S.; Shaikh, M.N.; Khan, M.Y.; Alfasane, M.A.; Rahman, M.M.; Aziz, M.A. Present Status and Future Prospects of Jute in Nanotechnology: A Review. Chem. Record 2021, 21, 1631–1665. [Google Scholar] [CrossRef]
- Chaka, K.T. Extraction of Cellulose Nanocrystals from Agricultural By-Products: A Review. Green Chem. Lett. Rev. 2022, 15, 582–597. [Google Scholar] [CrossRef]
- Salim, M.H.; Kassab, Z.; Abdellaoui, Y.; García-Cruz, A.; Soumare, A.; Ablouh, E.; El Achaby, M. Exploration of Multifunctional Properties of Garlic Skin Derived Cellulose Nanocrystals and Extracts Incorporated Chitosan Biocomposite Films for Active Packaging Application. Int. J. Biol. Macromol. 2022, 210, 639–653. [Google Scholar] [CrossRef]
- Luo, Y.; Zhang, F.; Li, C.; Cai, J. Biomass-Based Shape-Stable Phase Change Materials Supported by Garlic Peel-Derived Porous Carbon for Thermal Energy Storage. J. Energy Storage 2022, 46, 103929. [Google Scholar] [CrossRef]
- Yeganeh, F.; Chiewchan, N.; Chonkaew, W. Hydrothermal Pretreatment of Biomass-Waste-Garlic Skins in the Cellulose Nanofiber Production Process. Cellulose 2022, 29, 2333–2349. [Google Scholar] [CrossRef]
- Ferreira, R.R.; Farina, M.C.; Maia, A.; Torin, R.F.S. PLA Films Containing Montmorillonite Nanoclay–Citronella Essential Oil Hybrids for Potential Active Film Formulation. Macromol 2023, 3, 200–210. [Google Scholar] [CrossRef]
- Alboofetileh, M.; Rezaei, M.; Hosseini, H.; Abdollahi, M. Effect of Montmorillonite Clay and Biopolymer Concentration on the Physical and Mechanical Properties of Alginate Nanocomposite Films. J. Food Eng. 2013, 117, 26–33. [Google Scholar] [CrossRef]
- Alias, A.H.; Norizan, M.N.; Sabaruddin, F.A.; Asyraf, M.R.M.; Norrrahim, M.N.F.; Ilyas, A.R.; Kuzmin, A.M.; Rayung, M.; Shazleen, S.S.; Nazrin, A.; et al. Hybridization of MMT/Lignocellulosic Fiber Reinforced Polymer Nanocomposites for Structural Applications: A Review. Coatings 2021, 11, 1355. [Google Scholar] [CrossRef]
- Leszczyńska, A.; Njuguna, J.; Pielichowski, K.; Banerjee, J.R. Polymer/Montmorillonite Nanocomposites with Improved Thermal Properties: Part I. Factors Influencing Thermal Stability and Mechanisms of Thermal Stability Improvement. Thermochim. Acta 2007, 453, 75–96. [Google Scholar] [CrossRef]
- Moradihamedani, P. Recent Development in Polymer/Montmorillonite Clay Mixed Matrix Membranes for Gas Separation: A Short Review. Polym. Bull. 2023, 80, 4663–4687. [Google Scholar] [CrossRef]
- Tunç, S.; Duman, O. Preparation and Characterization of Biodegradable Methyl Cellulose/Montmorillonite Nanocomposite Films. Appl. Clay Sci. 2010, 48, 414–424. [Google Scholar] [CrossRef]
- Singh, S.; ho Lee, M.; Park, L.; Shin, Y.; Lee, Y.S. Antimicrobial Seafood Packaging: A Review. J. Food Sci. Technol. 2016, 53, 2505–2518. [Google Scholar] [CrossRef]
- Tanwar, R.; Gupta, V.; Kumar, P.; Kumar, A.; Singh, S.; Gaikwad, K.K. Development and Characterization of PVA-Starch Incorporated with Coconut Shell Extract and Sepiolite Clay as an Antioxidant Film for Active Food Packaging Applications. Int. J. Biol. Macromol. 2021, 185, 451–461. [Google Scholar] [CrossRef]
- National Research Council of Canada. Interlaboratory Comparison of the ASTM Standard Test Methods for Water Vapor Transmission of Materials (E96-95)—NRC Publications Archive. Available online: https://nrc-publications.canada.ca/eng/view/object/?id=62fdca9d-037b-4cec-954a-381a6b3e2c6c (accessed on 25 July 2023).
- Sobral, P.J.A.; Menegalli, F.C.; Hubinger, M.D.; Roques, M.A. Mechanical, Water Vapor Barrier and Thermal Properties of Gelatin Based Edible Films. Food Hydrocoll. 2001, 15, 423–432. [Google Scholar] [CrossRef]
- ISO 15105-1; Lastics—Film and Sheeting—Determination of Gas-Transmission Rate—Part 1: Differential-Pressure Methods. ISO: Geneva, Switzerland, 2007.
- Khaliq, G.; Ramzan, M.; Baloch, A.H. Effect of Aloe Vera Gel Coating Enriched with Fagonia Indica Plant Extract on Physicochemical and Antioxidant Activity of Sapodilla Fruit during Postharvest Storage. Food Chem. 2019, 286, 346–353. [Google Scholar] [CrossRef] [PubMed]
- Perumal, A.B.; Nambiar, R.B.; Sellamuthu, P.S.; Emmanuel, R.S. Use of Modified Atmosphere Packaging Combined with Essential Oils for Prolonging Post-Harvest Shelf Life of Mango (cv. Banganapalli and cv. Totapuri). LWT 2021, 148, 111662. [Google Scholar] [CrossRef]
- Perumal, A.B.; Sellamuthu, P.S.; Nambiar, R.B.; Sadiku, E.R.; Phiri, G.; Jayaramudu, J. Effects of Multiscale Rice Straw (Oryza sativa) as Reinforcing Filler in Montmorillonite-Polyvinyl Alcohol Biocomposite Packaging Film for Enhancing the Storability of Postharvest Mango Fruit (Mangifera indica L.). Appl. Clay Sci. 2018, 158, 1–10. [Google Scholar] [CrossRef]
- Perumal, A.B.; Nambiar, R.B.; Sellamuthu, P.S.; Sadiku, E.R.; Li, X.; He, Y. Extraction of Cellulose Nanocrystals from Areca Waste and Its Application in Eco-Friendly Biocomposite Film. Chemosphere 2022, 287, 132084. [Google Scholar] [CrossRef] [PubMed]
- Gupta, V.; Yadav, R.; Tanwar, R.; Gaikwad, K.K. κ-Carrageenan-Based Bio-Nanocomposite Film Reinforced with Cellulose Nanocrystals Derived from Amla Pomace for Food Packaging. Biomass Conv. Bioref. 2021. [Google Scholar] [CrossRef]
- Wang, L.F.; Shankar, S.; Rhim, J.W. Properties of Alginate-Based Films Reinforced with Cellulose Fibers and Cellulose Nanowhiskers Isolated from Mulberry Pulp. Food Hydrocoll. 2017, 63, 201–208. [Google Scholar] [CrossRef]
- Perumal, A.B.; Sellamuthu, P.S.; Nambiar, R.B.; Sadiku, E.R. Development of Polyvinyl Alcohol/Chitosan Bio-Nanocomposite Films Reinforced with Cellulose Nanocrystals Isolated from Rice Straw. Appl. Surf. Sci 2018, 449, 591–602. [Google Scholar] [CrossRef]
- Singh, S.; Gaikwad, K.K.; Lee, Y.S. Antimicrobial and Antioxidant Properties of Polyvinyl Alcohol Bio Composite Films Containing Seaweed Extracted Cellulose Nano-Crystal and Basil Leaves Extract. Int. J. Biol. Macromol. 2018, 107, 1879–1887. [Google Scholar] [CrossRef]
- El Achaby, M.; El Miri, N.; Hannache, H.; Gmouh, S.; Trabadelo, V.; Aboulkas, A.; Ben Youcef, H. Cellulose Nanocrystals from Miscanthus Fibers: Insights into Rheological, Physico-Chemical Properties and Polymer Reinforcing Ability. Cellulose 2018, 25, 6603–6619. [Google Scholar] [CrossRef]
- Lee, H.; Rukmanikrishnan, B.; Lee, J. Rheological, Morphological, Mechanical, and Water-Barrier Properties of Agar/Gellan Gum/Montmorillonite Clay Composite Films. Int. J. Biol. Macromol. 2019, 141, 538–544. [Google Scholar] [CrossRef] [PubMed]
- Kumar, P.; Sandeep, K.P.; Alavi, S.; Truong, V.D.; Gorga, R.E. Effect of Type and Content of Modified Montmorillonite on the Structure and Properties of Bio-Nanocomposite Films Based on Soy Protein Isolate and Montmorillonite. J. Food Sci. 2010, 75, N46–N56. [Google Scholar] [CrossRef] [PubMed]
- Ma, Q.; Hu, D.; Wang, L. Preparation and Physical Properties of Tara Gum Film Reinforced with Cellulose Nanocrystals. Int. J. Biol. Macromol. 2016, 86, 606–612. [Google Scholar] [CrossRef]
- Rasheed, M.; Jawaid, M.; Parveez, B. Bamboo Fiber Based Cellulose Nanocrystals/Poly(Lactic Acid)/Poly(Butylene Succinate) Nanocomposites: Morphological, Mechanical and Thermal Properties. Polymers 2021, 13, 1076. [Google Scholar] [CrossRef] [PubMed]
- Yadav, M.; Behera, K.; Chang, Y.-H.; Chiu, F.-C. Cellulose Nanocrystal Reinforced Chitosan Based UV Barrier Composite Films for Sustainable Packaging. Polymers 2020, 12, 202. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Sèbe, G.; Wang, X.; Tam, K.C. UV-Absorbing Cellulose Nanocrystals as Functional Reinforcing Fillers in Poly(Vinyl Chloride) Films. ACS Appl. Nano Mater. 2018, 1, 632–641. [Google Scholar] [CrossRef]
- Lavrič, G.; Oberlintner, A.; Filipova, I.; Novak, U.; Likozar, B.; Vrabič-Brodnjak, U. Functional Nanocellulose, Alginate and Chitosan Nanocomposites Designed as Active Film Packaging Materials. Polymers 2021, 13, 2523. [Google Scholar] [CrossRef]
- He, Y.; Fei, X.; Li, H. Carboxymethyl Cellulose-Based Nanocomposites Reinforced with Montmorillonite and ε-Poly-l-Lysine for Antimicrobial Active Food Packaging. J. Appl. Polym. Sci. 2020, 137, 48782. [Google Scholar] [CrossRef]
- Lin, Z.; Xia, Y.; Yang, G.; Chen, J.; Ji, D. Improved Film Formability of Oxidized Starch-Based Blends through Controlled Modification with Cellulose Nanocrystals. Ind. Crops Prod. 2019, 140, 111665. [Google Scholar] [CrossRef]
- Tavassoli, M.; Khezerlou, A.; Punia Bangar, S.; Bakhshizadeh, M.; Haghi, P.B.; Moghaddam, T.N.; Ehsani, A. Functionality Developments of Pickering Emulsion in Food Packaging: Principles, Applications, and Future Perspectives. Trends Food Sci. Technol. 2023, 132, 171–187. [Google Scholar] [CrossRef]
- Alexandre, E.M.C.; Lourenço, R.V.; Bittante, A.M.Q.B.; Moraes, I.C.F.; Sobral, P.J.D.A. Gelatin-Based Films Reinforced with Montmorillonite and Activated with Nanoemulsion of Ginger Essential Oil for Food Packaging Applications. Food Packag. Shelf Life 2016, 10, 87–96. [Google Scholar] [CrossRef]
- Popescu, M.-C.; Dogaru, B.-I.; Goanta, M.; Timpu, D. Structural and Morphological Evaluation of CNC Reinforced PVA/Starch Biodegradable Films. Int. J. Biol. Macromol. 2018, 116, 385–393. [Google Scholar] [CrossRef] [PubMed]
- Kang, S.; Xiao, Y.; Guo, X.; Huang, A.; Xu, H. Development of Gum Arabic-Based Nanocomposite Films Reinforced with Cellulose Nanocrystals for Strawberry Preservation. Food Chem. 2021, 350, 129199. [Google Scholar] [CrossRef] [PubMed]
- Oun, A.A.; Rhim, J.-W. Effect of Post-Treatments and Concentration of Cotton Linter Cellulose Nanocrystals on the Properties of Agar-Based Nanocomposite Films. Carbohydr. Polym. 2015, 134, 20–29. [Google Scholar] [CrossRef] [PubMed]
- Lizundia, E.; Vilas, J.L.; León, L.M. Crystallization, Structural Relaxation and Thermal Degradation in Poly(l-Lactide)/Cellulose Nanocrystal Renewable Nanocomposites. Carbohydr. Polym. 2015, 123, 256–265. [Google Scholar] [CrossRef] [PubMed]
- Enescu, D.; Gardrat, C.; Cramail, H.; Le Coz, C.; Sèbe, G.; Coma, V. Bio-Inspired Films Based on Chitosan, Nanoclays and Cellulose Nanocrystals: Structuring and Properties Improvement by Using Water-Evaporation-Induced Self-Assembly. Cellulose 2019, 26, 2389–2401. [Google Scholar] [CrossRef]
- Zakuwan, S.Z.; Ahmad, I. Synergistic Effect of Hybridized Cellulose Nanocrystals and Organically Modified Montmorillonite on κ-Carrageenan Bionanocomposites. Nanomaterials 2018, 8, 874. [Google Scholar] [CrossRef]
- Kaur, M.; Arshad, M.; Ullah, A. In-Situ Nanoreinforced Green Bionanomaterials from Natural Keratin and Montmorillonite (MMT)/Cellulose Nanocrystals (CNC). ACS Sustain. Chem. Eng. 2018, 6, 1977–1987. [Google Scholar] [CrossRef]
- Abdollahi, M.; Bazargani-Gilani, B.; Aghajani, N.; Daraei Garmakhany, A. Response Surface Optimization of the Effect of Aloe Vera Gel Coating Enriched with Golpar Essential Oil on the Shelf Life, Postharvest Quality, Color Change and Sensory Attributes of Fresh-Cut Orange Fruit. J. Food Process. Preserv. 2022, 46, e17019. [Google Scholar] [CrossRef]
- Daferera, D.J.; Ziogas, B.N.; Polissiou, M.G. The Effectiveness of Plant Essential Oils on the Growth of Botrytis Cinerea, FUnited Sates of Americarium Sp. and Clavibacter Michiganensis Subsp. Michiganensi. Crop Prot. 2003, 22, 39–44. [Google Scholar] [CrossRef]
- Tzortzakis, N.G. Impact of Cinnamon Oil-Enrichment on Microbial Spoilage of Fresh Produce. IFSET 2009, 10, 97–102. [Google Scholar] [CrossRef]
- Sellamuthu, P.S.; Mafune, M.; Sivakumar, D.; Soundy, P. Thyme Oil Vapour and Modified Atmosphere Packaging Reduce Anthracnose Incidence and Maintain Fruit Quality in Avocado. J. Sci. Food Agric. 2013, 93, 3024–3031. [Google Scholar] [CrossRef] [PubMed]
- Punia Bangar, S.; Whiteside, W.S.; Ozogul, F.; Dunno, K.D.; Cavender, G.A.; Dawson, P. Development of Starch-Based Films Reinforced with Cellulosic Nanocrystals and Essential Oil to Extend the Shelf Life of Red Grapes. Food Biosci. 2022, 47, 101621. [Google Scholar] [CrossRef]
- Moradinezhad, F.; Hedayati, S.; Ansarifar, E. Assessment of Zataria Multiflora Essential Oil—Incorporated Electrospun Polyvinyl Alcohol Fiber Mat as Active Packaging. Polymers 2023, 15, 1048. [Google Scholar] [CrossRef] [PubMed]
- Luesuwan, S.; Naradisorn, M.; Shiekh, K.A.; Rachtanapun, P.; Tongdeesoontorn, W. Effect of Active Packaging Material Fortified with Clove Essential Oil on Fungal Growth and Post-Harvest Quality Changes in Table Grape during Cold Storage. Polymers 2021, 13, 3445. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, R.; Patil, S.; Dhakane-Lad, J.; Nadanathangam, V.; Mahapatra, A. Effect of Green Tea Extract, Ginger Essential Oil and Nanofibrillated Cellulose Reinforcements in Starch Films on the Keeping Quality of Strawberries. J. Food Process. Preserv. 2022, 46, e16109. [Google Scholar] [CrossRef]
- Sadat Razavi, M.; Golmohammadi, A.; Nematollahzadeh, A.; Ghanbari, A.; Davari, M.; Rovera, C.; Carullo, D.; Farris, S. Impact of Bacterial Cellulose Nanocrystals-Gelatin/Cinnamon Essential Oil Emulsion Coatings on the Quality Attributes of ‘Red Delicious’ Apples. Coatings 2022, 12, 741. [Google Scholar] [CrossRef]
- Chen, M.; Yan, X.; Cheng, M.; Zhao, P.; Wang, Y.; Zhang, R.; Wang, X.; Wang, J.; Chen, M. Preparation, Characterization and Application of Poly(Lactic Acid)/Corn Starch/Eucalyptus Leaf Essential Oil Microencapsulated Active Bilayer Degradable Film. Int. J. Biol. Macromol. 2022, 195, 264–273. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Poongavanam, S.S.; Subramaniyan, V.; Sellamuthu, P.S.; Jarugala, J.; Sadiku, E.R. Fabrication of Bio-Nanocomposite Packaging Films with PVA, MMt Clay Nanoparticles, CNCs, and Essential Oils for the Postharvest Preservation of Sapota Fruits. Polymers 2023, 15, 3589. https://doi.org/10.3390/polym15173589
Poongavanam SS, Subramaniyan V, Sellamuthu PS, Jarugala J, Sadiku ER. Fabrication of Bio-Nanocomposite Packaging Films with PVA, MMt Clay Nanoparticles, CNCs, and Essential Oils for the Postharvest Preservation of Sapota Fruits. Polymers. 2023; 15(17):3589. https://doi.org/10.3390/polym15173589
Chicago/Turabian StylePoongavanam, Senthamil Selvi, Vishnupriya Subramaniyan, Periyar Selvam Sellamuthu, Jayaramudu Jarugala, and Emmanuel Rotimi Sadiku. 2023. "Fabrication of Bio-Nanocomposite Packaging Films with PVA, MMt Clay Nanoparticles, CNCs, and Essential Oils for the Postharvest Preservation of Sapota Fruits" Polymers 15, no. 17: 3589. https://doi.org/10.3390/polym15173589
APA StylePoongavanam, S. S., Subramaniyan, V., Sellamuthu, P. S., Jarugala, J., & Sadiku, E. R. (2023). Fabrication of Bio-Nanocomposite Packaging Films with PVA, MMt Clay Nanoparticles, CNCs, and Essential Oils for the Postharvest Preservation of Sapota Fruits. Polymers, 15(17), 3589. https://doi.org/10.3390/polym15173589