
Fabrication of a 3D Printed Continuous Carbon Fiber Composite Grid Stiffened Structure Using Induction Heating





Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
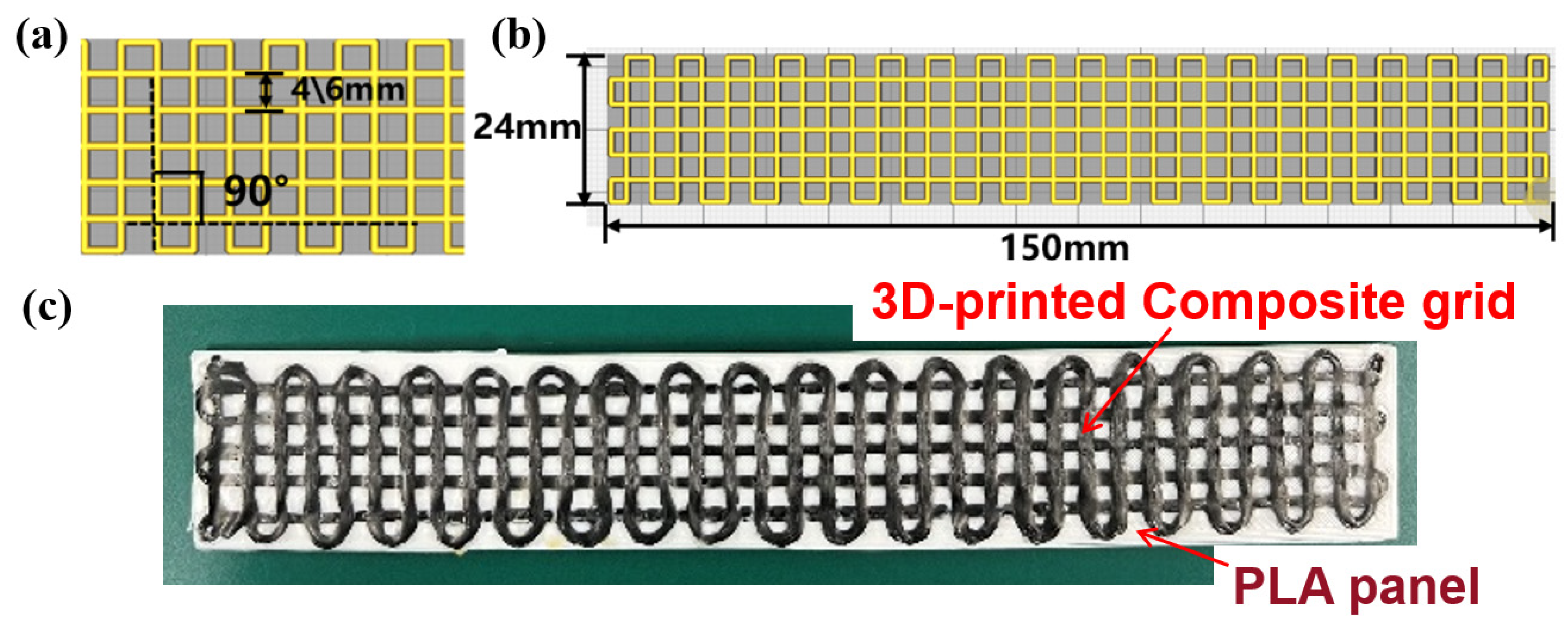
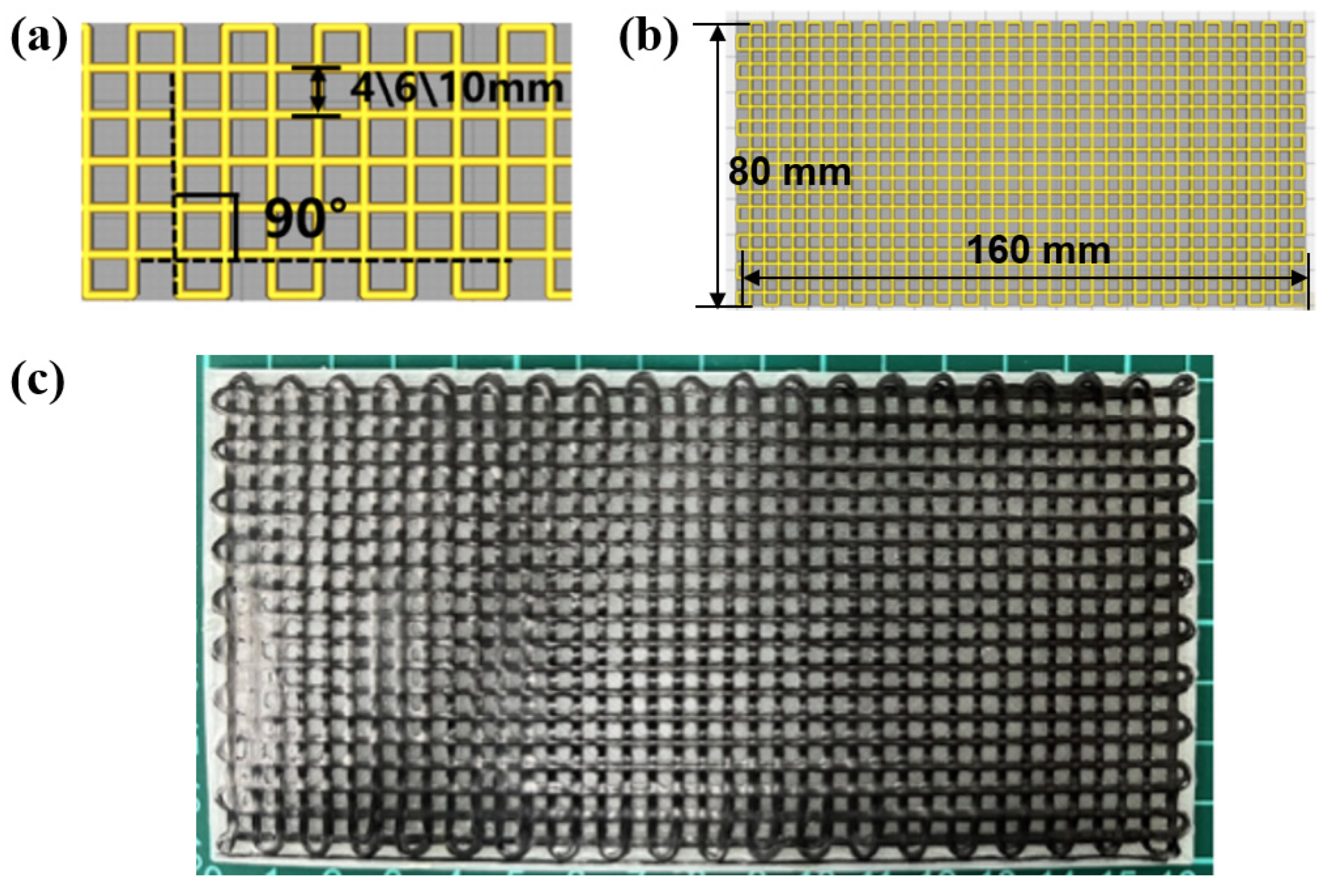
2.2. 3D Printing of CF/PLA Composite Grid Stiffened Structures
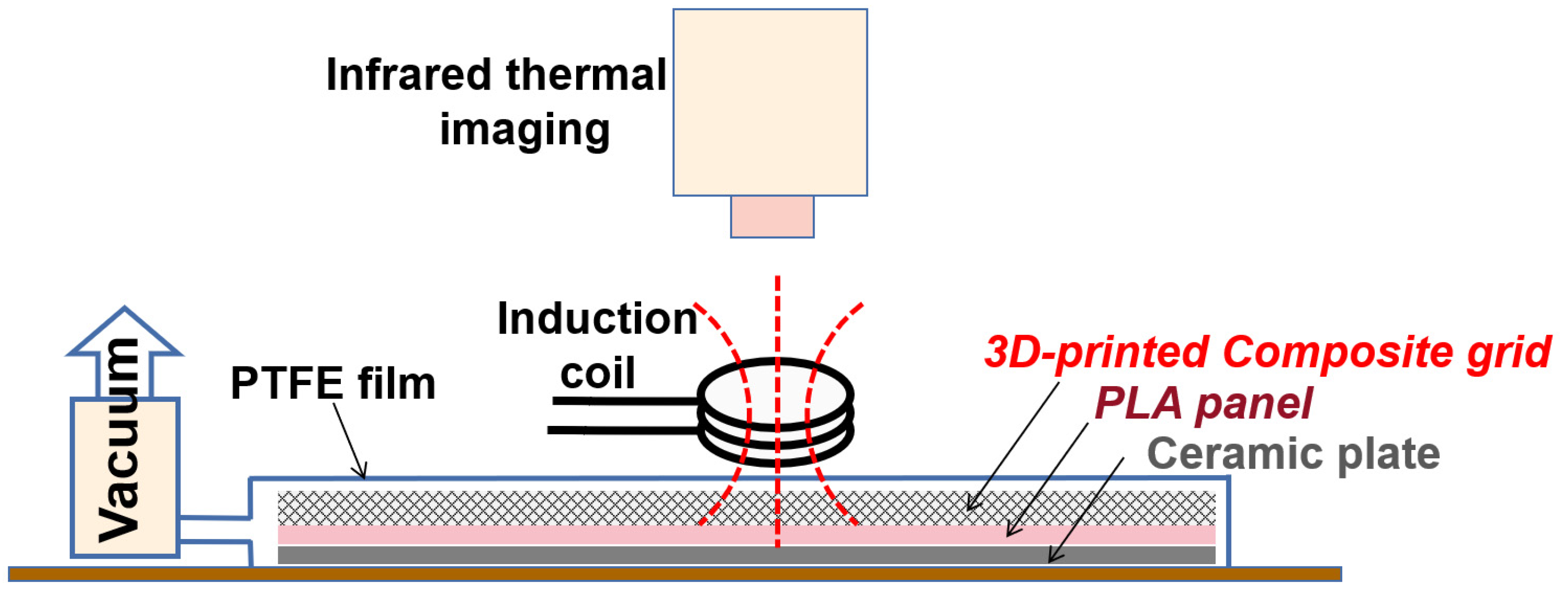
2.3. Induction Heating Processing of CF/PLA Composite Grid Stiffened Structures
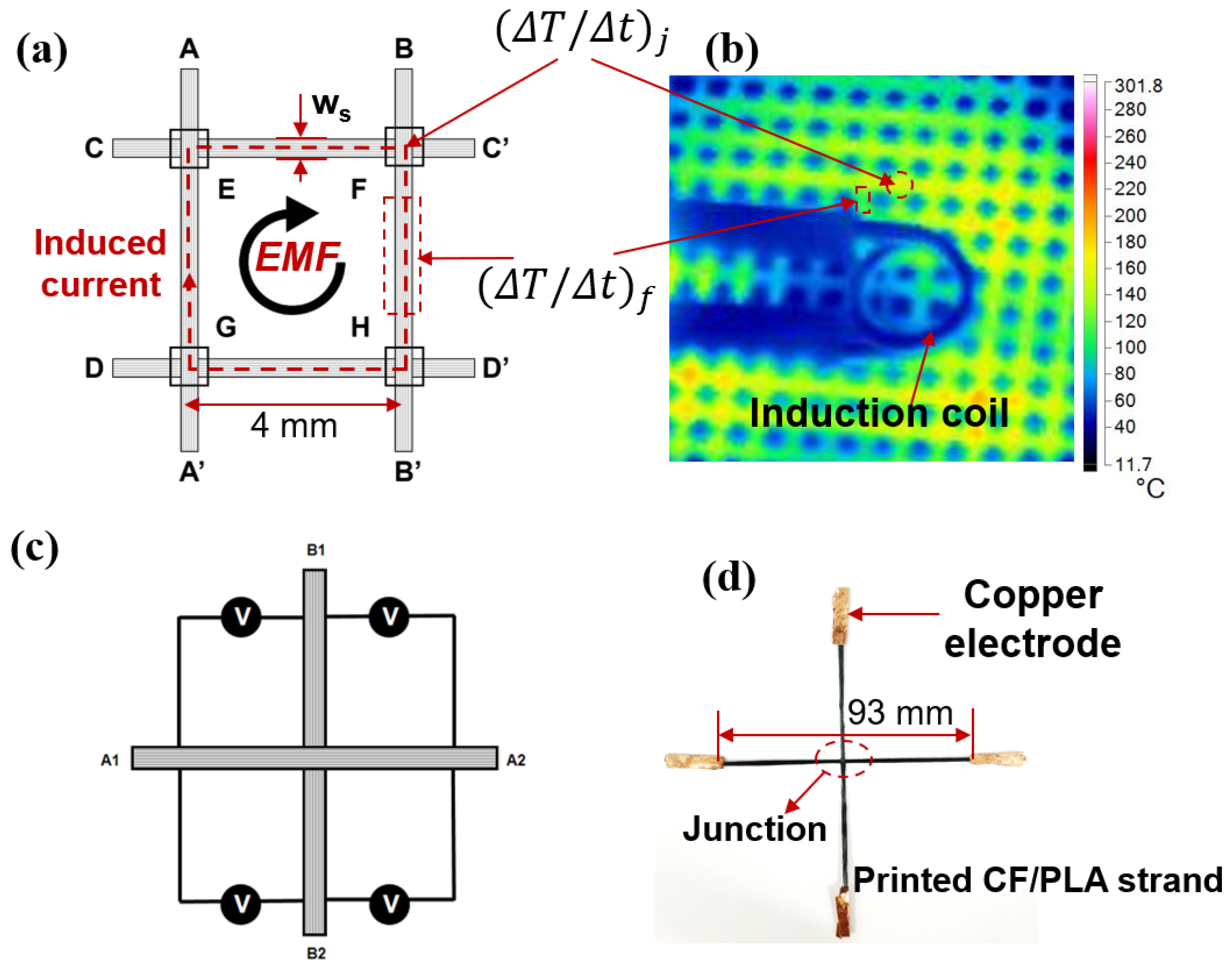
2.4. Induction Heating Mechanism Analysis
2.5. Mechanical Characterization of 3D-Printed Composite Grid Stiffened Structures
2.6. Morphology Characterization
3. Results and Discussion
3.1. Induction Heating Mechanisms of CF/PLA Grid Structures
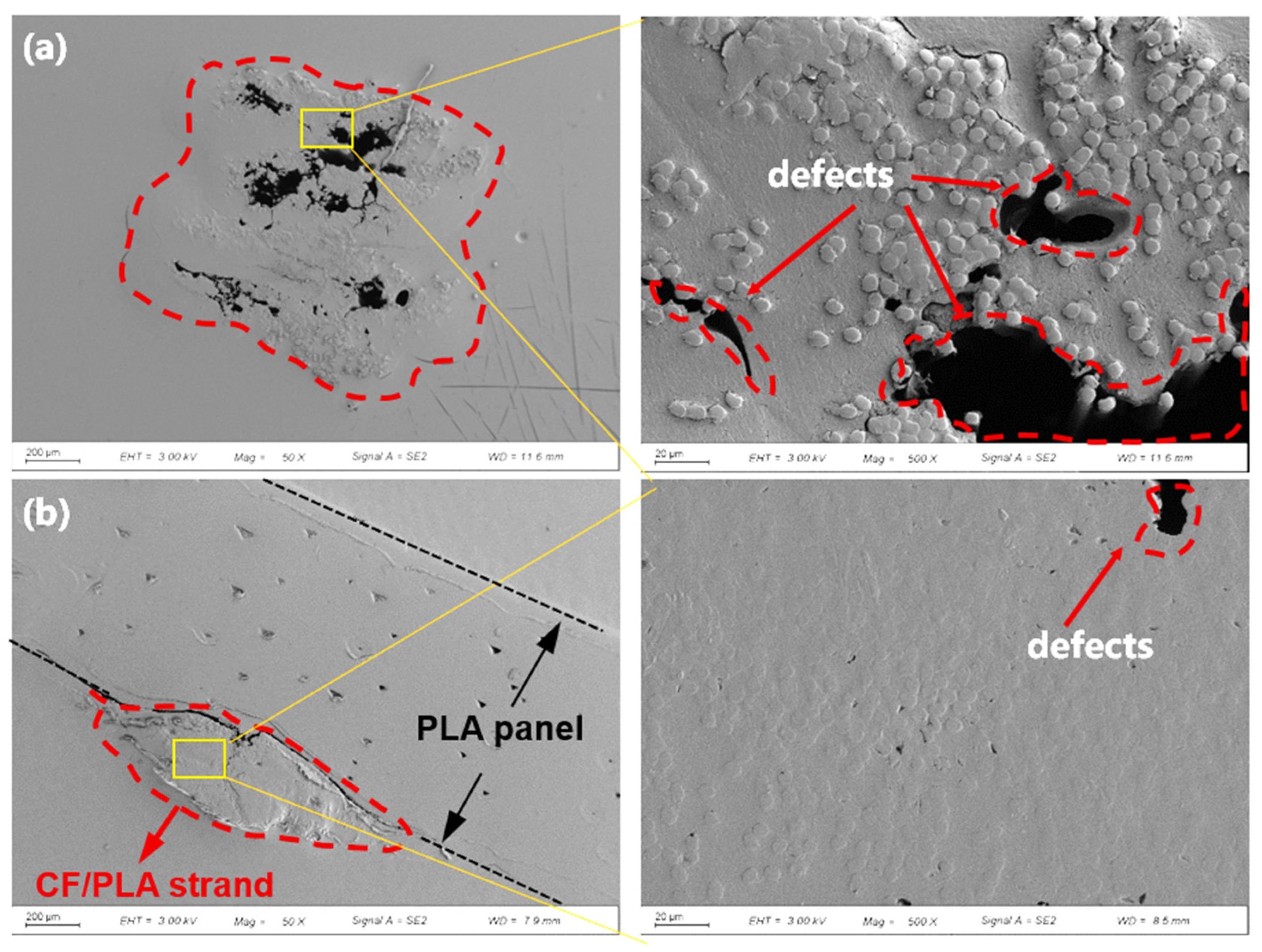
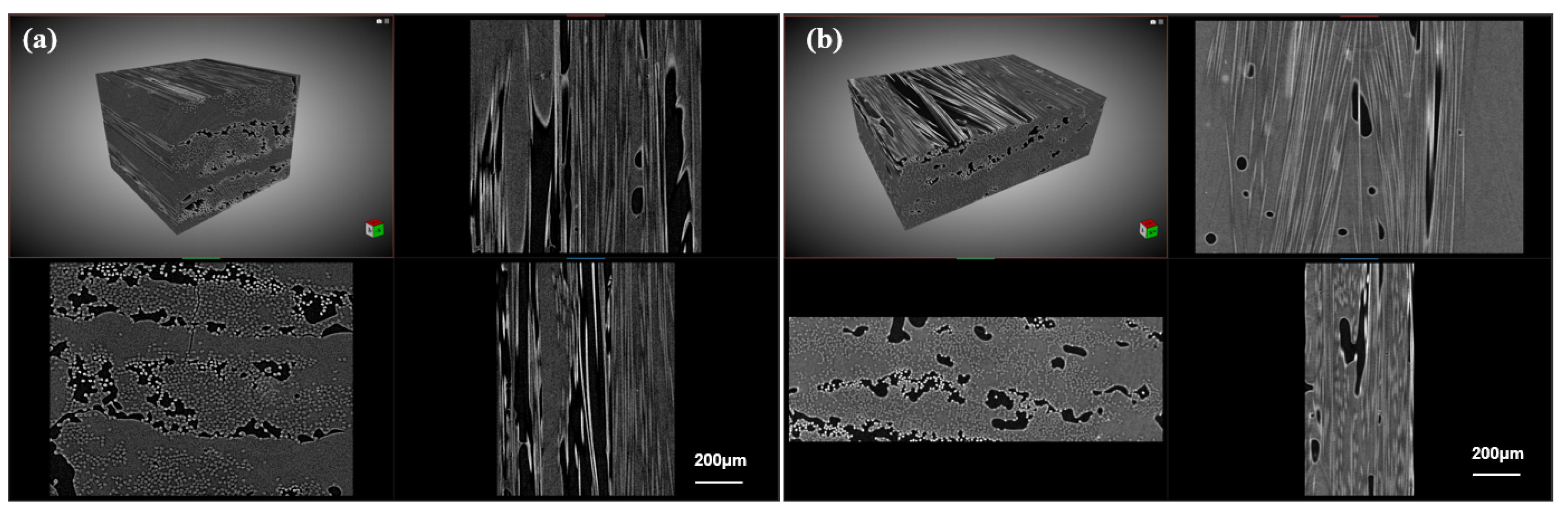
3.2. Influence of Induction Heating Treatment on Internal Defects
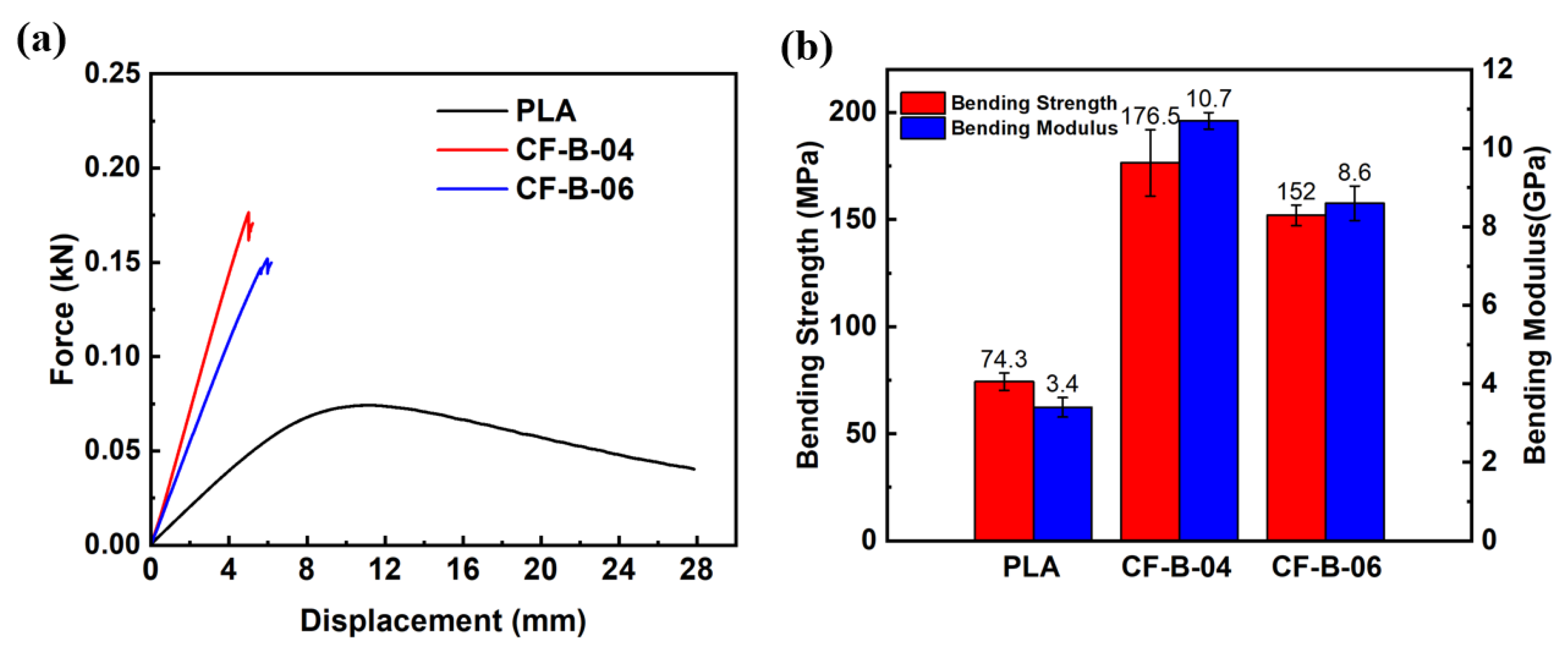
3.3. Mechanical Performance of the 3D-Printed CF/PLA Grid Stiffened Structures
4. Conclusions
- (1)
- The infrared thermal imaging demonstrates the significantly high heating efficiency of induction heating and the insensitivity of the heating rate to the grid-unit size. The grids could be rapidly heated above their respective melting temperatures within 9 s. However, when the grid-unit size becomes too large, it would lead to a non-uniform temperature distribution within the grid structure. Thus, it is crucial to carefully select an appropriate grid-unit size when designing composite grid structures for a specific frequency EMF.
- (2)
- The observation of microstructures shows that the combination of induction heating and vacuum pressure effectively reduces porosities within the 3D-printed carbon fiber composite grids due to the special internal heating mechanism.
- (3)
- The bending test results indicate that using a grid-unit size of 4 mm leads to significant increases in bending strength and modulus of the grid-stiffened structure, with improvements of 137.6% and 217.8%, respectively, compared to the neat PLA panel. This demonstrates the exceptional mechanical enhancement efficiency of the 3D-printed lightweight composite grids.
- (4)
- A significant improvement in impact resistance was observed for the PLA panels stiffened with CF/PLA grids. The peak loads for the grid-stiffened structures with grid-unit sizes of 4 mm, 6 mm, and 10 mm were increased by 69.4%, 49.7%, and 27.9%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, L.; Fan, H.; Sun, F.; Zhao, L.; Fang, D. Improved manufacturing method and mechanical performances of carbon fiber reinforced lattice-core sandwich cylinder. Thin-Walled Struct. 2013, 68, 75–84. [Google Scholar] [CrossRef]
- Xu, J.; Gao, X.; Zhang, C.; Yin, S. Flax fiber-reinforced composite lattice cores: A low-cost and recyclable approach. Mater. Des. 2017, 133, 444–454. [Google Scholar] [CrossRef]
- Evans, A.; He, M.; Deshpande, V.; Hutchinson, J.; Jacobsen, A.; Carter, W. Concepts for enhanced energy absorption using hollow micro-lattices. Int. J. Impact Eng. 2010, 37, 947–959. [Google Scholar] [CrossRef]
- Yang, Y.; Li, M.; Li, K.R. Comparison and analysis of main effect elements of machining distortion for aluminum alloy and titanium alloy aircraft monolithic component. Int. J. Adv. Manuf. Technol. 2014, 70, 1803–1811. [Google Scholar] [CrossRef]
- Hao, W.; Liu, Y.; Wang, T.; Guo, G.; Chen, H.; Fang, D. Failure analysis of 3D printed glass fiber/PA12 composite lattice structures using DIC. Compos. Struct. 2019, 225, 111192. [Google Scholar] [CrossRef]
- Kim, T.D. Fabrication and testing of thin composite iso stiffened panel. Compos. Struct. 2000, 49, 21–25. [Google Scholar] [CrossRef]
- Li, M.; Lai, C.; Zheng, Q.; Han, B.; Wu, H.; Fan, H. Design and mechanical properties of hierarchical iso structures validated by 3D printing technique. Mater. Des. 2019, 168, 107664. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of composite sandwich structures using continuous carbon fiber and fiber tension. Compos. Part A Appl. Sci. Manuf. 2018, 113, 114–121. [Google Scholar] [CrossRef]
- Liu, S.; Li, Y.; Li, N. A novel free-hanging 3D printing method for continuous carbon fiber reinforced thermoplastic lattice truss core structures. Mater. Des. 2018, 137, 235–244. [Google Scholar] [CrossRef]
- Quan, C.; Han, B.; Hou, Z.; Zhang, Q.; Tian, X.; Lu, T.J. 3d printed continuous fiber reinforced composite auxetic honeycomb structures. Compos. Part B Eng. 2020, 187, 107858. [Google Scholar] [CrossRef]
- Hossain, M.S.; Ramos, J.; Espalin, D.; Perez, M.; Wicker, R. Improving tensile mechanical properties of FDM-manufactured specimens via modifying build parameters. In Proceedings of the 2013 International Solid Freeform Fabrication Symposium, University of Texas at Austin, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- He, Q.; Wang, H.; Fu, K.; Ye, L. 3D printed continuous CF/PA6 composites: Effect of microscopic voids on mechanical performance. Compos. Sci. Technol. 2020, 191, 108077. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Chen, J.; Fu, K.; Li, Y. Understanding processing parameter effects for carbon fibre reinforced thermoplastic composites manufactured by laser-assisted automated fibre placement (AFP). Compos. Part A Appl. Sci. Manuf. 2021, 140, 106160. [Google Scholar] [CrossRef]
- Ahmed, T.; Stavrov, D.; Bersee, H.; Beukers, A. Induction welding of thermoplastic composites—An overview. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1638–1651. [Google Scholar] [CrossRef]
- Bayerl, T.; Duhovic, M.; Mitschang, P.; Bhattacharyya, D. The heating of polymer composites by electromagnetic induction: A review. Compos. Part A Appl. Sci. Manuf. 2014, 57, 27–40. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Jelonnek, J. 3D microwave printing temperature control of continuous carbon fiber reinforced composites. Compos. Sci. Technol. 2020, 187, 107939. [Google Scholar] [CrossRef]
- Wang, J.; Senthil, T.; Wu, L.; Zhang, X. Enhancement of lightweight composite parts with robust cellular structures by combining fused deposition modeling and electromagnetic induction heating. Adv. Eng. Mater. 2018, 20, 1800215. [Google Scholar] [CrossRef]
- Choudhury, M.R.; Debnath, K. A review of the research and advances in electromagnetic joining of fiber-reinforced thermoplastic composites. Polym. Eng. Sci. 2019, 59, 1965–1985. [Google Scholar] [CrossRef]
- Lawless, G.W.; Reinhart, T. A Study of the Induction Heating of Organic Composites; University of Dayton Research Institute: Dayton, OH, USA, 1993. [Google Scholar]
- Fink, B.K.; McCullough, R.L.; Gillespie, J.W., Jr. A local theory of heating in cross-ply carbon fiber thermoplastic composites by magnetic induction. Polym. Eng. Sci. 1992, 32, 357–369. [Google Scholar] [CrossRef]
- Kim, H.; Yarlagadda, S.; Gillespie, J.W.; Shevchenko, N.B.; Fink, B.K. A study on the induction heating of carbon fiber reinforced thermoplastic composites. Adv. Compos. Mater. 2002, 11, 71–80. [Google Scholar] [CrossRef]
- Lundström, F.; Frogner, K.; Wiberg, O.; Cedell, T.; Andersson, M. Induction heating of carbon fiber composites: Investigation of electrical and thermal properties. Int. J. Appl. Electromagn. Mech. 2017, 53, S21–S30. [Google Scholar] [CrossRef]
- Long, Y.; Zhang, Z.; Fu, K.; Yang, Z.; Li, Y. Design and fabrication of high-performance 3D printed continuous flax fibre/PLA composites. J. Manuf. Process. 2023, 99, 351–361. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, Z.; Long, Y.; Fu, K.; Li, Y. Process optimization of continuous flax fiber/polylactic acid prepreg filaments toward high performance 3D-printed composites. Polym. Compos. 2023, 44, 6242–6253. [Google Scholar] [CrossRef]
- Miller, A.K. The nature of induction heating in graphite-fiber, polymer-matrix composite materials. Sampe J. 1990, 26, 37–54. [Google Scholar]
- Fink, B.K. Heating of Continuous-Carbon-Fiber Thermoplastic-Matrix Composites by Magnetic Induction; University of Delaware: Newark, DE, USA, 1991. [Google Scholar]
- Kane, B.; Pierquin, A.; Wasselynck, G.; Trichet, D. Coupled Numerical and experimental identification of geometrical parameters for predicting the electrical conductivity of CFRP layers. IEEE Trans. Magn. 2020, 56, 6701604. [Google Scholar] [CrossRef]
- ASTM D7264/D7264M-07; Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM D7136/D7136M-20; Standard Test Method for Measuring the Damage Resistance of a Fiber-Reinforced Polymer Matrix Composite to a Drop-Weight Impact Event. ASTM International: West Conshohocken, PA, USA, 2020.
- Zhang, Z.S.; Long, Y.; Yang, Z.; Fu, K.; Li, Y. An investigation into printing pressure of 3D printed continuous carbon fiber reinforced composites. Compos. Part A Appl. Sci. Manuf. 2022, 162, 107162. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Parameters | Values |
|---|---|
| Layer thickness | 0.25 mm |
| Nozzle temperature | 205 °C |
| Printing speed | 7.5 mm/s |
| Grid-unit size | 4/6/10 mm |
| Grid thickness | 1 mm |
| A1A2 | B1B2 | A1B1 | A1B2 | A2B1 | A2B2 | |
|---|---|---|---|---|---|---|
| Resistance (Ω) | 37.98 | 36.57 | 54.52 | 54.59 | 52.70 | 53.34 |
| Direct contact resistance at the junction (Rjd) (Ω) | / | 17.24 | 17.31 | 15.42 | 16.06 | |
| average: 16.51 | ||||||
| AA’ | BB’ | CC’ | DD’ | E | F | G | H | Average Value | |
|---|---|---|---|---|---|---|---|---|---|
| (°C/s) | 6.2 | 5.5 | 5.5 | 5.2 | / | 5.6 | |||
| (°C/s) | / | 7.0 | 7.3 | 7.7 | 7.1 | 7.1 | |||
| 1.3 | |||||||||
| Samples | Mass (g) | Carbon Fiber Content (wt%) | Bending Strength (MPa) | Bending Modulus (GPa) | Specific Bending Strength (MPa/g) | Specific Bending Modulus (GPa/kg) |
|---|---|---|---|---|---|---|
| CF-B-04 | 11.14 | 5.2 | 176.5 ± 15.5 | 10.74 ± 0.21 | 15.84 ± 0.24 | 964.05 ± 38.20 |
| CF-B-06 | 10.30 | 3.2 | 152.0 ± 4.8 | 8.60 ± 0.44 | 14.76 ± 0.14 | 855.35 ± 33.07 |
| PLA | 9.21 | 0 | 74.3 ± 4.10 | 3.38 ± 0.25 | 8.07 ± 0.46 | 367.10 ± 42.75 |
| Samples | Mass (g) | Carbon Fiber Content (wt%) | Maximum Energy (J) | Peak Load (N) |
|---|---|---|---|---|
| CF-I-04 | 39.31 | 5.7 | 0.79 ± 0.05 | 724.81 ± 44.17 |
| CF-I-06 | 37.04 | 4.2 | 0.74 ± 0.03 | 640.40 ± 78.59 |
| CF-I-10 | 35.25 | 2.9 | 0.67 ± 0.18 | 547.25 ± 4.36 |
| PLA | 31.87 | 0 | 0.92 ± 0.23 | 427.90 ± 4.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Z.; Zhang, Z.; Fu, K.; Yang, B. Fabrication of a 3D Printed Continuous Carbon Fiber Composite Grid Stiffened Structure Using Induction Heating. Polymers 2023, 15, 3743. https://doi.org/10.3390/polym15183743
Zhou Z, Zhang Z, Fu K, Yang B. Fabrication of a 3D Printed Continuous Carbon Fiber Composite Grid Stiffened Structure Using Induction Heating. Polymers. 2023; 15(18):3743. https://doi.org/10.3390/polym15183743
Chicago/Turabian StyleZhou, Zhuoying, Zhongsen Zhang, Kunkun Fu, and Bin Yang. 2023. "Fabrication of a 3D Printed Continuous Carbon Fiber Composite Grid Stiffened Structure Using Induction Heating" Polymers 15, no. 18: 3743. https://doi.org/10.3390/polym15183743
APA StyleZhou, Z., Zhang, Z., Fu, K., & Yang, B. (2023). Fabrication of a 3D Printed Continuous Carbon Fiber Composite Grid Stiffened Structure Using Induction Heating. Polymers, 15(18), 3743. https://doi.org/10.3390/polym15183743