
Sisal-Fiber-Reinforced Polypropylene Flame-Retardant Composites: Preparation and Properties
 , and
, and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
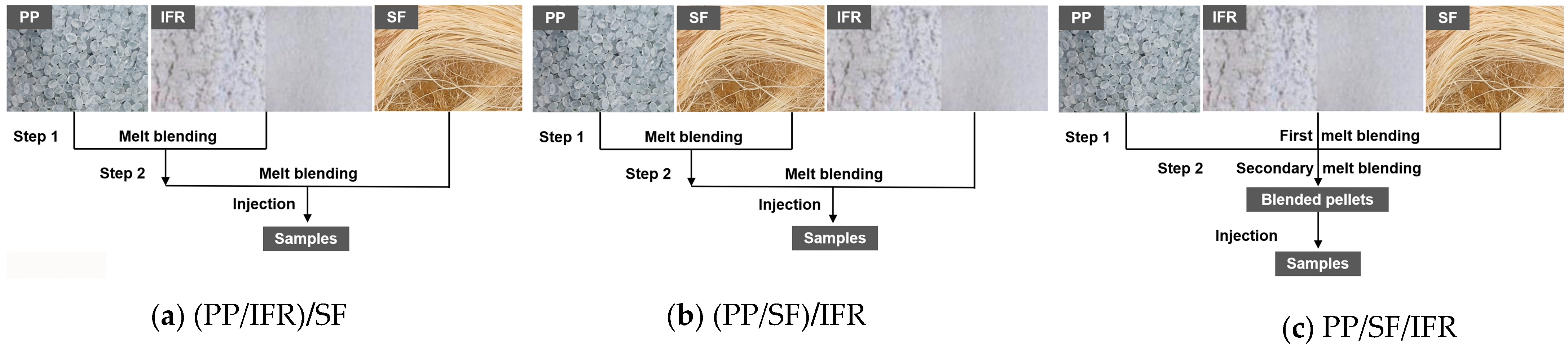
2.2.1. Experimental Technological Process
2.2.2. Preparation of PP/SF Flame-Retardant Composites
2.3. Characterization
3. Results and Discussion
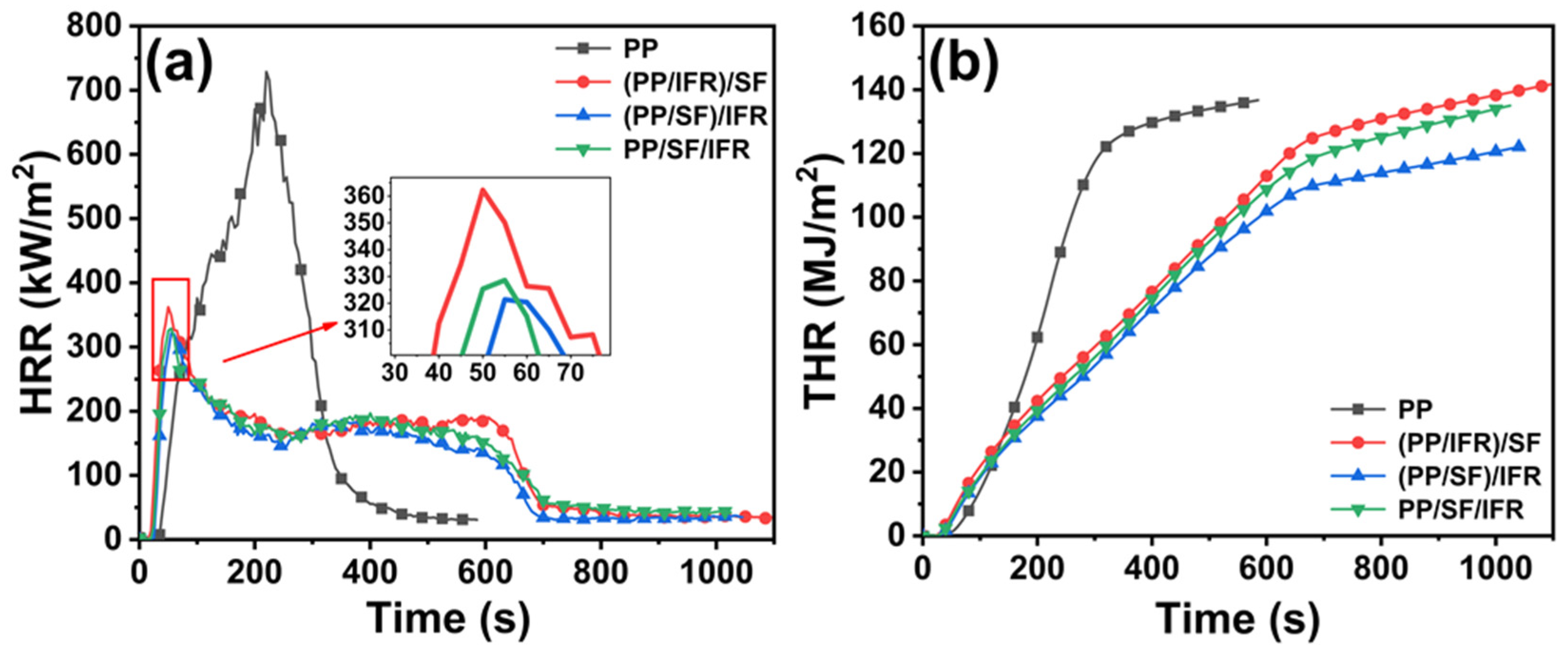
3.1. Flammability of PP/SF Flame-Retardant Composites
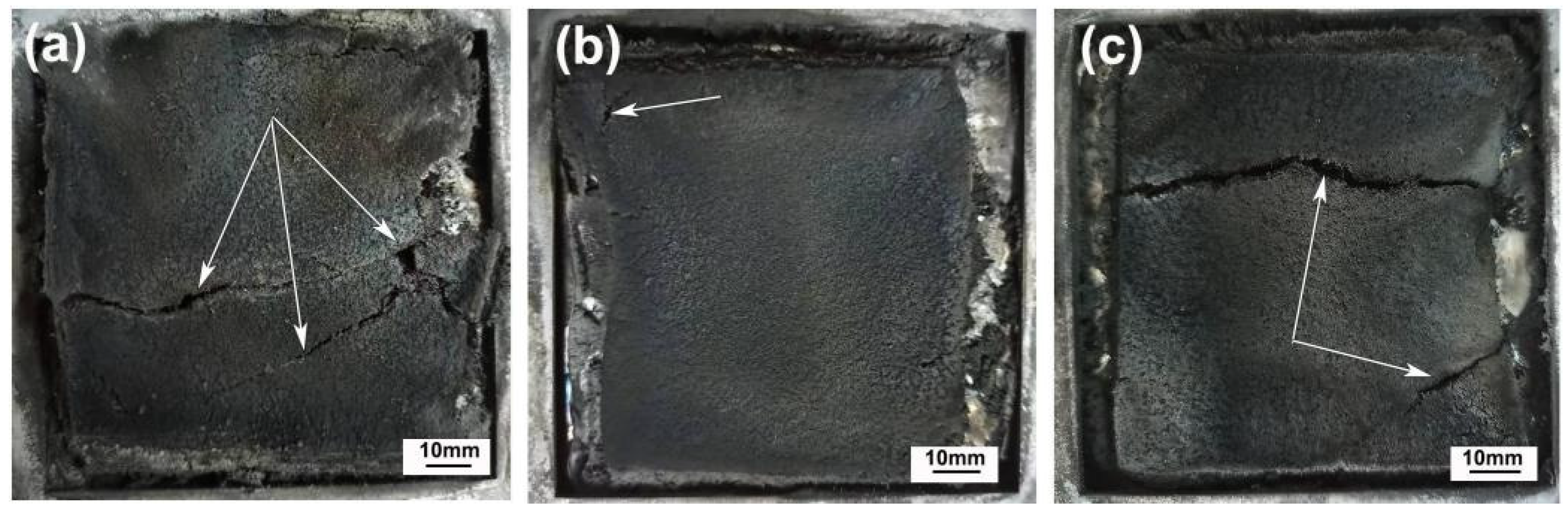
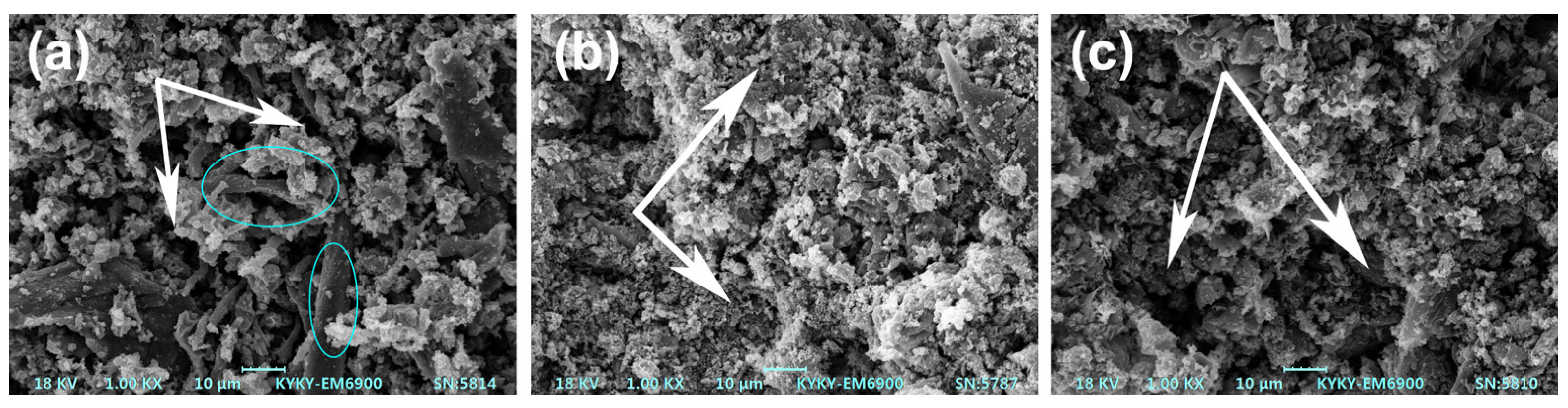
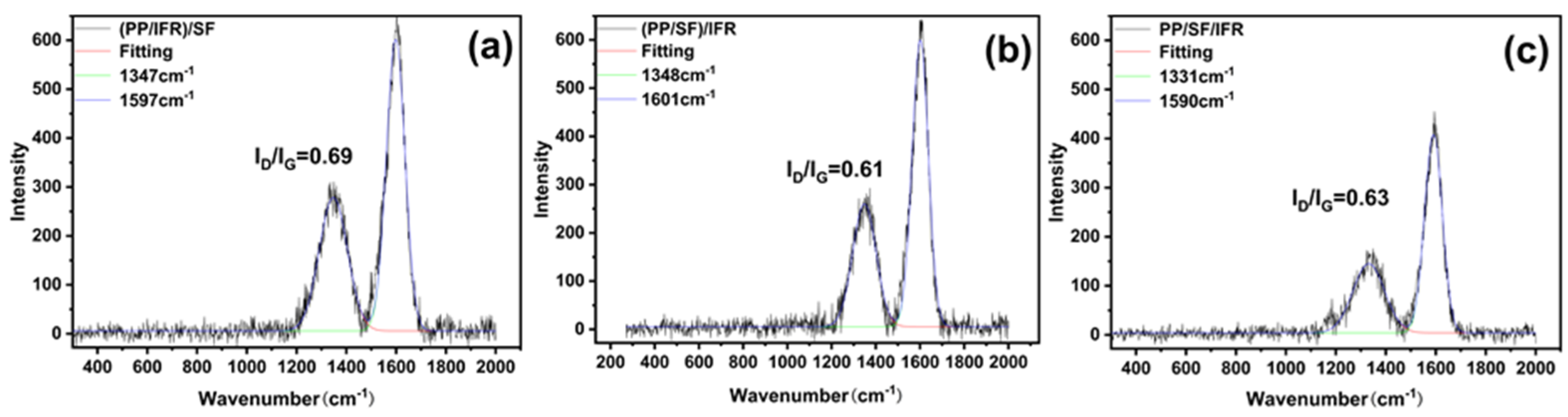
3.2. Morphology of Char Residues
3.3. Thermal Stability of PP/SF Composites
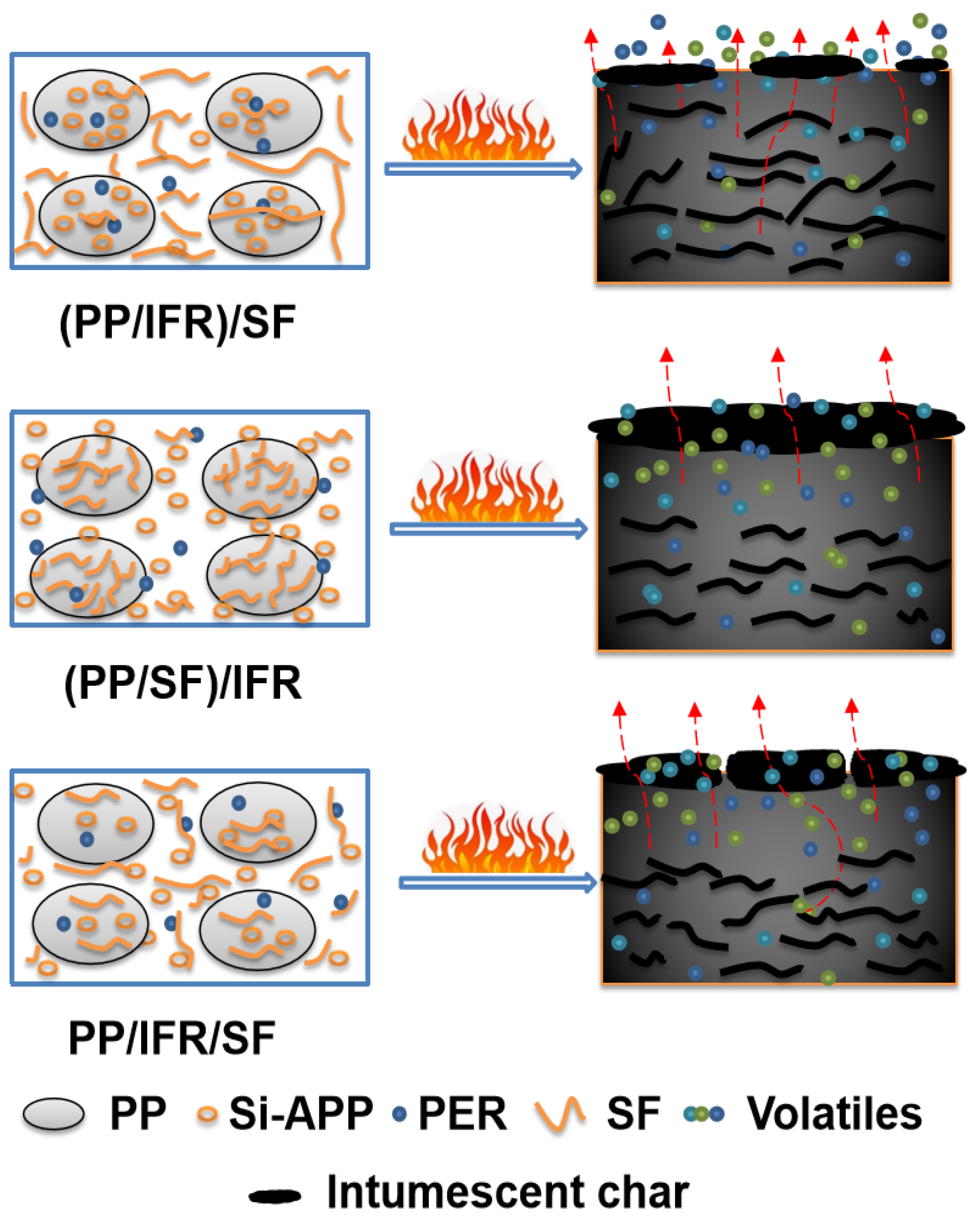
3.4. Flame-Retardant Mechanism
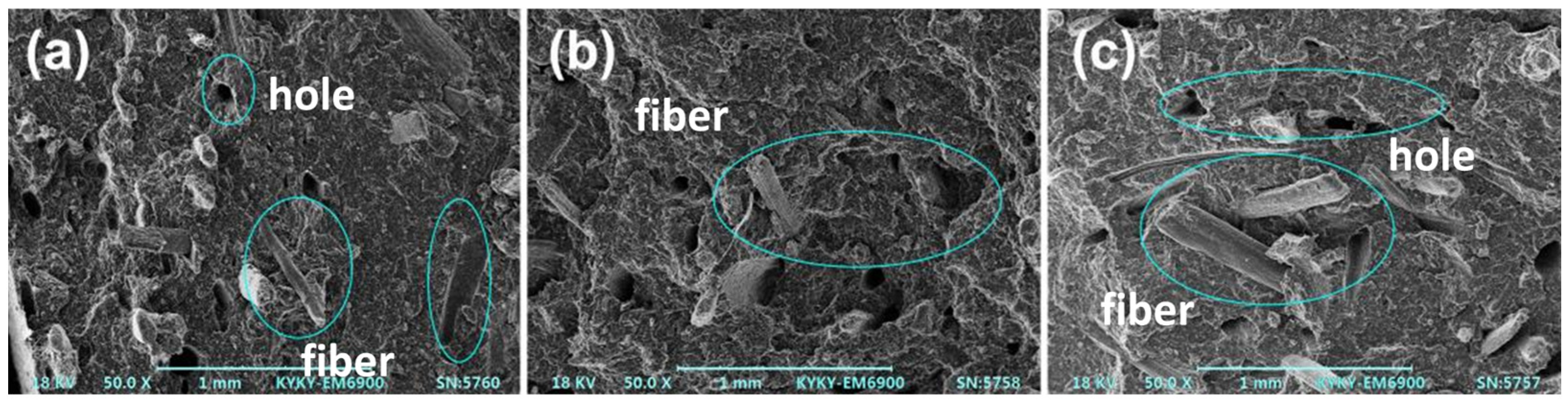
3.5. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Madyaratri, E.W.; Ridho, M.R.; Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Nawawi, D.S.; Antov, P.; Kristak, L.; Majlingová, A.; Fatriasari, W. Recent advances in the development of fire-resistant biocomposites—A review. Polymers 2022, 14, 362. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Srikanta, R. Effect of ageing of sisal fibres on properties of sisal-polypropylene composites. Polym. Degrad. Stab. 2008, 93, 2048–2051. [Google Scholar] [CrossRef]
- Sun, Z.; Wu, M. Effects of sol-gel modification on the interfacial and mechanical properties of sisal fiber reinforced polypropylene composites. Ind. Crops Prod. 2019, 137, 89–97. [Google Scholar] [CrossRef]
- Kozlowski, R.; Wladyka-Przybylak, M. Flammability and fire resistance of composites reinforced by natural fibers. Polym. Adv. Technol. 2008, 19, 446–453. [Google Scholar] [CrossRef]
- Jeencham, R.; Suppakarn, N.; Jarukumjorn, K. Effect of flame retardants on flame retardant, mechanical, and thermal properties of sisal fiber/polypropylene composites. Compos. Part B Eng. 2014, 56, 249–253. [Google Scholar] [CrossRef]
- Suppakarn, N.; Jarukumjorn, K. Mechanical properties and flammability of sisal/PP composites: Effect of flame retardant type and content. Compos. Part B Eng. 2009, 40, 613–618. [Google Scholar] [CrossRef]
- Elsabbagh, A.; Attia, T.; Ramzy, A.; Steuernagel, L.; Ziegmann, G. Towards selection chart of flame retardants for natural fibre reinforced polypropylene composites. Compos. Part B Eng. 2018, 141, 1–8. [Google Scholar] [CrossRef]
- Ding, S.; Liu, P.; Zhang, S.; Ding, Y.; Wang, F.; Gao, C.; Yang, M. Preparation and characterization of cyclodextrin microencapsulated ammonium polyphosphate and its application in flame retardant polypropylene. J. Appl. Polym. Sci. 2020, 137, 49001. [Google Scholar] [CrossRef]
- Pan, M.; Mei, C.; Du, J.; Li, G. Synergistic effect of nano silicon dioxide and ammonium polyphosphate on flame retardancy of wood fiber–polyethylene composites. Compos. Part A 2014, 66, 128–134. [Google Scholar] [CrossRef]
- Wu, K.; Zhang, Y.; Hu, W.; Lian, J.; Hu, Y. Influence of ammonium polyphosphate microencapsulation on flame retardancy, thermal degradation and crystal structure of polypropylene composite. Compos. Sci. Technol. 2013, 81, 17–23. [Google Scholar] [CrossRef]
- Xu, B.; Wu, X.; Ma, W.; Qian, L.; Xin, F.; Qiu, Y. Synthesis and characterization of a novel organic-inorganic hybrid char-forming agent and its flame-retardant application in polypropylene composites. J. Anal. Appl. Pyrolysis 2018, 134, 231–242. [Google Scholar] [CrossRef]
- Ma, D.; Li, J. Synthesis of a bio-based triazine derivative and its effects on flame retardancy of polypropylene composites. J. Appl. Polym. Sci. 2020, 137, 47367. [Google Scholar] [CrossRef]
- Zheng, Z.; Liu, Y.; Zhang, L.; Wang, H. Synergistic effect of expandable graphite and intumescent flame retardants on the flame retardancy and thermal stability of polypropylene. J. Mater. Sci. 2016, 51, 5857–5871. [Google Scholar] [CrossRef]
- Li, W.X.; Zhang, H.J.; Hu, X.P.; Yang, W.X.; Cheng, Z.; Xie, C.Q. Highly efficient replacement of traditional intumescent flame retardants in polypropylene by manganese ions doped melamine phytate nanosheets. J. Hazard. Mater. 2020, 398, 123001. [Google Scholar] [CrossRef]
- Li, N.; Xia, Y.; Mao, Z.; Wang, L.; Guan, Y.; Zheng, A. Influence of antimony oxide on flammability of polypropylene/intumescent flame retardant system. Polym. Degrad. Stab. 2012, 97, 1737–1744. [Google Scholar] [CrossRef]
- Almirón, J.; Roudet, F.; Duquesne, S. Influence of volcanic ash, rice husk ash, and solid residue of catalytic pyrolysis on the flame-retardant properties of polypropylene composites. J. Fire Sci. 2019, 37, 434–451. [Google Scholar] [CrossRef]
- Doğan, M.; Yılmaz, A.; Bayramlı, E. Synergistic effect of boron containing substances on flame retardancy and thermal stability of intumescent polypropylene composites. Polym. Degrad. Stab. 2010, 95, 2584–2588. [Google Scholar] [CrossRef]
- Shen, L.; Chen, Y.; Li, P. Synergistic catalysis effects of lanthanum oxide in polypropylene/magnesium hydroxide flame retarded system. Compos. Part A 2012, 43, 1177–1186. [Google Scholar] [CrossRef]
- Zhao, W.; Cheng, Y.; Li, Z.; Li, X.; Zhang, Z. Improvement in fire-retardant properties of polypropylene filled with intumescent flame retardants, using flower-like nickel cobaltate as synergist. J. Mater. Sci. 2021, 56, 2702–2716. [Google Scholar] [CrossRef]
- Zhu, C.; He, M.; Liu, Y.; Cui, J.; Tai, Q.; Song, L.; Hu, Y. Synthesis and application of a mono-component intumescent flame retardant for polypropylene. Polym. Degrad. Stab. 2018, 151, 144–151. [Google Scholar] [CrossRef]
- Abdelkhalik, A.; Makhlouf, G.; Hassan, M.A. Manufacturing, thermal stability, and flammability properties of polypropylene containing new single molecule intumescent flame retardant. Polym. Adv. Technol. 2019, 30, 1403–1414. [Google Scholar] [CrossRef]
- Qi, H.; Liu, S.; Chen, X.; Shen, C.; Gao, S. The flame retardant and thermal performances of polypropylene with a novel intumescent flame retardant. J. Appl. Polym. Sci. 2020, 137, 49047. [Google Scholar] [CrossRef]
- Lam, Y.L.; Kan, C.W.; Yuen, C.W.M. Objective measurement of hand properties of plasma pre-treated cotton fabrics subjected to flame-retardant finishing catalyzed by zinc oxide. Fibers Polym. 2014, 15, 1880–1886. [Google Scholar] [CrossRef]
- Anjumol, K.S.; Sreenivasan, S.N.; Tom, T.; Mathew, S.S.; Maria, H.J.; Spatenka, P.; Thomas, S. Development of natural fiber-reinforced flame-retardant polymer composites. In Bio-Based Flame-Retardant Technology for Polymeric Materials; Elsevier: Amsterdam, The Netherlands, 2022; pp. 369–389. [Google Scholar]
- Guo, W.; Kalali, E.N.; Wang, X.; Xing, W.; Hu, Y. Processing bulk natural bamboo into a strong and flame-retardant composite material. Ind. Crops Prod. 2019, 138, 111478. [Google Scholar] [CrossRef]
- Chu, F.; Yu, X.; Hou, Y.; Mu, X.; Song, L.; Hu, W. A facile strategy to simultaneously improve the mechanical and fire safety properties of ramie fabric-reinforced unsaturated polyester resin composites. Compos. Part A Appl. Sci. Manuf. 2018, 115, 264–273. [Google Scholar] [CrossRef]
- Zhang, L.; Li, Z.; Pan, Y.T.; Perez Yanez, A.; Hu, S.; Zhang, X.Q.; Wang, R.; Wang, D.Y. Polydopamine induced natural fiber surface functionalization: A way towards flame retardancy of flax/poly (lactic acid) biocomposites. Compos. Part B Eng. 2018, 154, 56–63. [Google Scholar] [CrossRef]
- Pornwannachai, W.; Ebdon, J.R.; Kandola, B.K. Fire-resistant natural fibre-reinforced composites from flame retarded textiles. Polym. Degrad. Stab. 2018, 154, 115–123. [Google Scholar] [CrossRef]
- Le Bras, M.; Duquesne, S.; Fois, M.; Griselb, M.; Poutch, F. Intumescent polypropylene/flax blends: A preliminary study. Polym. Degrad. Stab. 2005, 88, 80–84. [Google Scholar] [CrossRef]
- Arzondo, L.M.; Vazquez, A.; Carella, J.M.; Pastor, J.M. A low-cost, low-fiber-breakage, injection molding process for long sisal fiber reinforced polypropylene. Polym. Eng. Sci. 2004, 44, 1766–1772. [Google Scholar] [CrossRef]
- Joseph, P.V.; Joseph, K.; Thomas, S. Effect of processing variables on the mechanical properties of sisal-fiber-reinforced polypropylene composites. Compos. Sci. Technol. 1999, 11, 1625–1640. [Google Scholar] [CrossRef]
- Oksman, K.; Mathew, A.P.; Långström, R.; Nyström, B.; Joseph, K. The influence of fibre microstructure on fibre breakage and mechanical properties of natural fibre reinforced polypropylene. Compos. Sci. Technol. 2009, 69, 1847–1853. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Progress report on natural fiber reinforced composites. Macromol. Mater. Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Kerni, L.; Singh, S.; Patnaik, A.; Kumar, N. A review on natural fiber reinforced composites. Mater. Today Proc. 2020, 28, 1616–1621. [Google Scholar] [CrossRef]
- Lu, Z.H.; Feng, W.L.; Kang, X.L.; Wang, J.L.; Xu, H.; Wang, Y.P.; Liu, B.Y.; Fang, X.M.; Ding, T. Synthesis of siloxane-containing benzoxazine and its synergistic effect on flame retardancy of polyoxymethylene. Polym. Adv. Technol. 2019, 30, 2686–2694. [Google Scholar] [CrossRef]
- Li, H. Environmental Protection Flame-Retardant Fiber Reinforced Polypropylene and Its Combustion Behavior in Fire Environment. Master’s Thesis, Henan University, Kaifeng, China, 2018. [Google Scholar]
- Yang, G.; Guan, S.; Mehdi, S.; Fan, Y.; Liu, B.; Li, B. Co-CoOx supported onto TiO2 coated with carbon as a catalyst for efficient and stable hydrogen generation from ammonia borane. Green Energy Environ. 2021, 6, 236–243. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, B.; Wang, X.; Wang, G.; Ding, D. The flame retardancy and smoke suppression effect of a hybrid containing CuMoO4 modified reduced graphene oxide/layered double hydroxide on epoxy resin. J. Hazard. Mater. 2018, 343, 364–375. [Google Scholar] [CrossRef] [PubMed]
- Zhou, K.; Gao, R.; Qian, X. Self-assembly of exfoliated molybdenum disulfide (MoS2) nanosheets and layered double hydroxide (LDH): Towards reducing fire hazards of epoxy. J. Hazard. Mater. 2017, 338, 343–355. [Google Scholar] [CrossRef]
- Krauss, B.; Nemes-Incze, P.; Skakalova, V.; Biro, L.P.; Klitzing, K.V.; Smet, J.H. Raman scattering at pure graphene zigzag edges. Nano Lett. 2010, 10, 4544–4548. [Google Scholar] [CrossRef]
- Kandola, B.K.; Mistik, S.I.; Pornwannachai, W.; Anand, S.C. Natural fibre-reinforced thermoplastic composites from woven-nonwoven textile preforms: Mechanical and fire performance study. Compos. Part B 2018, 153, 456–464. [Google Scholar] [CrossRef]
- Cavalcanti, D.K.K.; Banea, M.D.; Neto, J.S.S.; Lima, R.A.A.; da Silva, L.F.M.; Carbas, R.J.C. Mechanical characterization of intralaminar natural fibre-reinforced hybrid composites. Compos. Part B 2019, 175, 107149. [Google Scholar] [CrossRef]
- Prasad, A.V.R.; Rao, K.M. Mechanical properties of natural fibre reinforced polyester composites: Jowar, sisal and bamboo. Mater. Des. 2011, 32, 4658–4663. [Google Scholar] [CrossRef]
- Ganeshan, P.; Kumaran, S.S.; Raja, K.; Venkateswarlu, D. An investigation of mechanical properties of madar fiber reinforced polyester composites for various fiber length and fiber content. Mater. Res. Express 2018, 6, 015303. [Google Scholar] [CrossRef]
- Devi, L.U.; Bhagawan, S.S.; Thomas, S. Mechanical properties of pineapple leaf fiber-reinforced polyester composites. J. Appl. Polym. Sci. 1997, 64, 1739–1748. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
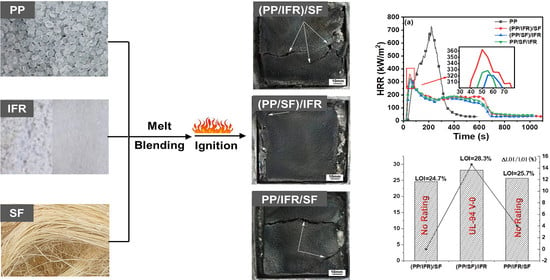
| Designation | PP (wt%) | PER (wt%) | Si-APP (wt%) | SF (wt%) | Auxiliaries (wt%) | UL-94 (3.2 mm) | LOI (%) |
|---|---|---|---|---|---|---|---|
| PP | 95 | 0 | 0 | 0 | 5 | NR a | 18.4 |
| (PP/IFR)/SF | 45 | 7.5 | 22.5 | 20 | 5 | NR | 24.7 |
| (PP/SF)/IFR | 45 | 7.5 | 22.5 | 20 | 5 | V-0 b | 28.3 |
| PP/IFR/SF | 45 | 7.5 | 22.5 | 20 | 5 | NR | 25.7 |
| Designation | PP | (PP/IFR)/SF | (PP/SF)/IFR | PP/IFR/SF |
|---|---|---|---|---|
| TTI (s) | 36 | 23 | 29 | 28 |
| pk HRR (kW/m2) | 646.2 | 362.2 | 321.3 | 328.6 |
| THR (MJ/m2) | 135.3 | 141.6 | 122.2 | 134.9 |
| mean EHC (MJ/kg) | 25.2 | 22.3 | 21.3 | 22.0 |
| SEA (m2/kg) | 299.3 | 451.0 | 477.3 | 461.6 |
| Av CO (kg/kg) | 0.02 | 0.08 | 0.09 | 0.07 |
| Av CO2 (kg/kg) | 1.4 | 1.2 | 1.1 | 1.1 |
| TSP (m2) | 14.3 | 25.3 | 24.1 | 24.9 |
| Designation | T−5%/°C | T−50%/°C | Tmax/°C | Residue/% |
|---|---|---|---|---|
| PP | 409.5 | 455.3 | 492.5 | 0.8 |
| SF | 269.1 | 363.6 | 361.8 | 18.3 |
| (PP/IFR)/SF | 249.0 | 480.4 | 479.0 | 22.5 |
| (PP/SF)/IFR | 245.6 | 480.2 | 480.1 | 23.9 |
| PP/IFR/SF | 250.6 | 480.0 | 480.4 | 22.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Feng, W.; Ban, J.; Yang, Z.; Fang, X.; Ding, T.; Liu, B.; Zhao, J. Sisal-Fiber-Reinforced Polypropylene Flame-Retardant Composites: Preparation and Properties. Polymers 2023, 15, 893. https://doi.org/10.3390/polym15040893
Wang Z, Feng W, Ban J, Yang Z, Fang X, Ding T, Liu B, Zhao J. Sisal-Fiber-Reinforced Polypropylene Flame-Retardant Composites: Preparation and Properties. Polymers. 2023; 15(4):893. https://doi.org/10.3390/polym15040893
Chicago/Turabian StyleWang, Zhenhua, Weili Feng, Jiachen Ban, Zheng Yang, Xiaomin Fang, Tao Ding, Baoying Liu, and Junwei Zhao. 2023. "Sisal-Fiber-Reinforced Polypropylene Flame-Retardant Composites: Preparation and Properties" Polymers 15, no. 4: 893. https://doi.org/10.3390/polym15040893