



Characterisation of Curing of Vinyl Ester Resin in an Industrial Pultrusion Process: Influence of Die Temperature

 ,
,  ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methodology
2.2.1. Differential Scanning Calorimetry
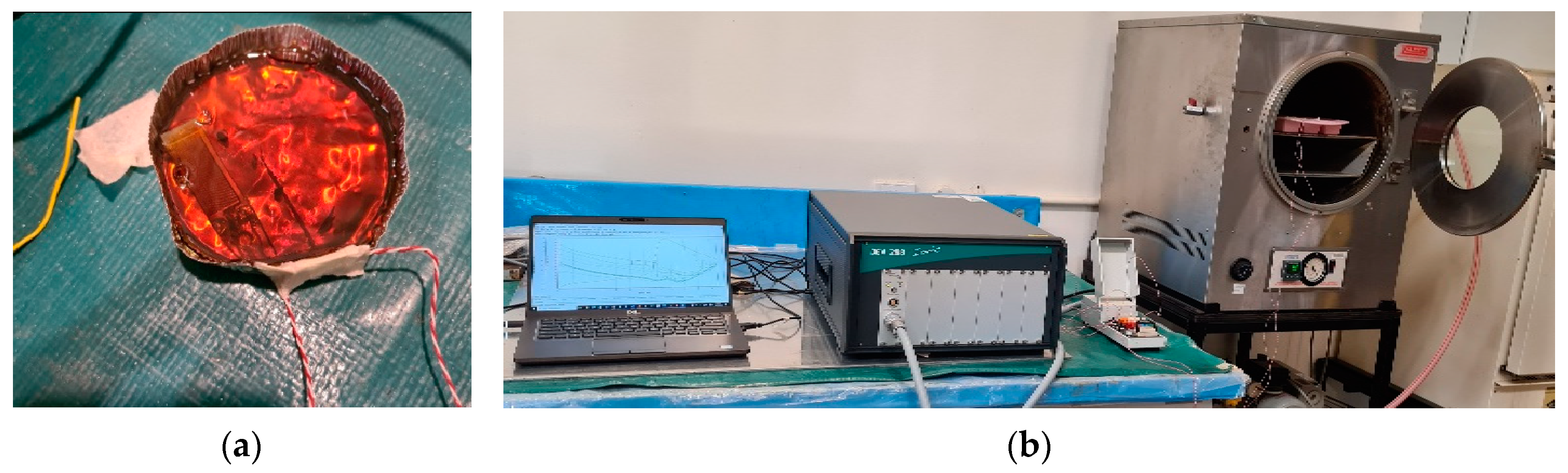
2.2.2. Oven Trials
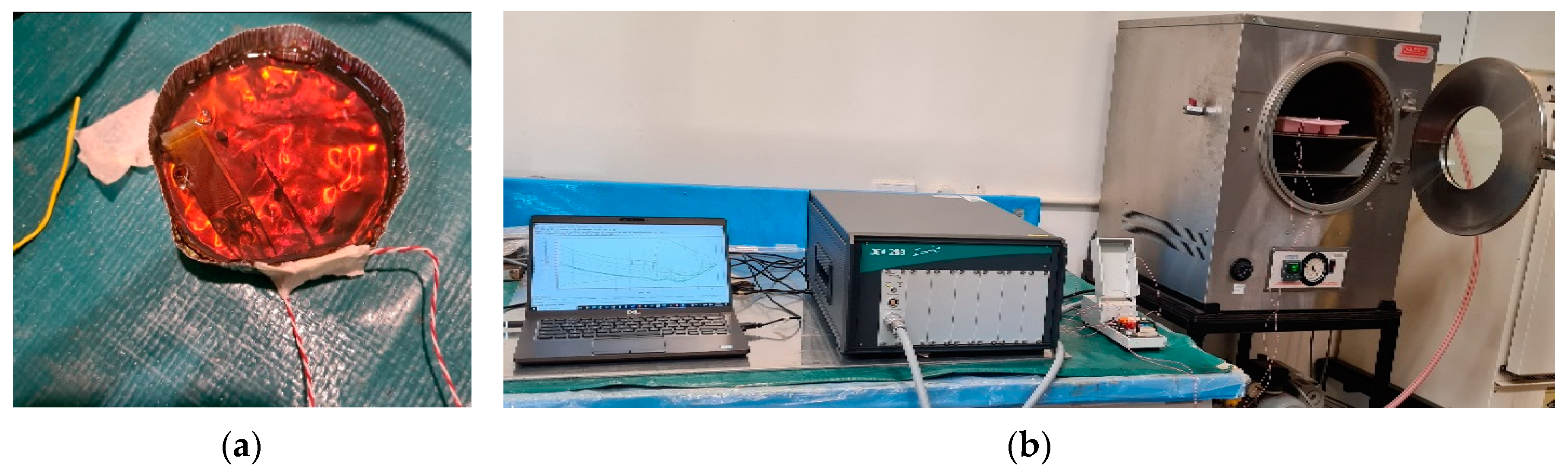
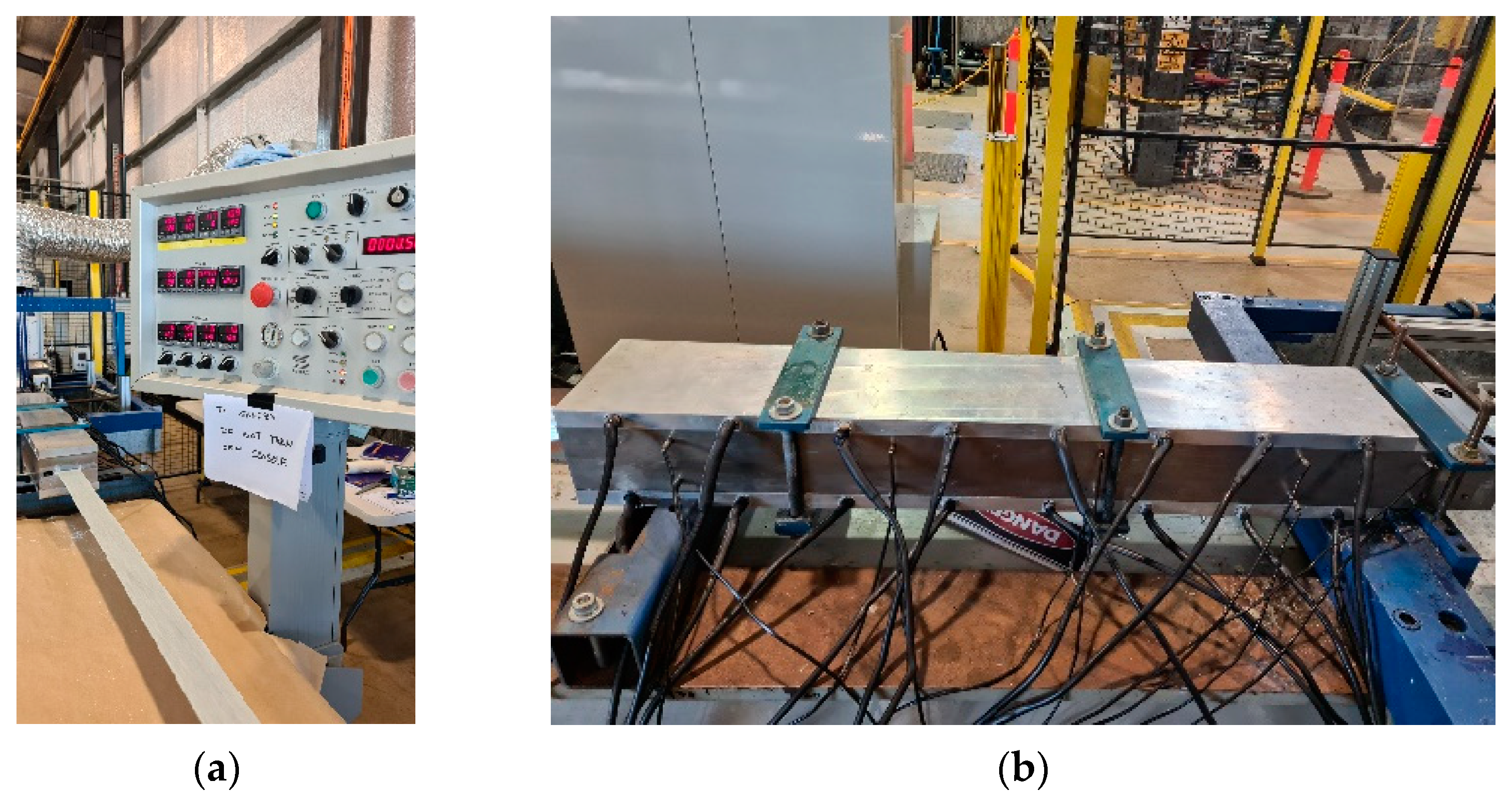
2.2.3. Pultrusion Trials
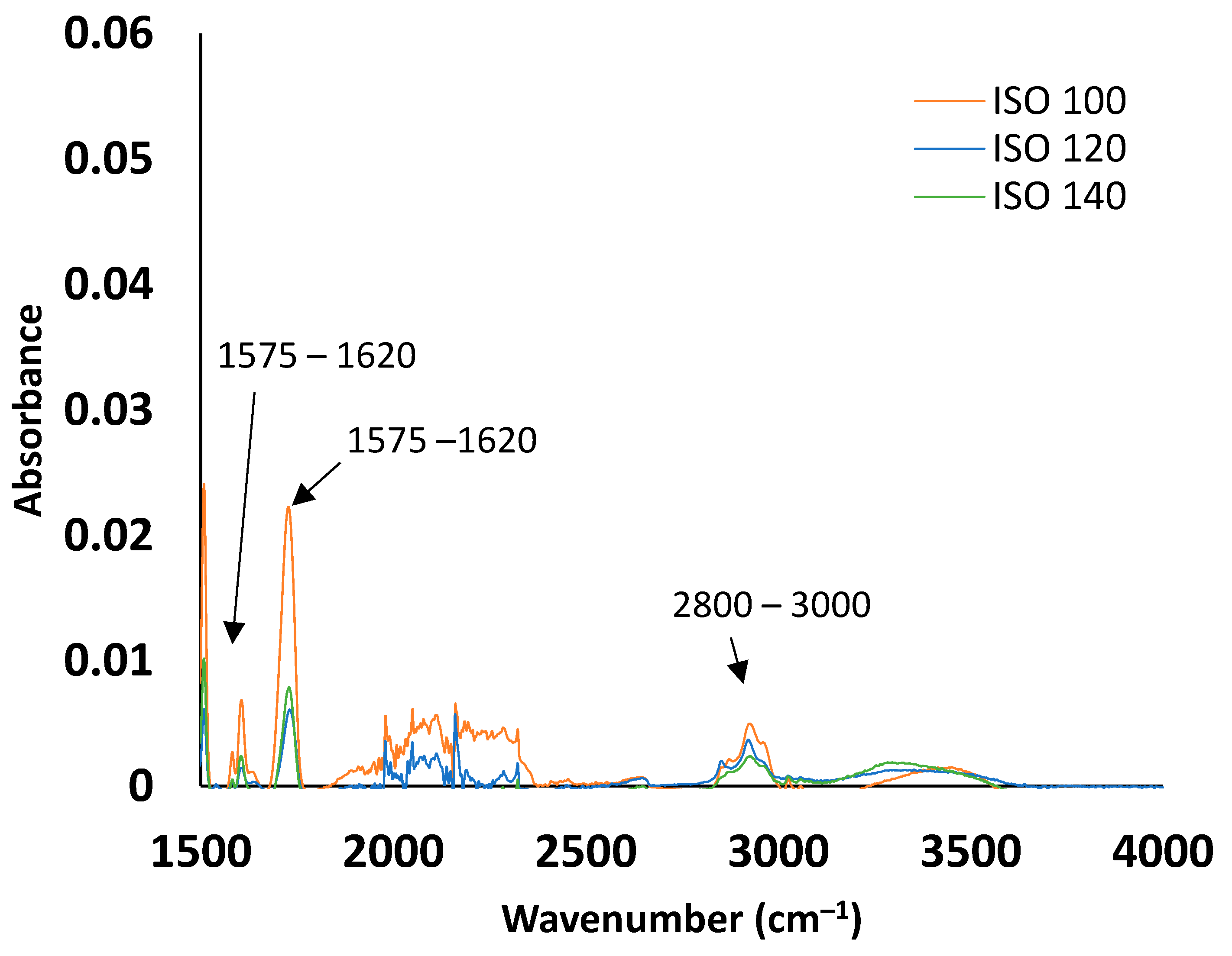
2.2.4. FTIR Analysis
2.2.5. Mechanical Testing
3. Results
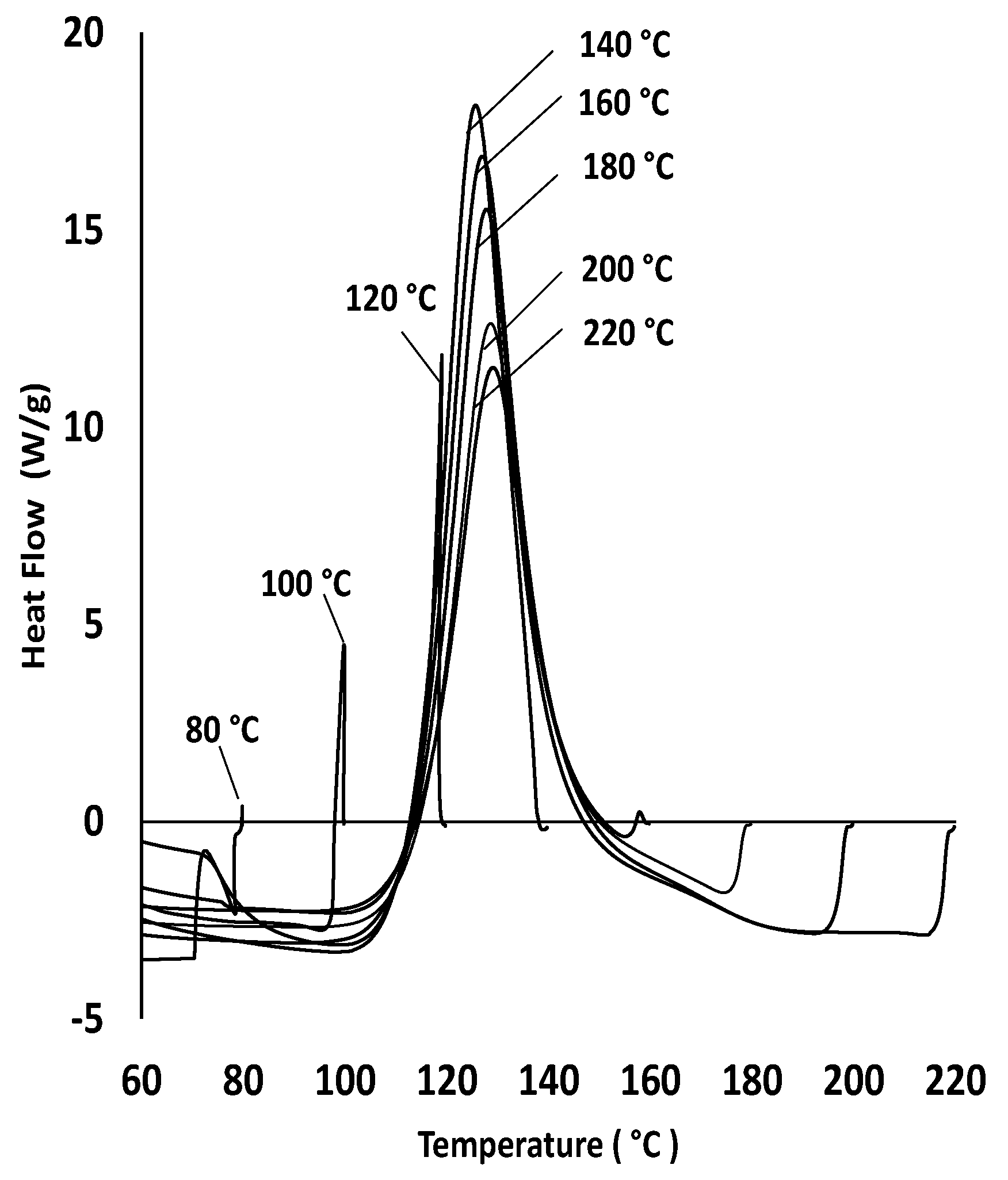
3.1. Thermal Behaviour of Resin in DSC Trials
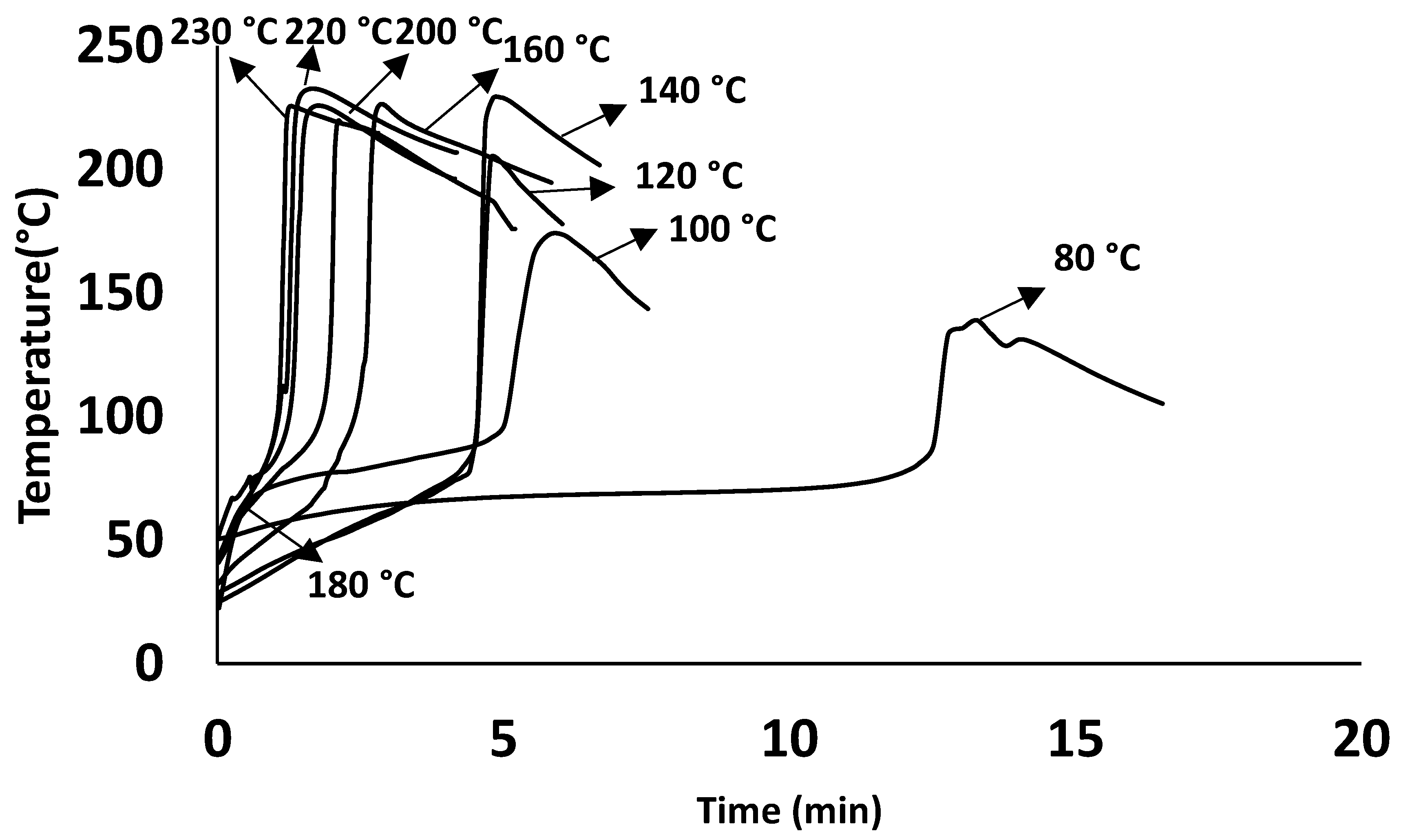
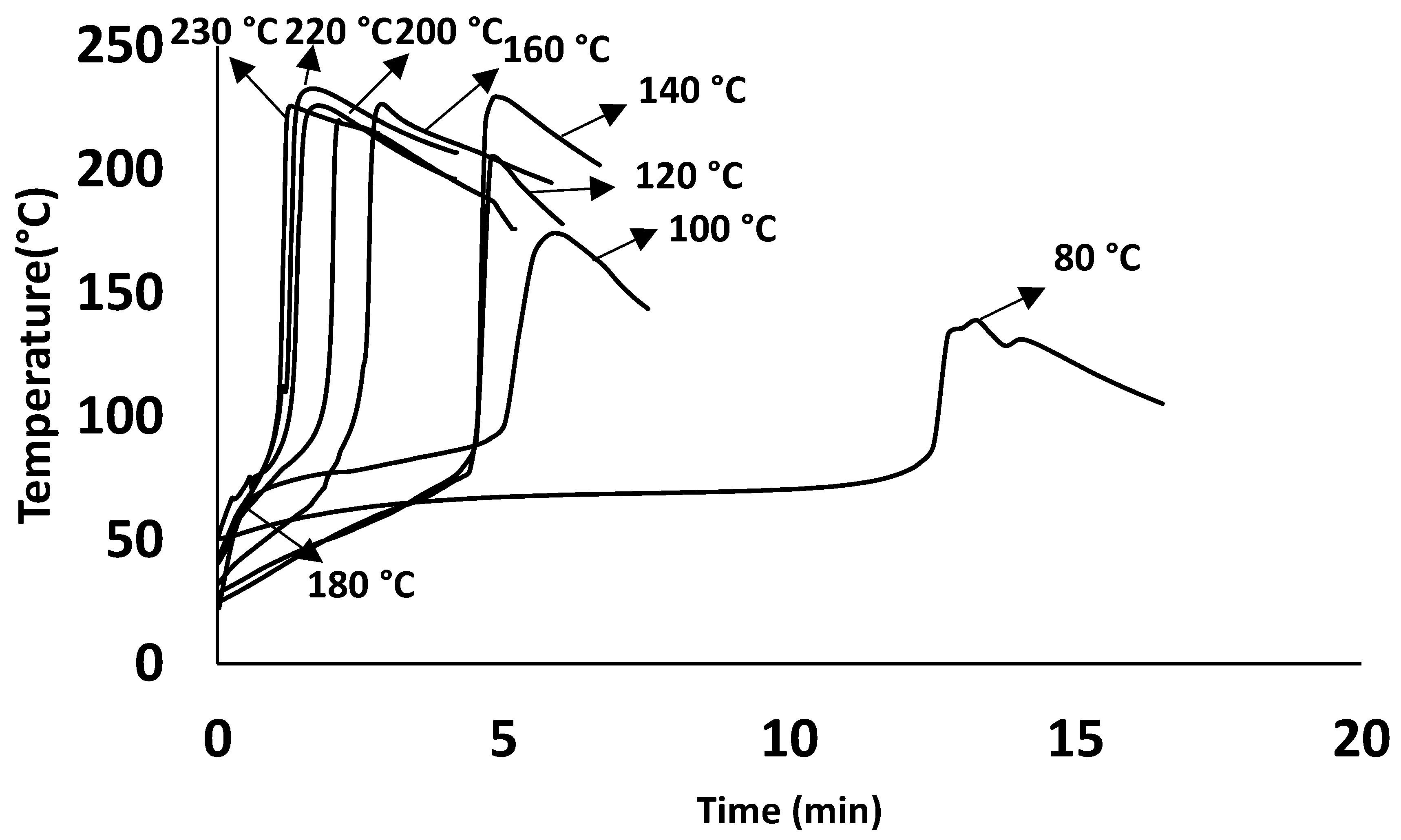
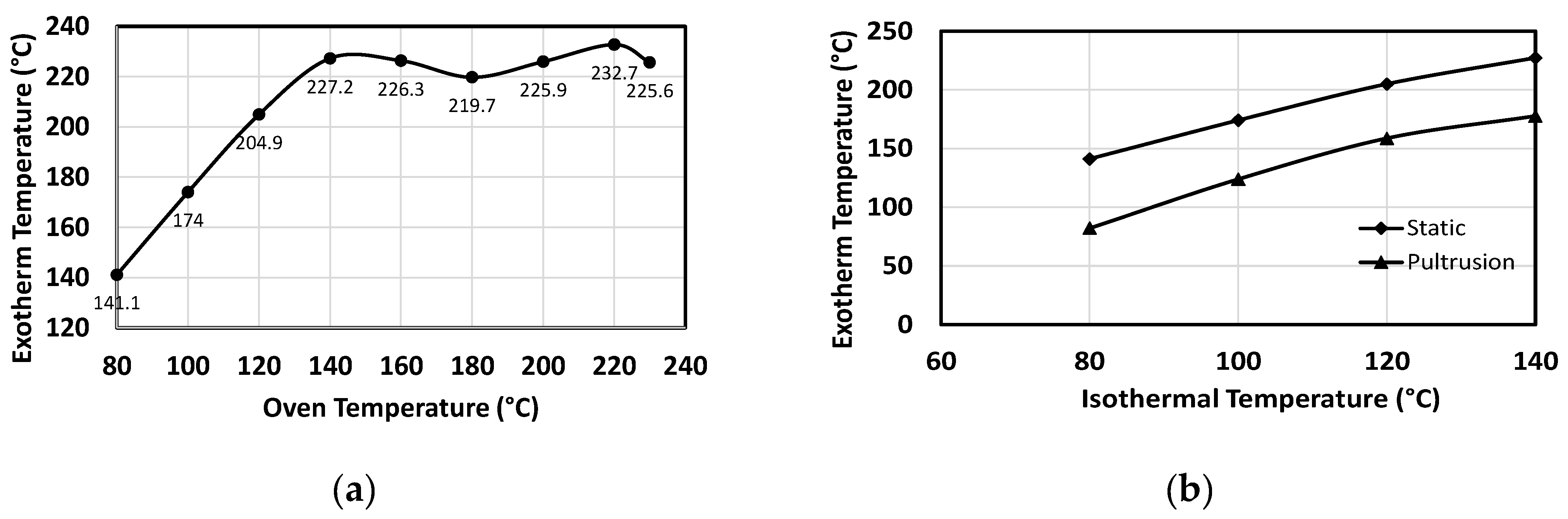
3.2. Thermal Behaviour of Resin in Oven Trials
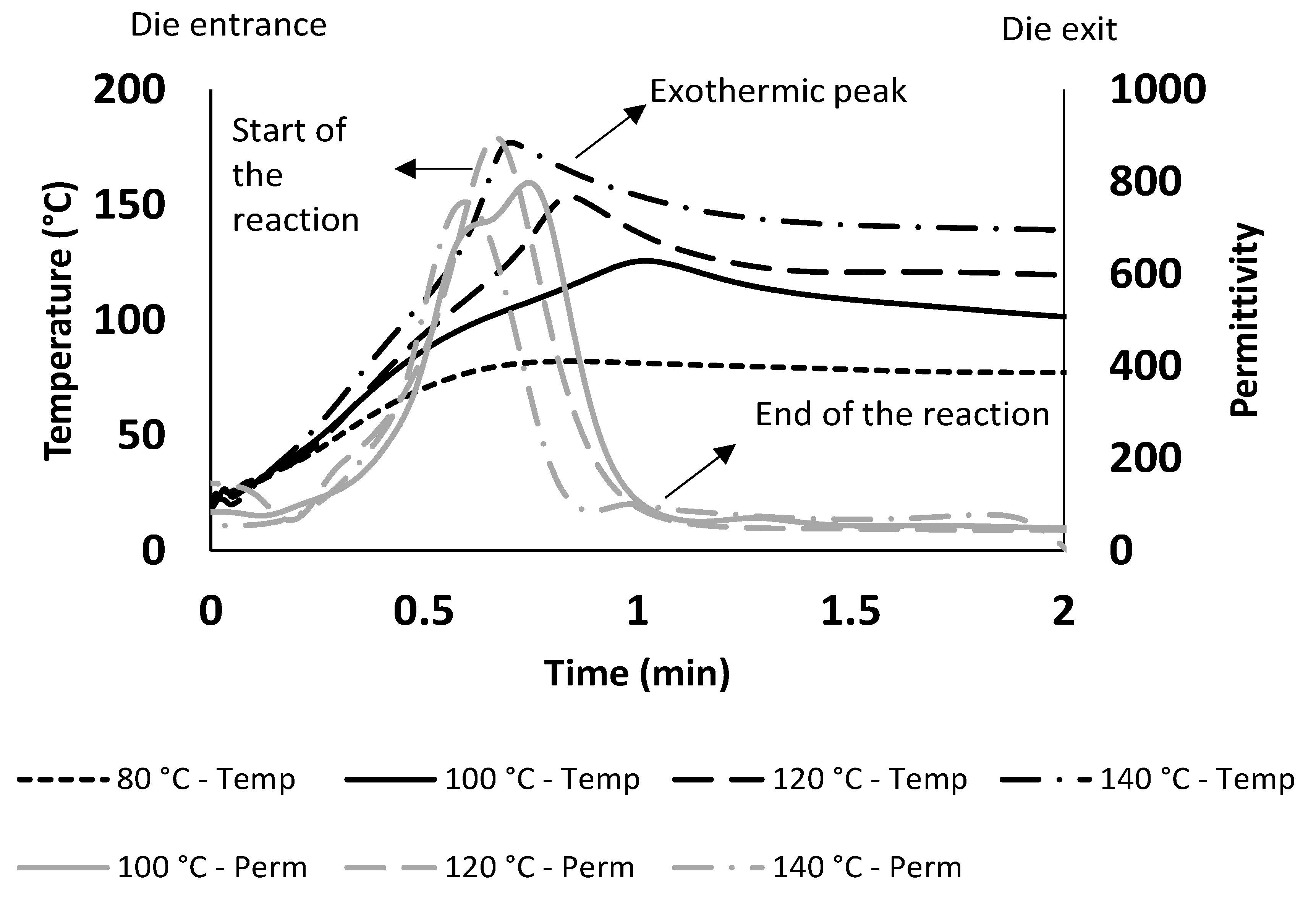
3.3. Dynamic Thermal Behaviour
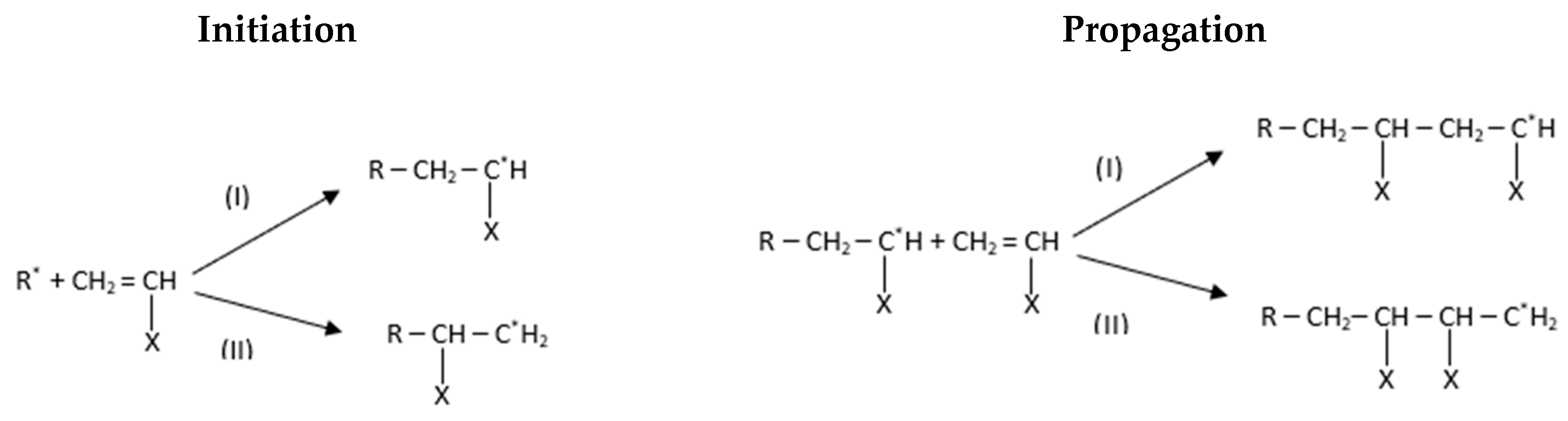
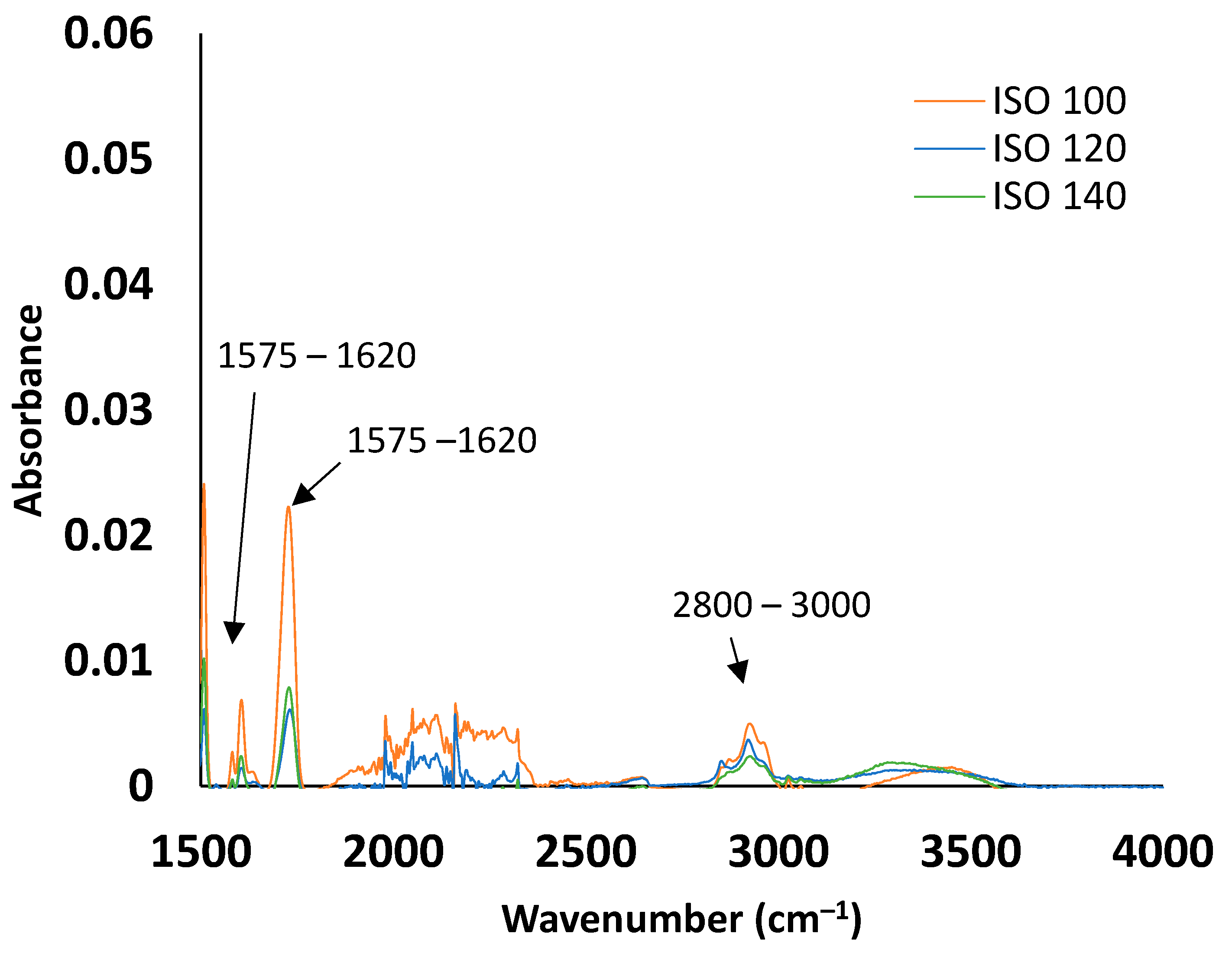
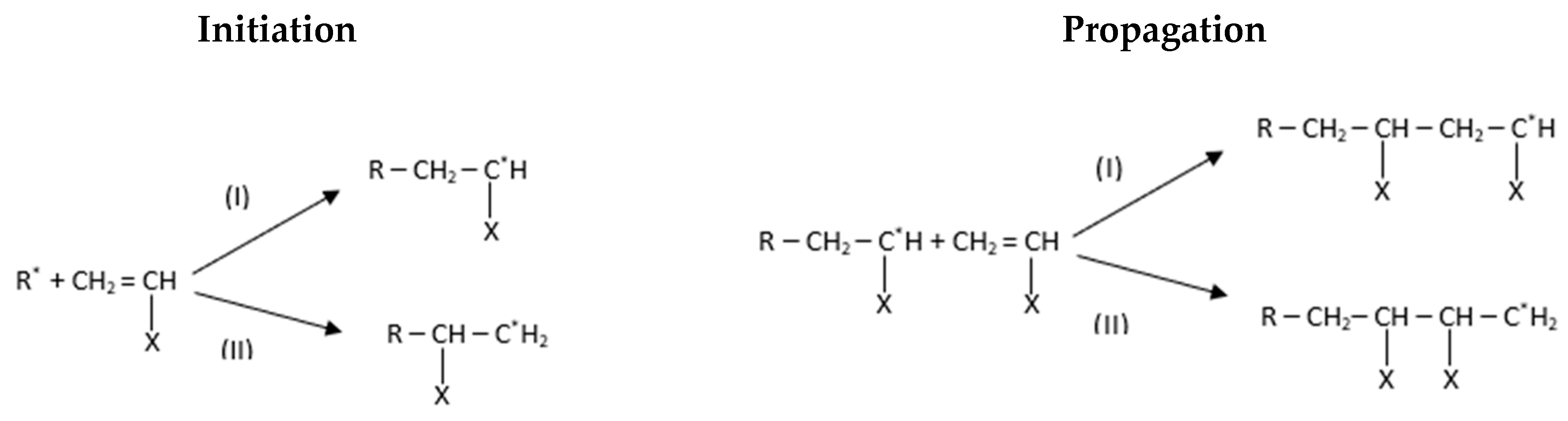
3.4. Poymerisation Mechanisms and FTIR
3.5. Mechanical and Thermal Properties
4. Discussion
4.1. Influence of Temperature Increase on Curing Characteristics
4.2. Influence of Static and Dynamic Heating Conditions on Curing Behaviour
4.3. Influence of Die Temperature on Mechanical and Thermal Properties
4.4. Cure Kinetic Predictions
5. Conclusions
- Oven trials and DSC tests are shown to be essential to understanding the curing behaviour of the resin by employing a systematic approach prior to its direct use in pultrusion, avoiding wasted resources if using a trial-and-error approach.
- Based on the resin system, this study shows that the oven-curing trials helped in understanding the curing rate and peak temperature event during curing under various isothermal temperatures. This allows an informed approach to be taken to initial pultrusion trials for selecting an initial die temperature range that can be used for the heating die in the pultrusion process with a prior prediction on the location of the curing within the heating die.
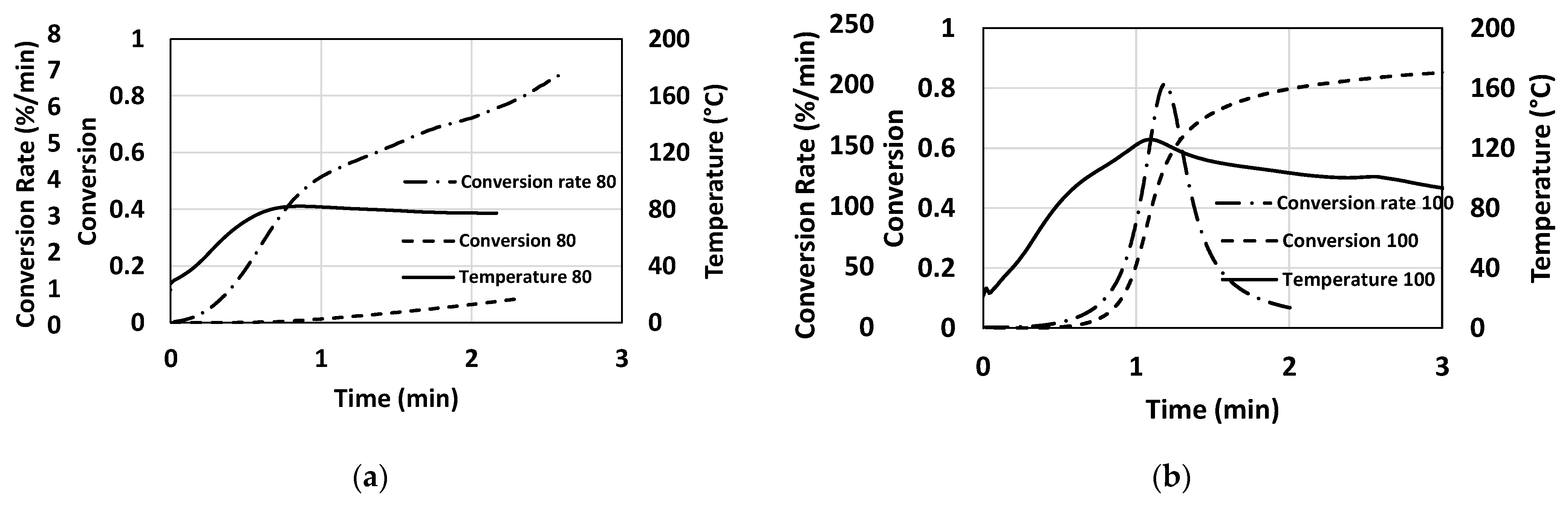
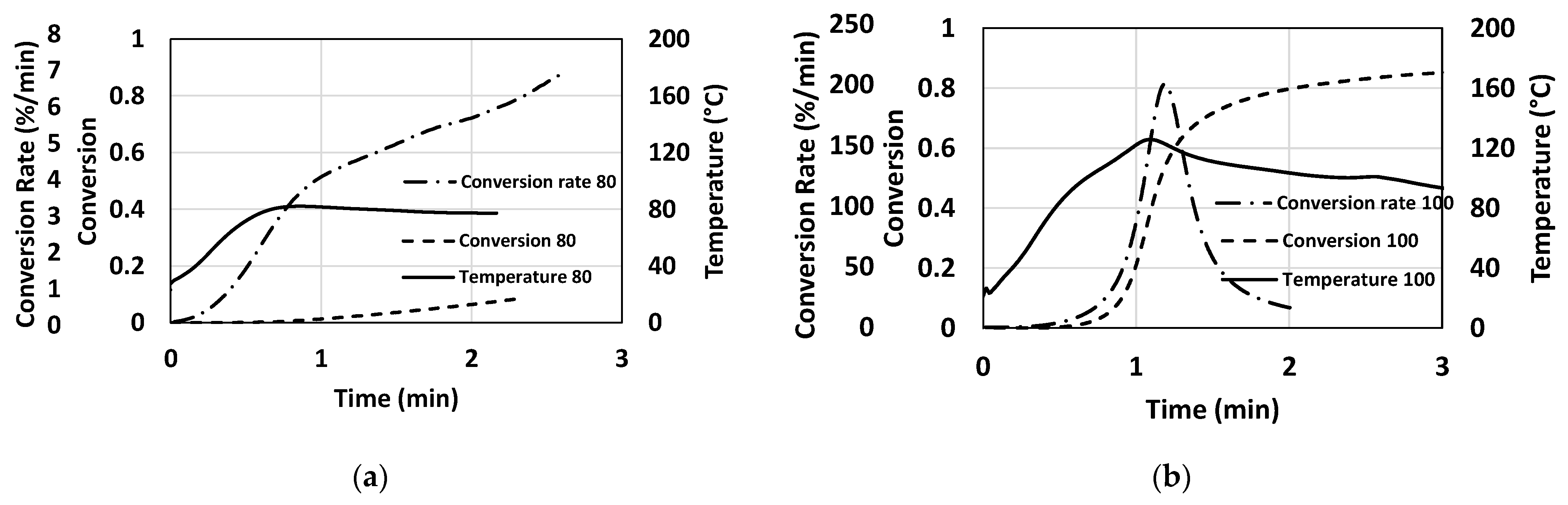
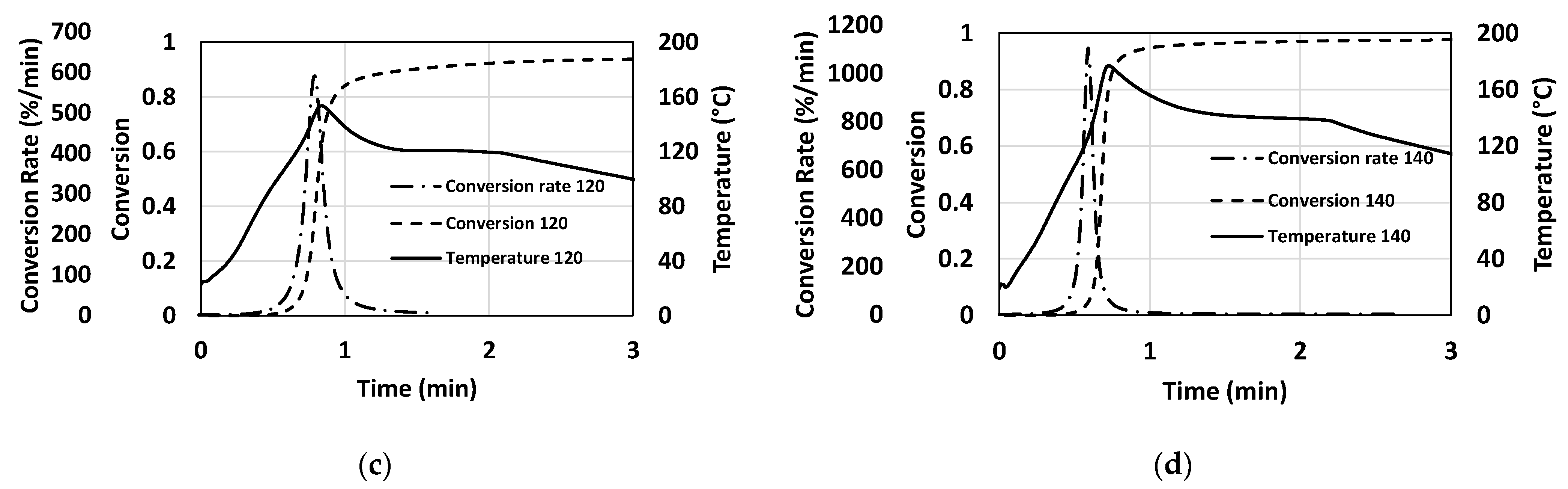
- With the aid of DEA sensors and thermocouples, the pultrusion trials show how an increase in die temperature from 80 °C to 140 °C results in an increase in the conversation rate, shifting the peak curing temperature towards the die entry. This behaviour was a result of rapid conversion of the double bonds during polymerisation. This finding can lead to further optimisation in the line speed or a reduction in the curing die length, both of which can positively contribute to the industrial productivity considering the optimal mechanical properties.
- The pultruded samples cured at 120 °C for this resin system show the greatest mechanical performance. The increased conversation rate of the 120 °C samples provided an increase in performance over the 100 °C samples (not rapid enough), with the conversion rate hindering the properties of the 140 °C samples (too rapid). The decrease in mechanical properties at high set temperatures could be attributed to the development of internal thermal stress due to the high exothermic temperatures. The DMA test results support the claim that the increase in die temperature increases the glass transition temperature.
- The analytical results using the cure kinetics model helped in understanding the development of the conversion at certain locations in the heating die. They also provide a clear demonstration of the curing rate at higher die temperature to some extent avoiding very rapid curing with sharp curing rate, as seen for samples cured at 140 °C. This supports the assertion that, in the case of excessive rapid curing, despite having a greater degree of cure, it can be to the detriment of the mechanical performance.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nassar, M.M.A.; Alzebdeh, K.I.; Pervez, T.; Al-Hinai, N.; Munam, A. Progress and challenges in sustainability, compatibility, and production of eco-composites: A state-of-art review. J. Appl. Polym. Sci. 2021, 138, 51284. [Google Scholar] [CrossRef]
- Sarfraz, M.S.; Hong, H.; Kim, S.S. Recent developments in the manufacturing technologies of composite components and their cost-effectiveness in the automotive industry: A review study. Compos. Struct. 2021, 266, 113864. [Google Scholar] [CrossRef]
- Ekuase, O.A.; Anjum, N.; Eze, V.O.; Okoli, O.I. A review on the out-of-autoclave process for composite manufacturing. J. Compos. Sci. 2022, 6, 172. [Google Scholar] [CrossRef]
- Joshi, S. The pultrusion process for polymer matrix composites. In Manufacturing Techniques for Polymer Matrix Composites (PMCs); Elsevier: Amsterdam, The Netherlands, 2012; pp. 381–413. [Google Scholar]
- Advani, S.G.; Hsiao, K.-T. Introduction to composites and manufacturing processes. In Manufacturing Techniques for Polymer Matrix Composites (PMCs); Elsevier: Amsterdam, The Netherlands, 2012; pp. 1–12. [Google Scholar]
- Sharma, S.D.; Sowntharya, L.; Kar, K.K. Polymer-based composite structures: Processing and applications. In Composite Materials; Springer: Berlin/Heidelberg, Germany, 2017; pp. 1–36. [Google Scholar]
- Minchenkov, K.; Vedernikov, A.; Safonov, A.; Akhatov, I. Thermoplastic pultrusion: A review. Polymers 2021, 13, 180. [Google Scholar] [CrossRef] [PubMed]
- Bank, L.C. Reflections on 50 Years of Pultruded Fiber-Reinforced Polymer Materials in Structural Engineering. J. Compos. Constr. 2023, 27, 02523001. [Google Scholar] [CrossRef]
- Kommu, S.; Khomami, B.; Kardos, J.L. Modeling of injected pultrusion processes: A numerical approach. Polym. Compos. 1998, 19, 335–346. [Google Scholar] [CrossRef]
- Chen, K.; Jia, M.; Sun, H.; Xue, P. Thermoplastic reaction injection pultrusion for continuous glass fiber-reinforced polyamide-6 composites. Materials 2019, 12, 463. [Google Scholar] [CrossRef]
- Vedernikov, A.; Safonov, A.; Tucci, F.; Carlone, P.; Akhatov, I. Pultruded materials and structures: A review. J. Compos. Mater. 2020, 54, 4081–4117. [Google Scholar] [CrossRef]
- Carlone, P.; Palazzo, G.; Pasquino, R. Pultrusion manufacturing process development by computational modelling and methods. Math. Comput. Model. 2006, 44, 701–709. [Google Scholar] [CrossRef]
- Baran, I.; Akkerman, R.; Hattel, J.H. Material characterization of a polyester resin system for the pultrusion process. Compos. Part B Eng. 2014, 64, 194–201. [Google Scholar] [CrossRef]
- Nawab, Y.; Casari, P.; Boyard, N.; Jacquemin, F. Characterization of the cure shrinkage, reaction kinetics, bulk modulus and thermal conductivity of thermoset resin from a single experiment. J. Mater. Sci. 2013, 48, 2394–2403. [Google Scholar] [CrossRef]
- Tucci, F.; Rubino, F.; Pasquino, G.; Carlone, P. Thermoplastic Pultrusion Process of Polypropylene/Glass Tapes. Polymers 2023, 15, 2374. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Joshi, S.C.; Lam, Y. Curing optimization for pultruded composite sections. Compos. Sci. Technol. 2002, 62, 457–467. [Google Scholar] [CrossRef]
- Ziaee, S.; Palmese, G.R. Effects of temperature on cure kinetics and mechanical properties of vinyl–ester resins. J. Polym. Sci. Part B Polym. Phys. 1999, 37, 725–744. [Google Scholar] [CrossRef]
- Brill, R.P.; Palmese, G.R. An investigation of vinyl–ester—Styrene bulk copolymerization cure kinetics using Fourier transform infrared spectroscopy. J. Appl. Polym. Sci. 2000, 76, 1572–1582. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, J.; Ni, A. Process-induced stress and deformation of variable-stiffness composite cylinders during curing. Materials 2019, 12, 259. [Google Scholar] [CrossRef]
- Dias, R.d.C.C.; Costa, M.L.; de Sousa Santos, L.; Schledjewski, R. Kinetic parameter estimation and simulation of pultrusion process of an epoxy-glass fiber system. Thermochim. Acta 2020, 690, 178636. [Google Scholar] [CrossRef]
- Yuksel, O.; Sandberg, M.; Baran, I.; Ersoy, N.; Hattel, J.H.; Akkerman, R. Material characterization of a pultrusion specific and highly reactive polyurethane resin system: Elastic modulus, rheology, and reaction kinetics. Compos. Part B Eng. 2021, 207, 108543. [Google Scholar] [CrossRef]
- Sandberg, M.; Yuksel, O.; Baran, I.; Hattel, J.H.; Spangenberg, J. Numerical and experimental analysis of resin-flow, heat-transfer, and cure in a resin-injection pultrusion process. Compos. Part A Appl. Sci. Manuf. 2021, 143, 106231. [Google Scholar] [CrossRef]
- Han, C.D.; Lee, D.S.; Chin, H.B. Development of a mathematical model for the pultrusion process. Polym. Eng. Sci. 1986, 26, 393–404. [Google Scholar] [CrossRef]
- Smolnicki, M.; Stabla, P.; Duda, S.; Zielonka, P. Numerical Analysis of Pultrusion Process of GFRP Composite Rebar. In Structural Integrity and Fatigue Failure Analysis: Experimental, Theoretical and Numerical Approaches; Springer: Cham, Switzerland, 2022; pp. 205–213. [Google Scholar]
- Baran, I.; Tutum, C.C.; Nielsen, M.W.; Hattel, J.H. Process induced residual stresses and distortions in pultrusion. Compos. Part B Eng. 2013, 51, 148–161. [Google Scholar] [CrossRef]
- Barkanov, E.; Akishin, P.; Namsone-Sile, E. Effectiveness and productivity improvement of conventional pultrusion processes. Polymers 2022, 14, 841. [Google Scholar] [CrossRef] [PubMed]
- Safonov, A.; Gusev, M.; Saratov, A.; Konstantinov, A.; Sergeichev, I.; Konev, S.; Gusev, S.; Akhatov, I. Modeling of cracking during pultrusion of large-size profiles. Compos. Struct. 2020, 235, 111801. [Google Scholar] [CrossRef]
- Diniz, A.C.M.; Malite, M.; Cardoso, D.C.T. Direct Strength Method–Based Approach for Strength Prediction of Pultruded GFRP Angle Columns. J. Compos. Constr. 2023, 27, 04023019. [Google Scholar] [CrossRef]
- Cebrián, A.S.; Basler, R.; Klunker, F.; Zogg, M. Acceleration of the curing process of a paste adhesive for aerospace applications considering cure dependent void formations. Int. J. Adhes. Adhes. 2014, 48, 51–58. [Google Scholar] [CrossRef]
- Scott, T.F.; Cook, W.D.; Forsythe, J.S. Photo-DSC cure kinetics of vinyl ester resins. I. Influence of temperature. Polymer 2002, 43, 5839–5845. [Google Scholar] [CrossRef]
- Vedernikov, A.; Nasonov, Y.; Korotkov, R.; Gusev, S.; Akhatov, I.; Safonov, A. Effects of additives on the cure kinetics of vinyl ester pultrusion resins. J. Compos. Mater. 2021, 55, 2921–2937. [Google Scholar] [CrossRef]
- Cook, W.D. Thermal aspects of the kinetics of dimethacrylate photopolymerization. Polymer 1992, 33, 2152–2161. [Google Scholar] [CrossRef]
- Cook, W.D. Photopolymerization kinetics of oligo (ethylene oxide) and oligo (methylene) oxide dimethacrylates. J. Polym. Sci. Part A Polym. Chem. 1993, 31, 1053–1067. [Google Scholar] [CrossRef]
- Young, J.S.; Bowman, C.N. Effect of polymerization temperature and cross-linker concentration on reaction diffusion controlled termination. Macromolecules 1999, 32, 6073–6081. [Google Scholar] [CrossRef]
- Mahadevaswamy, M.B.; Aradhya, R.; Jagannathan, S.R. Effect of thermal ageing on electrical, mechanical properties of glass fiber reinforced polymer and its impact on service life. Int. J. Polym. Anal. Charact. 2023, 28, 433–447. [Google Scholar] [CrossRef]
- Zhang, L.; Li, Q.; Long, Y.; Cao, D.; Guo, K. Modelling of Web-Crippling Behavior of Pultruded GFRP I Sections at Elevated Temperatures. Polymers 2022, 14, 5313. [Google Scholar] [CrossRef] [PubMed]
- Blavier, L.; Villermaux, J. Free radical polymerization engineering—II: Modeling of homogeneous polymerization of styrene in a batch reactor, influence of initiator. Chem. Eng. Sci. 1984, 39, 101–110. [Google Scholar] [CrossRef]
- TBPEH, U.I. Available online: https://www.united-initiators.com/en/our-products/product/TBPEH (accessed on 23 March 2023).
- TBPB, U.I. Available online: https://www.united-initiators.com/en/our-products/product/TBPB (accessed on 23 March 2023).
- Irfan; Harris, D.; Paget, M.; Ma, T.; Leek, C.; Machavaram, V.; Fernando, G. On-site evaluation of a modified pultrusion process: Fibre spreading and resin injection-based impregnation. J. Compos. Mater. 2021, 55, 77–93. [Google Scholar] [CrossRef]
- Chaloupka, A.; Bezerra, R.; Madaksira, V.; Taha, I.; Rudolph, N.M.; Fraunhofer, I.C.T. Detection and modelling of thermal and rheological transitions of a 2-step-curing thermoset using dielectric and standard measuring techniques. In Proceedings of the ICCM20, 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Madenci, E.; Özkılıç, Y.O.; Gemi, L. Experimental and theoretical investigation on flexure performance of pultruded GFRP composite beams with damage analyses. Compos. Struct. 2020, 242, 112162. [Google Scholar] [CrossRef]
- Vedernikov, A.; Tucci, F.; Carlone, P.; Gusev, S.; Konev, S.; Firsov, D.; Akhatov, I.; Safonov, A. Effects of pulling speed on structural performance of L-shaped pultruded profiles. Compos. Struct. 2021, 255, 112967. [Google Scholar] [CrossRef]
- Al-Saadi, A.U.; Aravinthan, T.; Lokuge, W. Effects of fibre orientation and layup on the mechanical properties of the pultruded glass fibre reinforced polymer tubes. Eng. Struct. 2019, 198, 109448. [Google Scholar] [CrossRef]
- AlAjarmeh, O.; Manalo, A.; Benmokrane, B.; Vijay, P.; Ferdous, W.; Mendis, P. Novel testing and characterization of GFRP bars in compression. Constr. Build. Mater. 2019, 225, 1112–1126. [Google Scholar] [CrossRef]
- AlAjarmeh, O.; Manalo, A.; Benmokrane, B.; Schubel, P.; Zeng, X.; Ahmad, A.; Hassanli, R.; Sorbello, C.-D. Compression behavior of GFRP bars under elevated In-Service temperatures. Constr. Build. Mater. 2022, 314, 125675. [Google Scholar] [CrossRef]
- Alajarmeh, O.; Manalo, A.; Ferdous, W.; Almasabha, G.; Tarawneh, A.; Awwad, K.E.; Safonov, A.; Zeng, X.; Schubel, P. Fatigue behavior of unidirectional fiber-reinforced pultruded composites with high volume fiber fraction. Fatigue Fract. Eng. Mater. Struct. 2023, 46, 2034–2048. [Google Scholar] [CrossRef]
- Manalo, A.; Alajarmeh, O.; Ferdous, W.; Benmokrane, B.; Sorbello, C.-D.; Gerdes, A. Effect of simulated hygrothermal environment on the flexural and interlaminar shear strength of particulate-filled epoxy-coated GFRP composites. Constr. Build. Mater. 2022, 339, 127687. [Google Scholar] [CrossRef]
- Braun, D.; Cherdron, H.; Ritter, H. Polymer Synthesis: Theory and Practice: Fundamentals, Methods, Experiments; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Young, R.J.; Lovell, P.A. Introduction to Polymers; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Die Temperature (°C) | Start of the Reaction (Permittivity) (min) | Start of the Reaction (Log Ion Viscosity) (min) | Exothermic Peak (min) |
|---|---|---|---|
| 80 | - | - | - |
| 100 | 0.74 | 0.70 | 1.01 |
| 120 | 0.66 | 0.66 | 0.84 |
| 140 | 0.45 | 0.48 | 0.70 |
| Die Temperature (°C) | Flexure | Interlaminar Shear | In-Plane Shear | Compression | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mean (MPa) | St.D (MPa) | CoV (%) | Mean (MPa) | St.D (MPa) | CoV (%) | Mean (MPa) | St.D (MPa) | CoV (%) | Mean (MPa) | St.D (MPa) | CoV (%) | |
| 100 | 1052.7 | 35.0 | 3.3 | 438.8 | 18.2 | 4.1 | 36.7 | 1.3 | 3.5 | 529.5 | 37.0 | 6.0 |
| 120 | 1331.4 | 32.4 | 2.4 | 547.0 | 44.8 | 8.1 | 46.7 | 2.7 | 5.9 | 686.7 | 64.2 | 9.3 |
| 140 | 1111.7 | 28.1 | 2.5 | 464.6 | 11.3 | 2.4 | 35.4 | 1.6 | 4.6 | 572.9 | 43.1 | 7.5 |
| Die Temperatures (°C) | 100 | 120 | 140 |
| Tg (°C) | 166.1 | 167.9 | 172.1 |
| Standard Deviation (°C) | 0.3 | 0.2 | 0.3 |
| Die Temperature (°C) | Conversion Rate (%/min) | Conversion Rate Peak (min) | Conversion at Die Exit (%) | Final Conversion (%) |
|---|---|---|---|---|
| 80 | 6.9 | - | 7.2 | 8.3 |
| 100 | 200.6 | 1.07 | 79.7 | 86.2 |
| 120 | 590.8 | 0.80 | 92.3 | 93.9 |
| 140 | 1102.6 | 0.68 | 97.1 | 97.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaparala, S.A.C.; Alajarmeh, O.; Shelley, T.; Zeng, X.; Rendle-Short, K.; Voice, D.; Schubel, P. Characterisation of Curing of Vinyl Ester Resin in an Industrial Pultrusion Process: Influence of Die Temperature. Polymers 2023, 15, 3808. https://doi.org/10.3390/polym15183808
Chaparala SAC, Alajarmeh O, Shelley T, Zeng X, Rendle-Short K, Voice D, Schubel P. Characterisation of Curing of Vinyl Ester Resin in an Industrial Pultrusion Process: Influence of Die Temperature. Polymers. 2023; 15(18):3808. https://doi.org/10.3390/polym15183808
Chicago/Turabian StyleChaparala, Sai Ajay Chandra, Omar Alajarmeh, Tristan Shelley, Xuesen Zeng, Kendric Rendle-Short, Dean Voice, and Peter Schubel. 2023. "Characterisation of Curing of Vinyl Ester Resin in an Industrial Pultrusion Process: Influence of Die Temperature" Polymers 15, no. 18: 3808. https://doi.org/10.3390/polym15183808
APA StyleChaparala, S. A. C., Alajarmeh, O., Shelley, T., Zeng, X., Rendle-Short, K., Voice, D., & Schubel, P. (2023). Characterisation of Curing of Vinyl Ester Resin in an Industrial Pultrusion Process: Influence of Die Temperature. Polymers, 15(18), 3808. https://doi.org/10.3390/polym15183808