



Replacing Harmful Flame Retardants with Biodegradable Starch-Based Materials in Polyethylene Formulations
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Techniques
2.3. Procedures
2.3.1. Synthesis of Choline Phytate
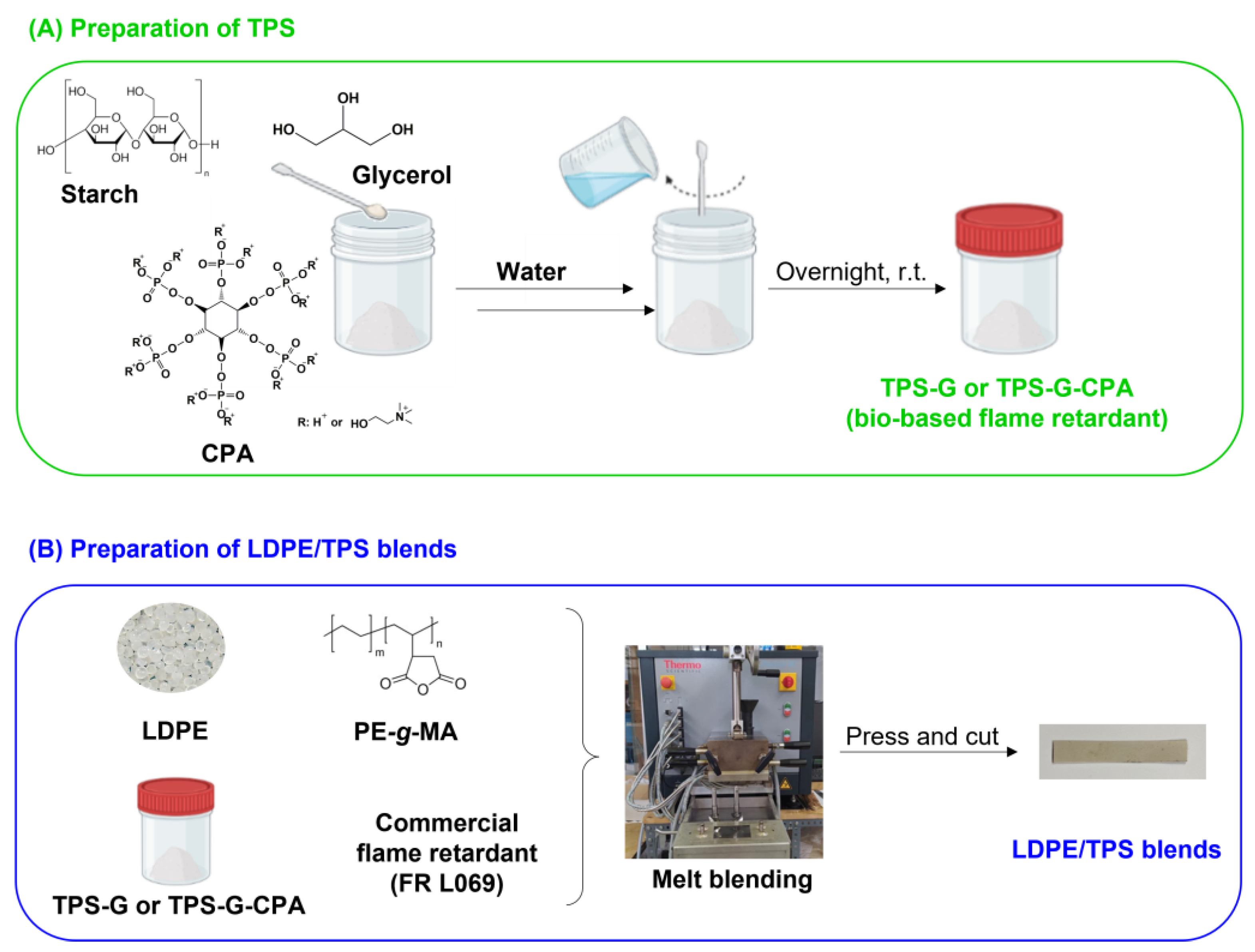
2.3.2. Preparation of TPS
2.3.3. Preparation of LDPE/TPS Blends
3. Results and Discussion
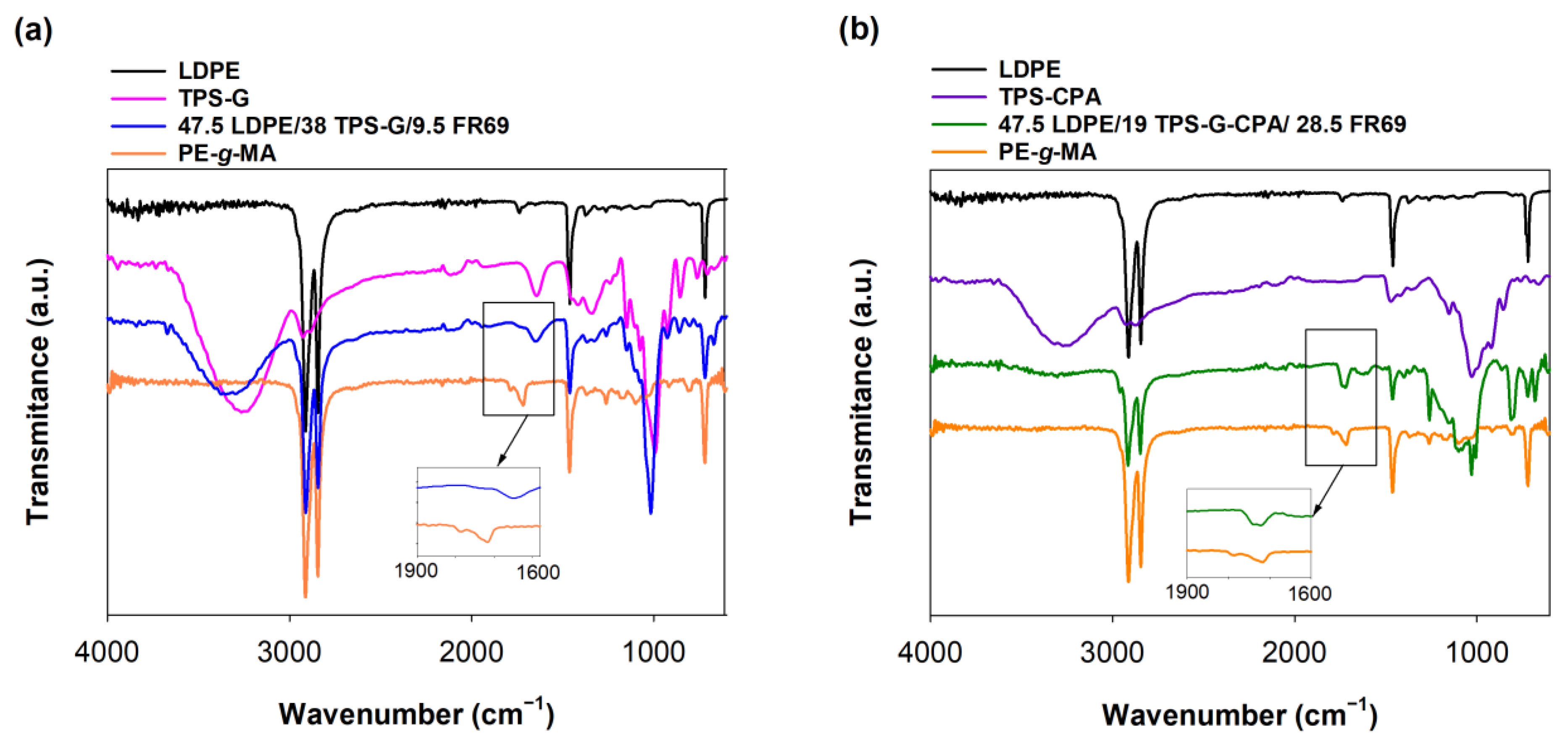
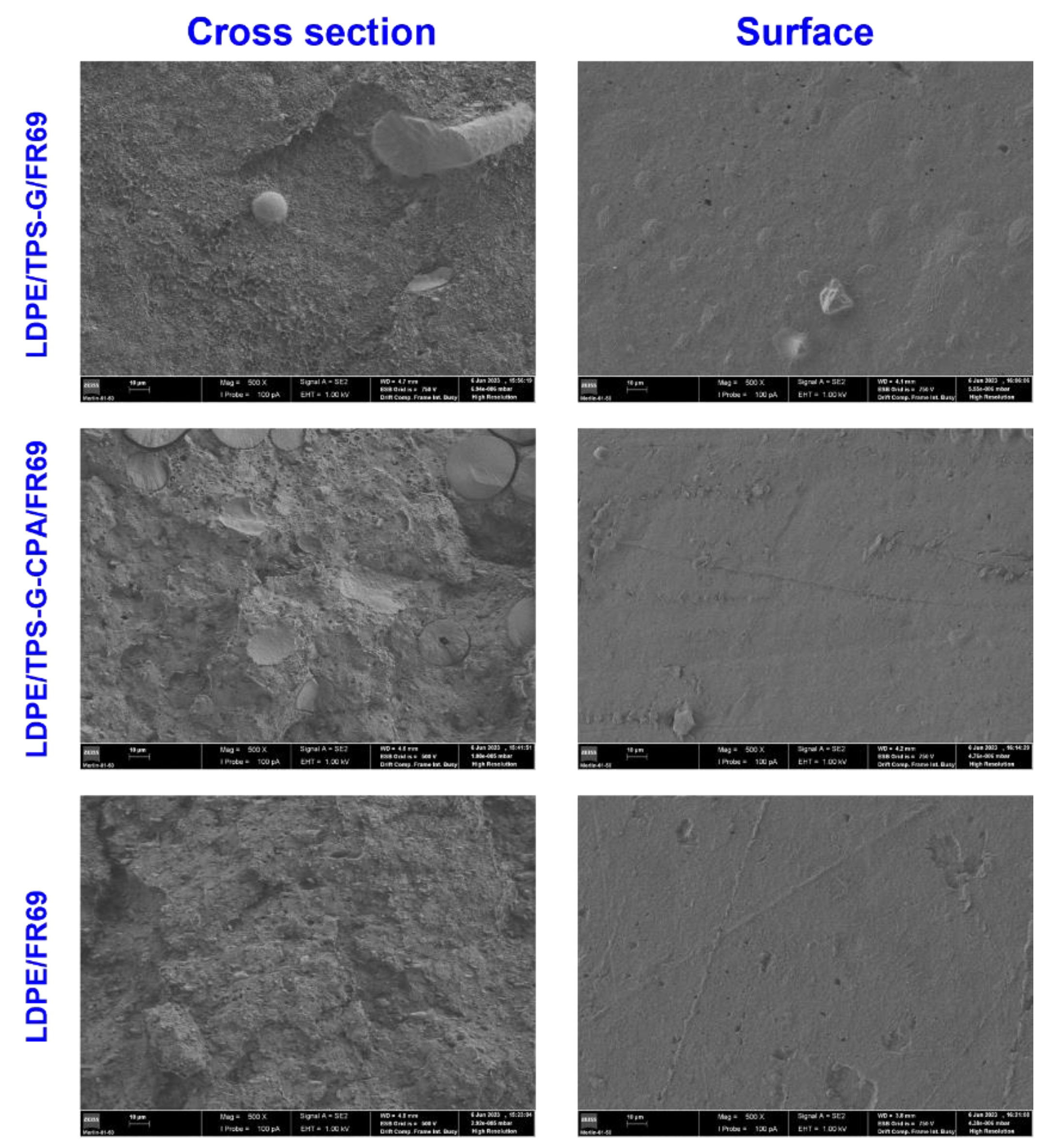
3.1. Preparation and Characterization of the Blends
3.2. Mechanical Analysis
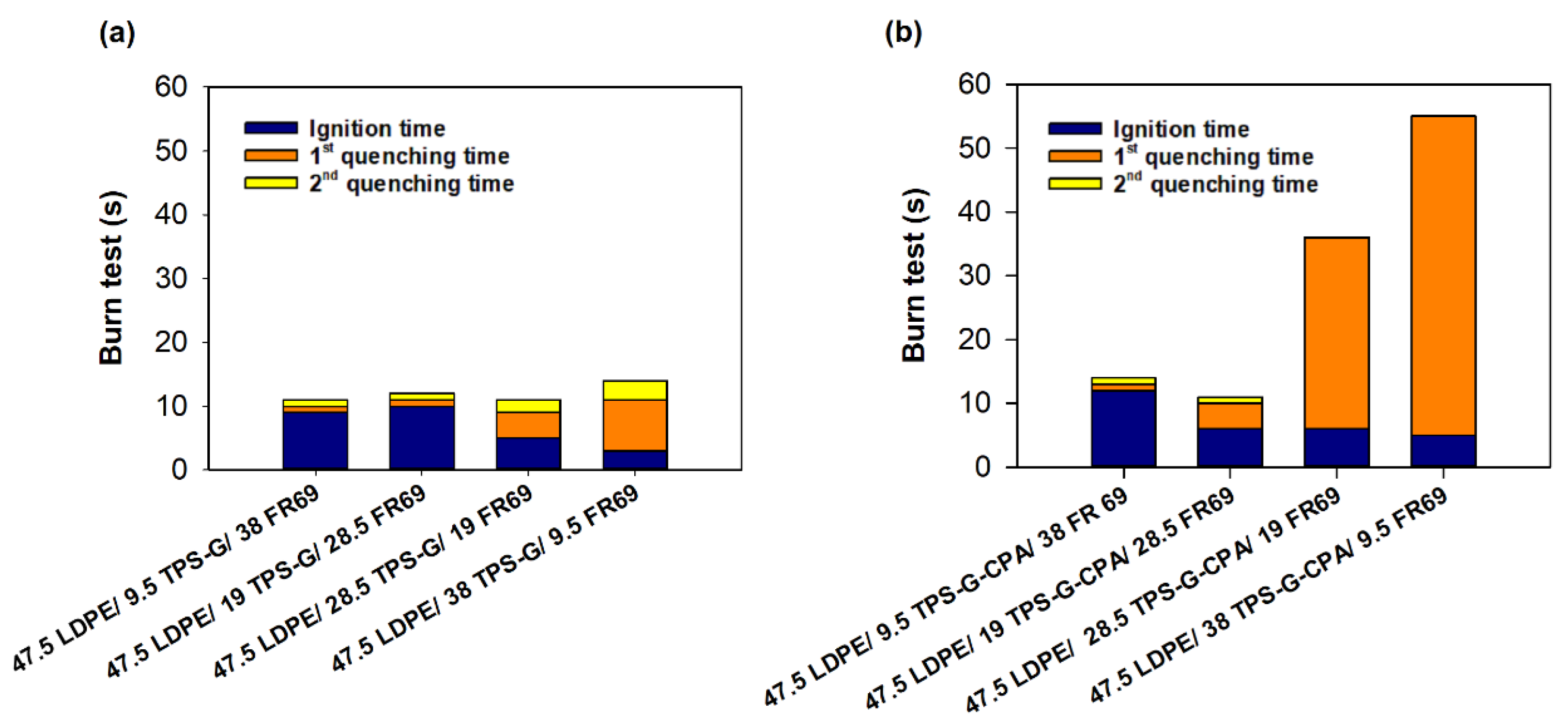
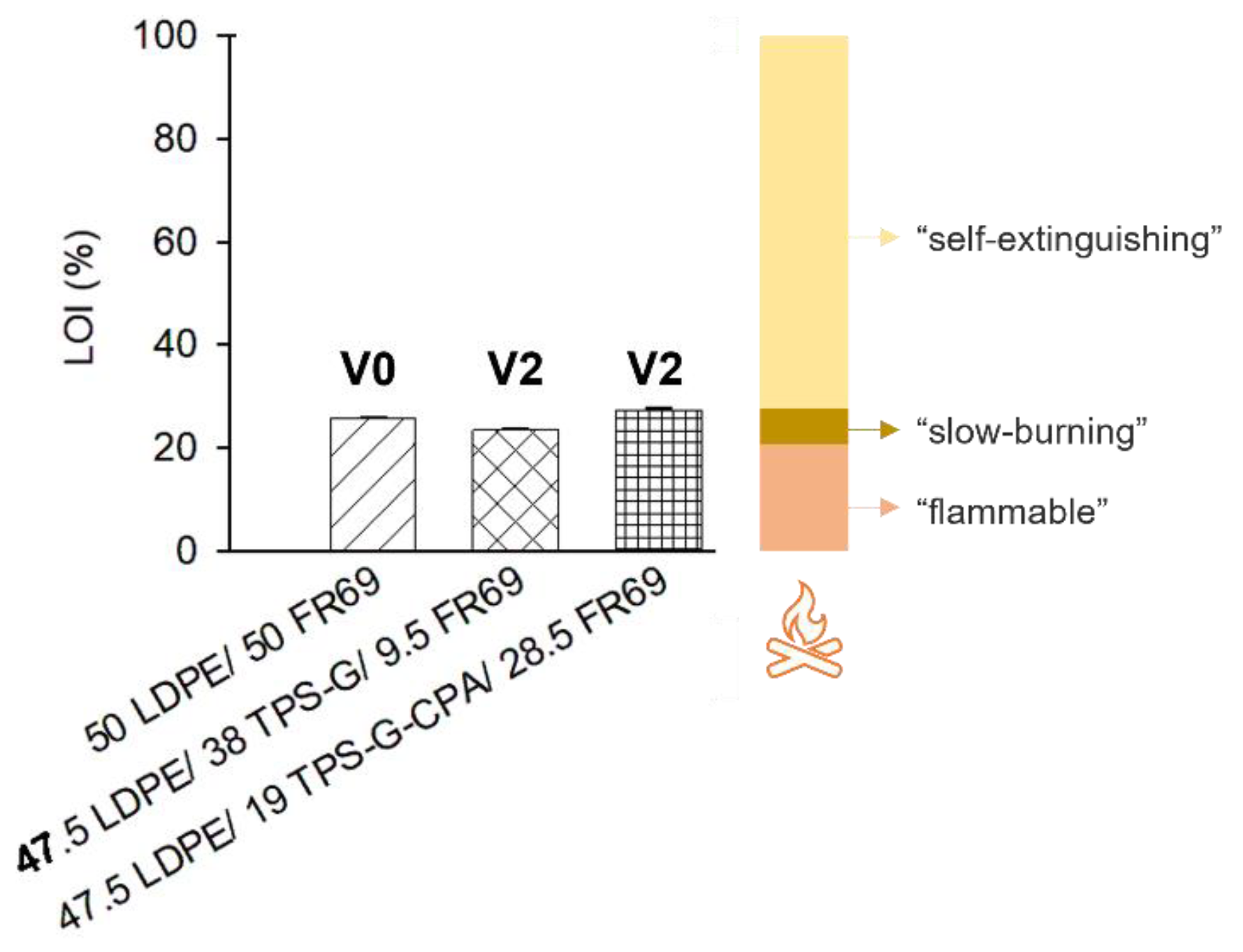
3.3. Fire Behavior
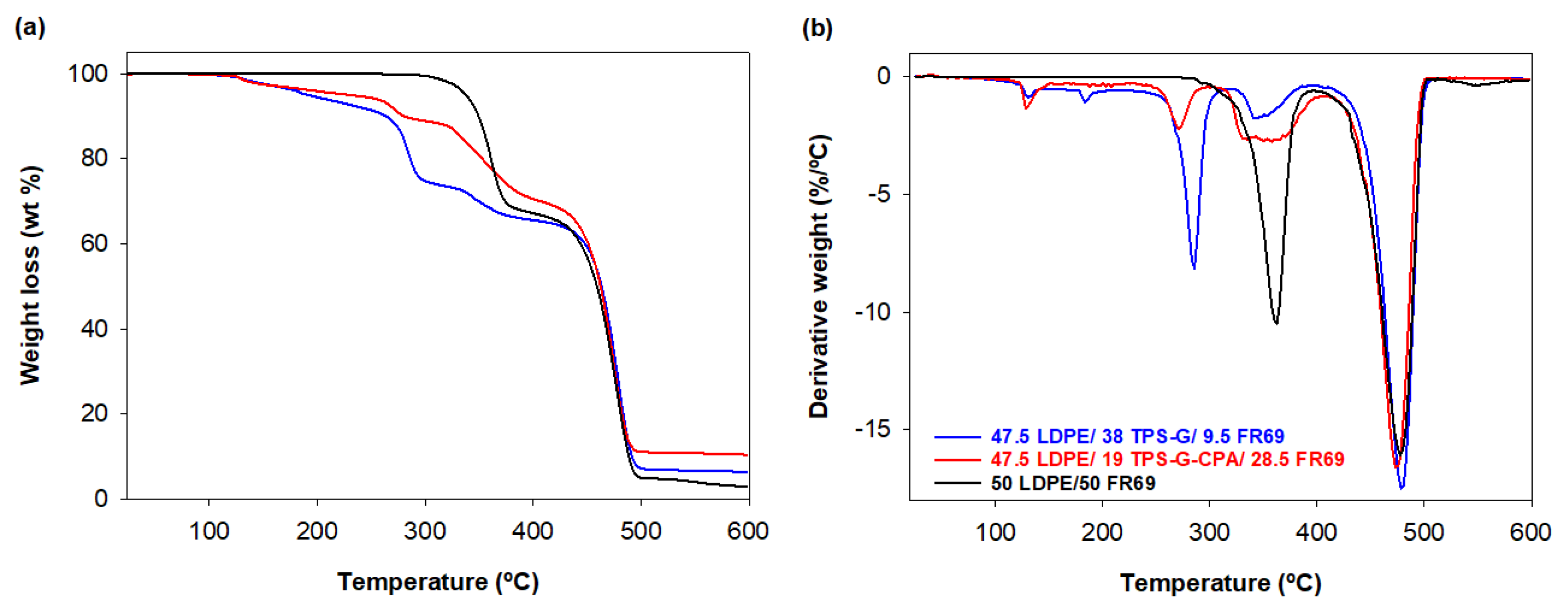
3.4. Thermal Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ghomi, E.R.; Khosravi, F.; Mossayebi, Z.; Ardahaei, A.S.; Dehaghi, F.M.; Khorasani, M.; Neisiany, R.E.; Das, O.; Marani, A.; Mensah, R.A.; et al. The Flame Retardancy of Polyethylene Composites: From Fundamental Concepts to Nanocomposites. Molecules 2020, 25, 5157. [Google Scholar] [CrossRef]
- Yao, Z.; Seong, H.J.; Jang, Y.S. Environmental Toxicity and Decomposition of Polyethylene. Ecotoxicol. Environ. Saf. 2022, 242, 113933. [Google Scholar] [CrossRef]
- Li, D.; Zhou, L.; Wang, X.; He, L.; Yang, X. Effect of Crystallinity of Polyethylene with Different Densities on Breakdown Strength and Conductance Property. Materials 2019, 12, 1746. [Google Scholar] [CrossRef]
- Shih, Y.F.; Chen, Y.H.; Lai, S.Y.; Chen, Y.X.; Wang, S.C.; Zhang, S.P. The Effect of Thermal, Flammability, and Mechanical Properties of Wood Plastic Composites Made from Recycled Food-Packaging LDPE and Eco-Friendly Phytic Acid. Int. J. Appl. Sci. Eng. 2021, 18, 1–8. [Google Scholar] [CrossRef]
- Crippa, M.; De Wilde, B.; Koopmans, R.; Leyssens, J.; Muncke, J.; Ritschkoff, A.C.; Van Doorsselaer, K.; Velis, C.; Wagner, M. A Circular Economy for Plastics: Insights from Research and Innovation to Inform Policy and Funding Decisions; Publications Office of the European Union: Luxembourg, 2019; ISBN 9789279984297. [Google Scholar]
- Low Density Polyethylene Market Size & Share Analysis—Growth Trends & Forecasts (2023–2028). Available online: https://www.Mordorintelligence.Com/Industry-Reports/Low-Density-Polyethylene-Market (accessed on 9 May 2023).
- Feng, X.; Wang, Z.; Ma, H.; Dang, B.; Li, J. A New Bio-Based Flame Retardant Simply Synthesized: Improving the Flame Retardancy and Thermal Stability of Low-Density Polyethylene Together with Melamine Cyanurate. J. Appl. Polym. Sci. 2023, 140, e53953. [Google Scholar] [CrossRef]
- Zhou, Y.; Peng, S.; Hu, J.; He, J. Polymeric Insulation Materials for HVDC Cables: Development, Challenges and Future Perspective. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 1308–1318. [Google Scholar] [CrossRef]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.M.; Dubois, P. New Prospects in Flame Retardant Polymer Materials: From Fundamentals to Nanocomposites. Mater. Sci. Eng. R Rep. 2009, 63, 100–125. [Google Scholar] [CrossRef]
- Altun, Y.; Doğan, M.; Bayramlı, E. The Effect of Red Phosphorus on the Fire Properties of Intumescent Pine Wood Flour—LDPE Composites. Fire Mater. 2016, 40, 697–703. [Google Scholar] [CrossRef]
- Venier, M.; Salamova, A.; Hites, R.A. Halogenated Flame Retardants in the Great Lakes Environment. Acc. Chem. Res. 2015, 48, 1853–1861. [Google Scholar] [CrossRef]
- Hobbs, C.E. Recent Advances in Bio-Based Flame Retardant Additives for Synthetic Polymeric Materials. Polymers 2019, 11, 224. [Google Scholar] [CrossRef]
- Wang, M.; Yin, G.Z.; Yang, Y.; Fu, W.; Díaz Palencia, J.L.; Zhao, J.; Wang, N.; Jiang, Y.; Wang, D.Y. Bio-Based Flame Retardants to Polymers: A Review. Adv. Ind. Eng. Polym. Res. 2022, 6, 132–155. [Google Scholar] [CrossRef]
- Alongi, J.; Poskovic, M.; Visakh, P.N.; Frache, A.; Malucelli, G. Cyclodextrin Nanosponges as Novel Green Flame Retardants for PP, LLDPE and PA6. Carbohydr. Polym. 2012, 88, 1387–1394. [Google Scholar] [CrossRef]
- Prasad, V.S.; Pillai, C.K.S. Flame Retardation of Polyethylene: Effect of a Phosphorus Flame Retardant Having Both Hydrophobic and Hydrophilic Groups in the Same Molecule. J. Appl. Polym. Sci. 2000, 77, 2631–2640. [Google Scholar] [CrossRef]
- Kormin, S.; Kormin, F.; Beg, M.D.H.; Piah, M.B.M. Physical and Mechanical Properties of LDPE Incorporated with Different Starch Sources. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Melaka, Malaysia, 14 August 2017; Volume 226. [Google Scholar]
- Nafchi, A.M.; Moradpour, M.; Saeidi, M.; Alias, A.K. Thermoplastic Starches: Properties, Challenges, and Prospects. Starch/Staerke 2013, 65, 61–72. [Google Scholar] [CrossRef]
- Guarás, M.P.; Menossi, M.; Nicolini, A.T.; Alvarez, V.A.; Ludueña, L.N. Bio-Nanocomposites Films Based on Unmodified and Modified Thermoplastic Starch Reinforced with Chemically Modified Nanoclays. J. Mater. Sci. 2023, 58, 5456–5476. [Google Scholar] [CrossRef]
- Radfar, R.; Hosseini, H.; Farhoodia, M.; Średnicka-Toberd, D.; Ghasemie, I.; Fathif, M.; Khaneghahg, A.M. Factors Affecting Mechanical Properties of Low-Density Polyethylene (LDPE)/Starch Blends: A Review. Carpathian J. Food Sci. Technol. 2020, 12, 6–26. [Google Scholar]
- Kaboorani, A.; Gray, N.; Hamzeh, Y.; Abdulkhani, A.; Shirmohammadli, Y. Tailoring the Low-Density Polyethylene—Thermoplastic Starch Composites Using Cellulose Nanocrystals and Compatibilizer. Polym. Test. 2021, 93, 107007. [Google Scholar] [CrossRef]
- UL 94:2013; Tests for Flammability of Plastic Materials for Parts in Devices and Appliances. Underwriters Laboratories: Northbrook, IL, USA, 2013.
- UNE EN ISO 4589-2:2017; Plastics—Determination of Burning Behaviour by Oxygen Index—Part 2: Ambient-Temperature Test (ISO 4589-2:2017). Asociación Española de Normalización: Madrid, Spain, 2017.
- EN ISO 5660-1:2015; Reaction-to-Fire Tests—Heat Release, Smoke Production and Mass Loss Rate—Part 1: Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement). International Organization for Standardization: Geneva, Switzerland, 2015.
- Wang, D.; Wang, Y.; Li, T.; Zhang, S.; Ma, P.; Shi, D.; Chen, M.; Dong, W. A Bio-Based Flame-Retardant Starch Based on Phytic Acid. ACS Sustain. Chem. Eng. 2020, 8, 10265–10274. [Google Scholar] [CrossRef]
- Pigłowska, M.; Kurc, B.; Rymaniak, Ł. Starch as the Flame Retardant for Electrolytes in Lithium-Ion Cells. Materials 2022, 15, 523. [Google Scholar] [CrossRef]
- Xia, Y.; Chai, W.; Liu, Y.; Su, X.; Liao, C.; Gao, M.; Li, Y.; Zheng, Z. Facile Fabrication of Starch-Based, Synergistic Intumescent and Halogen-Free Flame Retardant Strategy with Expandable Graphite in Enhancing the Fire Safety of Polypropylene. Ind. Crops Prod. 2022, 184, 115002. [Google Scholar] [CrossRef]
- Matzen, M.; Kandola, B.; Huth, C.; Schartel, B. Bernhard Schartel Influence of Flame Retardants on the Melt Dripping Behaviour of Thermoplastic Polymers. Materials 2015, 8, 5621–5646. [Google Scholar] [CrossRef] [PubMed]
- Rajandas, H.; Parimannan, S.; Sathasivam, K.; Ravichandran, M.; Yin, L.S. A Novel FTIR-ATR Spectroscopy Based Technique for the Estimation of Low-Density Polyethylene Biodegradation. Polym. Test. 2012, 31, 1094–1099. [Google Scholar] [CrossRef]
- Mendes, J.F.; Paschoalin, R.T.; Carmona, V.B.; Sena Neto, A.R.; Marques, A.C.P.; Marconcini, J.M.; Mattoso, L.H.C.; Medeiros, E.S.; Oliveira, J.E. Biodegradable Polymer Blends Based on Corn Starch and Thermoplastic Chitosan Processed by Extrusion. Carbohydr. Polym. 2016, 137, 452–458. [Google Scholar] [CrossRef] [PubMed]
- Oromiehie, A.R.; Lari, T.T.; Rabiee, A. Physical and Thermal Mechanical Properties of Corn Starch/LDPE Composites. J. Appl. Polym. Sci. 2013, 127, 1128–1134. [Google Scholar] [CrossRef]
- Oner, B.; Gokkurt, T.; Aytac, A. Studies On Compatibilization Of Recycled Polyethylene/Thermoplastic Starch Blends By Using Different Compatibilizer. Open Chem. 2019, 17, 557–563. [Google Scholar] [CrossRef]
- Martins, A.B.; Cattelan, A.K.; Santana, R.M.C. How the Compatibility between Polyethylene and Thermoplastic Starch Can Be Improved by Adding Organic Acids? Polym. Bull. 2018, 75, 2197–2212. [Google Scholar] [CrossRef]
- Schinazi, G.; Price, E.J.; Schiraldi, D.A. Chapter 3—Fire Testing Methods of Bio-Based Flame-Retardant Polymeric Materials. In Bio-Based Flame-Retardant Technology for Polymeric Materials; Hu, Y., Nabipour, H., Wang, X., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 61–95. ISBN 978-0-323-90771-2. [Google Scholar]
- Haurie, L.; Fernández, A.I.; Velasco, J.I.; Chimenos, J.M.; Lopez Cuesta, J.M.; Espiell, F. Thermal Stability and Flame Retardancy of LDPE/EVA Blends Filled with Synthetic Hydromagnesite/Aluminium Hydroxide/Montmorillonite and Magnesium Hydroxide/Aluminium Hydroxide/Montmorillonite Mixtures. Polym. Degrad. Stab. 2007, 92, 1082–1087. [Google Scholar] [CrossRef]
- Chen, D.; Zhang, Y.; He, J.; Li, X. Making Polycarbonate Flame Retardant: Flame Retardant Selection and Calorimetric Analyses. Polym. Test. 2023, 117, 107876. [Google Scholar] [CrossRef]
- Shang, S.; Yuan, B.; Sun, Y.; Chen, G.; Huang, C.; Yu, B.; He, S.; Dai, H.; Chen, X. Facile Preparation of Layered Melamine-Phytate Flame Retardant via Supramolecular Self-Assembly Technology. J. Colloid. Interface Sci. 2019, 553, 364–371. [Google Scholar] [CrossRef]
- Vargün, E.; Sisli, Z.; Yilmaz, F.; Baş Sermenli, H. The Effects of Citric Acid and Stearic Acid Compatibilizers on the Degradation Behavior of TPS/LDPE Blends for Mulch Films Sitrik Asit ve Stearik Asit Uyumlaştırıcılarının TPN/AYPE Karışımı Malç Filmlerinin Bozunma Davranışı Üzerine Etkileri. Hacet. J. Biol. Chem. 2016, 44, 463–476. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Potato Starch (wt%) | Glycerol (wt%) | Distilled Water (wt%) | CPA (wt%) |
|---|---|---|---|---|
| TPS-G | 62.5 | 25.0 | 12.5 | -- |
| TPS-G-CPA | 50.0 | 20.0 | 10.0 | 20.0 |
| Sample | LDPE (wt%) | TPS g or TPS-G-CPA (wt%) | FR69 (wt%) | PE-g-MA (wt%) |
|---|---|---|---|---|
| 50 LDPE/50 FR69 | 50 | 0 | 50 | 0 |
| 47.5 LDPE/9.5 TPS-G (or TPS-G-CPA)/38 FR69 | 47.5 | 9.5 | 38 | 5 |
| 47.5 LDPE/19 TPS-G (or TPS-G-CPA)/28.5 FR69 | 47.5 | 19 | 28.5 | 5 |
| 47.5 LDPE/28.5 TPS-G (or TPS-G-CPA)/19 FR69 | 47.5 | 28.5 | 19 | 5 |
| 47.5 LDPE/38 TPS-G (or TPS-G-CPA)/9.5 FR69 | 47.5 | 38 | 9.5 | 5 |
| Sample | 50 LDPE/50 FR69 | 47.5 LDPE/38 TPS-G/9.5 FR69 | 47.5 LDPE/19 TPS-G-CPA/28.5 FR69 |
|---|---|---|---|
| pHRR (kW/m2) | 651.56 | 621.48 | 663.01 |
| tpHRR (s) | 453.3 | 325.0 | 808.0 |
| THR (MJ/m2) | 25.56 | 34.25 | 32.27 |
| TTI (s) | 46.3 | 22.3 | 27.7 |
| EHC (MJ/kg) | 14.97 | 14.12 | 10.00 |
| MARHE (kW/m2) | 184.83 | 229.08 | 200.19 |
| FPI (m2/kW) | 0.07 | 0.04 | 0.04 |
| FGI (kW/m2·s) | 1.44 | 1.91 | 0.82 |
| Sample | T5wt% (°C) a | T10wt% (°C) b | CR600°C (%) c |
|---|---|---|---|
| 50 LDPE/50 FR69 | 337.9 | 349.4 | 3.0 |
| 47.5 LDPE/38 TPS-G/9.5 FR69 | 191.7 | 264.3 | 6.5 |
| 47.5 LDPE/19 TPS-G-CPA/28.5 FR69 | 230.6 | 281.2 | 10.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carvalho, B.O.; Gonçalves, L.P.C.; Mendonça, P.V.; Pereira, J.P.; Serra, A.C.; Coelho, J.F.J. Replacing Harmful Flame Retardants with Biodegradable Starch-Based Materials in Polyethylene Formulations. Polymers 2023, 15, 4078. https://doi.org/10.3390/polym15204078
Carvalho BO, Gonçalves LPC, Mendonça PV, Pereira JP, Serra AC, Coelho JFJ. Replacing Harmful Flame Retardants with Biodegradable Starch-Based Materials in Polyethylene Formulations. Polymers. 2023; 15(20):4078. https://doi.org/10.3390/polym15204078
Chicago/Turabian StyleCarvalho, Bárbara O., Luís P. C. Gonçalves, Patrícia V. Mendonça, João P. Pereira, Arménio C. Serra, and Jorge F. J. Coelho. 2023. "Replacing Harmful Flame Retardants with Biodegradable Starch-Based Materials in Polyethylene Formulations" Polymers 15, no. 20: 4078. https://doi.org/10.3390/polym15204078
APA StyleCarvalho, B. O., Gonçalves, L. P. C., Mendonça, P. V., Pereira, J. P., Serra, A. C., & Coelho, J. F. J. (2023). Replacing Harmful Flame Retardants with Biodegradable Starch-Based Materials in Polyethylene Formulations. Polymers, 15(20), 4078. https://doi.org/10.3390/polym15204078