
Fabrication of Nanogroove Arrays on Acrylic Film Using Micro-Embossing Technique


Abstract
:1. Introduction
2. Materials and Methods
2.1. Polymethyl Methacrylate (PMMA) Film
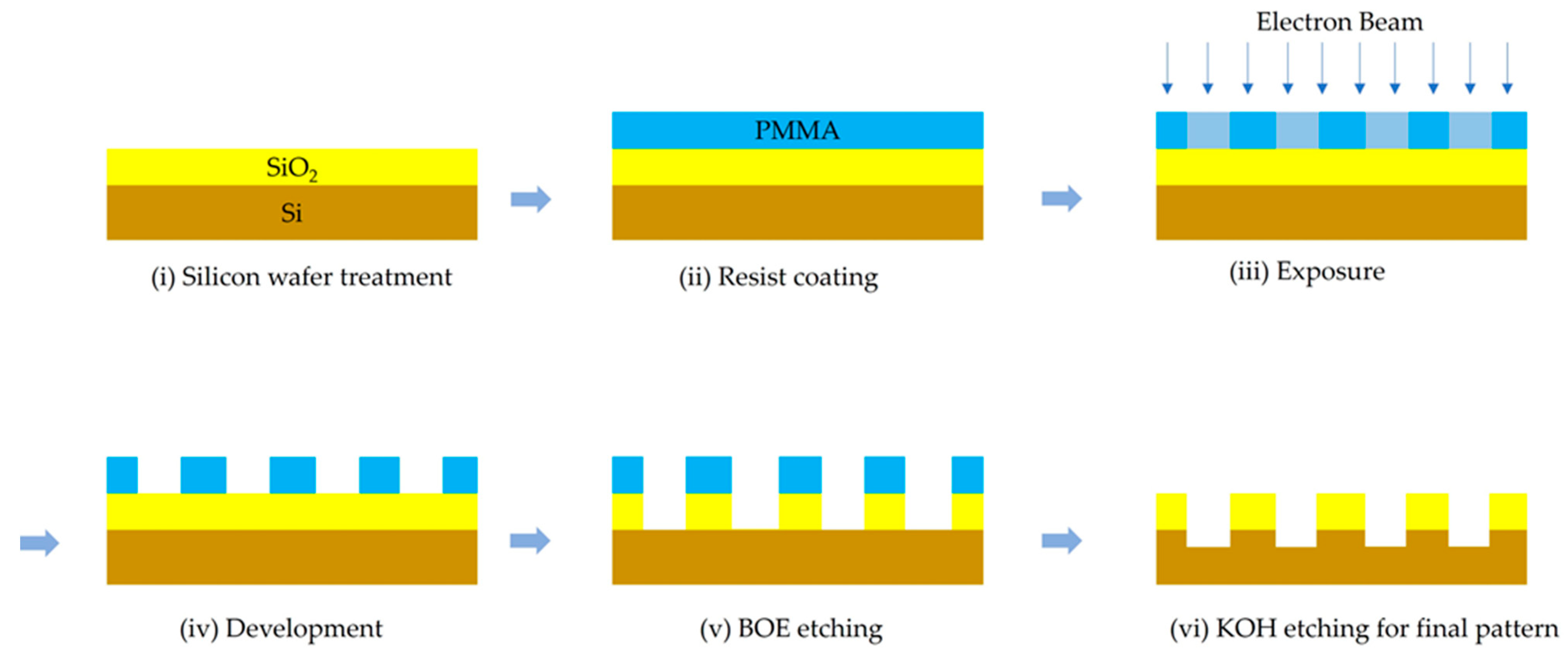
2.2. Fabrication of a Master Mold with Nanostructure Patterns
- (i)
- Silicon wafer was cleaned to remove the surface contamination. Silicon wafer was cleaned with 150 mL of boiled sulfuric acid at 100 °C, 150 mL of hydrogen peroxide as a catalyst. Then, silicon wafer was washed with reverse osmosis water (RO water) to remove sulfuric acid and hydrogen peroxide. However, silicon wafer was immersed in nitric acid to treat the surface of the oxide layer. Then, wafer was dried with nitrogen gas and dehydrated in an oven at 150 °C for about 4 h. Furthermore, silicon wafer was cleaned using plasma with oxygen gas at 300 watts for 20 min, resulting in the growth of a thin layer of silicon dioxide (SiO2) on the surface. Furthermore, organic compound on silicon wafer was removed;
- (ii)
- The polymethyl methacrylate, PMMA 950K-A2 (2% PMMA molecular weight of 950,000 g·mol−1) was diluted in anisole. Anisole was used as a solvent for PMMA due to its ability to dissolve the polymer effectively. The dilution ratio was 1:1. Then, PMMA–anisole solution was coated on silicon wafer via spinning process. On the first layer, PMMA was spin-coated onto the surface of silicon wafer at 500 rpm for 10 s. Then, the second layer was operated at 1500 rpm for 40 s to increase the thickness of PMMA. The spun wafer was heated at 180 °C with heating time around 5 min to achieve the 80 nm thickness of photoresist film;
- (iii)
- In order to be exposed to the electron beam lithography process, the TESCAN MIRA3 machine was utilized. The silicon wafer was put inside the chamber and the pressure was reduced zero. The beam current was about 0.216 nA, and the exposure dose at 400 μC/cm3. The micro-grooves pattern was fabricated onto the surface of PMMA on silicon wafer. The distance between peak to peak of nanogroove arrays was about 500 nm, around 2.5 × 2.5 cm2. The exposed photoresistance experienced chemical changes by the electron beam, achieving polymer scission and breaking the polymer chain;
- (iv)
- The specimen was developed in methyl isobutyl ketone:isopropyl alcohol solution (MIBK:IPA, 3:1) for 50 s. An exposed polymer chain was washed up. A masking layer was prepared on the specimen for etching in the following process;
- (v)
- Buffered oxide etch (BOE) process was used to remove SiO2. BOE is a very selective etch that stops at the silicon and does not etch further. In this process, 400 g of ammonium fluoride (NH3F) with 600 mL of DI water (DIH2O) was mixed. Then, ammonium fluoride solution was mixed with hydrofluoric acid (HF) in a 6:1 ratio. The solution was utilized to remove an oxide layer on a master mold. Silicon wafer master mold was immersed in the solution for 140 s. A result shows that the unmasked oxide layer is exposed as nanogroove arrays are apparent on silicon wafer master mold.
- (vi)
- The wet chemical etching process by potassium hydroxide (KOH) etching was used to create cavities as nanogroove arrays on silicon wafer. A solution of potassium hydroxide at 40% concentration was prepared and heated to 60 °C. Silicon wafer was immersed into a solution for 10 min to remove a resistant out-of-surface silicon wafer. Finally, a master mold was washed up with hydrochloric acid to adjust the pH value.
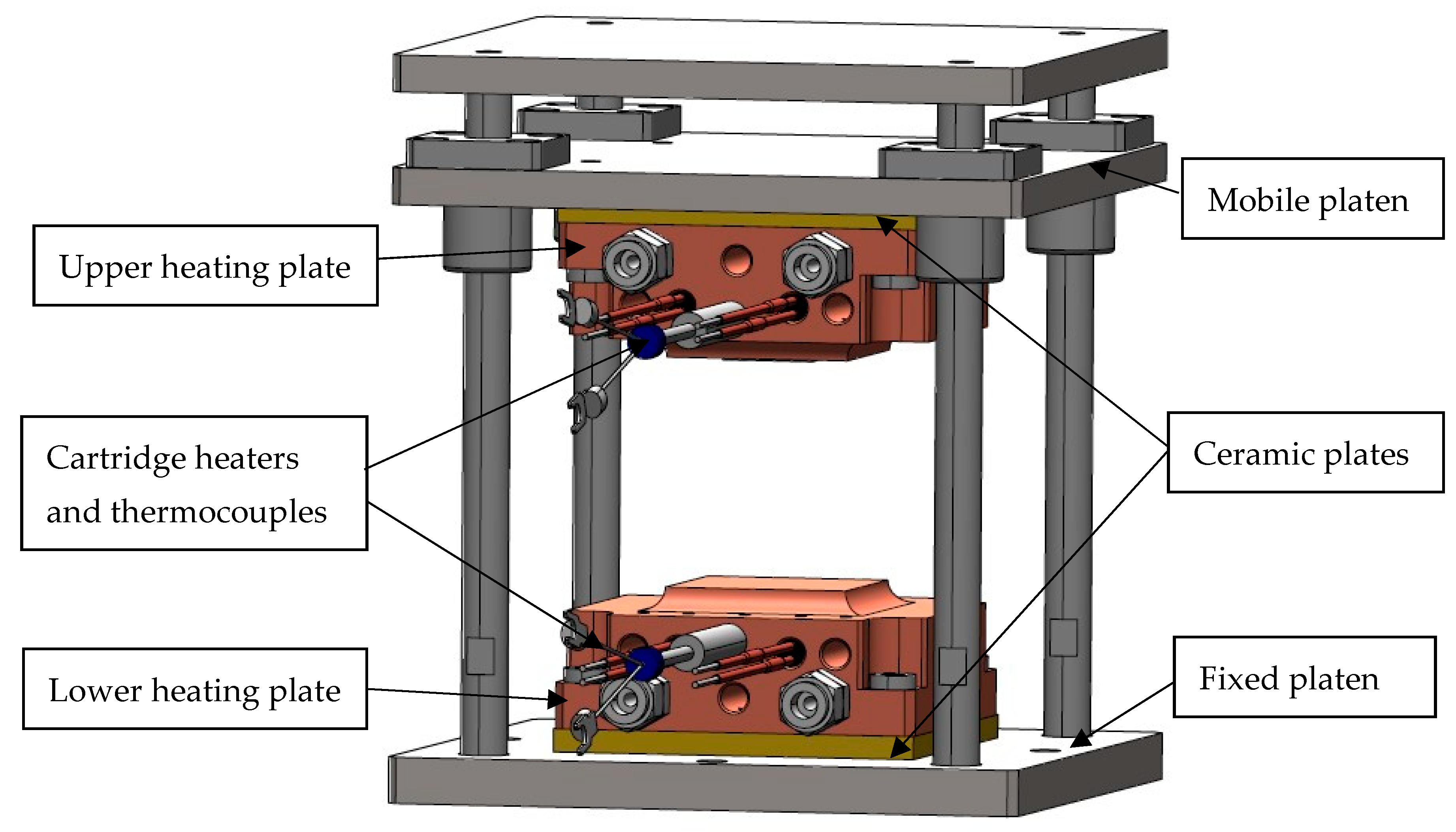
2.3. Micro-Embossing Process
- (i)
- The set-up for experiment testing was prepared. The size of the upper and lower square quartz glass substrates was 1.2 mm × 20 mm × 20 mm. The lower quartz glass substrate was inserted below a master mold. An acrylic film was placed upon a master mold. The size of the acrylic film was 20 × 20 mm2, and the thickness was 100 and 188 µm. Another quartz glass substrate was placed upon an acrylic film to prevent stress concentration at the upper cylinder that caused the breakage of the master mold;
- (ii)
- In the heating stage, the set-up of an acrylic film and master mold was placed in the micro-embossing machine. They were heated from room temperature (RT) to 100 °C and 150 °C. The heating time was about 4 min;
- (iii)
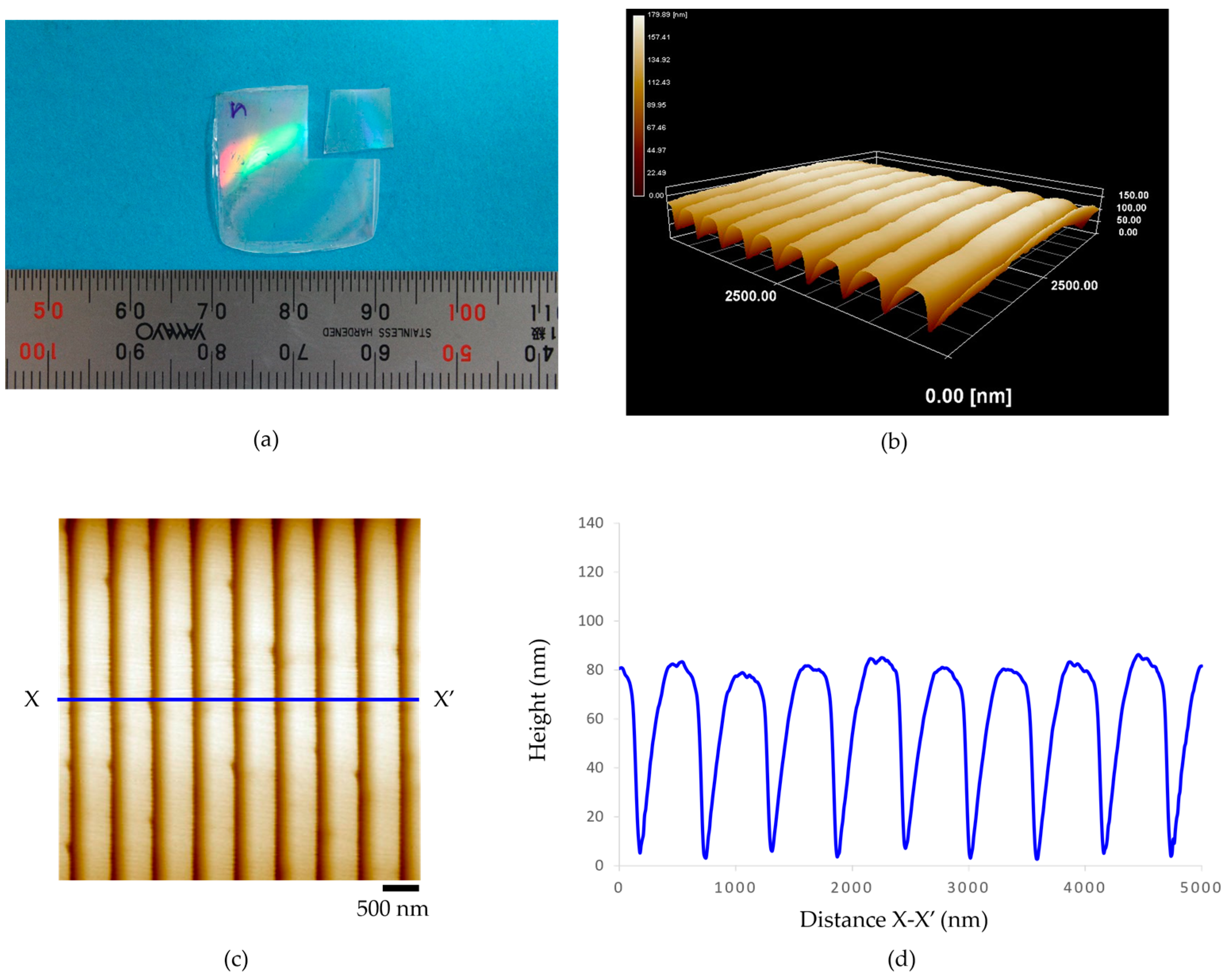
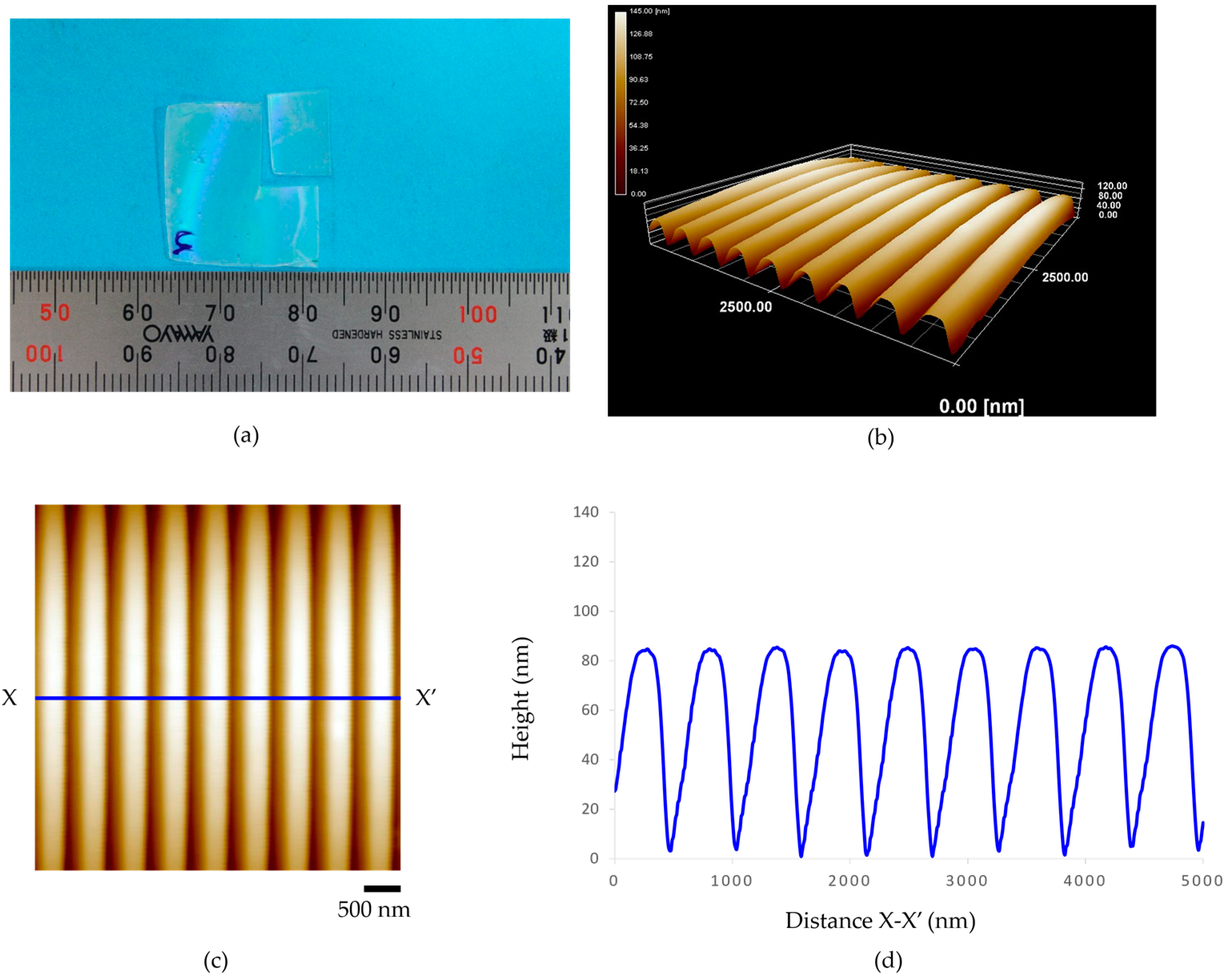
- In the embossing stage, a pressing load was applied by pressing the upper cylinder down on the quartz glass substrate. The weight of the upper heating plate and the mobile plate was about 10 kg. The embossing pressure was 0.1569 MPa onto the set-up of an acrylic film and master mold. The glass transition temperature (Tg) of the Acryplen film was 90 °C. The micro-embossing process was carried out above an Acryplen’s glass transition temperature at 100 °C and 150 °C, as shown in Figure 4. Then, the embossing time was kept for 2 min. The flow behavior of acrylic film can be enhanced by changing temperature and pressure. The upper cylinder was manually hiked, and the specimen was taken out of the micro-embossing machine;
- (iv)
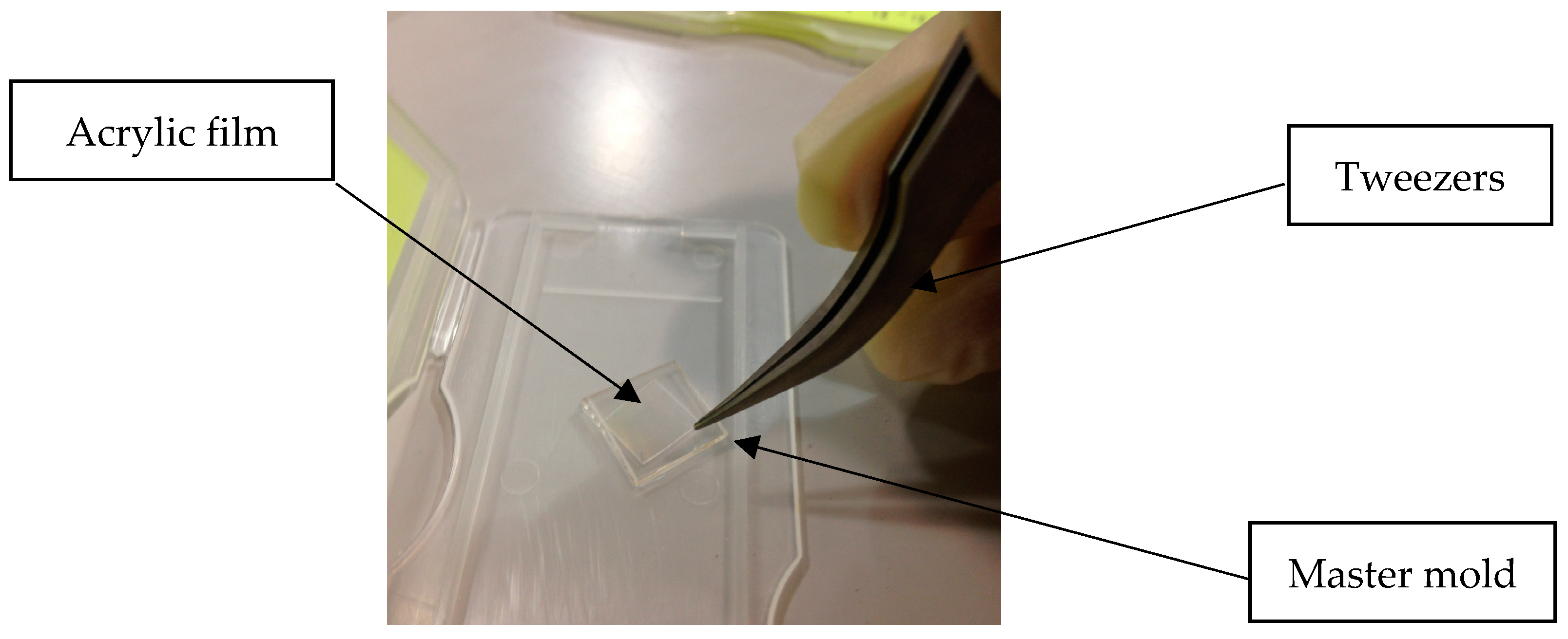
- In the demolding stage, the specimen was turned out of the micro-embossing machine and cooled down at room temperature for 4 min. The unwinding process for an acrylic film at room temperature allows easy film removal and prevents master mold breakage. Then, an embossed acrylic film was peeled by using tweezers. Thus, an acrylic film with nanostructure was successfully fabricated. In addition, the total cycle time of the micro-embossing process was about 10 min. Finally, the protuberances of micropattern arrays on a stamped acrylic film were analyzed by atomic force microscope.
3. Results
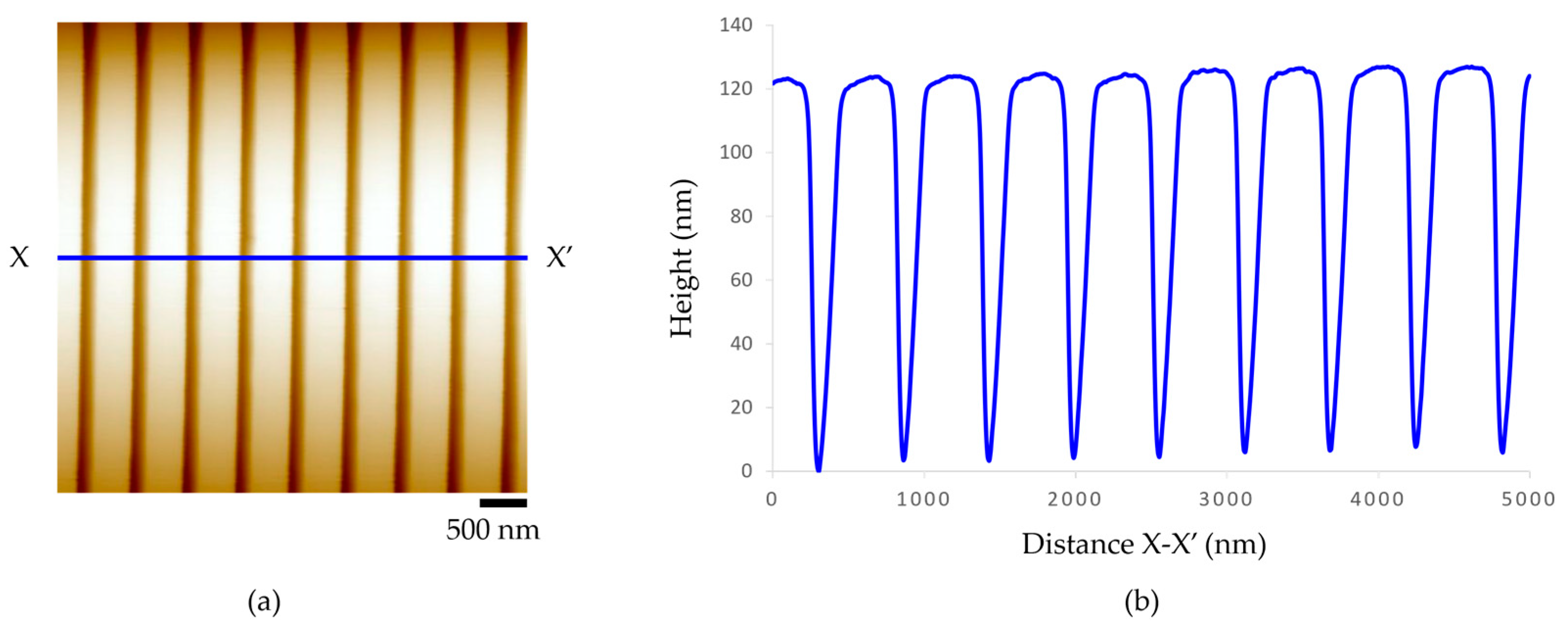
3.1. Nanostructure on a Master Mold
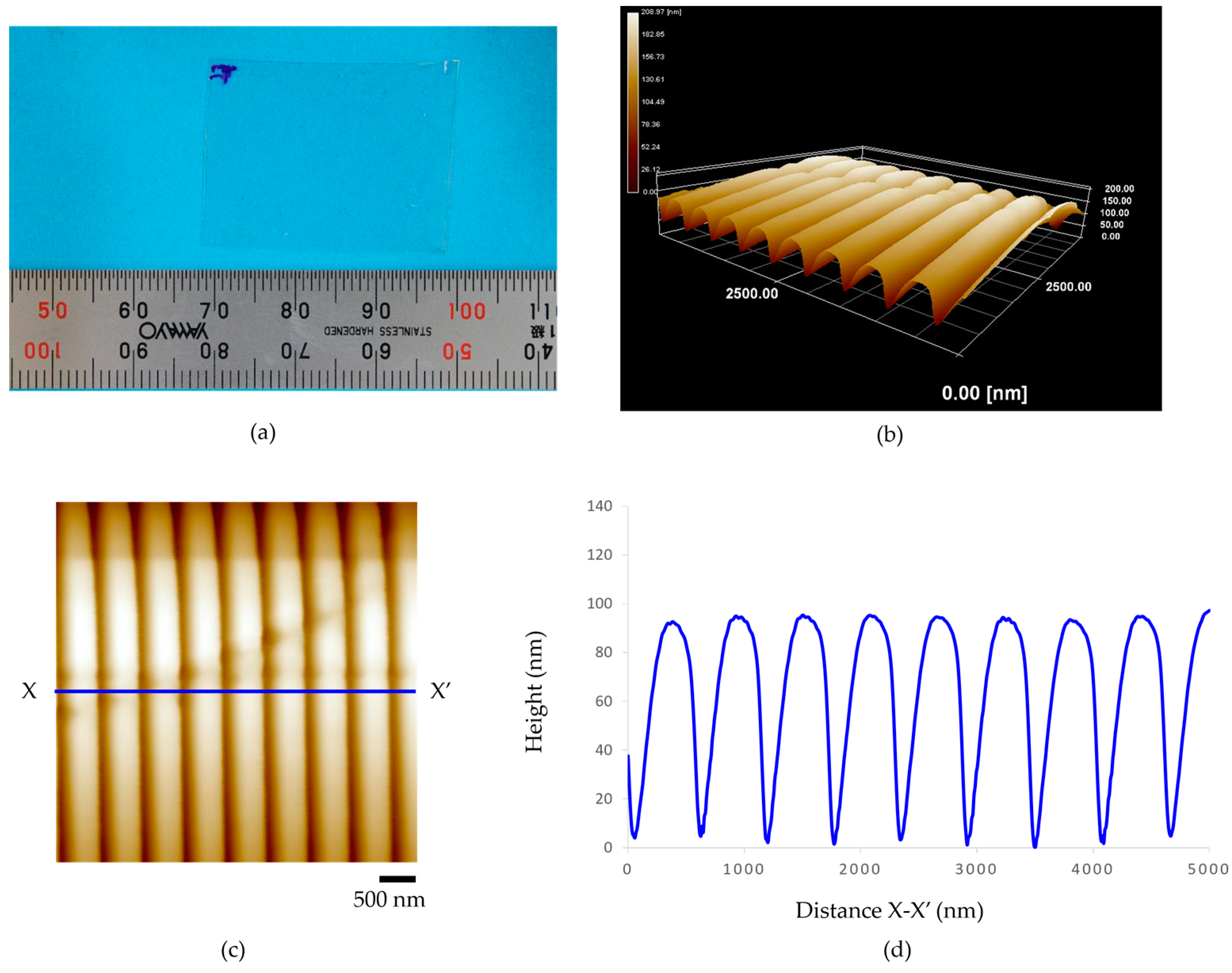
3.2. Fabrication Quality of the Micro-Embossing Process of the Acrylic Film with Nanostructures
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, L.; Yan, C.; Zheng, Z. Functional polymer surfaces for controlling cell behaviors. Mater. Today 2018, 21, 38–59. [Google Scholar] [CrossRef]
- Kim, H.-K.; Jang, S.-J.; Cho, Y.-S.; Park, H.-H. Fabrication of nanostructured Polycaprolactone (PCL) film using a thermal imprinting technique and assessment of antibacterial function for its application. Polymers 2022, 14, 5527. [Google Scholar] [CrossRef] [PubMed]
- Anuragh, G.; Ji, H.-F. Bio-applications of nanopillars. Front. Nanosci. Nanotech 2016, 2, 1–10. [Google Scholar]
- Chuan, X.; Yuming, Z.; Wei, Z. Nanoimprinted conducting nanopillar arrays made of MWCNT/polymer nanocomposites: A study by electrochemical impedance spectroscopy. Nanoscale Adv. 2021, 3, 556–566. [Google Scholar]
- Wang, P.-Y.; Ding, S.; Sumer, H.; Wongc, R.C.-B.; Kingshotta, P. Heterogeneity of mesenchymal and pluripotent stem cell populations grown on nanogrooves and nanopillars. J. Mater. Chem. B 2017, 5, 7927–7938. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.; Kim, H.N.; Lim, K.-T.; Kim, Y.; Seonwoo, H.; Park, S.H.; Lim, H.J.; Kim, D.-H.; Suh, K.-Y.; Choung, P.-H.; et al. Designing nanotopographical density of extracellular matrix for controlled morphology and function of human mesenchymal stem cells. Sci. Rep. 2013, 3, 3552. [Google Scholar] [CrossRef] [PubMed]
- Yan, Y.; Chang, S.; Wang, T.; Geng, Y. Scratch on polymer materials using AFM tip-based approach: A review. Polymers 2019, 11, 1590. [Google Scholar] [CrossRef]
- Choi, J.; Lee, C.C.; Park, S. Scalable fabrication of sub-10 nm polymer nanopores for DNA analysis. Microsyst. Nanoeng. 2019, 5, 12. [Google Scholar] [CrossRef]
- Feng, X.; Nejati, S.; Cowan, M.G.; Tousley, M.E.; Wiesenauer, B.R.; Noble, R.D.; Elimelech, M.; Gin, D.L.; Osuji, C.O. Thin polymer films with continuous vertically aligned 1 nm pores fabricated by soft confinement. ACS Nano 2016, 10, 150–158. [Google Scholar] [CrossRef]
- Li, J.; Zhang, Y. Porous polymer films with size tunable surface pores. Chem. Mater. 2007, 19, 2581–2584. [Google Scholar] [CrossRef]
- Fujii, S.-I.; Goto, M.; Yabuki, S.; Kitamori, T.; Sat, K. Cell adhesion control using nanostructure fabricated on polymer surface. Sens. Mater. 2007, 19, 215–223. [Google Scholar]
- Li, M.; Li, C.; Blackman, B.R.K.; Eduardo, S. Mimicking nature to control bio-material surface wetting and adhesion. Int. Mater. Rev. 2022, 67, 658–681. [Google Scholar] [CrossRef]
- Wang, B.; Ji, J.; Li, K. Crystal nuclei templated nanostructured membranes prepared by solvent crystallization and polymer migration. Nat. Commun. 2016, 7, 12804. [Google Scholar] [CrossRef] [PubMed]
- Hashemzadeh, H.; Allahverdi, A.; Sedghi, M.; Vaezi, Z.; Rothbauer, M.; Fischer, M.B.; Ertl, P.; Naderi-Manesh, H. PDMS nano-modified scaffolds for improvement of stem cells proliferation and differentiation in microfluidic platform. Nanomaterials 2020, 10, 668. [Google Scholar] [CrossRef]
- Yim, E.K.F.; Reano, R.M.; Pang, S.W.; Yee, A.F.; Chen, C.S.; Leong, K.W. Nanopattern-induced changes in morphology and motility of smooth muscle cells. Biomaterials 2005, 26, 5405–5413. [Google Scholar] [CrossRef]
- Yang, Y.; Mielczarek, K.; Aryal, M.; Zakhidov, A.; Hu, W. Nanoimprinted Polymer Solar Cell. ACS Nano 2012, 6, 2877–2892. [Google Scholar] [CrossRef]
- Song, J.; Lu, H.; Foreman, K.; Li, S.; Tan, L.; Adenwalla, S.; Gruvermana, A.; Ducharme, S. Ferroelectric polymer nanopillar arrays on flexible substrates by reverse nanoimprint lithography. J. Mater. Chem. C 2016, 4, 5914–5921. [Google Scholar] [CrossRef]
- Song, J.; Lu, H.; Li, S.; Tan, L.; Gruverman, A.; Ducharme, S. Fabrication of ferroelectric polymer nanostructures on flexible substrates by soft-mold reverse nanoimprint lithography. Nanotechnology 2016, 27, 015302. [Google Scholar] [CrossRef]
- Chidambaram, N.; Kirchner, R.; Altana, M.; Schift, H. High fidelity 3D thermal nanoimprint with UV curable polydimethyl siloxane stamps. J. Vac. Sci. Technol. B 2016, 34, 06K401. [Google Scholar] [CrossRef]
- Kwon, B.; Jong, H.K. Importance of molds for nanoimprint lithography: Hard, soft, and hybrid molds. J. Nanosci. 2016, 2016, 6571297. [Google Scholar] [CrossRef]
- Lan, H. Large-area nanoimprint lithography and applications. In Micro/Nanolithography—A Heuristic Aspect on the Enduring Technology; Jagannathan, T., Ed.; Intechopen: London, UK, 2018; p. 72860. [Google Scholar]
- Guo, L.J. Nanoimprint Lithography: Methods and Material Requirements. Adv. Mater. 2007, 19, 495–513. [Google Scholar] [CrossRef]
- Kasani, S.; Curtin, K.; Wu, N. A review of 2D and 3D plasmonic nanostructure array patterns: Fabrication, light management and sensing applications. Nanophotonics 2019, 8, 2065–2089. [Google Scholar] [CrossRef]
- Acikgoz, C.; Hempenius, M.A.; Huskens, J.; Vancso, G.J. Polymers in conventional and alternative lithography for the fabrication of nanostructures. Eur. Polym. J. 2011, 47, 2033–2052. [Google Scholar] [CrossRef]
- Wu, J.; Chantiwas, R.; Amirsadeghi, A.; Soper, S.A.; Park, S. Complete plastic nanofluidic devices for DNA analysis via direct imprinting with polymer stamps. Lab Chip 2011, 11, 2984–2989. [Google Scholar] [CrossRef] [PubMed]
- Cadarso, V.J.; Chidambaram, N.; Jacot-Descombes, L.; Schift, H. High-aspect-ratio nanoimprint process chains. Microsyst. Nanoeng. 2017, 3, 17017. [Google Scholar] [CrossRef]
- Sharma, E.; Rathi, R.; Misharwal, J.; Sinhmar, B.; Kumari, S.; Dalal, J.; Kumar, A. Evolution in lithography techniques: Microlithography to nanolithography. Nanomaterials 2022, 12, 2754. [Google Scholar] [CrossRef]
- Wu, R.; Gao, L.; Liang, Y.; Zheng, Y.; Zhou, J.; Qi, H.; Yin, D.; Wang, M.; Fang, Z.; Cheng, Y. High-production-rate fabrication of low-loss lithium n+iobate Electro-Optic Modulators Using Photolithography Assisted Chemo-Mechanical Etching. Micromachines 2022, 13, 378. [Google Scholar] [CrossRef]
- Liang, Y.; Zhou, J.; Yin, D.; Zheng, Y.; Qi, H.; Wang, M.; Fang, Z.; Wu, R.; Cheng, Y. Monolithically integrated electro-optic modulator fabricated on lithium niobate on insulator by photolithography assisted chemo-mechanical etching. J. Phys. Photonics 2021, 3, 034019. [Google Scholar] [CrossRef]
- Potejanasak, P.; Yoshino, M.; Terano, M.; Mita, M. Efficient fabrication process of metal nanodot arrays using direct nanoimprinting method with a polymer mold. Int. J. Autom. Technol. 2015, 9, 629–635. [Google Scholar] [CrossRef]
- Potejanasak, P.; Yoshino, M.; Terano, M. Fabrication of metallic nanodot arrays using nano-chemical stamping technique with a polymer stamp. Int. J. Autom. Technol. 2016, 10, 794–803. [Google Scholar] [CrossRef]
- Potejanasak, P.; Phuc, T.D.; Terano, M.; Yamamoto, T.; Yoshino, M. Chemical lift-off process using acetone ink for easy fabrication of metallic nano/microstructures. Int. J. Autom. Technol. 2020, 14, 229–237. [Google Scholar] [CrossRef]
- Potejana, P.; Seemuang, N. Fabrication of metallic nano pillar arrays on substrate by sputter coating and direct imprinting processes. Appl. Sci. Eng. Prog. 2021, 14, 72–79. [Google Scholar] [CrossRef]
- Potejanasak, P.; Duangchan, S. Gold Nanoisland Agglomeration upon the Substrate Assisted Chemical Etching Based on Thermal Annealing Process. Crystals 2020, 10, 533. [Google Scholar] [CrossRef]
- Potejanasak, P. A Study on Fabrication Process of Gold Microdisk Arrays by the Direct Imprinting Method Using a PET Film Mold. Crystals 2021, 11, 1452. [Google Scholar] [CrossRef]
- Potejana, P.; Pahasa, J.; Ngamroo, I. Fabrication of Metallic Nano-Ring Structures by Soft Stamping with the Thermal Uplifting Method. Crystals 2022, 12, 668. [Google Scholar] [CrossRef]
- Mitsubishi Chemical Corporation, Acrylic FilmACRYPLEN™. Available online: https://www.m-chemical.co.jp/en/products/departments/mcc/industrial-medical/product/1201197_8054.html (accessed on 30 April 2023).
- JIS K7361-1; Plastics—Determination of the Total Luminous Transmittance of Transparent Materials—Part 1: Single Beam Instrument. Japanese Standards Association (JSA): Tokyo, Japan, 2021.
- JIS K7136; Plastics—Determination of Haze for Transparent Materials. Japanese Standards Association (JSA): Tokyo, Japan, 2015.
- JIS K7127; Plastics—Determination of Tensile Properties—Part 3: Test Conditions for Films and Sheets. Japanese Standards Association (JSA): Tokyo, Japan, 2013.
- Chih, Y.C. Nonuniform heating method for hot embossing of polymers with multiscale microstructures. Polymers 2021, 13, 337. [Google Scholar]
- Schift, H.; David, C.; Gabriel, M.; Gobrecht, J.; Heyderman, L.J.; Kaiser, W.; Köppel, S.; Scandella, L. Nanoreplication in polymers using hot embossing and injection molding. Microelectron. Eng. 2000, 53, 171–174. [Google Scholar] [CrossRef]
- Shady, S.P.; Selvaganapathy, R.S. High-resolution fabrication of nanopatterns by multistep iterative miniaturization of hot-embossed prestressed polymer films and constrained shrinking. Microsyst. Nanoeng. 2022, 8, 20. [Google Scholar]
- Melentiev, R.; Lubineau, G. Large-scale hot embossing of 1 μm high-aspect-ratio textures on ABS polymer. CIRP J. Manuf. Sci. Technol. 2022, 38, 340–349. [Google Scholar] [CrossRef]
- Lei, K.F.; Li, W.J.; Yam, Y. Effects of contact-stress on hot-embossed PMMA microchannel wall profile. Microsyst. Technol. 2005, 11, 353–357. [Google Scholar] [CrossRef]
- Shan, X.C.; Liu, Y.C.; Lu, H.J.; Wang, Z.F.; Lam, Y.C. Studies of polymer deformation and recovery in hot embossing. In Proceedings of the Design, Test, Integration and Packaging of MEMS/MOEMS (DTIP 2007), Stresa, Italy, 25–27 April 2007. [Google Scholar]
- Hu, M.; Xie, J.; Li, W.; Niu, Y. Theoretical and experimental study on hot-embossing of glass-microprism array without online cooling process. Micromachines 2020, 11, 984. [Google Scholar] [CrossRef] [PubMed]
- Sameoto, D.; Menon, C. Deep UV patterning of acrylic masters for molding biomimetic dry adhesives. J. Micromech. Microeng. 2010, 20, 115037. [Google Scholar] [CrossRef]
- Shivaprakash, N.K.; Ferraguto, T.; Panwar, A.; Banerjee, S.S.; Barry, C.F.; Mead, J. Fabrication of flexible polymer molds for polymer microstructuring by roll-to-roll hot embossing. ACS Omega 2019, 4, 12480–12488. [Google Scholar] [CrossRef]
- Leech, P.W.; Lee, R.A.; Davis, T.J. Printing via hot embossing of optically variable images in thermoplastic acrylic lacquer. Microelectron. Eng. 2006, 83, 1961–1965. [Google Scholar] [CrossRef]
- Leech, P.W.; Lee, R.A. Hot embossing of diffractive optically variable images in biaxially-oriented polypropylene. Microelectron. Eng. 2007, 84, 25–30. [Google Scholar] [CrossRef]
- Nagato, K.; Yajima, Y.; Nakao, M. Laser-assisted thermal imprinting of microlens arrays—Effects of pressing pressure and pattern size. Materials 2019, 12, 675. [Google Scholar] [CrossRef]
- Datta, S.; Deshmukh, S.S.; Kar, T.; Goswami, A. A review on modelling and numerical simulation of micro hot embossing process: Fabrication, mold filling behavior, and demolding analysis. Eng. Res. Express 2023, 5, 012006. [Google Scholar] [CrossRef]
- Weng, C.; Yang, J.; Yang, D.; Jiang, B. Molecular dynamics study on the deformation behaviors of nanostructures in the demolding process of micro-injection molding. Polymers 2019, 11, 470. [Google Scholar] [CrossRef]
- Cecchini, M.; Signori, F.; Pingue, P.; Bronco, S.; Ciardelli, F.; Beltram, F. High-resolution poly(ethylene terephthalate) (PET) hot embossing at low temperature: Thermal, mechanical, and optical analysis of nanopatterned films. Langmuir 2008, 24, 12581–12586. [Google Scholar] [CrossRef]
- Pandey, A.; Tzadka, S.; Yehuda, D.; Schvartzman, M. Soft thermal nanoimprint with a 10 nm feature size. Soft Matter 2019, 15, 2897–2904. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Methods | Unit |
|---|---|---|
| Total transmittance | JIS K7361-1 [38] | 92.6% |
| haze | JIS K7136 [39] | 0.9% |
| Heat shrinkage | MCC Internal (100 °C, 10 min) | MD = 11.4% TD = −1.1% |
| Tg (DSC) | MCC Internal | 90 °C |
| Tensile strength | JIS K7127 [40] | MD = 34 MPa TD = 33 MPa |
| Elongation | JIS K7127 [40] | MD = 138% TD = 136% |
| Chemical resistance | Acid (0.1 N H2SO4) | Stable |
| Chemical resistance | Alkali (0.1 N NaOH) | Stable |
| Chemical resistance | Petroleum chemical (acetone, ethyl acetate) | Dissolved |
| Chemical resistance | Petroleum chemicals (methanol) | Liquid mark |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raksiri, C.; Potejanasak, P.; Dokyor, T. Fabrication of Nanogroove Arrays on Acrylic Film Using Micro-Embossing Technique. Polymers 2023, 15, 3804. https://doi.org/10.3390/polym15183804
Raksiri C, Potejanasak P, Dokyor T. Fabrication of Nanogroove Arrays on Acrylic Film Using Micro-Embossing Technique. Polymers. 2023; 15(18):3804. https://doi.org/10.3390/polym15183804
Chicago/Turabian StyleRaksiri, Chana, Potejana Potejanasak, and Thitipoom Dokyor. 2023. "Fabrication of Nanogroove Arrays on Acrylic Film Using Micro-Embossing Technique" Polymers 15, no. 18: 3804. https://doi.org/10.3390/polym15183804
APA StyleRaksiri, C., Potejanasak, P., & Dokyor, T. (2023). Fabrication of Nanogroove Arrays on Acrylic Film Using Micro-Embossing Technique. Polymers, 15(18), 3804. https://doi.org/10.3390/polym15183804