
Design, Manufacturing and Acoustic Assessment of Polymer Mouthpieces for Trombones



Abstract
:1. Introduction
2. Materials and Methods
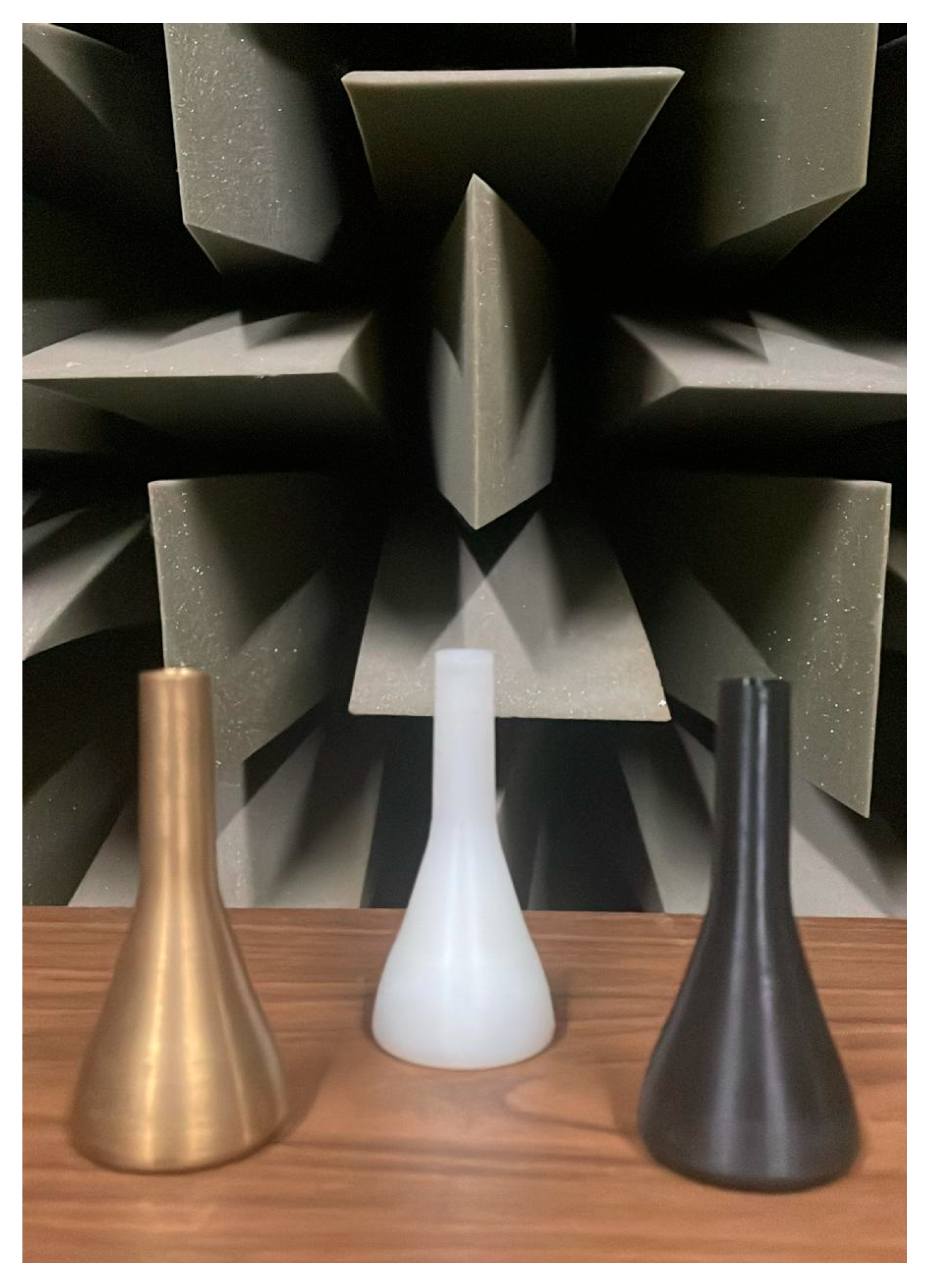
2.1. Materials
- Physical properties: the mouthpiece should not be too heavy as otherwise; it would not be comfortable for the performer. This makes the density of the material a critical aspect to consider.
- Magnetic properties: avoiding the accumulation of magnetic particles in the mouthpiece is essential. This will preserve the hygiene of the mouthpiece.
- Optical properties: when playing a brass instrument, a large amount of water vapor and saliva is released. On an aesthetic level, it is convenient that the mouthpiece is opaque.
- Durability: again, due to the constant contact with fluids, it is convenient that the material has excellent behavior against salt and fresh water, that is: non-corrosive.
- Mechanizability: since the mouthpieces have complex shapes, the material must be relatively easy to mechanize.
- Other non-technical criteria that were also considered are:
- Material family: Since the study’s objective is to assess the behavior of polymeric materials and the most common material found in commercial mouthpieces is brass, the search was also restricted to polymeric and metal materials.
- Price: again, since brass is the most common material for mouthpieces, selected materials should not be more expensive than brass.
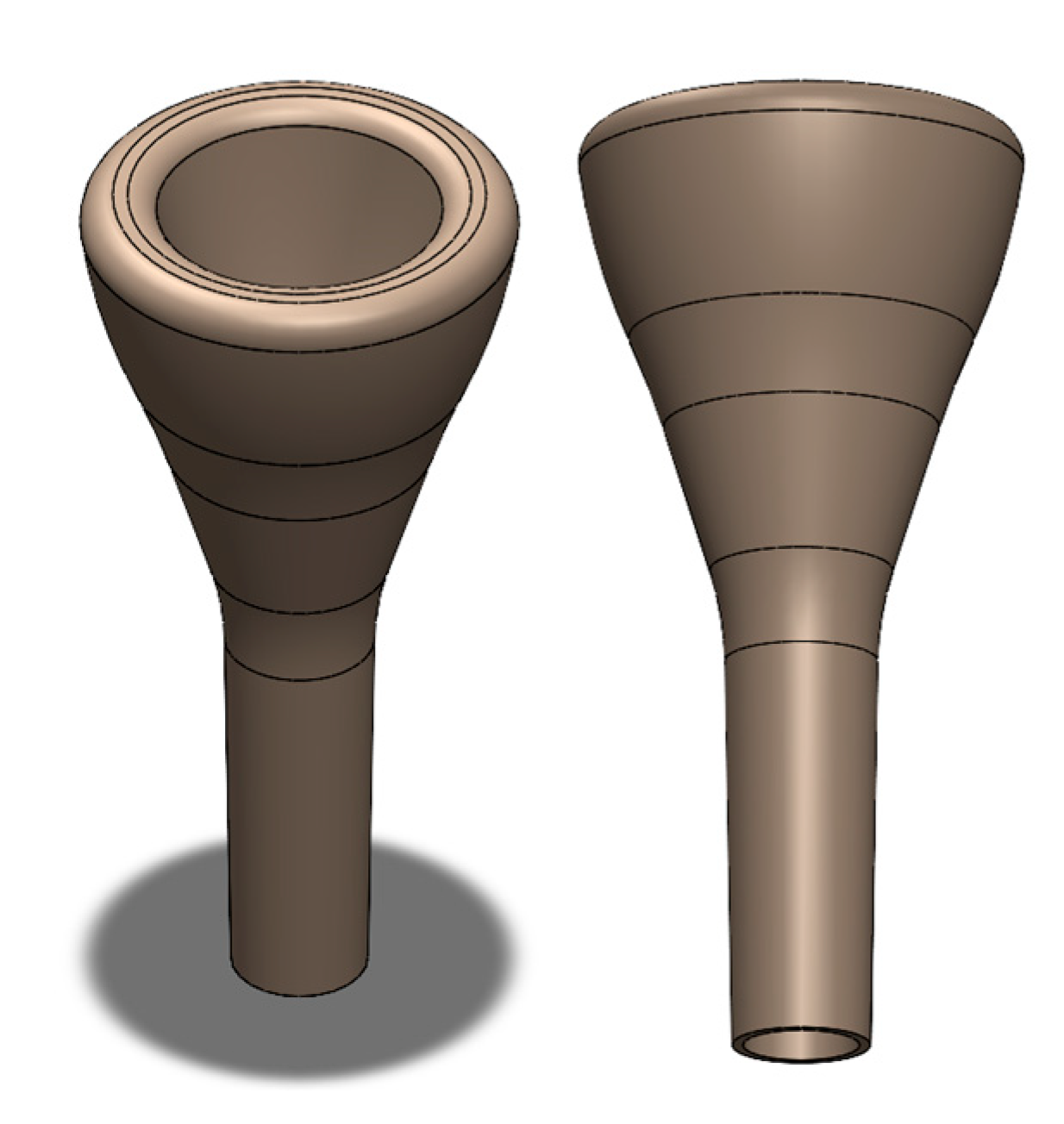
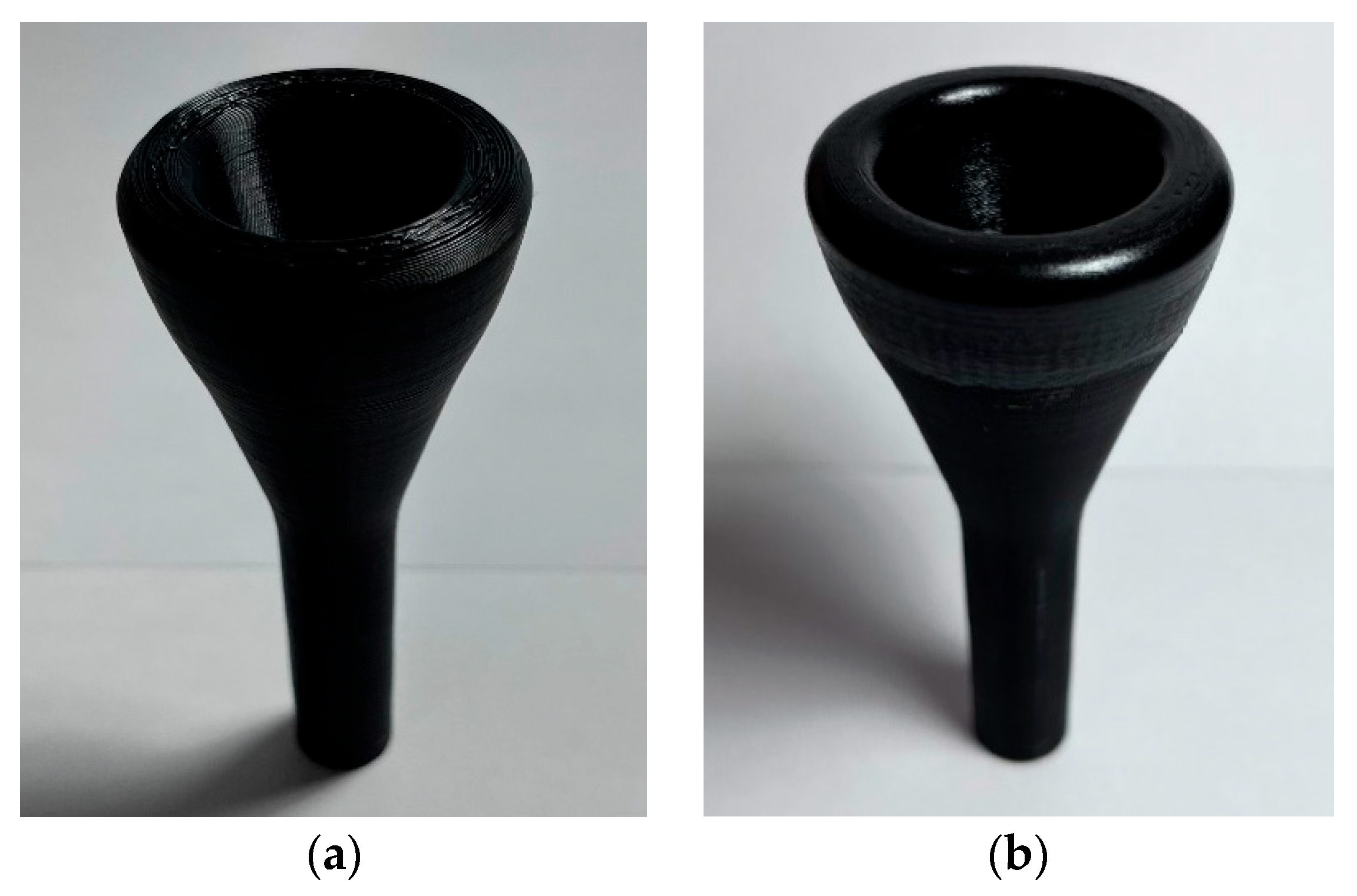
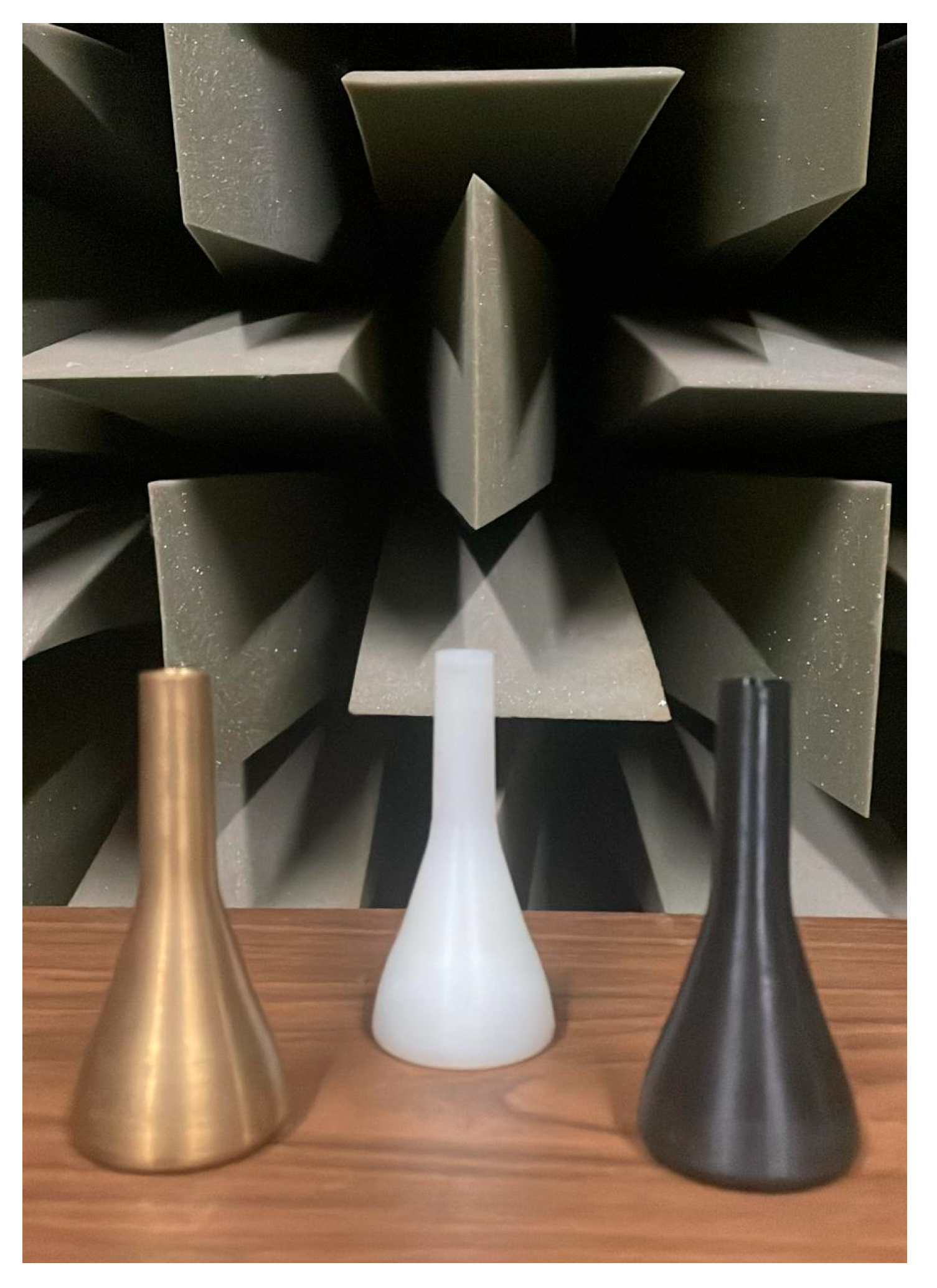
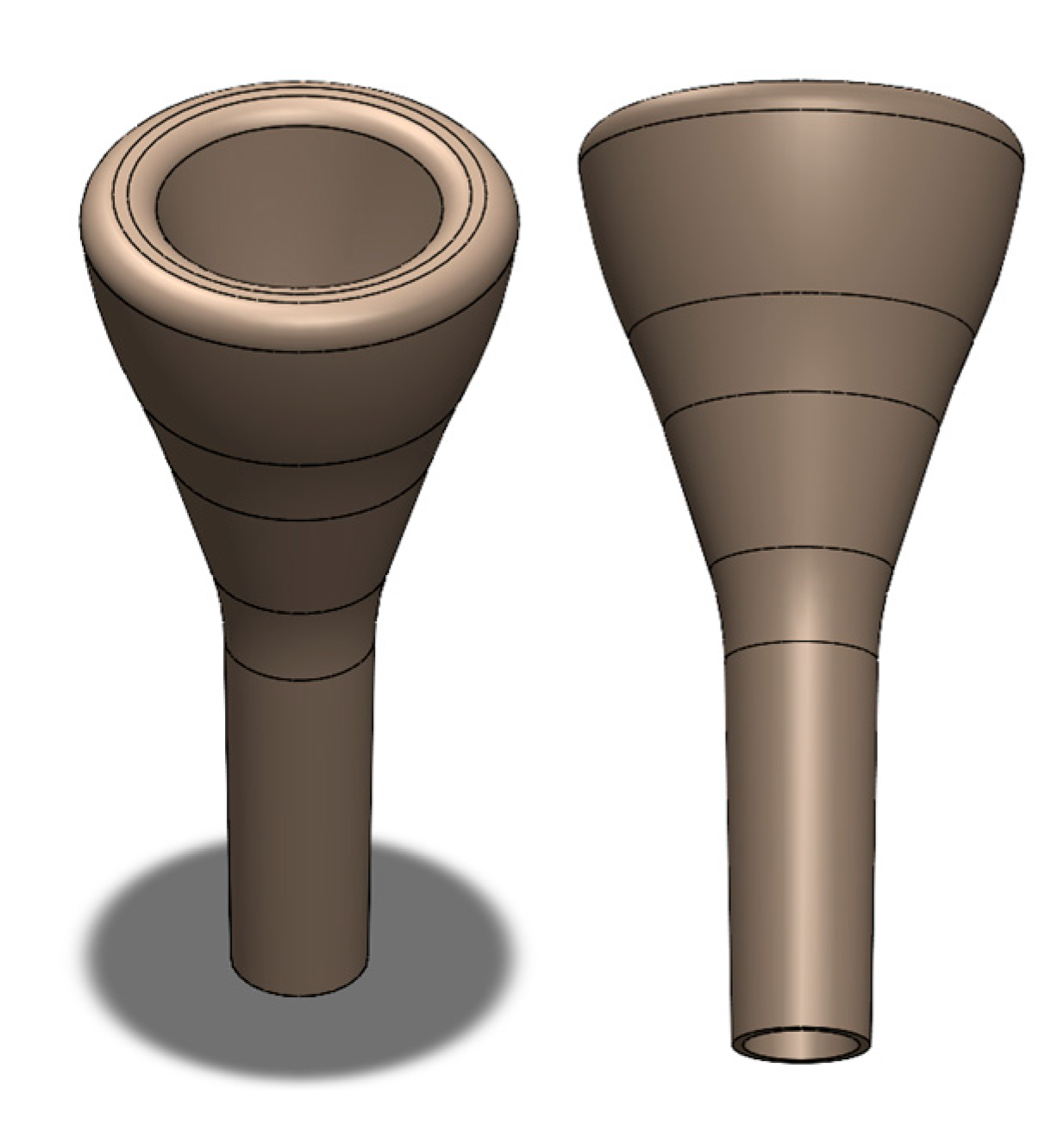
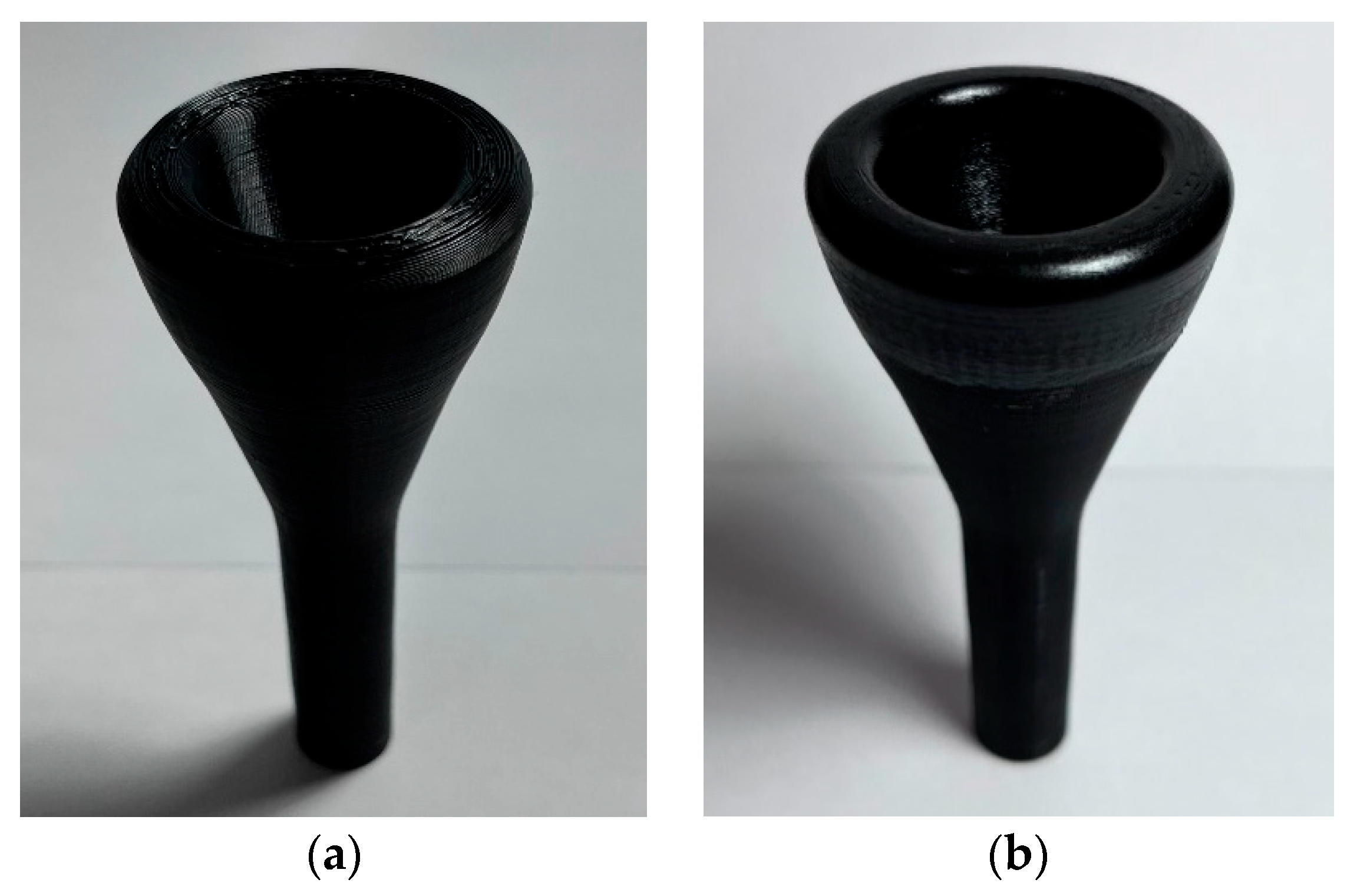
2.2. Design and Manufacturing of the Mouthpieces
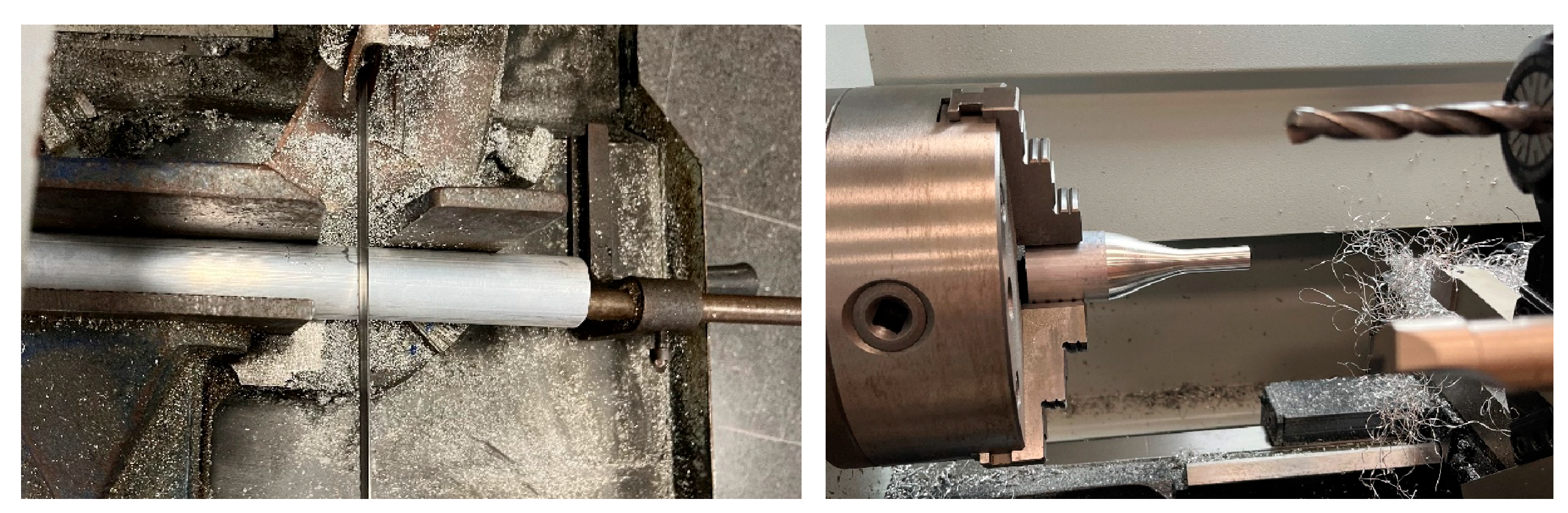
- Tracer cutting of the billet.
- Drilling of each section of the mouthpiece.
- Polishing the interior of the mouthpiece.
- Finishing of the edges.
- Conical machining of the shank.
- Polishing of the whole part.
2.3. Analysis of the Harmonic Response of the Instrument
3. Results
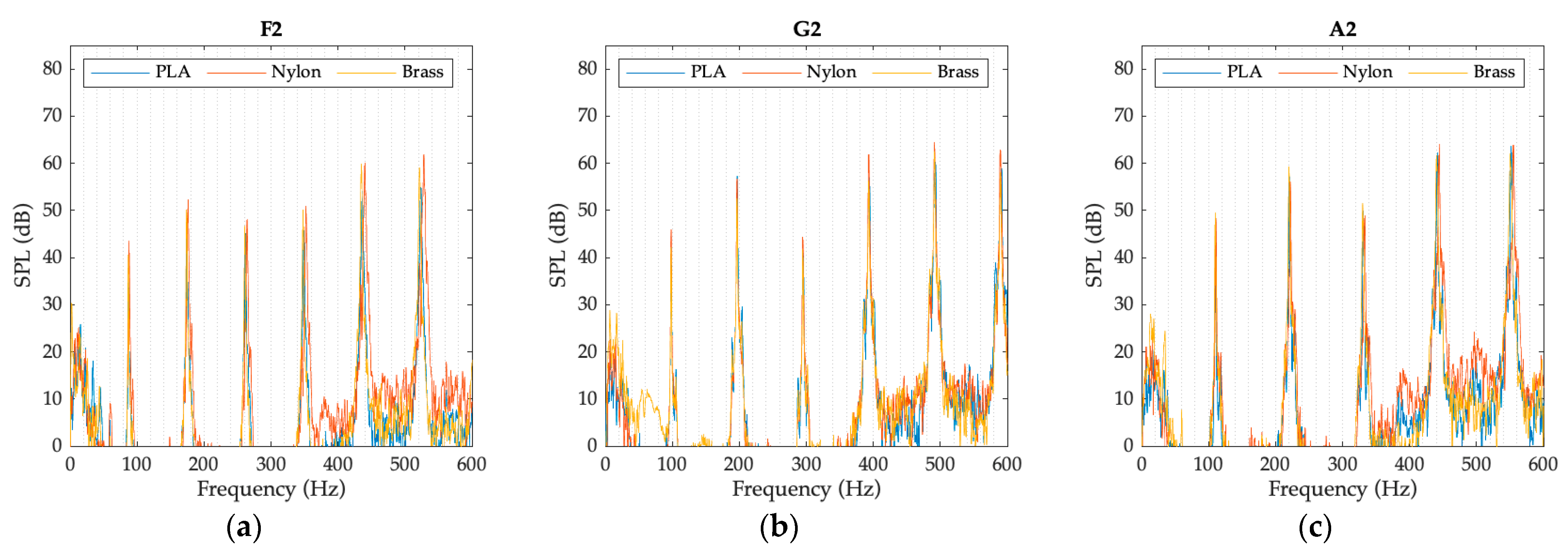
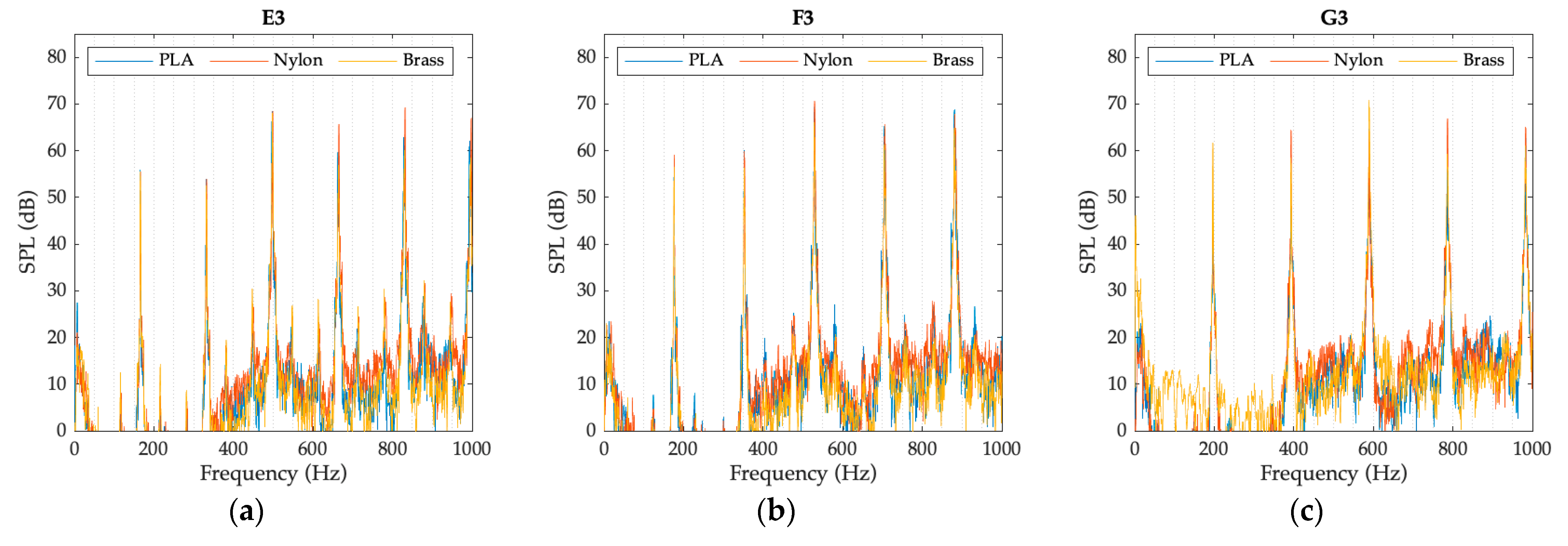
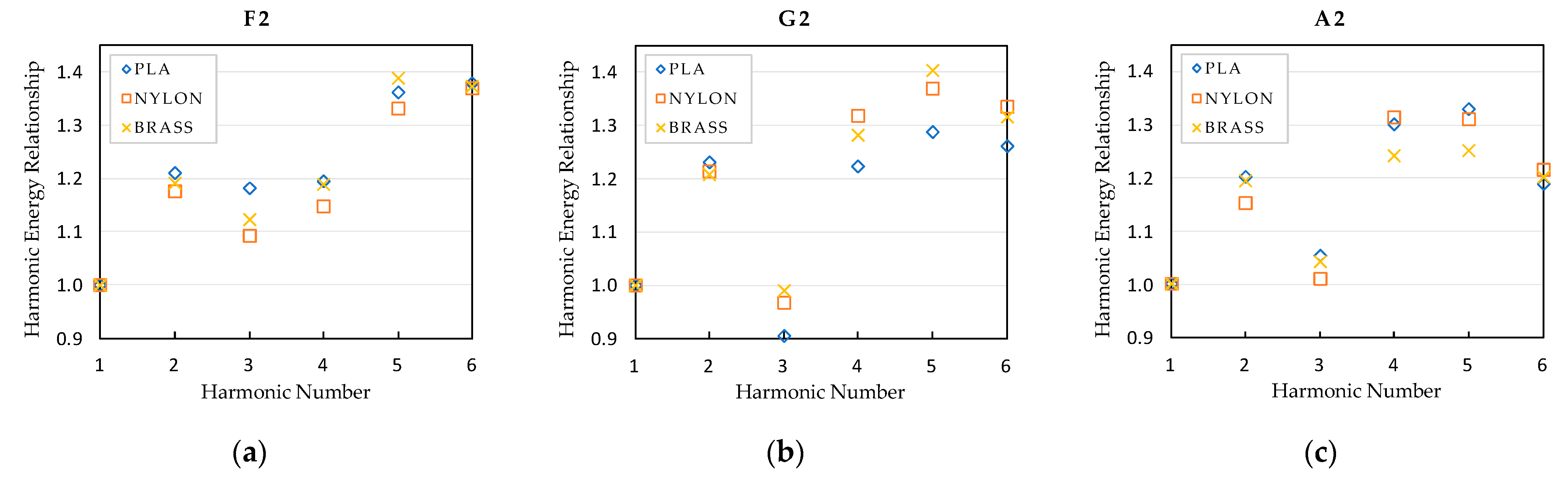
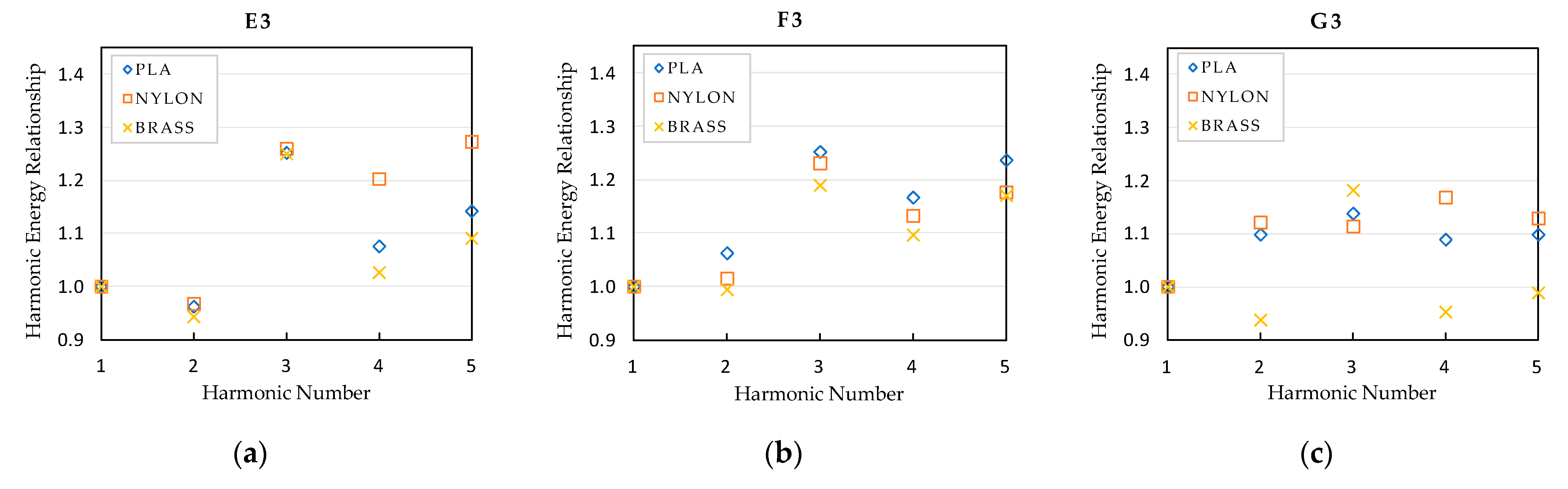
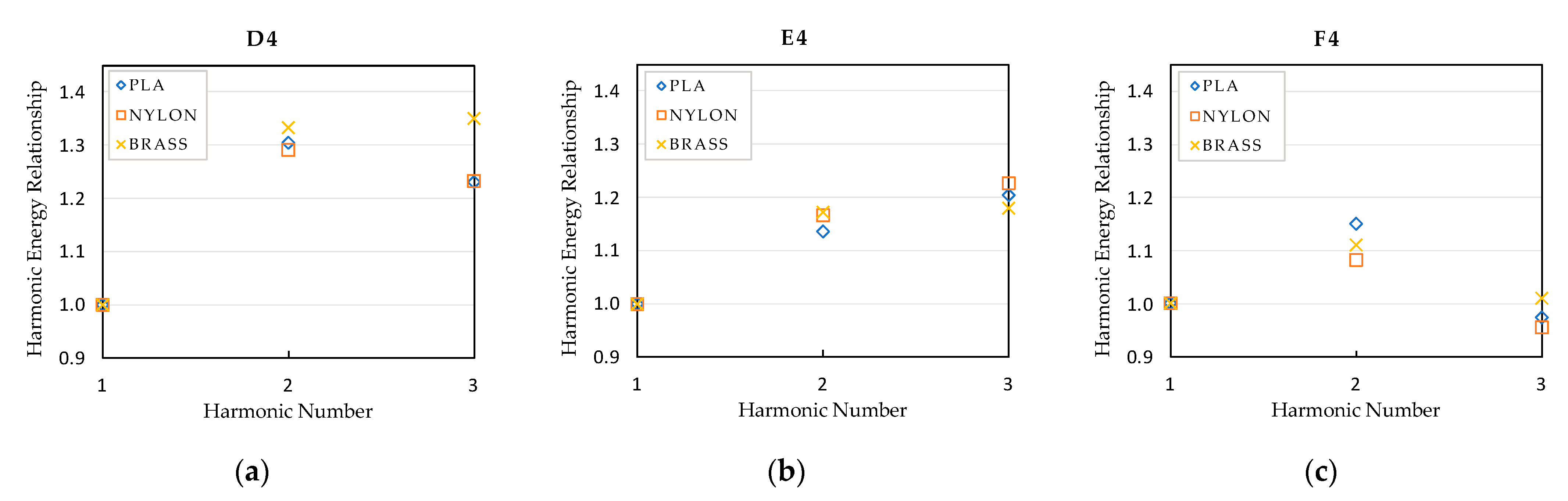
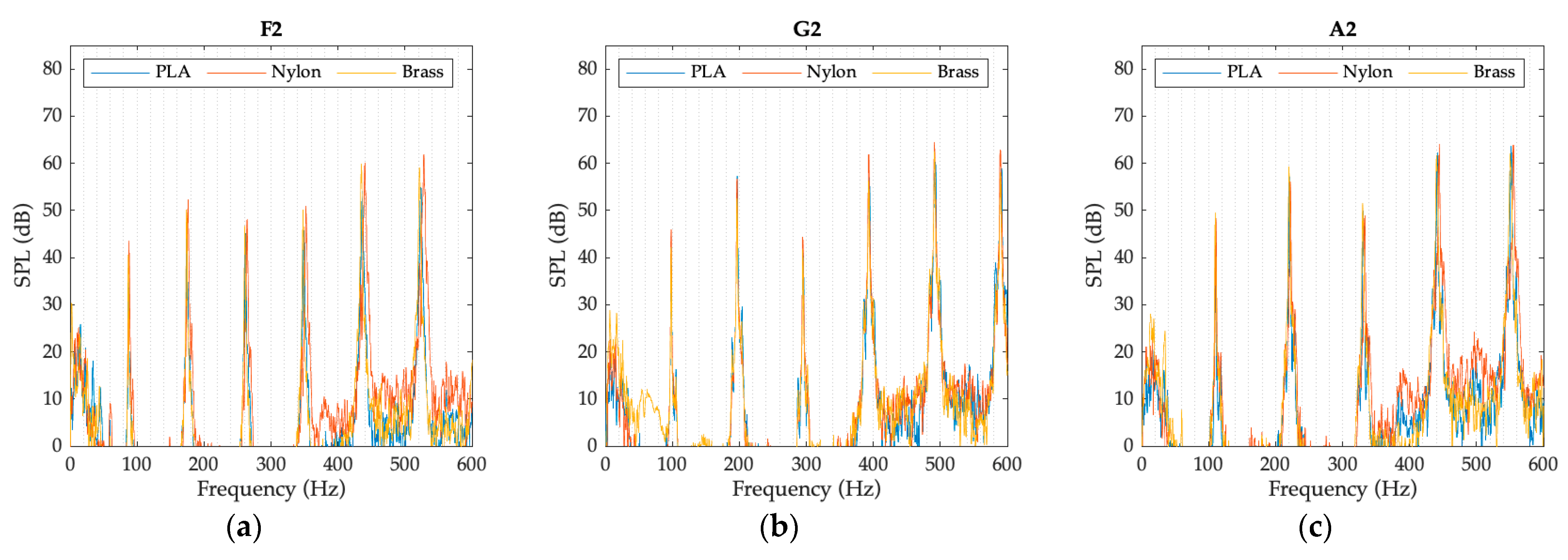
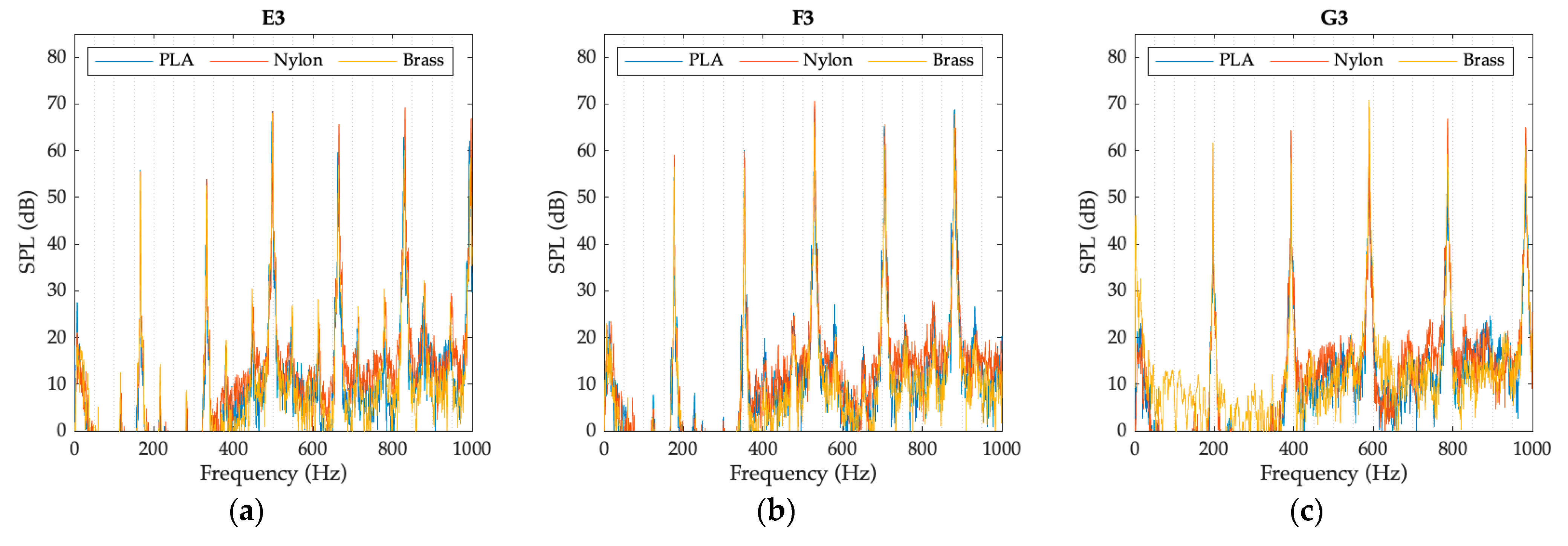
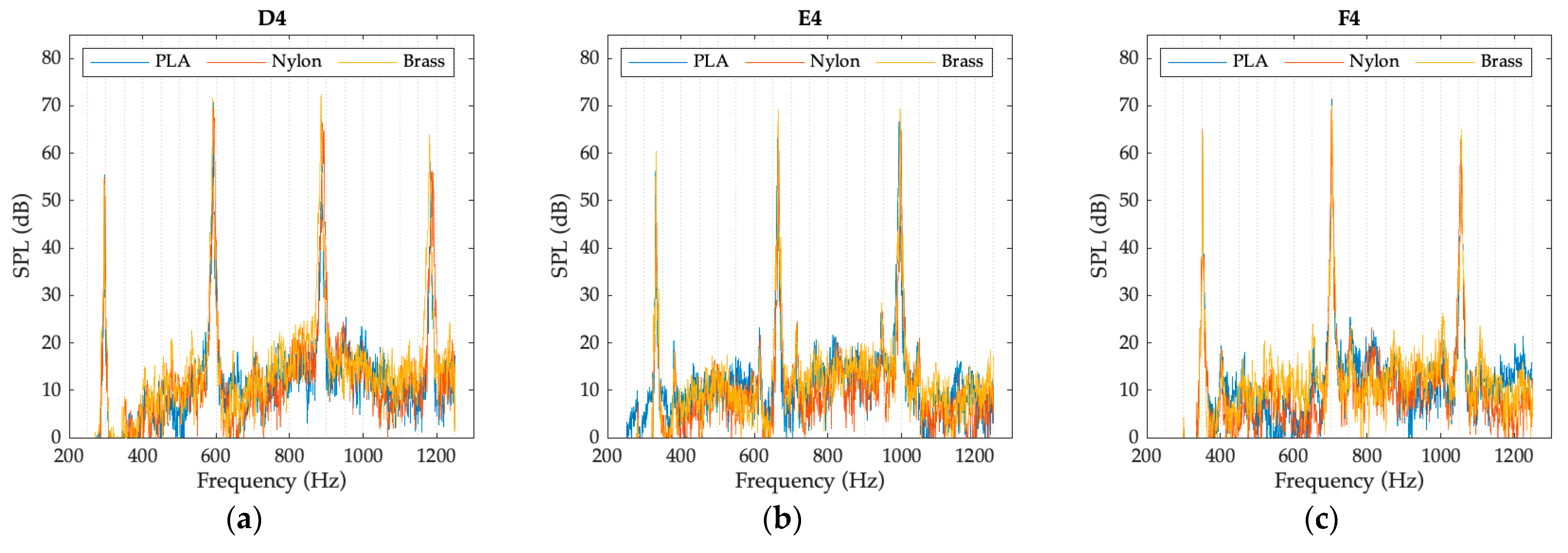
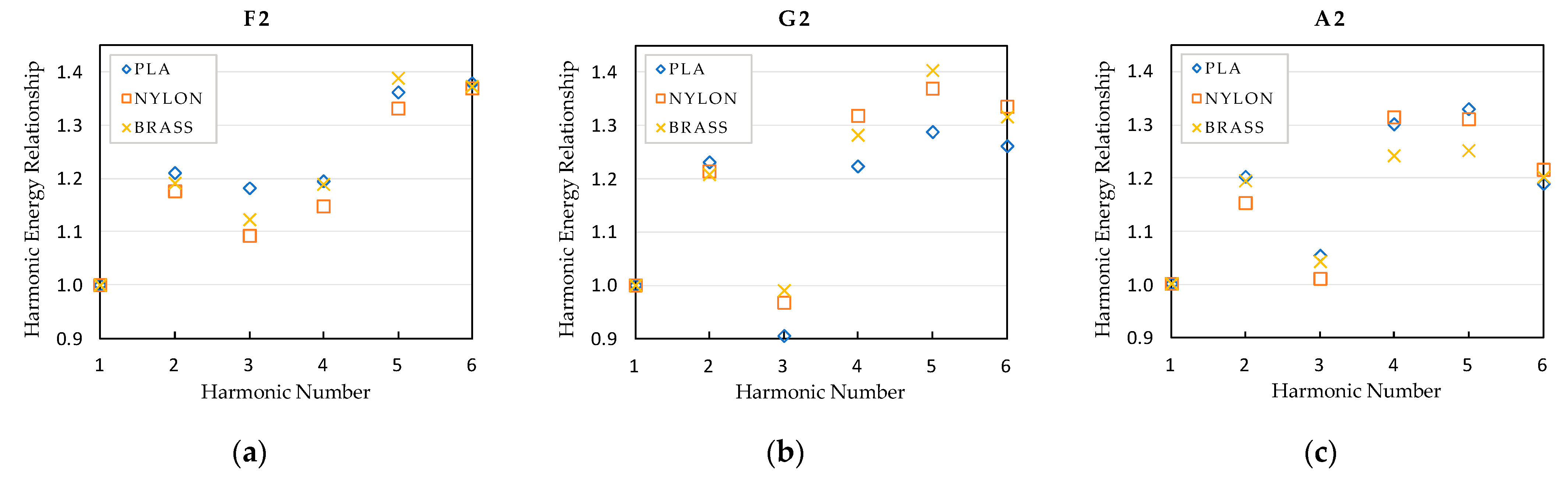
Harmonic Analysis
- Bass register: F2, G2, and A2 musical notes.
- Mid register: E3, F3, and G3 musical notes.
- Treble register: D4, E4, and F4 musical notes.
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Damodaran, A.; Sugavaneswaran, M.; Lessard, L. An Overview of Additive Manufacturing Technologies for Musical Wind Instruments. SN Appl. Sci. 2021, 3, 162. [Google Scholar] [CrossRef]
- Kantaros, A.; Diegel, O. 3D Printing Technology in Musical Instrument Research: Reviewing the Potential. Rapid Prototyp. J. 2018, 24, 1511–1523. [Google Scholar] [CrossRef]
- Bucur, V. Composite Materials for Musical Instruments. In Handbook of Materials for String Musical Instruments; Springer International Publishing: Berlin/Heidelberg, Germany, 2016; pp. 845–875. [Google Scholar] [CrossRef]
- Zoran, A. The 3D Printed Flute: Digital Fabrication and Design of Musical Instruments. J. New Music Res. 2011, 40, 379–387. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.; Sasikala, G.; Balaji, D.; Saravanakumar, A.; Bhuvaneswari, V.; Bhoopathi, R. A Critical Review on Wood-Based Polymer Composites: Processing, Properties, and Prospects. Polymers 2022, 14, 589. [Google Scholar] [CrossRef] [PubMed]
- Fletcher, N.H.; Rossing, T.D. The Physics of Musical Instruments; Springer Science & Business Media: New York, NY, USA, 2012. [Google Scholar]
- Benade, A.H. Fundamentals of Musical Acoustics; Oxford University Press: Oxford, UK, 1976. [Google Scholar]
- Hartmann, W.M. Principles of Musical Acoustics; Springer: New York, NY, USA, 2013. [Google Scholar]
- Chaigne, A.; Kergomard, J. Acoustics of Musical Instruments; Springer: New York, NY, USA, 2016. [Google Scholar]
- Schneider, A. (Ed.) Studies in Musical Acoustics and Psychoacoustics; Current Research in Systematic Musicology; Springer International Publishing: Berlin/Heidelberg, Germany, 2017; Volume 4. [Google Scholar] [CrossRef]
- Baines, A. Brass Instruments: Their History and Development, 1993 repri.; Dover Publications: Mineola, NY, USA, 1976. [Google Scholar]
- Campbell, M.; Gilbert, J.; Myers, A. The Science of Brass Instruments; Springer Nature Switzerland AG: Cham, Germany, 2021. [Google Scholar]
- Pastor, V. Introducción a La Acústica de Los Instrumentos de Viento-Metal. Rev. Acústica 2008, 40, 21–33. [Google Scholar]
- Carah, N.; Carah, N. Aerophones. In Musical Instrument Design: Practical Information for Instrument Making; See Sharp Press: Chicago, CA, USA, 1996; pp. 92–132. [Google Scholar]
- Zicari, M.; MacRitchie, J.; Ghirlanda, L.; Vanchieri, A.; Montorfano, D.; Barbato, M.C.; Soldini, E. Trumpet Mouthpiece Manufacturing and Tone Quality. J. Acoust. Soc. Am. 2013, 134, 3872–3886. [Google Scholar] [CrossRef] [PubMed]
- LoPresto, M.C. Mouthpiece and Bell Effects on Trombone Resonance. Phys. Teach. 2014, 52, 26–29. [Google Scholar] [CrossRef]
- Esteve Rico, J.C. Análisis de las Propiedades Acústicas del Trombón y su Aplicación en el Aula de Viento-Metal mediante las TIC. Ph.D. Thesis, Universidad de Alicante, Alicante, Spain, 2018. [Google Scholar]
- Gautier, F.; Secail, M.; Gilbert, J. Analysis of Vibroacoustics of Trombone Bells Thanks to an Adaptation of the Miller Experiment. In ICA 2013 Montreal; Acoustical Society of America: Melville, NY, USA, 2013. [Google Scholar]
- Bacciaglia, A.; Ceruti, A.; Liverani, A. Evaluation of 3D Printed Mouthpieces for Musical Instruments. Rapid Prototyp. J. 2020, 26, 577–584. [Google Scholar] [CrossRef]
- Tarrazó-Serrano, D.; Castiñeira-Ibáñez, S.; Rubio, C.; Sánchez-Aparisi, E. Estudio Comparativo de La Calidad Tímbrica de Una Trompeta Utilizando Boquillas Clásicas de Metal y de PLA Impresas En 3D. In 48o Congreso Español de Acústica (Tecniacústica 2017) y Encuentro Ibérico de Acústica; Sociedad Española de Acústica: A Coruña, Spain, 2017; pp. 1130–1137. [Google Scholar]
- Ansys GRANTA EduPack Software; ANSYS Inc.: Cambridge, UK, 2022.
- WinUnisoft; Alecop Group: Arrasate-Mondragón, España, 2022.
- Gonzalez, Y.; Prati, R.C. Similarity of Musical Timbres Using FFT-Acoustic Descriptor Analysis and Machine Learning. Eng 2023, 4, 555–568. [Google Scholar] [CrossRef]
- Gonzalez, Y.; Prati, R.C. Acoustic Descriptors for Characterization of Musical Timbre Using the Fast Fourier Transform. Electronics 2022, 11, 1405. [Google Scholar] [CrossRef]
- Rehm, A.M. The Magnitude of the Frequency Jitter of Acoustic Waves Generated by Wind Instruments Is of Relevance for the Live Performance of Music. Acoustics 2021, 3, 411–424. [Google Scholar] [CrossRef]
- Tammaro, D.; Villone, M.M.; Maffettone, P.L. Microfoamed Strands by 3D Foam Printing. Polymers 2022, 14, 3214. [Google Scholar] [CrossRef] [PubMed]
- Tammaro, D.; Ballesteros, A.; Walker, C.; Reichelt, N.; Trommsdorff, U. Expanded Beads of High Melt Strength Polypropylene Moldable at Low Steam Pressure by Foam Extrusion. Polymers 2022, 14, 205. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria | Desired Value |
|---|---|
| Physical properties | Density below 9000 kg/m3 |
| Magnetic properties | Non-magnetic |
| Optical properties | Opaque |
| Durability | Excellent behavior against moisture |
| Price | Lower than brass |
| Material | Polylactic Acid (PLA) | Nylon (PA-6) | Brass (C-6440) |
|---|---|---|---|
| Density (kg/m3) | 1240 | 1120–1150 | 8400 |
| Young modulus (GPa) | 3.3–3.6 | 1.3–1.6 | 93 |
| Poisson Coefficient | 0.38–0.40 | 0.34–0.36 | 0.35 |
| Elastic limit (MPa) | 55–72 | 40–50 | 138 |
| Resistance to traction (MPa) | 47–70 | 51–62 | 413 |
| Elongation (%) | 3–6 | 41–59 | 30 |
| Melting point (°C) | 145–177 | 227–238 | 890 |
| Glass transition temperature (°C) | 52–60 | 44–56 | - |
| Thermal conductivity (W/m °C) | 0.13–0.16 | 0.26–0.27 | 121 |
| Specific heat (J/kg °C) | 1180–1210 | 1590–1650 | 380 |
| Category | Parameter | Value | Category | Parameter | Value |
|---|---|---|---|---|---|
| Quality | Layer Height | 0.12 mm | Speed | Print Speed | 60 mm/s |
| Line Width | 0.44 mm | Infill Speed | 60 mm/s | ||
| Initial Layer Line Width | 100% | Wall Speed | 30 mm/s | ||
| Travel Speed | 150 mm/s | ||||
| Walls | Wall Thickness | 1.32 mm | Initial Layer Print Speed | 20 mm/s | |
| Wall Line Count | 3 | Initial Layer Travel Speed | 100 mm/s | ||
| Skirt/Brim speed | 20 mm/s | ||||
| Top/Bottom | Top/Bottom Thickness | 0.84 mm | Number of Slower Layers | 2 | |
| Skin Overlap percentage | 10% | ||||
| Skin Removal Width | 1.32 mm | Travel | Retraction Distance | 2 mm | |
| Skin Expand Width | 1.32 mm | Retraction Speed | 25 mm/s | ||
| Infill | Infill Density | 30% | Cooling | Fan Speed | 100% |
| Infill Line Distance | 0.44 mm | Regular Fan Speed at Height | 0.36 mm | ||
| Infill Pattern | Cubic | ||||
| Infill Overlap Percentage | 30% | Build Plate Adhesion | Support | Not | |
| Infill Layer Thickness | 0.12 mm | Build Plate Adhesion | Skirt | ||
| Skirt line Count | 4 | ||||
| Material (PLA) | Printing Temperature | 200 °C | Skirt Distance | 10 mm | |
| Build Plate Temperature | 60 °C | Skirt/Brim minimum Length | 250 mm | ||
| Flow | 100% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodríguez, J.C.; del Rey, R.; Peydro, M.A.; Alba, J.; Gámez, J.L. Design, Manufacturing and Acoustic Assessment of Polymer Mouthpieces for Trombones. Polymers 2023, 15, 1667. https://doi.org/10.3390/polym15071667
Rodríguez JC, del Rey R, Peydro MA, Alba J, Gámez JL. Design, Manufacturing and Acoustic Assessment of Polymer Mouthpieces for Trombones. Polymers. 2023; 15(7):1667. https://doi.org/10.3390/polym15071667
Chicago/Turabian StyleRodríguez, Juan C., Romina del Rey, Miguel A. Peydro, Jesús Alba, and Juan L. Gámez. 2023. "Design, Manufacturing and Acoustic Assessment of Polymer Mouthpieces for Trombones" Polymers 15, no. 7: 1667. https://doi.org/10.3390/polym15071667
APA StyleRodríguez, J. C., del Rey, R., Peydro, M. A., Alba, J., & Gámez, J. L. (2023). Design, Manufacturing and Acoustic Assessment of Polymer Mouthpieces for Trombones. Polymers, 15(7), 1667. https://doi.org/10.3390/polym15071667