A Coherent Assessment of the Compressive Strain Rate Response of PC, PETG, PMMA, and TPU Thermoplastics in MEX Additive Manufacturing

 ,
, 
 , ,
, , 
 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Raw Thermoplastics for Melt Extrusion
2.2. Methods
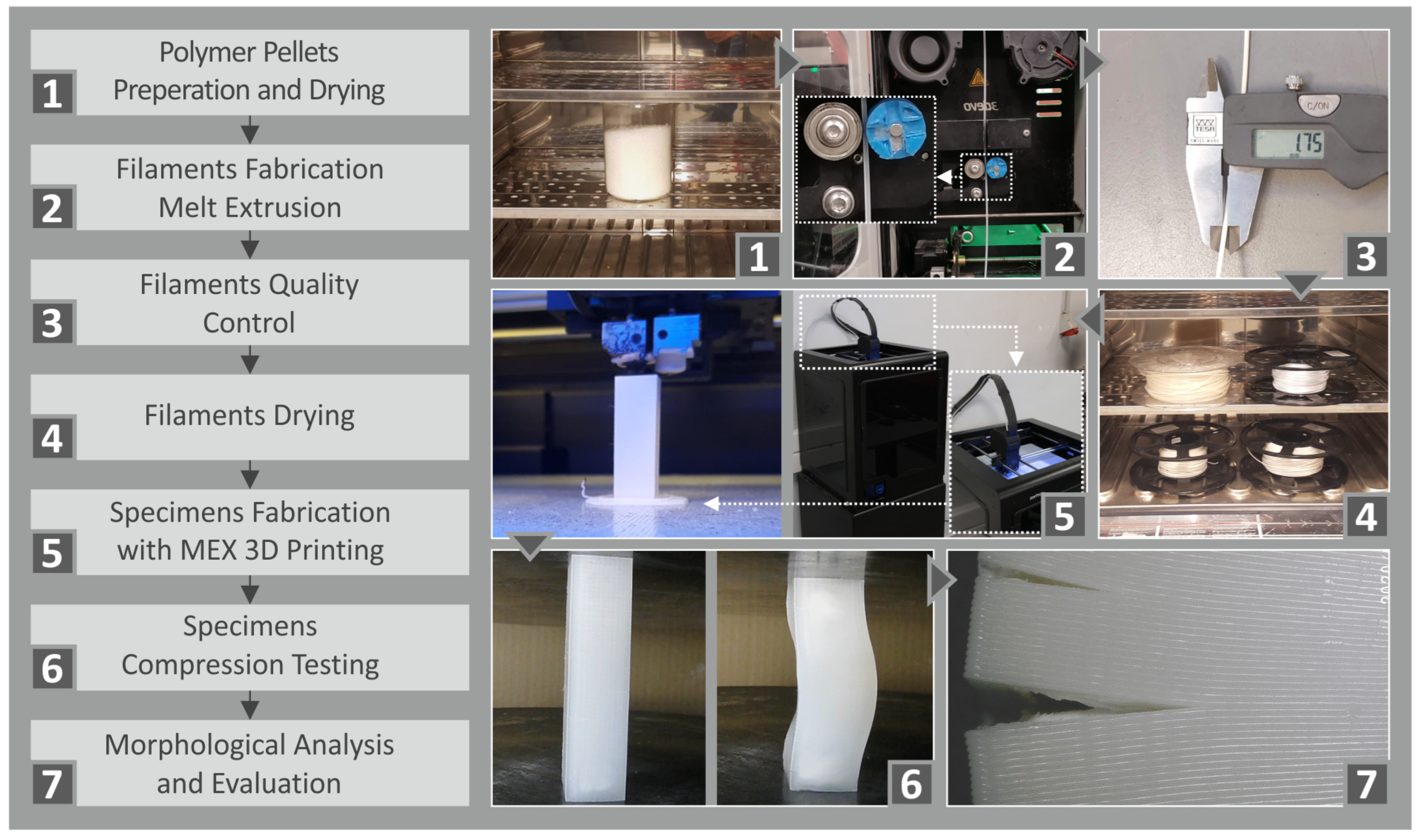
2.2.1. Filament Preparation and Extrusion
2.2.2. Fabrication of the Compression-Testing Specimens
2.2.3. Testing Procedure for the Compression of the Materials
3. Results
3.1. Compression Test Results
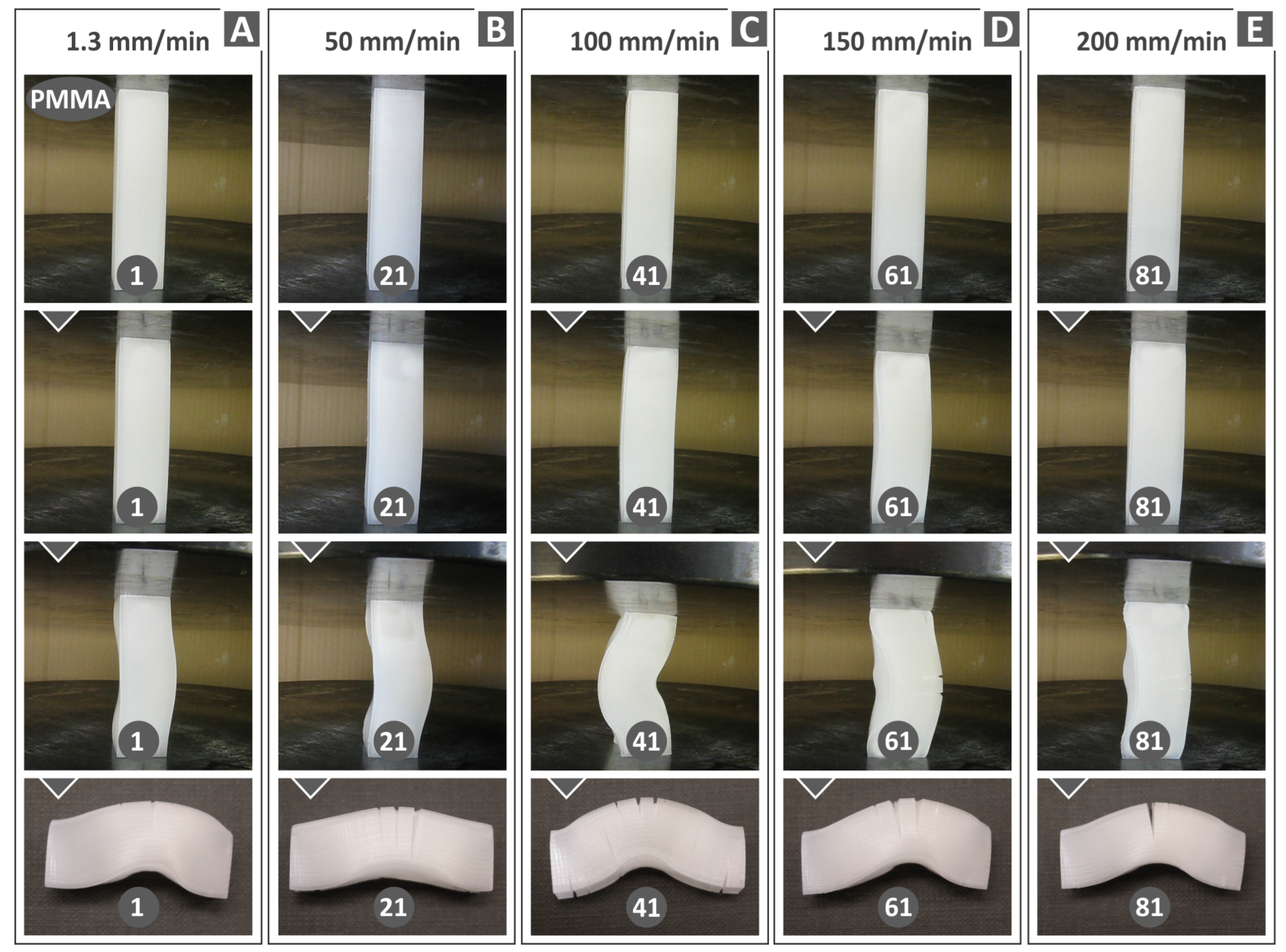
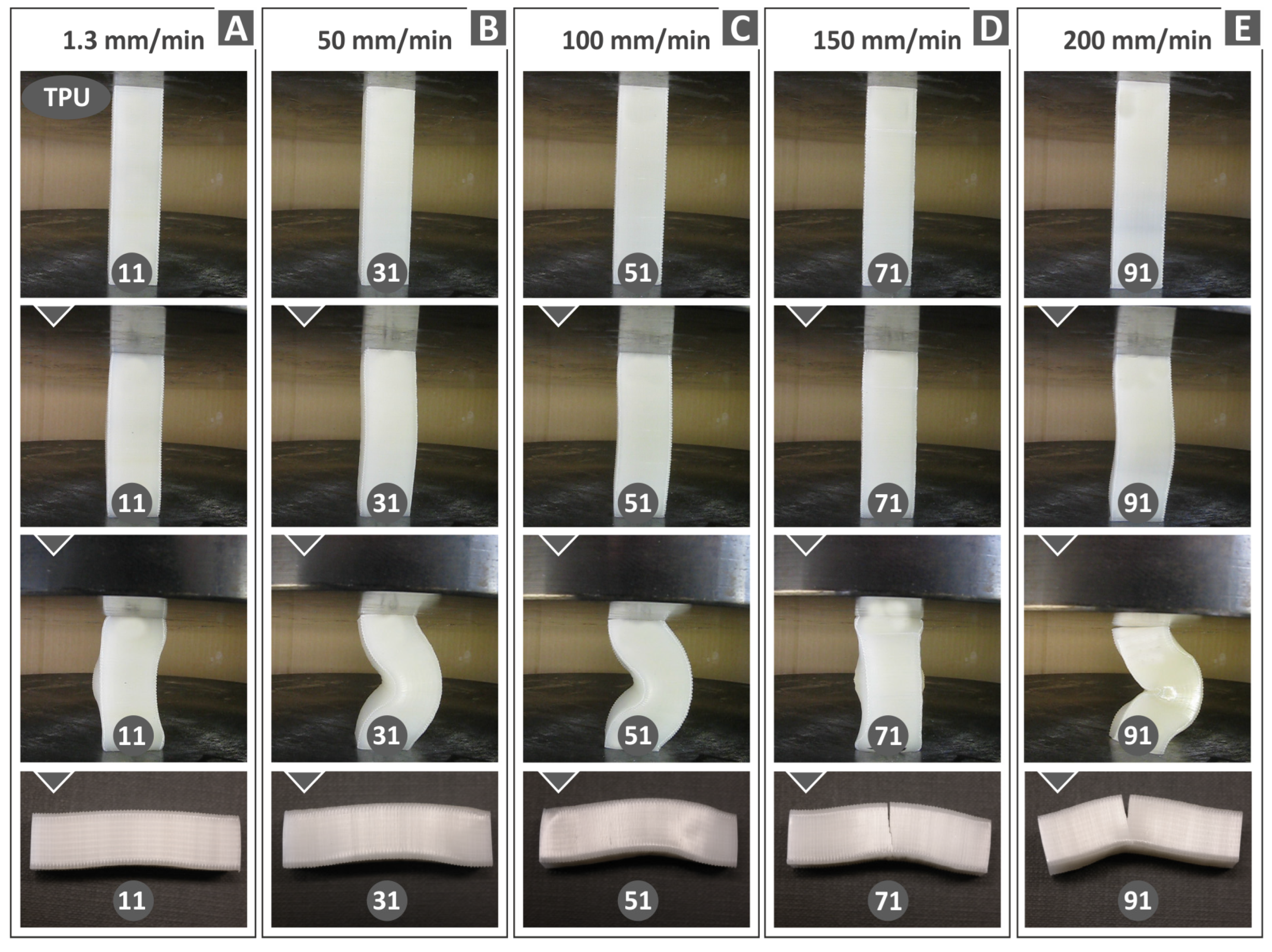
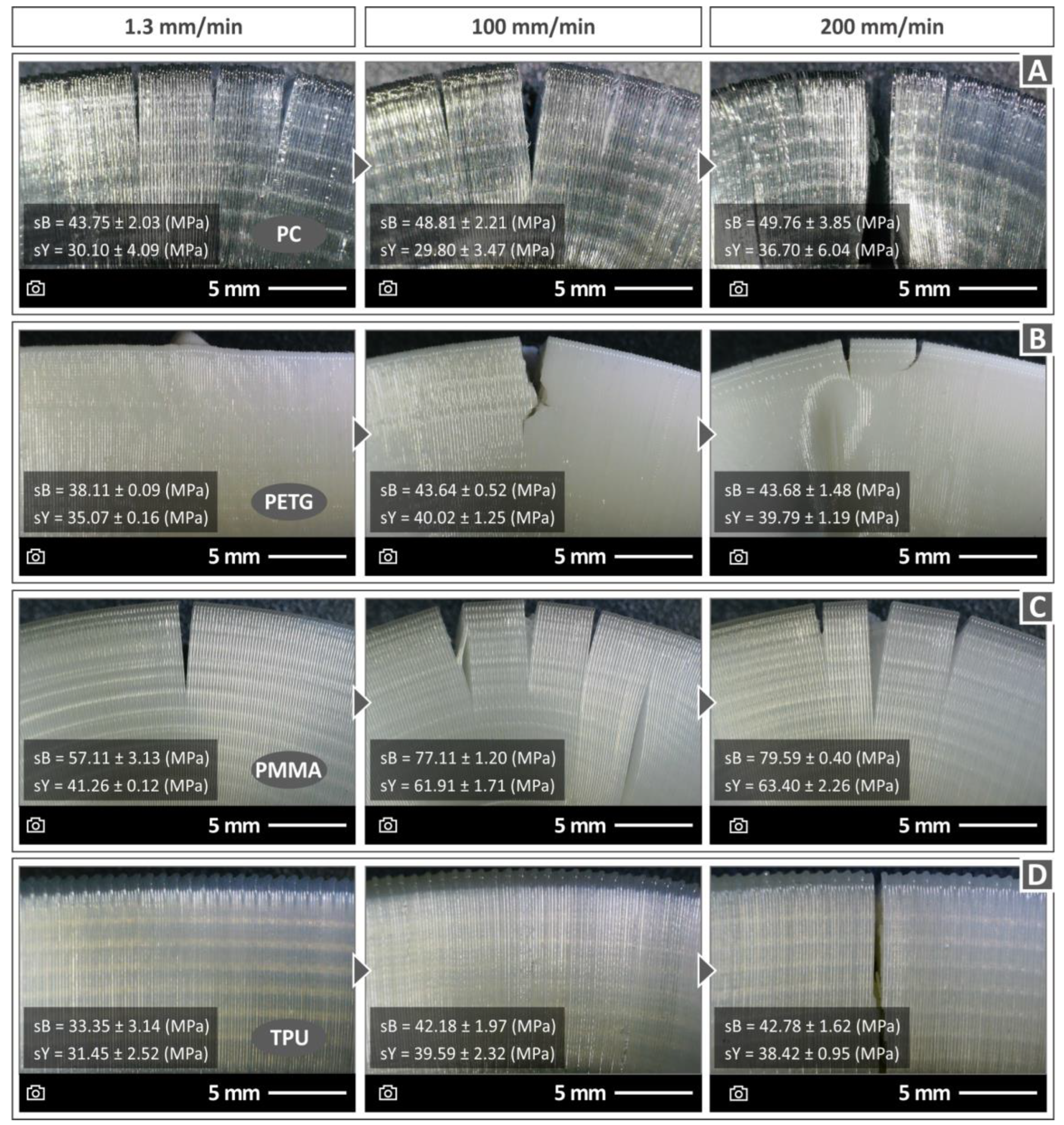
3.2. Morphological Characteristics of the Compression Specimens
4. Discussion
5. Conclusions
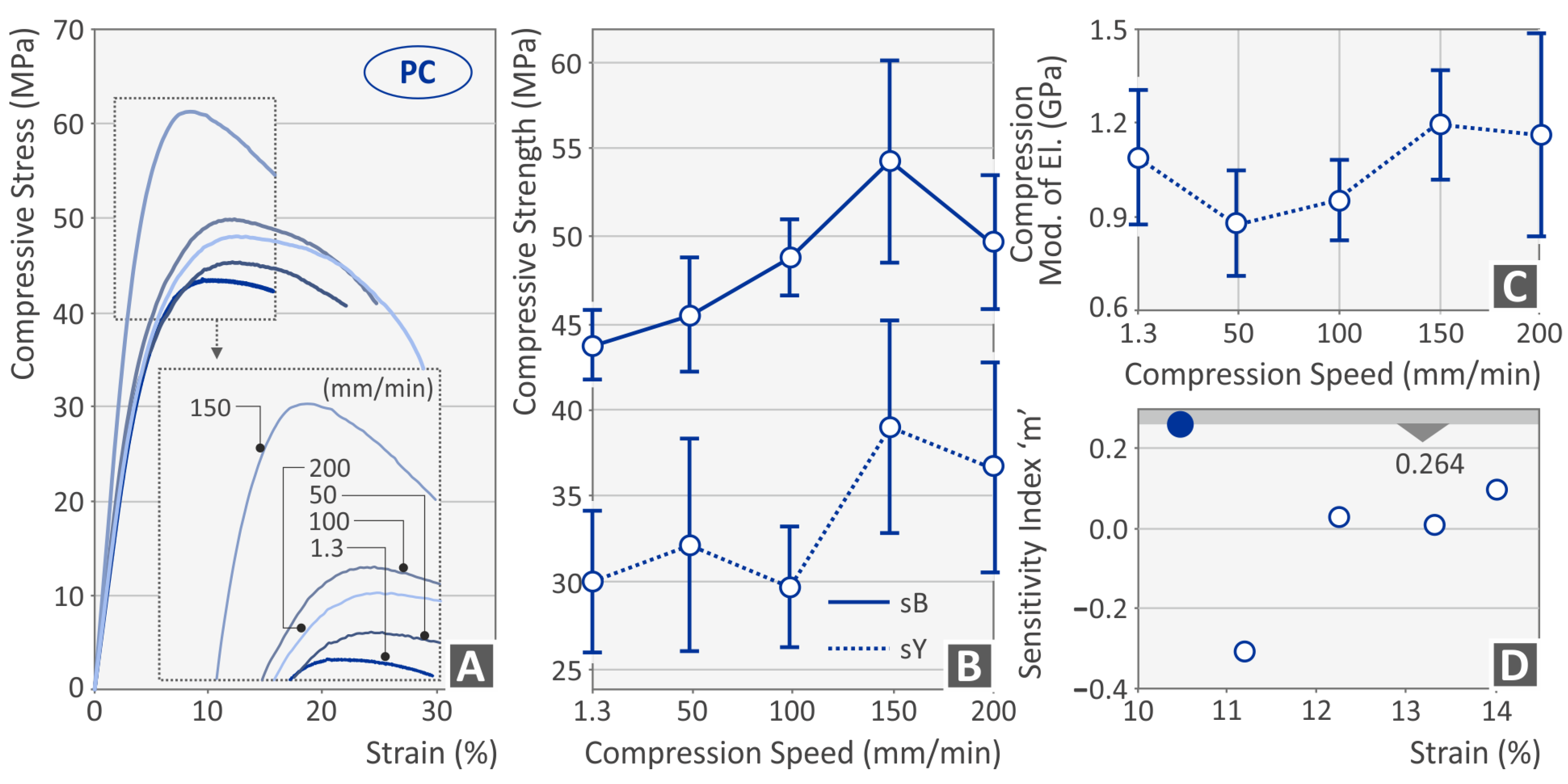
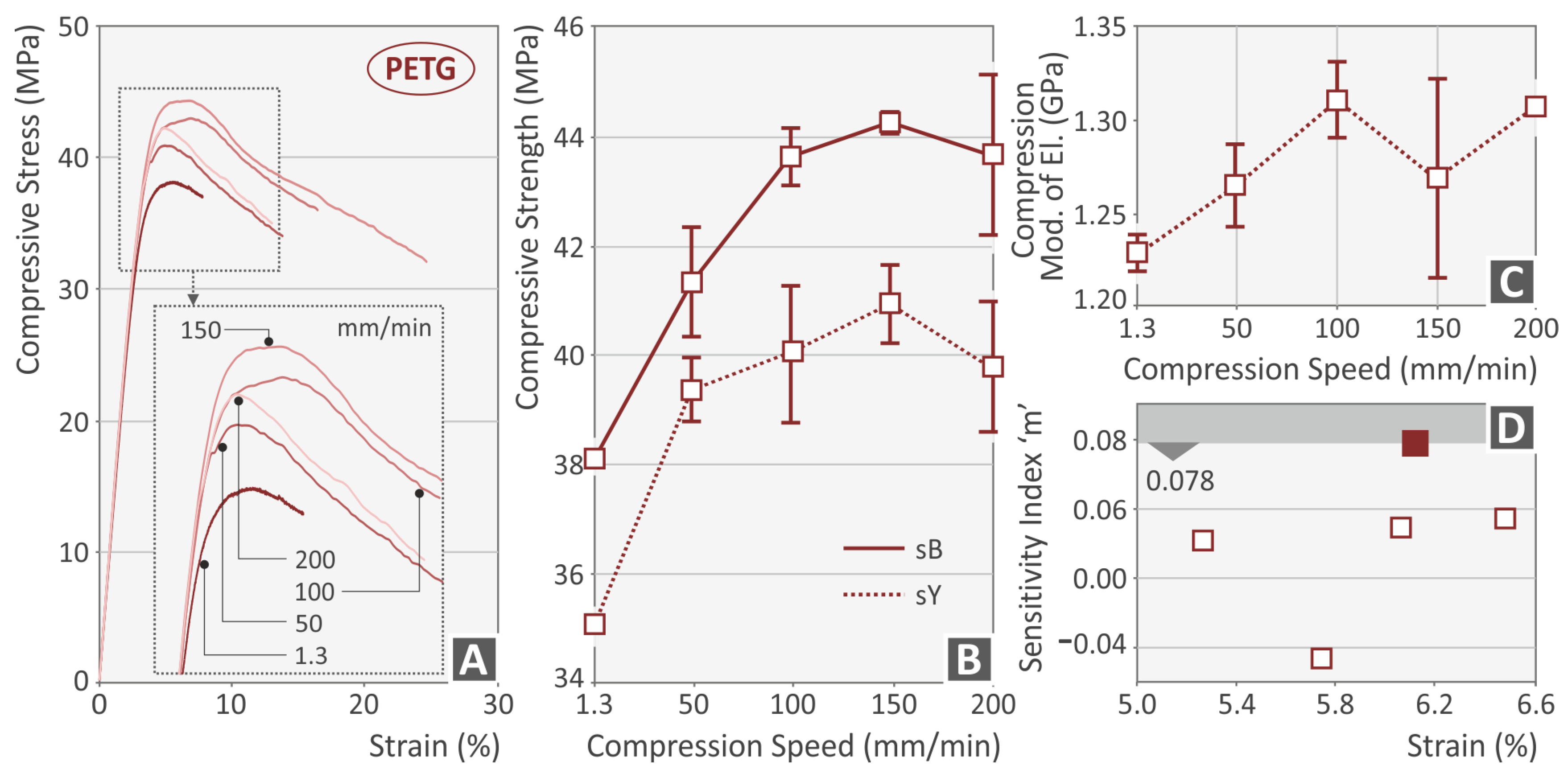
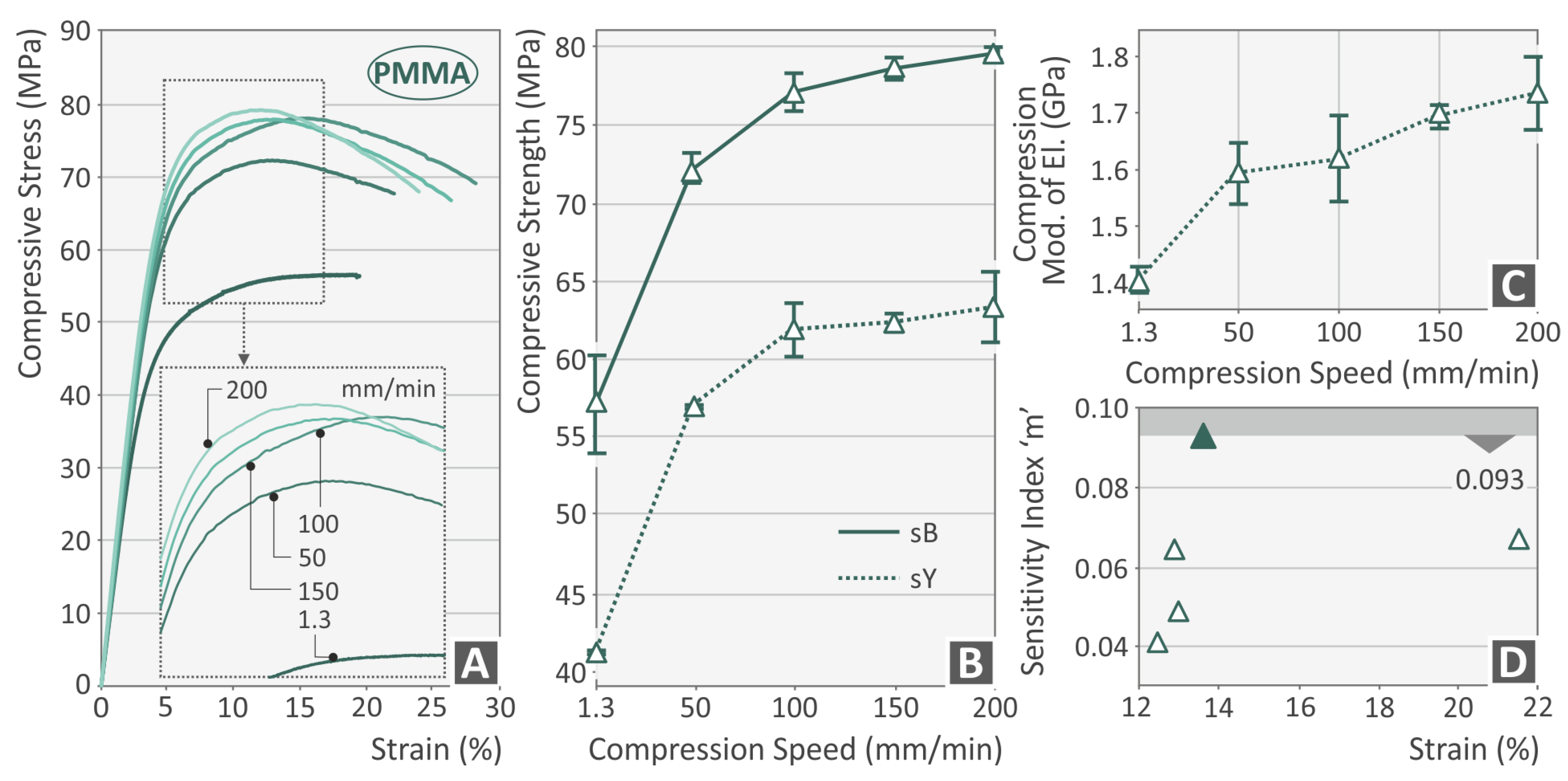
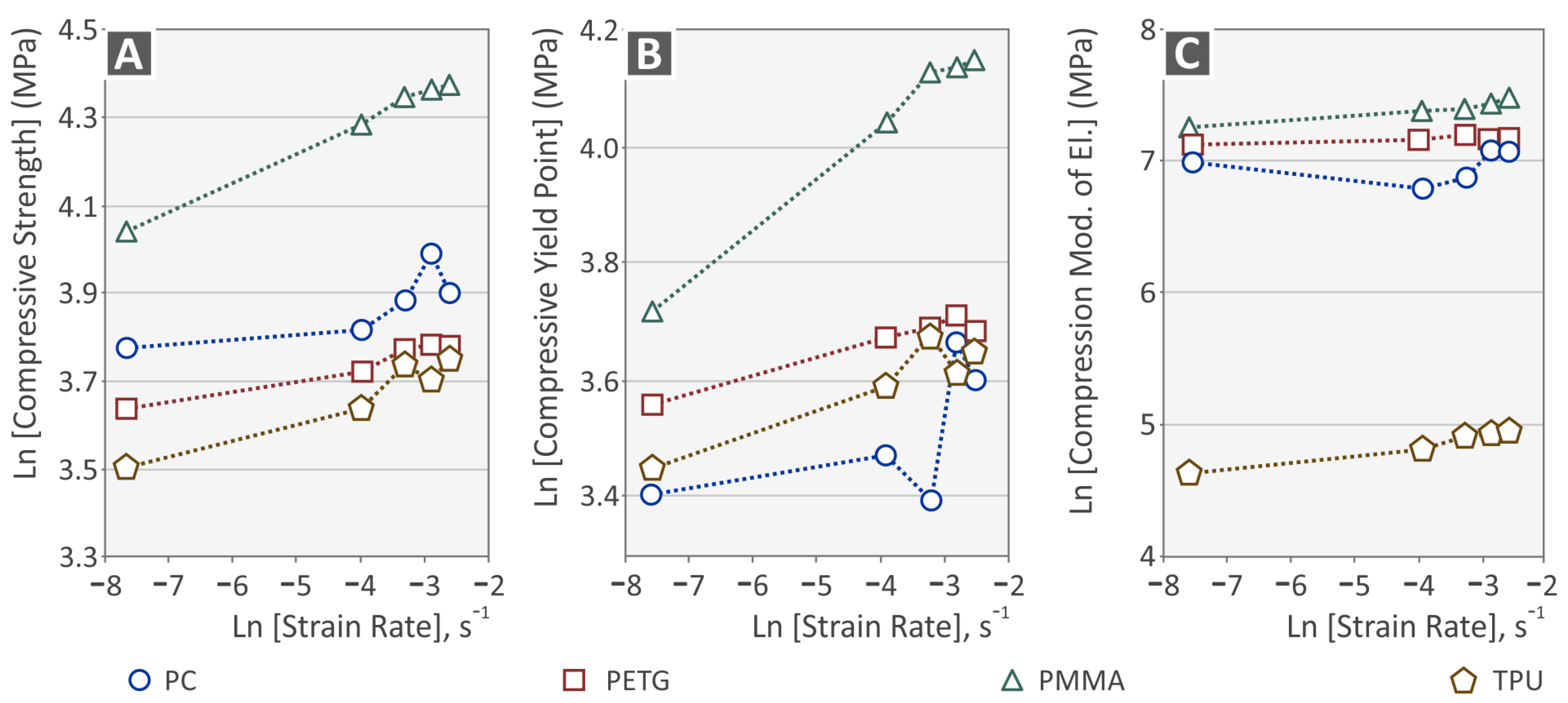
- Due to the strain hardening effect, the compressive strength increased in all polymers with an increase in the test speed. Only in the PC polymer did the compressive strength increase up to the 150 mm/min test speed, and then it decreased at the highest test speed of 200 mm/min.
- The yield stress followed a similar pattern as the compression strength in all polymers tested herein.
- The PC and the PETG polymers had slightly different responses in the tests, justifying the need for individual experiments for each polymer.
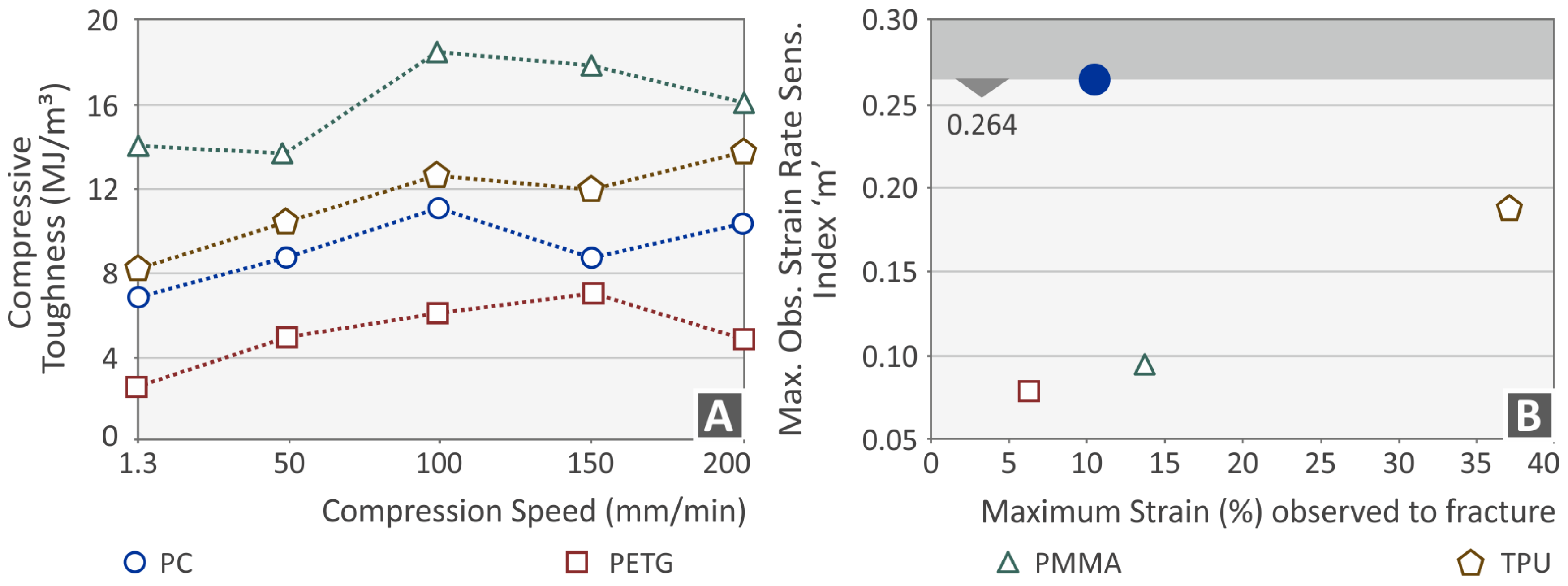
- The calculation of the sensitivity index (“m”) and compressive toughness under different compression conditions can be used as valuable design parameters in future research works, indicating how a material is affected by changes in loading conditions.
- PC had the highest sensitivity index of the four polymers, and TPU was second, while PMMA and PETG had similar and significantly lower sensitivity index values.
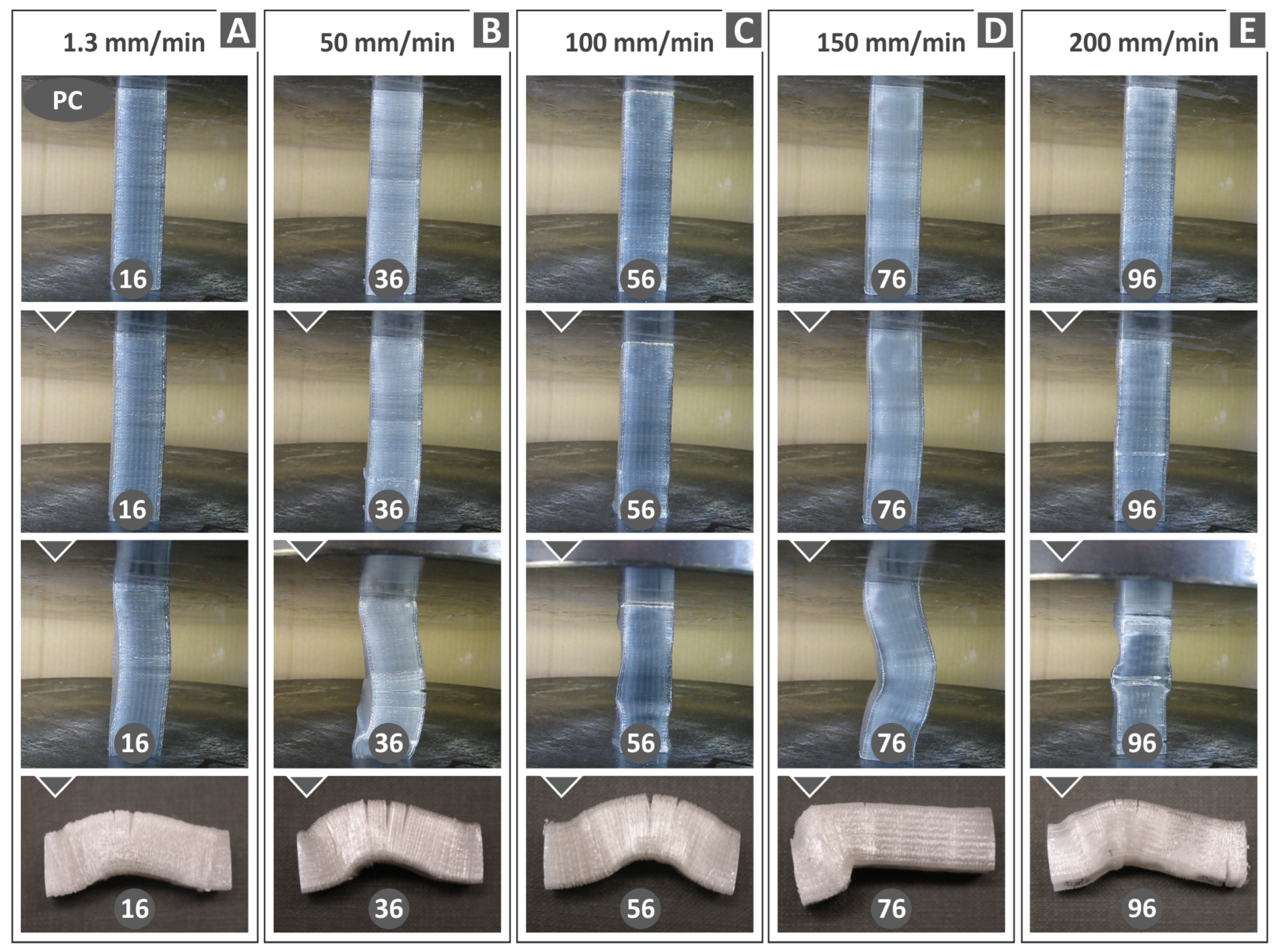
- Differences were observed in the morphological characteristics of the four polymers at failure. The developed cracks differed, showing a different response of the polymers, with TPU not developing any cracks up to the highest test speed of 200 mm/min.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Sepasgozar, S.M.E.; Shi, A.; Yang, L.; Shirowzhan, S.; Edwards, D.J. Additive Manufacturing Applications for Industry 4.0: A Systematic Critical Review. Buildings 2020, 10, 231. [Google Scholar] [CrossRef]
- Haghnegahdar, L.; Joshi, S.S.; Dahotre, N.B. From IoT-Based Cloud Manufacturing Approach to Intelligent Additive Manufacturing: Industrial Internet of Things—An Overview. Int. J. Adv. Manuf. Technol. 2022, 119, 1461–1478. [Google Scholar] [CrossRef]
- Challagulla, N.V.; Rohatgi, V.; Sharma, D.; Kumar, R. Recent Developments of Nanomaterial Applications in Additive Manufacturing: A Brief Review. Curr. Opin. Chem. Eng. 2020, 28, 75–82. [Google Scholar] [CrossRef]
- Praveena, B.A.; Lokesh, N.; Buradi, A.; Santhosh, N.; Praveena, B.L.; Vignesh, R. A Comprehensive Review of Emerging Additive Manufacturing (3D Printing Technology): Methods, Materials, Applications, Challenges, Trends and Future Potential. Mater. Today Proc. 2022, 52, 1309–1313. [Google Scholar] [CrossRef]
- Günther, J.; Brenne, F.; Droste, M.; Wendler, M.; Volkova, O.; Biermann, H.; Niendorf, T. Design of Novel Materials for Additive Manufacturing—Isotropic Microstructure and High Defect Tolerance. Sci. Rep. 2018, 8, 1298. [Google Scholar] [CrossRef] [PubMed]
- Faludi, J.; Van Sice, C.M.; Shi, Y.; Bower, J.; Brooks, O.M.K. Novel Materials Can Radically Improve Whole-System Environmental Impacts of Additive Manufacturing. J. Clean. Prod. 2019, 212, 1580–1590. [Google Scholar] [CrossRef]
- Colosimo, B.M.; Grasso, M.; Garghetti, F.; Rossi, B. Complex Geometries in Additive Manufacturing: A New Solution for Lattice Structure Modeling and Monitoring. J. Qual. Technol. 2022, 54, 392–414. [Google Scholar] [CrossRef]
- Prakash, K.S.; Nancharaih, T.; Rao, V.V.S. Additive Manufacturing Techniques in Manufacturing -An Overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Jared, B.H.; Aguilo, M.A.; Beghini, L.L.; Boyce, B.L.; Clark, B.W.; Cook, A.; Kaehr, B.J.; Robbins, J. Additive Manufacturing: Toward Holistic Design. Scr. Mater. 2017, 135, 141–147. [Google Scholar] [CrossRef]
- Sehhat, M.H.; Mahdianikhotbesara, A.; Yadegari, F. Impact of Temperature and Material Variation on Mechanical Properties of Parts Fabricated with Fused Deposition Modeling (FDM) Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2022, 120, 4791–4801. [Google Scholar] [CrossRef]
- Petousis, M.; Vidakis, N.; Mountakis, N.; Moutsopoulou, A.; Papadakis, V.; Maravelakis, E. On the Substantial Mechanical Reinforcement of Polylactic Acid with Titanium Nitride Ceramic Nanofillers in Material Extrusion 3D Printing. Ceram. Int. 2023, 49, 16397–16411. [Google Scholar] [CrossRef]
- Ahmadifar, M.; Benfriha, K.; Shirinbayan, M.; Tcharkhtchi, A. Additive Manufacturing of Polymer-Based Composites Using Fused Filament Fabrication (FFF): A Review. Appl. Compos. Mater. 2021, 28, 1335–1380. [Google Scholar] [CrossRef]
- Saleh Alghamdi, S.; John, S.; Roy Choudhury, N.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753. [Google Scholar] [CrossRef] [PubMed]
- Yap, Y.L.; Sing, S.L.; Yeong, W.Y. A Review of 3D Printing Processes and Materials for Soft Robotics. RPJ 2020, 26, 1345–1361. [Google Scholar] [CrossRef]
- Zoumaki, M.; Mansour, M.T.; Tsongas, K.; Tzetzis, D.; Mansour, G. Mechanical Characterization and Finite Element Analysis of Hierarchical Sandwich Structures with PLA 3D-Printed Core and Composite Maize Starch Biodegradable Skins. J. Compos. Sci. 2022, 6, 118. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N.; Petousis, M.; Mountakis, N. A Multi-Parametric Process Evaluation of the Mechanical Response of PLA in FFF 3D Printing. Mater. Manuf. Process. 2023, 38, 941–953. [Google Scholar] [CrossRef]
- Kamaal, M.; Anas, M.; Rastogi, H.; Bhardwaj, N.; Rahaman, A. Effect of FDM Process Parameters on Mechanical Properties of 3D-Printed Carbon Fibre–PLA Composite. Prog. Addit. Manuf. 2021, 6, 63–69. [Google Scholar] [CrossRef]
- Rifuggiato, S.; Minetola, P.; Stiuso, V.; Khandpur, M.S.; Fontana, L.; Iuliano, L. An Investigation of the Influence of 3d Printing Defects on the Tensile Performance of ABS Material. Mater. Today Proc. 2022, 57, 851–858. [Google Scholar] [CrossRef]
- Samykano, M.; Selvamani, S.K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical Property of FDM Printed ABS: Influence of Printing Parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; David, C.N.; Sagris, D.; Mountakis, N.; Karapidakis, E. Mechanical Performance over Energy Expenditure in MEX 3D Printing of Polycarbonate: A Multiparametric Optimization with the Aid of Robust Experimental Design. J. Manuf. Mater. Process. 2023, 7, 38. [Google Scholar] [CrossRef]
- Reich, M.J.; Woern, A.L.; Tanikella, N.G.; Pearce, J.M. Mechanical Properties and Applications of Recycled Polycarbonate Particle Material Extrusion-Based Additive Manufacturing. Materials 2019, 12, 1642. [Google Scholar] [CrossRef] [PubMed]
- Gunasekaran, H.B.; Ponnan, S.; Thirunavukkarasu, N.; Laroui, A.; Wu, L.; Wang, J. Rapid Carbon Dioxide Foaming of 3D Printed Thermoplastic Polyurethane Elastomers. ACS Appl. Polym. Mater. 2022, 4, 1497–1511. [Google Scholar] [CrossRef]
- Lee, H.; Eom, R.; Lee, Y. Evaluation of the Mechanical Properties of Porous Thermoplastic Polyurethane Obtained by 3D Printing for Protective Gear. Adv. Mater. Sci. Eng. 2019, 2019, 5838361. [Google Scholar] [CrossRef]
- Kichloo, A.F.; Raina, A.; Haq, M.I.U.; Wani, M.S. Impact of Carbon Fiber Reinforcement on Mechanical and Tribological Behavior of 3D-Printed Polyethylene Terephthalate Glycol Polymer Composites—An Experimental Investigation. J. Mater. Eng. Perform. 2022, 31, 1021–1038. [Google Scholar] [CrossRef]
- Sepahi, M.T.; Abusalma, H.; Jovanovic, V.; Eisazadeh, H. Mechanical Properties of 3D-Printed Parts Made of Polyethylene Terephthalate Glycol. J. Mater. Eng. Perform. 2021, 30, 6851–6861. [Google Scholar] [CrossRef]
- Al-Dwairi, Z.N.; Al Haj Ebrahim, A.A.; Baba, N.Z. A Comparison of the Surface and Mechanical Properties of 3D Printable Denture-Base Resin Material and Conventional Polymethylmethacrylate (PMMA). J. Prosthodont. 2023, 32, 40–48. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Mountakis, N.; Moutsopoulou, A.; Karapidakis, E. Energy Consumption vs. Tensile Strength of Poly[Methyl Methacrylate] in Material Extrusion 3D Printing: The Impact of Six Control Settings. Polymers 2023, 15, 845. [Google Scholar] [CrossRef] [PubMed]
- Dimitrova, M.; Corsalini, M.; Kazakova, R.; Vlahova, A.; Chuchulska, B.; Barile, G.; Capodiferro, S.; Kazakov, S. Comparison between Conventional PMMA and 3D Printed Resins for Denture Bases: A Narrative Review. J. Compos. Sci. 2022, 6, 87. [Google Scholar] [CrossRef]
- Wang, X.; Jia, Y.; Zhang, J.; Chen, H. Excellent Toughness of Rigid Polyvinylchloride at Low Temperature Improved by Polycarbonate-Polydimethylsiloxane Block Copolymer. J. Appl. Polym. Sci. 2022, 139, e53159. [Google Scholar] [CrossRef]
- Verma, N.; Banerjee, S.S. Development of Material Extrusion 3D Printable ABS/PC Polymer Blends: Influence of Styrene–Isoprene–Styrene Copolymer on Printability and Mechanical Properties. Polym.-Plast. Technol. Mater. 2023, 62, 419–432. [Google Scholar] [CrossRef]
- Moussaif, N.; Jérôme, R. Compatibilization of Immiscible Polymer Blends (PC/PVDF) by the Addition of a Third Polymer (PMMA): Analysis of Phase Morphology and Mechanical Properties. Polymer 1999, 40, 3919–3932. [Google Scholar] [CrossRef]
- Valvez, S.; Silva, A.P.; Reis, P.N.B. Optimization of Printing Parameters to Maximize the Mechanical Properties of 3D-Printed PETG-Based Parts. Polymers 2022, 14, 2564. [Google Scholar] [CrossRef] [PubMed]
- Srinivasan, R.; Ruban, W.; Deepanraj, A.; Bhuvanesh, R.; Bhuvanesh, T. Effect on Infill Density on Mechanical Properties of PETG Part Fabricated by Fused Deposition Modelling. Mater. Today Proc. 2020, 27, 1838–1842. [Google Scholar] [CrossRef]
- Szykiedans, K.; Credo, W.; Osiński, D. Selected Mechanical Properties of PETG 3-D Prints. Procedia Eng. 2017, 177, 455–461. [Google Scholar] [CrossRef]
- Lacroix, C.; Bousmina, M.; Carreau, P.J.; Favis, B.D.; Michel, A. Properties of PETG/EVA Blends: 1. Viscoelastic, Morphological and Interfacial Properties. Polymer 1996, 37, 2939–2947. [Google Scholar] [CrossRef]
- Latko-Durałek, P.; Dydek, K.; Boczkowska, A. Thermal, Rheological and Mechanical Properties of PETG/rPETG Blends. J. Polym. Environ. 2019, 27, 2600–2606. [Google Scholar] [CrossRef]
- Canziani, H.; Bever, F.; Sommereyns, A.; Schmidt, M.; Vogel, N. Roughly Spherical: Tailored PMMA–SiO2 Composite Supraparticles with Optimized Powder Flowability for Additive Manufacturing. ACS Appl. Mater. Interfaces 2021, 13, 25334–25345. [Google Scholar] [CrossRef]
- Ali, U.; Karim, K.J.B.A.; Buang, N.A. A Review of the Properties and Applications of Poly (Methyl Methacrylate)(PMMA). Polym. Rev. 2015, 55, 678–705. [Google Scholar] [CrossRef]
- Noor Azammi, A.M.; Sapuan, S.M.; Ishak, M.R.; Sultan, M.T.H. Mechanical and Thermal Properties of Kenaf Reinforced Thermoplastic Polyurethane (TPU)-Natural Rubber (NR) Composites. Fibers Polym. 2018, 19, 446–451. [Google Scholar] [CrossRef]
- Patton, S.T.; Chen, C.; Hu, J.; Grazulis, L.; Schrand, A.M.; Roy, A.K. Characterization of Thermoplastic Polyurethane (TPU) and Ag-Carbon Black TPU Nanocomposite for Potential Application in Additive Manufacturing. Polymers 2016, 9, 6. [Google Scholar] [CrossRef]
- Li, J.H.; Huang, X.D.; Durandet, Y.; Ruan, D. A Review of the Mechanical Properties of Additively Manufactured Fiber Reinforced Composites. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1067, 012105. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Rezgui, F.; Swistek, M.; Hiver, J.M.; G’Sell, C.; Sadoun, T. Deformation and Damage upon Stretching of Degradable Polymers (PLA and PCL). Polymer 2005, 46, 7370–7385. [Google Scholar] [CrossRef]
- Ching, E.C.Y.; Li, R.K.Y.; Mai, Y.-W. Effects of Gauge Length and Strain Rate on Fracture Toughness of Polyethylene Terephthalate Glycol (PETG) Film Using the Essential Work of Fracture Analysis. Polym. Eng. Sci. 2000, 40, 310–319. [Google Scholar] [CrossRef]
- Shan, G.-F.; Yang, W.; Yang, M.; Xie, B.; Feng, J.; Fu, Q. Effect of Temperature and Strain Rate on the Tensile Deformation of Polyamide 6. Polymer 2007, 48, 2958–2968. [Google Scholar] [CrossRef]
- Dasari, A.; Misra, R.D.K. On the Strain Rate Sensitivity of High Density Polyethylene and Polypropylenes. Mater. Sci. Eng. A 2003, 358, 356–371. [Google Scholar] [CrossRef]
- Kwon, J.; Subhash, G. Compressive Strain Rate Sensitivity of Ballistic Gelatin. J. Biomech. 2010, 43, 420–425. [Google Scholar] [CrossRef] [PubMed]
- Silva, F.S. The Importance of Compressive Stresses on Fatigue Crack Propagation Rate. Int. J. Fatigue 2005, 27, 1441–1452. [Google Scholar] [CrossRef]
- Hatta, H.; Goto, K.; Aoki, T. Strengths of C/C Composites under Tensile, Shear, and Compressive Loading: Role of Interfacial Shear Strength. Compos. Sci. Technol. 2005, 65, 2550–2562. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Karapidakis, E.; Mountakis, N.; David, C.; Sagris, D. Energy Consumption versus Strength in MEΧ 3D Printing of Polylactic Acid. Adv. Ind. Manuf. Eng. 2023, 6, 100119. [Google Scholar] [CrossRef]
- Siviour, C.R.; Jordan, J.L. High Strain Rate Mechanics of Polymers: A Review. J. Dyn. Behav. Mater. 2016, 2, 15–32. [Google Scholar] [CrossRef]
- Ntintakis, I.; Stavroulakis, G.E. Infill Microstructures for Additive Manufacturing. Appl. Sci. 2022, 12, 7386. [Google Scholar] [CrossRef]
- Hosur, M.; Alexander, J.; Jeelani, S.; Vaidya, U.; Mayer, A. High Strain Compression Response of Affordable Woven Carbon/Epoxy Composites. J. Reinf. Plast. Compos. 2003, 22, 271–296. [Google Scholar] [CrossRef]
- Vairis, A.; Petousis, M.; Vidakis, N.; Savvakis, K. On the Strain Rate Sensitivity of Abs and Abs Plus Fused Deposition Modeling Parts. J. Mater. Eng. Perform. 2016, 25, 3558–3565. [Google Scholar] [CrossRef]
- ASTM D695-02a; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA, 2002.
- Omar, M.F.; Akil, H.M.; Ahmad, Z.A. Measurement and Prediction of Compressive Properties of Polymers at High Strain Rate Loading. Mater. Des. 2011, 32, 4207–4215. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Liebscher, M.; Mechtcherine, V.; Tzounis, L. On the Strain Rate Sensitivity of Fused Filament Fabrication (FFF) Processed PLA, ABS, PETG, PA6, and PP Thermoplastic Polymers. Polymers 2020, 12, 2924. [Google Scholar] [CrossRef] [PubMed]
- Hoy, R.S.; Robbins, M.O. Strain Hardening of Polymer Glasses: Effect of Entanglement Density, Temperature, and Rate. J. Polym. Sci. Part B Polym. Phys. 2006, 44, 3487–3500. [Google Scholar] [CrossRef]
- Richeton, J.; Ahzi, S.; Vecchio, K.S.; Jiang, F.C.; Adharapurapu, R.R. Influence of Temperature and Strain Rate on the Mechanical Behavior of Three Amorphous Polymers: Characterization and Modeling of the Compressive Yield Stress. Int. J. Solids Struct. 2006, 43, 2318–2335. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Vairis, A.; Savvakis, K.; Maniadi, A. On the Compressive Behavior of an FDM Steward Platform Part. J. Comput. Des. Eng. 2017, 4, 339–346. [Google Scholar] [CrossRef]
- Yin, Z.N.; Wang, T.J. Deformation of PC/ABS Alloys at Elevated Temperatures and High Strain Rates. Mater. Sci. Eng. A 2008, 494, 304–313. [Google Scholar] [CrossRef]
- Yin, Z.; Wang, T. Investigation of Tensile Deformation Behavior of PC, ABS, and PC/ABS Blends from Low to High Strain Rates. Appl. Math. Mech. 2012, 33, 455–464. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, Y.; Huang, Z.; Gao, H.; Zhang, Y.; Gao, X.; Zhou, H. Experimental and Modeling Study of the Compressive Behavior of PC/ABS at Low, Moderate and High Strain Rates. Polym. Test. 2016, 56, 115–123. [Google Scholar] [CrossRef]
- Siviour, C.R.; Walley, S.M.; Proud, W.G.; Field, J.E. The High Strain Rate Compressive Behaviour of Polycarbonate and Polyvinylidene Difluoride. Polymer 2005, 46, 12546–12555. [Google Scholar] [CrossRef]
- Dupaix, R.B.; Boyce, M.C. Finite Strain Behavior of Poly(Ethylene Terephthalate) (PET) and Poly(Ethylene Terephthalate)-Glycol (PETG). Polymer 2005, 46, 4827–4838. [Google Scholar] [CrossRef]
- Acharya, S.; Mukhopadhyay, A.K. High Strain Rate Compressive Behavior of PMMA. Polym. Bull. 2014, 71, 133–149. [Google Scholar] [CrossRef]
- Bauwens-Crowet, C. The Compression Yield Behaviour of Polymethyl Methacrylate over a Wide Range of Temperatures and Strain-Rates. J. Mater. Sci. 1973, 8, 968–979. [Google Scholar] [CrossRef]
- Blumenthal, W.R.; Cady, C.M.; Lopez, M.F.; Gray, G.T., III; Idar, D.J. Influence of Temperature and Strain Rate on the Compressive Behavior of PMMA and Polycarbonate Polymers. AIP Conf. Proc. 2002, 620, 665–668. [Google Scholar] [CrossRef]
- Chen, H.; Trivedi, A.R.; Siviour, C.R. Application of Linear Viscoelastic Continuum Damage Theory to the Low and High Strain Rate Response of Thermoplastic Polyurethane. Exp. Mech. 2020, 60, 925–936. [Google Scholar] [CrossRef]
- Bates, S.R.G.; Farrow, I.R.; Trask, R.S. Compressive Behaviour of 3D Printed Thermoplastic Polyurethane Honeycombs with Graded Densities. Mater. Des. 2019, 162, 130–142. [Google Scholar] [CrossRef]
- Chaudhry, S.; Al-Dojayli, M.; Czekanski, A. Performance of 3-D Printed Thermoplastic Polyurethane Under Quasi-Static and High-Strain Rate Loading. In Proceedings of the IMECE2016; Volume 9: Mechanics of Solids, Structures and Fluids; NDE, Diagnosis, and Prognosis, Phoenix, AZ, USA, 11–17 November 2016. [Google Scholar]
- Vidakis, N.; Petousis, M.; Tzounis, L.; Grammatikos, S.A.; Porfyrakis, E.; Maniadi, A.; Mountakis, N. Sustainable Additive Manufacturing: Mechanical Response of Polyethylene Terephthalate Glycol over Multiple Recycling Processes. Materials 2021, 14, 1162. [Google Scholar] [CrossRef]
- Hamad, K.; Kaseem, M.; Deri, F. Recycling of Waste from Polymer Materials: An Overview of the Recent Works. Polym. Degrad. Stab. 2013, 98, 2801–2812. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PC | PETG | PMMA | TPU | |
|---|---|---|---|---|
| Heating Zone 1 (°C) | 240 | 180 | 235 | 205 |
| Heating Zone 2 (°C) | 240 | 200 | 235 | 205 |
| Heating Zone 3 (°C) | 240 | 200 | 235 | 205 |
| Heating Zone 4 (°C) | 200 | 180 | 225 | 185 |
| Rotation speed of screw (rpm) | 4.8 | 5 | 11 | 9.7 |
| Rotational speed of winder (rpm) | Automatic | Automatic | Automatic | Automatic |
| PC | PETG | PMMA | TPU | |
|---|---|---|---|---|
| Printing speed (mm/s) | 40 | 40 | 40 | 40 |
| Extrusion temperature (°C) | 260 | 240 | 250 | 215 |
| Bed temperature (°C) | 85 | 70 | 110 | 60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petousis, M.; Ntintakis, I.; David, C.; Sagris, D.; Nasikas, N.K.; Korlos, A.; Moutsopoulou, A.; Vidakis, N. A Coherent Assessment of the Compressive Strain Rate Response of PC, PETG, PMMA, and TPU Thermoplastics in MEX Additive Manufacturing. Polymers 2023, 15, 3926. https://doi.org/10.3390/polym15193926
Petousis M, Ntintakis I, David C, Sagris D, Nasikas NK, Korlos A, Moutsopoulou A, Vidakis N. A Coherent Assessment of the Compressive Strain Rate Response of PC, PETG, PMMA, and TPU Thermoplastics in MEX Additive Manufacturing. Polymers. 2023; 15(19):3926. https://doi.org/10.3390/polym15193926
Chicago/Turabian StylePetousis, Markos, Ioannis Ntintakis, Constantine David, Dimitrios Sagris, Nektarios K. Nasikas, Apostolos Korlos, Amalia Moutsopoulou, and Nectarios Vidakis. 2023. "A Coherent Assessment of the Compressive Strain Rate Response of PC, PETG, PMMA, and TPU Thermoplastics in MEX Additive Manufacturing" Polymers 15, no. 19: 3926. https://doi.org/10.3390/polym15193926
APA StylePetousis, M., Ntintakis, I., David, C., Sagris, D., Nasikas, N. K., Korlos, A., Moutsopoulou, A., & Vidakis, N. (2023). A Coherent Assessment of the Compressive Strain Rate Response of PC, PETG, PMMA, and TPU Thermoplastics in MEX Additive Manufacturing. Polymers, 15(19), 3926. https://doi.org/10.3390/polym15193926