
Optimization of Cellulose Nanofiber Loading and Processing Conditions during Melt Extrusion of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Bionanocomposites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. P(HB-co-11% HHx) Bionanocomposite Fabrication and Molding
2.3. Characterization of P(HB-co-11% HHx) Bionanocomposite
2.3.1. Mechanical Analysis
2.3.2. Experimental Design and Optimization
2.3.3. Thermal Stability Analysis
2.3.4. X-ray Diffraction Analysis
3. Results and Discussion
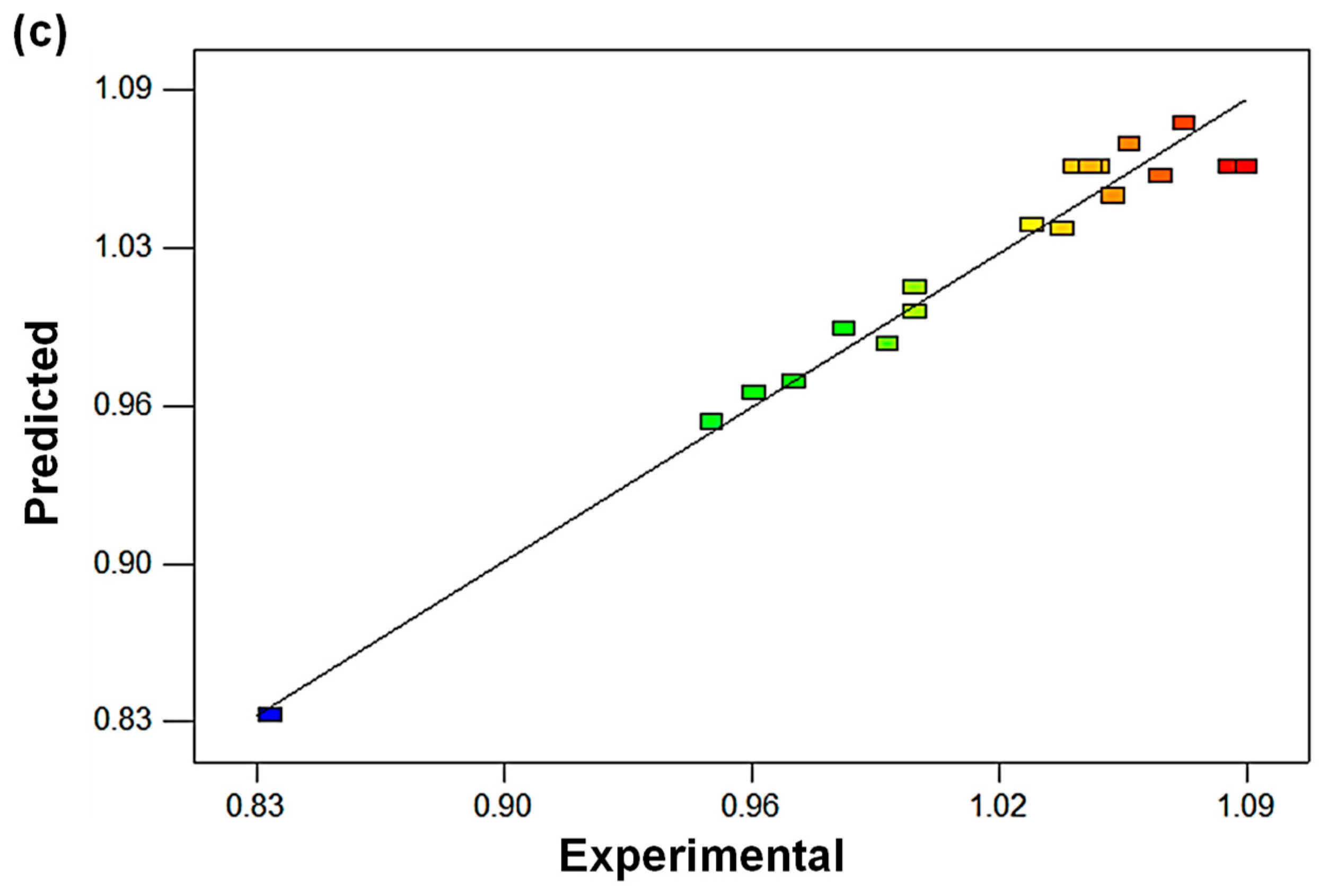
3.1. Response Surface Model Analysis
0.22 X1X3−1.15 X2X3
+ 0.43 X1X3 − 0.33 X2X3
X32 + 0.0085 X1X2 + 0.012 X1X3 − 0.007963 X2X3
− 0.011550 (Temperature)2 + 0.006125 (CNF content)(Rotational speed)
− 0.011 (CNF content)(Temperature) − 0.0059 (Rotational speed)(Temperature)
(Temperature) + 0.071529 (CNF content)2 + 0.000773649 (Rotational speed)2
−0.015414 (Temperature)2 + 0.00225 (CNF content)(Rotational speed) + 0.021250 (CNF content)(Temperature) − 0.00327 (Rotational speed)(Temperature)
(Temperature) − 0.0019907 (CNF content)2 − 0.0000471284 (Rotational speed)2 − 0.000373378 (Temperature)2 + 0.000425 (CNF content)(Rotational
speed) + 0.000575 (CNF content)(Temperature) − 0.000075 (Rotational
speed)(Temperature)
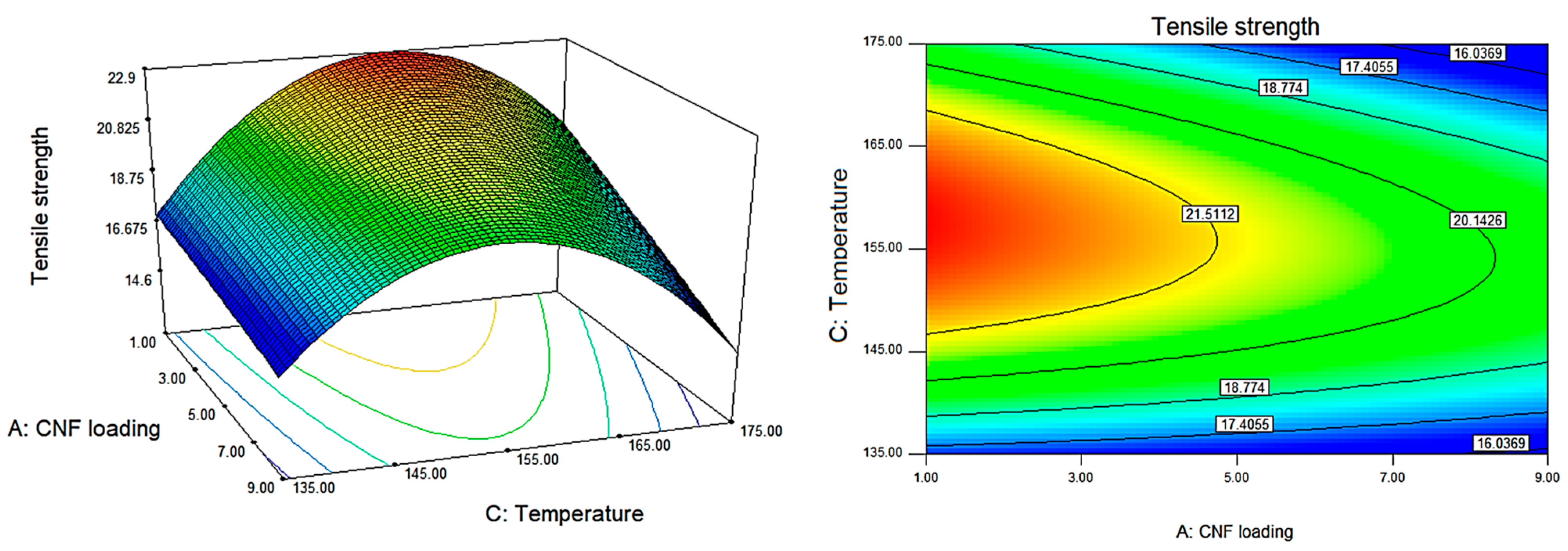
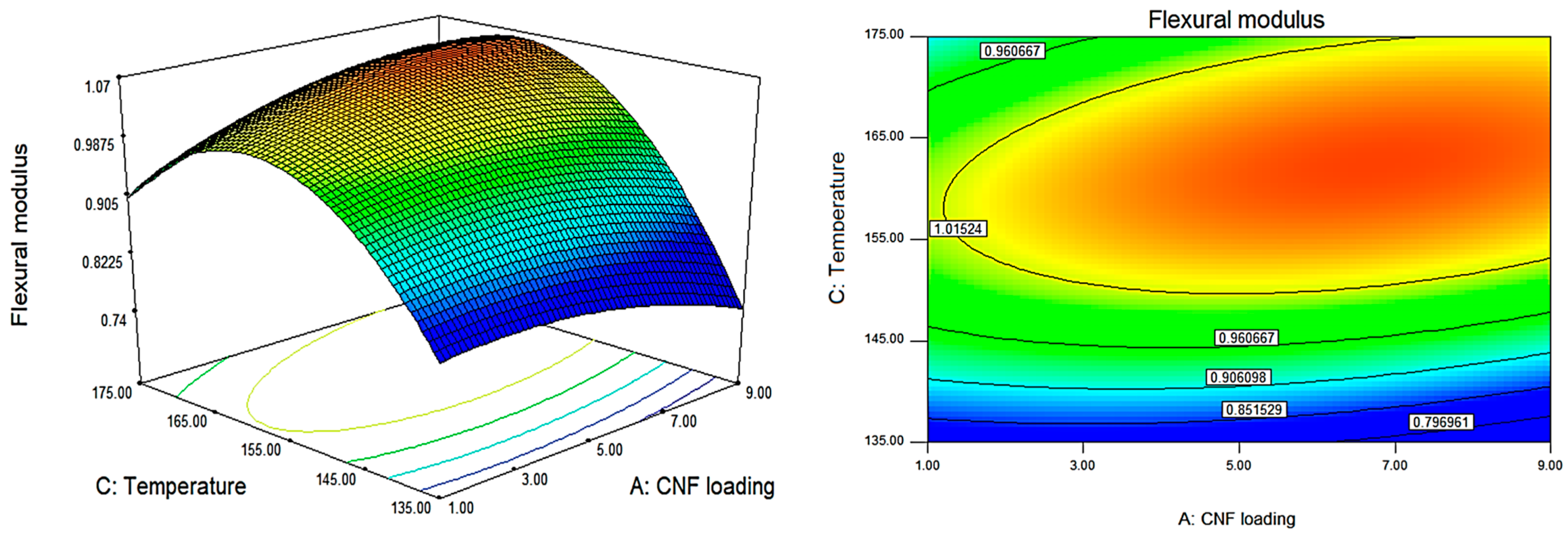
3.2. Effect of Melt-Extrusion Processing Conditions on Mechanical Properties of P(Hb-Co-11% HHx)/CNF Bionanocomposites
3.3. Response Surface Optimization of P(HB-co-11% HHx)/CNF Bionanocomposites
3.4. Validation Experiment
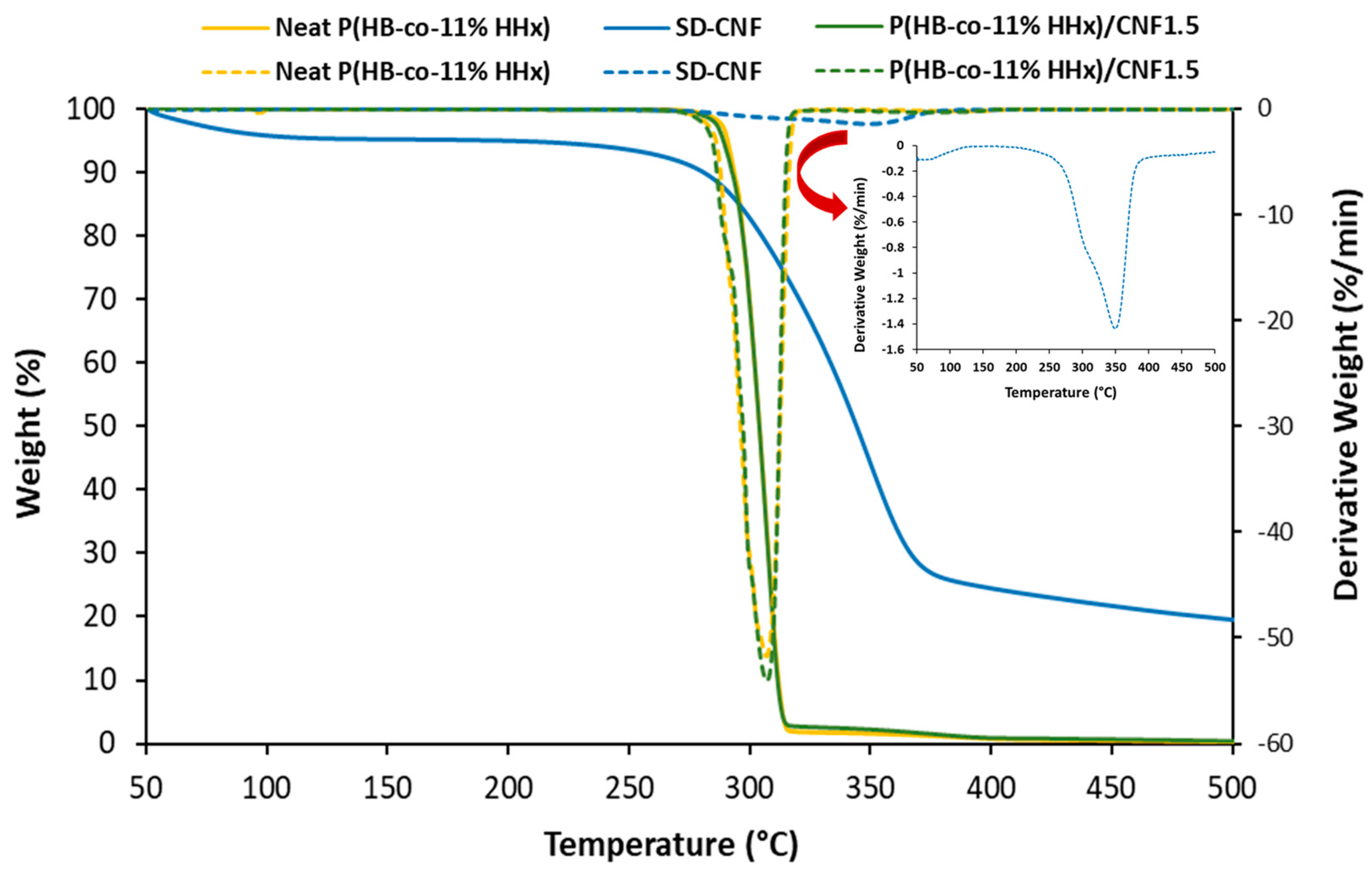
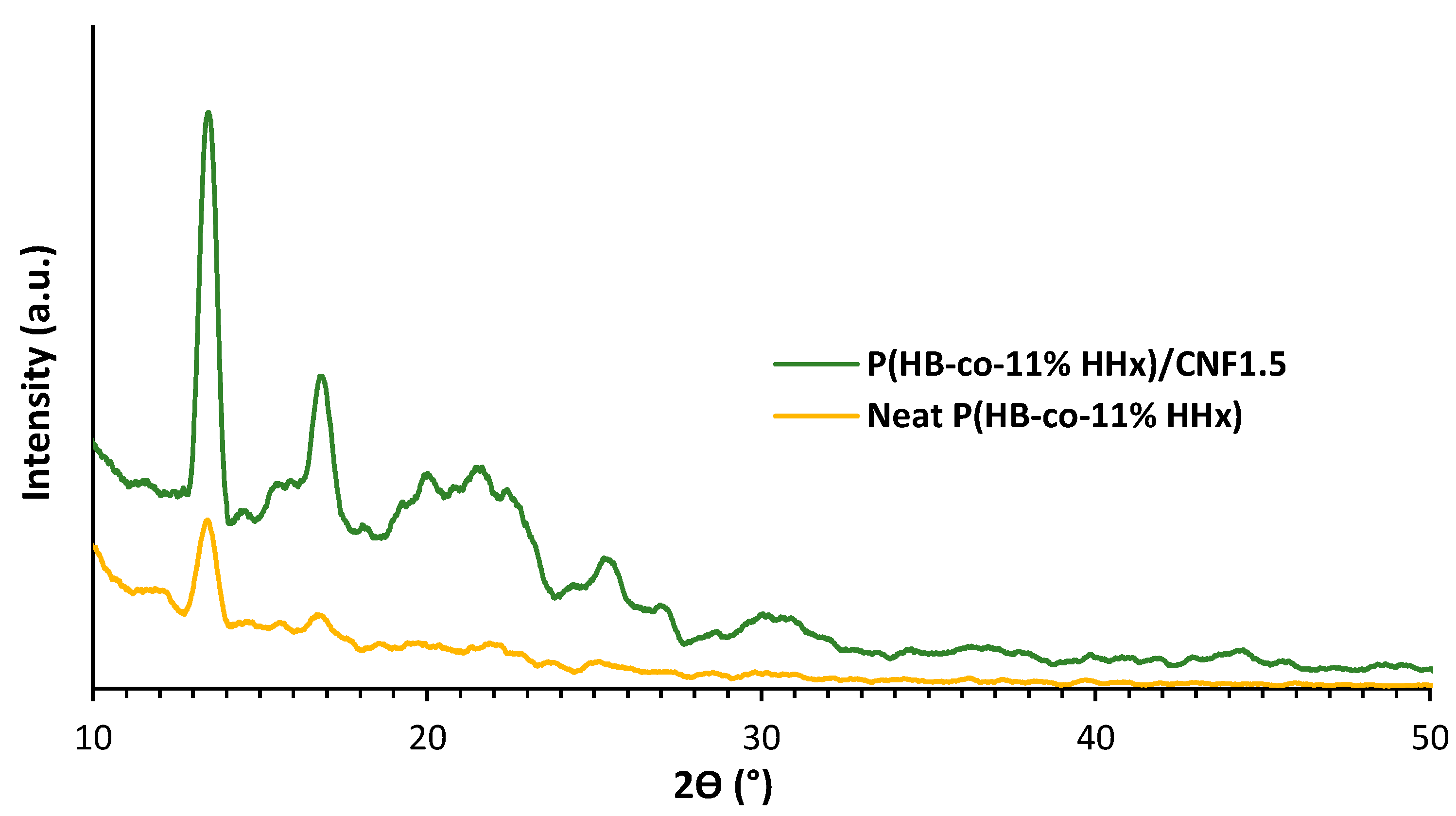
3.5. Effect of CNF on Thermal Stability and Crystallinity Properties of P(HB-co-11% HHx)/CNF Bionanocomposites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, H.L.; Nath, T.K.; Chong, S.; Foo, V.; Gibbins, C.; Lechner, A.M. The Plastic Waste Problem in Malaysia: Management, Recycling and Disposal of Local and Global Plastic Waste. SN Appl. Sci. 2021, 3, 437. [Google Scholar] [CrossRef]
- Jambeck, J.R.; Geyer, R.; Wilcox, C.; Siegler, T.R.; Perryman, M.; Andrady, A.; Narayan, R.; Law, K.L. The Ocean. Mar. Pollut. 2015, 347, 768–771. [Google Scholar] [CrossRef]
- Naser, A.Z.; Deiab, I.; Darras, B.M. Poly(Lactic Acid) (PLA) and Polyhydroxyalkanoates (PHAs), Green Alternatives to Petroleum-Based Plastics: A Review. RSC Adv. 2021, 11, 17151–17196. [Google Scholar] [CrossRef]
- Kaniuk, Ł.; Stachewicz, U. Development and Advantages of Biodegradable PHA Polymers Based on Electrospun PHBV Fibers for Tissue Engineering and Other Biomedical Applications. ACS Biomater. Sci. Eng. 2021, 7, 5339–5362. [Google Scholar] [CrossRef]
- Ojumu, T.V.; Yu, J.; Solomon, B.O. Production of Polyhydroxyalkanoates, a Bacterial Biodegradable Polymer. Afr. J. Biotechnol. 2004, 3, 18–24. [Google Scholar] [CrossRef] [Green Version]
- Rivera-Briso, A.L.; Serrano-Aroca, Á. Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate): Enhancement Strategies for Advanced Applications. Polymers. 2018, 10, 732. [Google Scholar] [CrossRef] [Green Version]
- Gumel, A.M.; Annuar, M.S.M. Nanocomposites of Polyhydroxylalkanoates (PHAs). In RSC Green Chemistry; Roy, I., Visakh, P., Eds.; Royal Society of Chemistry: Cambridge, UK, 2015; pp. 98–118. ISBN 1757-7039. [Google Scholar]
- Li, Z.; Yang, J.; Loh, X.J. Polyhydroxyalkanoates: Opening Doors for a Sustainable Future. NPG Asia Mater. 2016, 8, e265. [Google Scholar] [CrossRef]
- Zhang, Q.; Liu, Q.; Mark, J.E.; Noda, I. A Novel Biodegradable Nanocomposite Based on Poly (3-Hydroxybutyrate-Co-3-Hydroxyhexanoate) and Silylated Kaolinite/Silica Core-Shell Nanoparticles. Appl. Clay Sci. 2009, 46, 51–56. [Google Scholar] [CrossRef]
- Corrado, I.; Abdalrazeq, M.; Pezzella, C.; Di Girolamo, R.; Porta, R.; Sannia, G.; Giosafatto, C.V.L. Design and Characterization of Poly (3-Hydroxybutyrate-Co-Hydroxyhexanoate) Nanoparticles and Their Grafting in Whey Protein-Based Nanocomposites. Food Hydrocoll. 2021, 110, 106167. [Google Scholar] [CrossRef]
- Puppi, D.; Morelli, A.; Chiellini, F. Additive Manufacturing of Poly(3-Hydroxybutyrate-Co-3-Hydroxyhexanoate)/ Poly(ε-Caprolactone) Blend Scaffolds for Tissue Engineering. Bioengineering 2017, 4, 49. [Google Scholar] [CrossRef]
- Vanheusden, C.; Samyn, P.; Goderis, B.; Hamid, M.; Reddy, N.; Ethirajan, A.; Peeters, R.; Buntinx, M. Extrusion and Injection Molding of Poly(3-Hydroxybutyrate-Co-3-Hydroxyhexanoate) (Phbhhx): Influence of Processing Conditions on Mechanical Properties and Microstructure. Polymers 2021, 13, 4012. [Google Scholar] [CrossRef] [PubMed]
- Rebia, R.A.; Rozet, S.; Tamada, Y.; Tanaka, T. Biodegradable PHBH/PVA Blend Nanofibers: Fabrication, Characterization, in Vitro Degradation, and in Vitro Biocompatibility. Polym. Degrad. Stab. 2018, 154, 124–136. [Google Scholar] [CrossRef]
- Nogi, M.; Kim, C.; Sugahara, T.; Inui, T.; Takahashi, T. High Thermal Stability of Optical Transparency in Cellulose Nanofiber Paper. Appl. Phys. Lett. 2013, 102, 181911. [Google Scholar] [CrossRef] [Green Version]
- Nogi, M.; Iwamoto, S.; Nakagaito, A.N.; Yano, H. Optically Transparent Nanofiber Paper. Adv. Mater. 2009, 21, 1595–1598. [Google Scholar] [CrossRef]
- Giubilini, A.; Sciancalepore, C.; Messori, M.; Bondioli, F. New Biocomposite Obtained Using Poly (3-Hydroxybutyrate-Co-3-Hydroxyhexanoate) (PHBH) and Micro Fi Brillated Cellulose. J. Appl. Polym. Sci. 2020, 137, 48953. [Google Scholar] [CrossRef]
- Valentini, F.; Dorigato, A.; Rigotti, D.; Pegoretti, A. Polyhydroxyalkanoates/Fibrillated Nanocellulose Composites for Additive Manufacturing. J. Polym. Environ. 2019, 27, 1333–1341. [Google Scholar] [CrossRef]
- Yasim-Anuar, T.A.T.; Sharip, N.S.; Megashah, L.N.; Ariffin, H.; Nor, N.A.M. Cellulose Nanofibers from Waste Paper and Their Utilization as Reinforcement Materials in Poly((R)-3-Hydroxybutyrate-Co-(R)3-Hydroxyhexanoate Bionanocomposite. Pertanika J. Sci. Technol. 2020, 28, 259–271. [Google Scholar] [CrossRef]
- Lee, J.; Hikima, Y.; Sekiguchi, T.; Ohshima, M. Thermal, Rheological, and Mechanical Properties of Cellulose Nanofiber (CNF) and Poly(3-Hydroxybutyrate-Co-3-Hydroxyhexanoate) (PHBH) Biopolymer Nanocomposites. Cellulose 2022, 29, 3901–3913. [Google Scholar] [CrossRef]
- Andrade Pizarro, R.D.; Skurtys, O.; Osorio-Lira, F. Effect of Cellulose Nanofibers Concentration on Mechanical, Optical, and Barrier Properties of Gelatin-Based Edible Films. Dyna 2015, 82, 219–226. [Google Scholar] [CrossRef]
- Shazleen, S.S.; Yasim-Anuar, T.A.T.; Ibrahim, N.A.; Hassan, M.A.; Ariffin, H. Functionality of Cellulose Nanofiber as Bio-Based Nucleating Agent and Nano-Reinforcement Material to Enhance Crystallization and Mechanical Properties of Polylactic Acid Nanocomposite. Polymers 2021, 13, 389. [Google Scholar] [CrossRef]
- Yasim-Anuar, T.A.T.; Ariffin, H.; Norrrahim, M.N.F.; Hassan, M.A.; Andou, Y.; Tsukegi, T.; Nishida, H. Well-Dispersed Cellulose Nanofiber in Low Density Polyethylene Nanocomposite by Liquid-Assisted Extrusion. Polymers 2020, 12, 927. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rabothata, M.; Muthu, J.; Wegner, L. Optimum Design Parameters and Mechanical Properties of Polymeric Nanocomposites Using NSGA-II Optimization Method. J. Compos. Mater. 2020, 55, 949–972. [Google Scholar] [CrossRef]
- Berrabah, I.; Dehouche, N.; Kaci, M.; Bruzaud, S.; Deguines, C.H.; Delaite, C. Morphological, Crystallinity and Thermal Stability Characterization of Poly(3-Hydroxybutyrate-Co-3-Hydroxyhexanoate)/Zinc Oxide Nanoparticles Bionanocomposites: Effect of Filler Content. Mater. Today Proc. 2022, 53, 223–227. [Google Scholar] [CrossRef]
- Sharip, N.S.; Ariff, H.; Andou, Y.; Shirosaki, Y.; Bahrin, E.K.; Jawaid, M.; Tahir, P.M.; Ibrahim, N.A. Process Optimization of Ultra-High Molecular Weight Polyethylene / Cellulose Nanofiber Bionanocomposites in Triple Screw Kneading Extruder by Response. Molecules 2020, 25, 4498. [Google Scholar] [CrossRef]
- Azeredo, H.M.C.; Mattoso, L.H.C.; Avena-Bustillos, R.J.; Filho, G.C.; Munford, M.L.; Wood, D.; McHugh, T.H. Nanocellulose Reinforced Chitosan Composite Films as Affected by Nanofiller Loading and Plasticizer Content. J. Food Sci. 2010, 75, N1–N7. [Google Scholar] [CrossRef] [PubMed]
- Ghelich, R.; Jahannama, M.R.; Abdizadeh, H.; Torknik, F.S.; Vaezi, M.R. Central Composite Design (CCD)-Response Surface Methodology (RSM) of Effective Electrospinning Parameters on PVP-B-Hf Hybrid Nanofibrous Composites for Synthesis of HfB 2 -Based Composite Nanofibers. Compos. Part B Eng. 2019, 166, 527–541. [Google Scholar] [CrossRef]
- Bagheri, V.; Ghanbarzadeh, B.; Ayaseh, A.; Ostadrahimi, A.; Ehsani, A.; Alizadeh-Sani, M.; Adun, P.A. The Optimization of Physico-Mechanical Properties of Bionanocomposite Films Based on Gluten/Carboxymethyl Cellulose/Cellulose Nanofiber Using Response Surface Methodology. Polym. Test. 2019, 78, 105989. [Google Scholar] [CrossRef]
- Zhou, J.; Ma, X.; Li, J.; Zhu, L. Preparation and Characterization of a Bionanocomposite from Poly (3-Hydroxybutyrate-Co-3-Hydroxyhexanoate) and Cellulose Nanocrystals. Cellulose 2019, 26, 979–990. [Google Scholar] [CrossRef]
- Post, W.; Kuijpers, L.J.; Zijlstra, M.; van der Zee, M.; Molenveld, K. Effect of Mineral Fillers on the Mechanical Properties of Commercially Available Biodegradable Polymers. Polymers 2021, 13, 394. [Google Scholar] [CrossRef]
- Montano-Herrera, L.; Pratt, S.; Arcos-Hernandez, M.V.; Halley, P.J.; Lant, P.A.; Werker, A.; Laycock, B. In-Line Monitoring of Thermal Degradation of PHA during Melt-Processing by Near-Infrared Spectroscopy. New Biotechnol. 2014, 31, 357–363. [Google Scholar] [CrossRef]
- Lin, P.; Xu, Q.; Cheng, S.; Li, X.; Zhao, Z.; Sun, S.; Peng, C.; Joy, A.; Wang, S.Q. Effects of Molecular Weight Reduction on Brittle-Ductile Transition and Elastic Yielding Due to Noninvasive Irradiation on Polymer Glasses. Macromolecules 2017, 50, 2447–2455. [Google Scholar] [CrossRef]
- Song, Y.; Deng, J.; Xu, Z.; Nie, Y.; Lan, Z. Effect of Thermal Aging on Mechanical Properties and Color Difference of Glass Fiber/Polyetherimide (GF/PEI) Composites. Polymers 2022, 14, 67. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | CNF Loading (wt.%), X1 | Rotational Speed (rpm), X2 | Temperature (°C), X3 | |||
|---|---|---|---|---|---|---|
| Coded | Actual | Coded | Actual | Coded | Actual | |
| 1 | 0 | 5 | 2 | 60 | 0 | 155 |
| 2 | 0 | 5 | 0 | 40 | 0 | 155 |
| 3 | 0 | 5 | 0 | 40 | 0 | 155 |
| 4 | –2 | 1 | 0 | 40 | 0 | 155 |
| 5 | –1 | 3 | –1 | 30 | 1 | 165 |
| 6 | 0 | 5 | 0 | 40 | 0 | 155 |
| 7 | 0 | 5 | 0 | 40 | 0 | 155 |
| 8 | 1 | 7 | –1 | 30 | 1 | 165 |
| 9 | 0 | 5 | 0 | 40 | 2 | 175 |
| 10 | 0 | 5 | –2 | 20 | 0 | 155 |
| 11 | 0 | 5 | 0 | 40 | 0 | 155 |
| 12 | –1 | 3 | 1 | 50 | 1 | 165 |
| 13 | –1 | 3 | –1 | 30 | –1 | 145 |
| 14 | 2 | 9 | 0 | 40 | 0 | 155 |
| 15 | 1 | 7 | 1 | 50 | 1 | 165 |
| 16 | 1 | 7 | 1 | 50 | –1 | 145 |
| 17 | –1 | 3 | 1 | 50 | –1 | 145 |
| 18 | 1 | 7 | –1 | 30 | –1 | 145 |
| 19 | 0 | 5 | 0 | 40 | –2 | 135 |
| Run | CNF Loading (wt.%), X1 | Rotational Speed (rpm), X2 | Temperature (°C), X3 | |||
|---|---|---|---|---|---|---|
| * Exp. | ** Pred. | * Exp. | ** Pred. | * Exp. | ** Pred. | |
| 1 | 21.27 | 20.58 | 31.36 | 31.34 | 1.05 | 1.05 |
| 2 | 21.63 | 21.35 | 31.74 | 31.49 | 1.09 | 1.06 |
| 3 | 21.73 | 21.35 | 31.61 | 31.49 | 1.05 | 1.06 |
| 4 | 22.96 | 22.49 | 33.91 | 33.87 | 1.00 | 1.00 |
| 5 | 21.21 | 21.35 | 30.64 | 30.93 | 1.03 | 1.03 |
| 6 | 21.93 | 21.35 | 31.96 | 31.49 | 1.05 | 1.06 |
| 7 | 21.61 | 21.35 | 31.00 | 31.49 | 1.04 | 1.06 |
| 8 | 18.78 | 19.43 | 30.25 | 30.45 | 1.06 | 1.07 |
| 9 | 16.50 | 15.86 | 25.26 | 24.96 | 0.99 | 0.99 |
| 10 | 21.41 | 21.26 | 32.46 | 32.26 | 1.04 | 1.03 |
| 11 | 20.67 | 21.35 | 31.37 | 31.49 | 1.08 | 1.06 |
| 12 | 18.61 | 19.58 | 29.68 | 29.72 | 1.00 | 1.01 |
| 13 | 20.12 | 20.60 | 31.55 | 31.49 | 0.96 | 0.97 |
| 14 | 20.41 | 20.04 | 31.58 | 31.40 | 1.06 | 1.05 |
| 15 | 17.80 | 18.16 | 29.15 | 29.43 | 1.07 | 1.08 |
| 16 | 19.95 | 20.65 | 29.67 | 29.60 | 0.98 | 0.98 |
| 17 | 21.01 | 21.19 | 31.58 | 31.59 | 0.97 | 0.97 |
| 18 | 19.70 | 19.56 | 29.14 | 29.31 | 0.95 | 0.95 |
| 19 | 17.79 | 17.60 | 25.61 | 25.69 | 0.84 | 0.83 |
| Tensile Strength (MPa), Y1 | Flexural Strength (MPa), Y2 | Flexural Modulus (GPa), Y3 | |
|---|---|---|---|
| Model | 0.0010 * | <0.0001 * | <0.0001 * |
| Linear | – | – | – |
| X1–CNF content | 0.0078 * | <0.0001 * | 0.0085 * |
| X2–Rotational speed | 0.3705 | 0.0197 * | 0.4362 |
| X3–Temperature | 0.0391 * | 0.0523 | <0.0001 * |
| Interaction | – | – | – |
| X1X2 | 0.6425 | 0.7058 | 0.1807 |
| X1X3 | 0.4108 | 0.0051 * | 0.0812 |
| X2X3 | 0.0460 * | 0.0195 * | 0.2325 |
| Quadratic | – | – | – |
| X12 | 0.8958 | 0.0021 * | 0.0441 * |
| X22 | 0.4919 | 0.2788 | 0.1997 |
| X32 | <0.0001 * | <0.0001 * | <0.0001 * |
| Lack of fit | 0.1462 ** | 0.6977 ** | 0.8991 ** |
| R2 | 0.9092 | 0.9883 | 0.9619 |
| Standard deviation | 0.72 | 0.33 | 0.017 |
| Factor Constraints | |||||||
|---|---|---|---|---|---|---|---|
| Name | Goal | Lower Limit | Upper Limit | ||||
| X1 | Is in range | 1.00 | 9.00 | ||||
| X2 | Is in range | 20.00 | 60.00 | ||||
| X3 | Is in range | 135.00 | 175.00 | ||||
| Response Constraints | |||||||
| Y1 | Maximize | 16.50 | 22.96 | ||||
| Y2 | Maximize | 25.26 | 33.91 | ||||
| Y3 | Maximize | 0.836 | 1.086 | ||||
| Optimum Solutions | |||||||
| Number | X1 | X2 | X3 | Y1 | Y2 | Y3 | Desirability |
| 1 | 1.54 | 20.00 | 159.53 | 22.96 | 33.91 | 1.022 | 0.929 |
| 2 | 1.54 | 20.00 | 159.33 | 22.96 | 33.94 | 1.022 | 0.928 |
| 3 | 1.50 | 20.67 | 159.40 | 22.96 | 33.91 | 1.022 | 0.928 |
| 4 | 1.46 | 21.28 | 158.84 | 22.96 | 33.99 | 1.021 | 0.927 |
| Predicted | Experimental | |
|---|---|---|
| Tensile strength (MPa), Y1 | 22.16 | 25.11 ± 0.4 |
| Flexural strength (MPa), Y2 | 33.91 | 32.46 ± 0.4 |
| Flexural modulus (GPa), Y3 | 1.02 | 1.00 ± 0.1 |
| Neat P(HB-co-11% HHx) | P(HB-co-11% HHx)/CNF1.5 | |
|---|---|---|
| Tensile strength (MPa) | 21.48 ± 0.4 b | 25.11 ± 0.4 a |
| Flexural strength (MPa) | 30.54 ± 0.7 b | 32.46 ± 0.4 a |
| Flexural modulus (GPa) | 0.83 ± 0.1 b | 1.00 ± 0.1 a |
| Sample | T10 (°C) | Tmax (°C) |
|---|---|---|
| Neat P(HB-co-11% HHx) | 294 | 307 |
| SD–CNF | 281 | 350 |
| Optimized P(HB-co-11% HHx)/CNF1.5 | 293 | 307 |
| Sample | Crystallinity Index (%) |
|---|---|
| Neat P(HB-co-11% HHx) | 25.1 |
| P(HB-co-11% HHx)/CNF1.5 | 30.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shazleen, S.S.; Sabaruddin, F.A.; Ando, Y.; Ariffin, H. Optimization of Cellulose Nanofiber Loading and Processing Conditions during Melt Extrusion of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Bionanocomposites. Polymers 2023, 15, 671. https://doi.org/10.3390/polym15030671
Shazleen SS, Sabaruddin FA, Ando Y, Ariffin H. Optimization of Cellulose Nanofiber Loading and Processing Conditions during Melt Extrusion of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Bionanocomposites. Polymers. 2023; 15(3):671. https://doi.org/10.3390/polym15030671
Chicago/Turabian StyleShazleen, Siti Shazra, Fatimah Athiyah Sabaruddin, Yoshito Ando, and Hidayah Ariffin. 2023. "Optimization of Cellulose Nanofiber Loading and Processing Conditions during Melt Extrusion of Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Bionanocomposites" Polymers 15, no. 3: 671. https://doi.org/10.3390/polym15030671