
Fabrication and Characterization of EVA Resins as Adhesives in Plywood


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
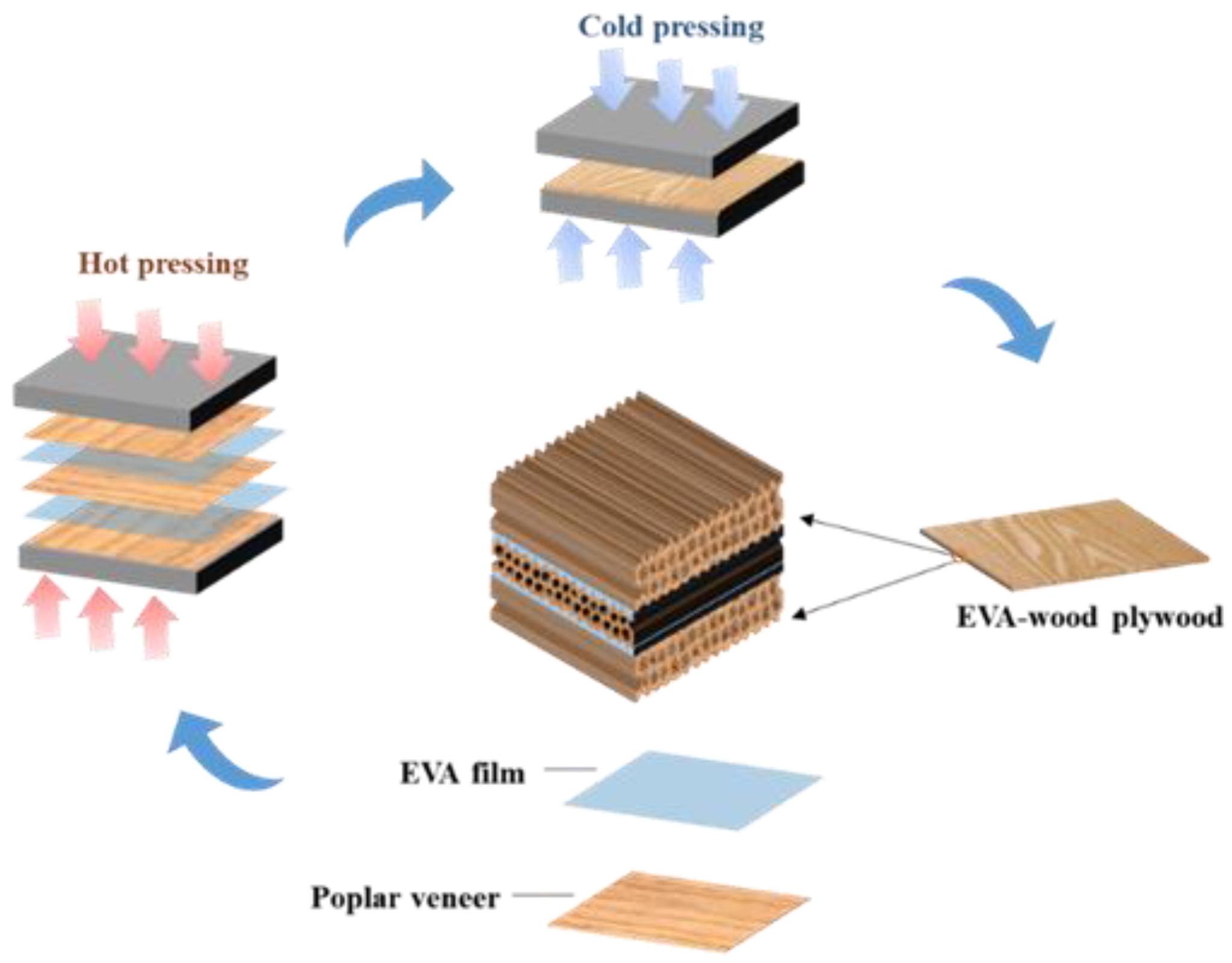
2.2. Production of the EVA Wood–Plastic Plywood
2.3. Characterization
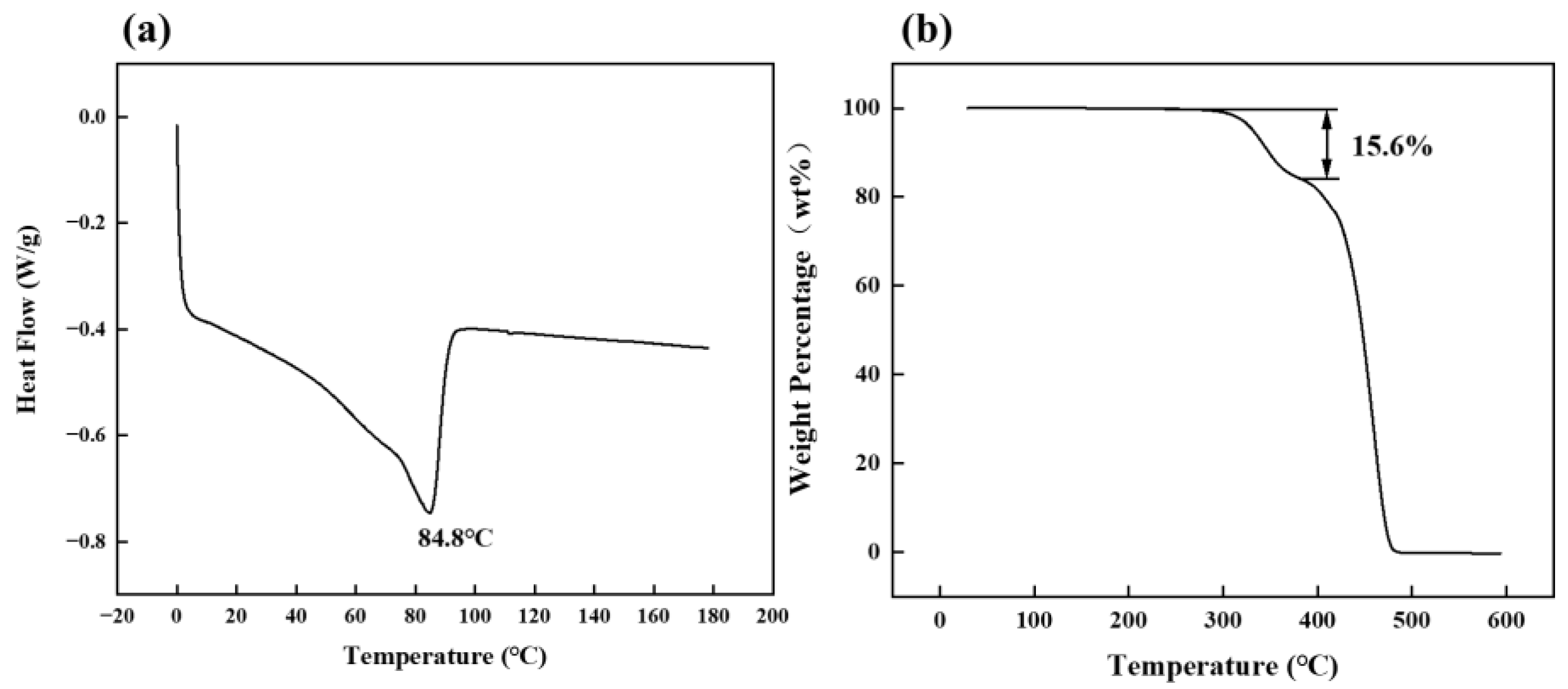
2.3.1. Thermal Properties of the EVA Film
2.3.2. Physical–Mechanical Characterization
- (1)
- Mechanical strength: According to the requirements of GB/T 9846-2015 [32] “Ordinary Plywood” type II and III plywood standard, the tests for plywood were performed under the conditions of 63 ± 3 °C hot water immersion for 3 h and 20 ± 3 °C cold water immersion for 24 h. The result revealed that the plywood could not meet the type II bonding strength test.
- (2)
- Twenty-four-hour water absorption: The size of three-layer plywood specimens with dimensions of 100 mm × 100 mm was weighed in 20 °C water before and after 24 h of soaking mass m1 and m2. The 24 h water absorption is calculated using the following equation:
- (3)
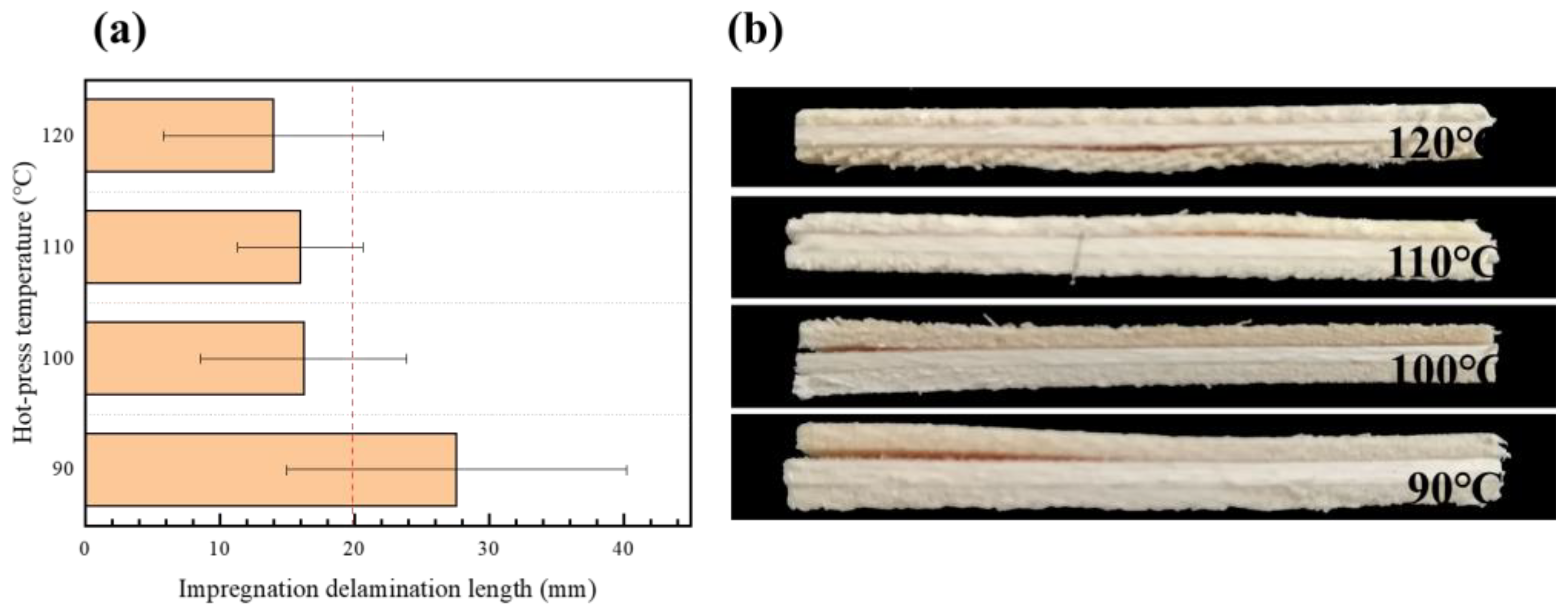
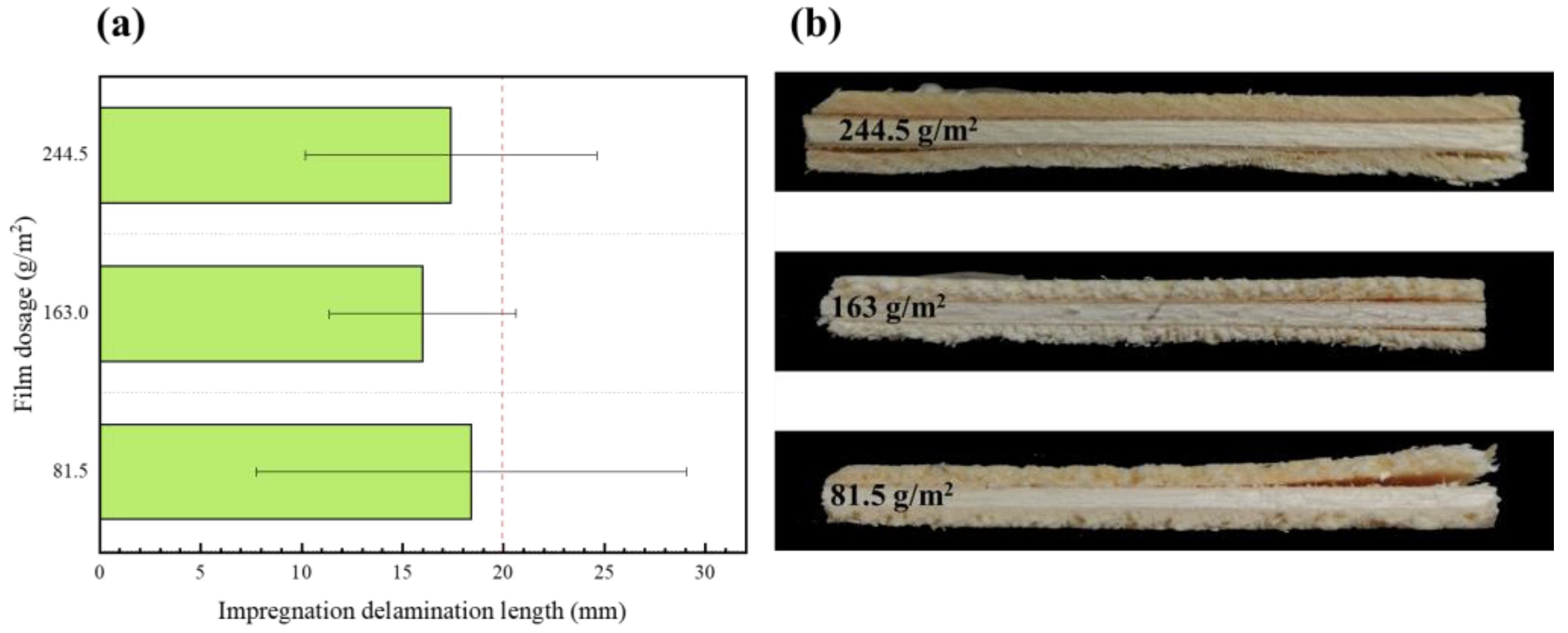
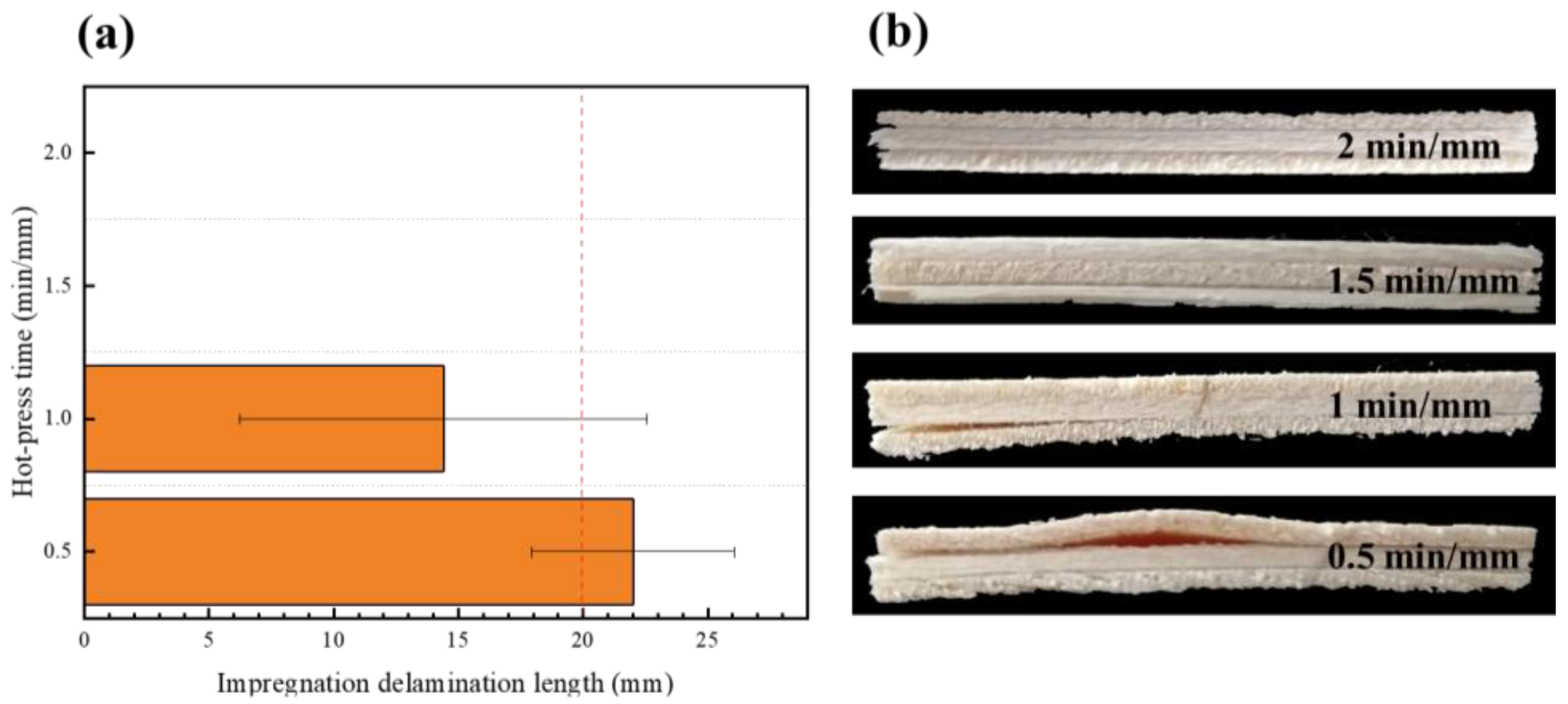
- Immersion peel performance: The immersion peel performance of the EVA wood–plastic plywood was tested according to the Chinese National Standard GB/T 9846-2015 [32], and the peeling delamination between the adhesive layers of the specimen was observed.
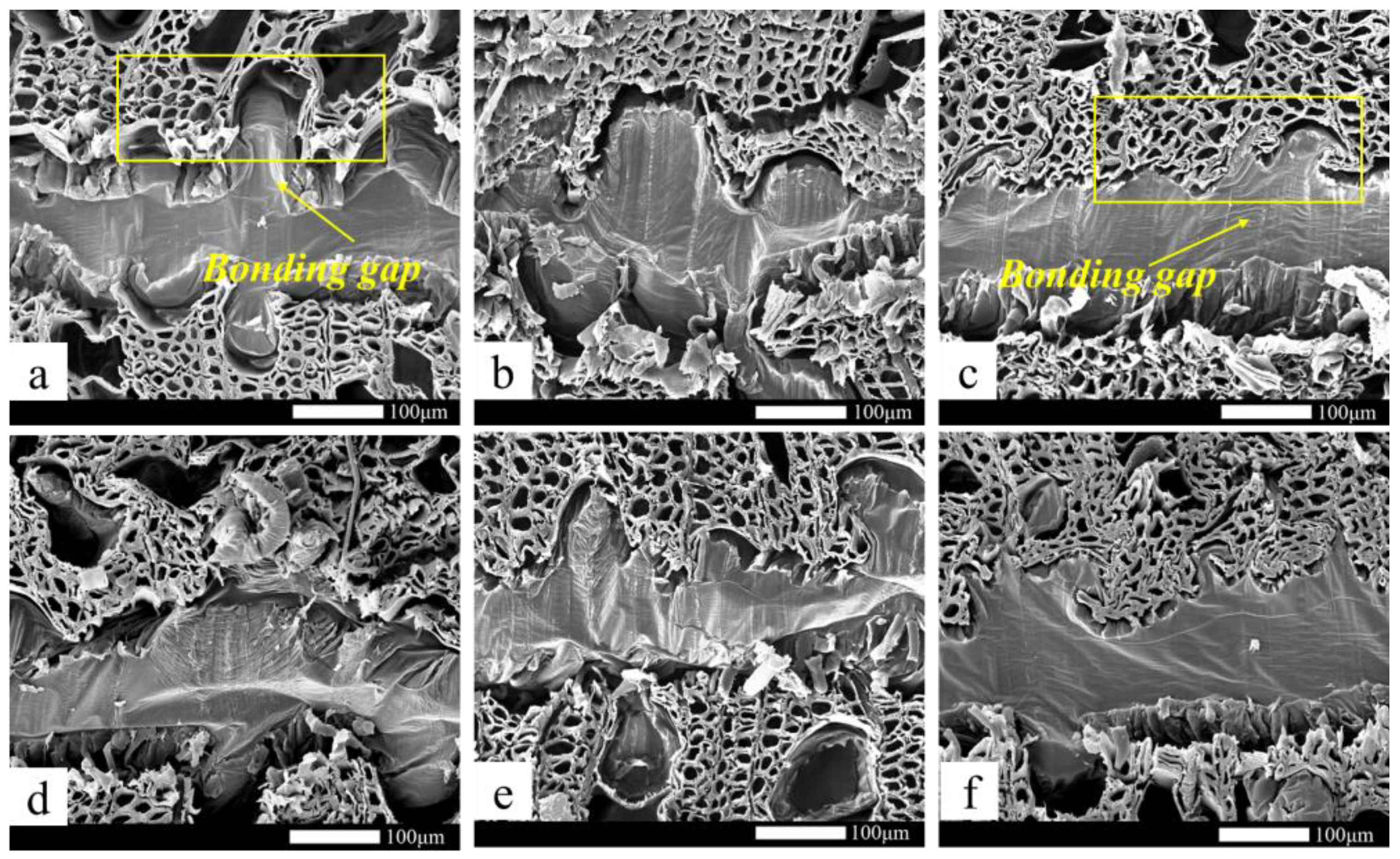
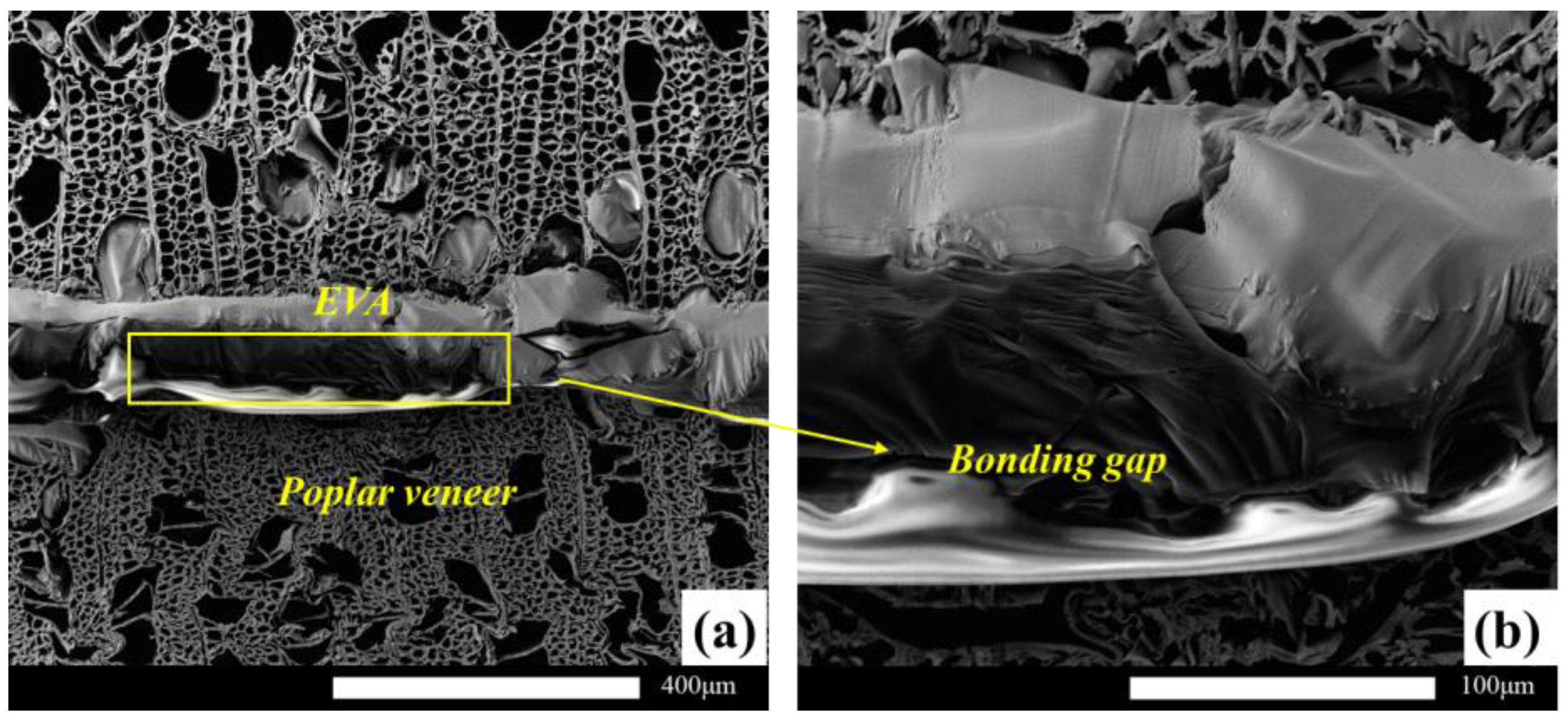
2.3.3. Scanning Electron Microscopy (SEM)
3. Results and Discussion
3.1. Characterization of the EVA Film
3.2. Effect of the Hot-Press Process on the Performance of the EVA Wood–Plastic Plywood
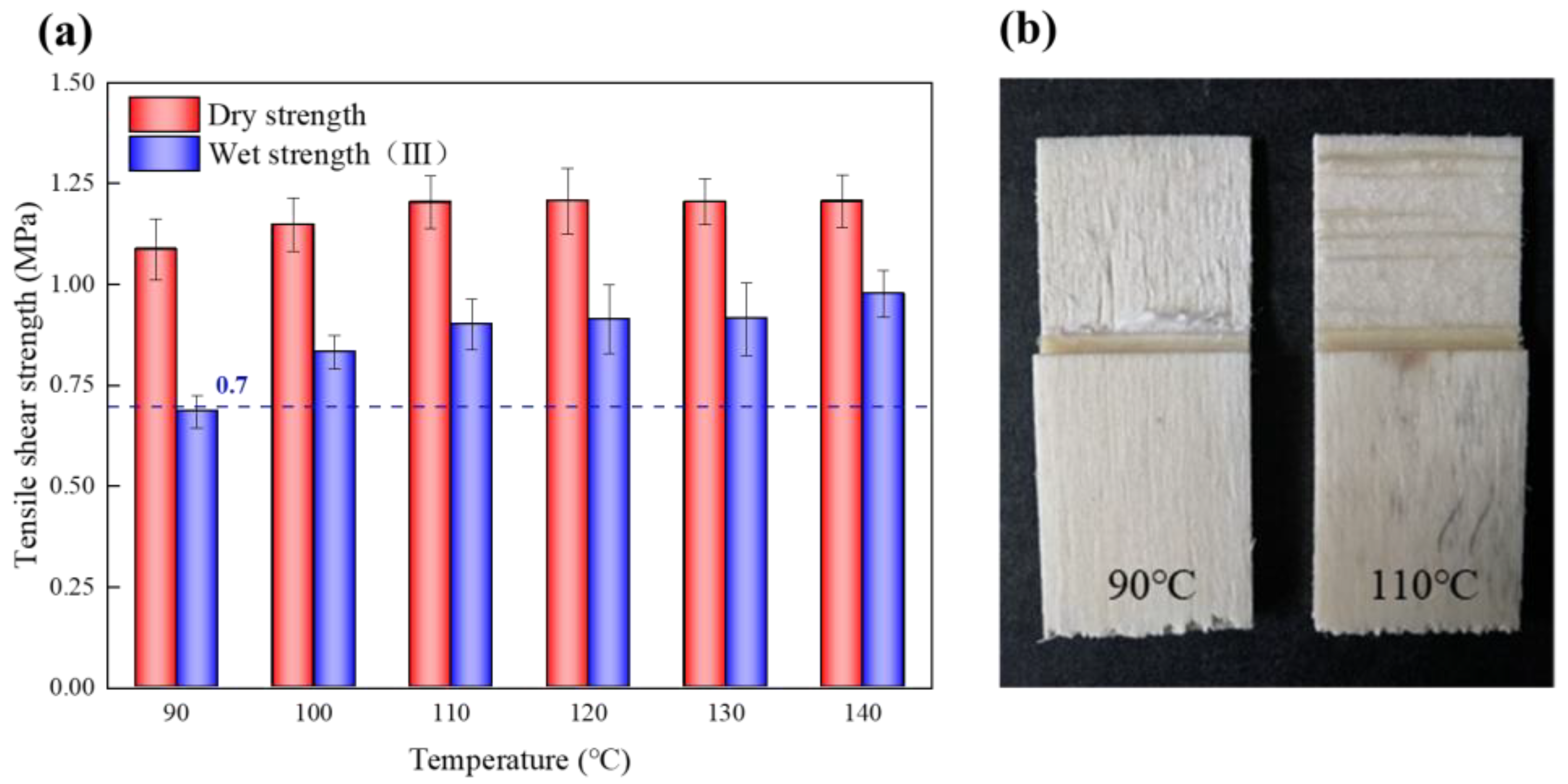
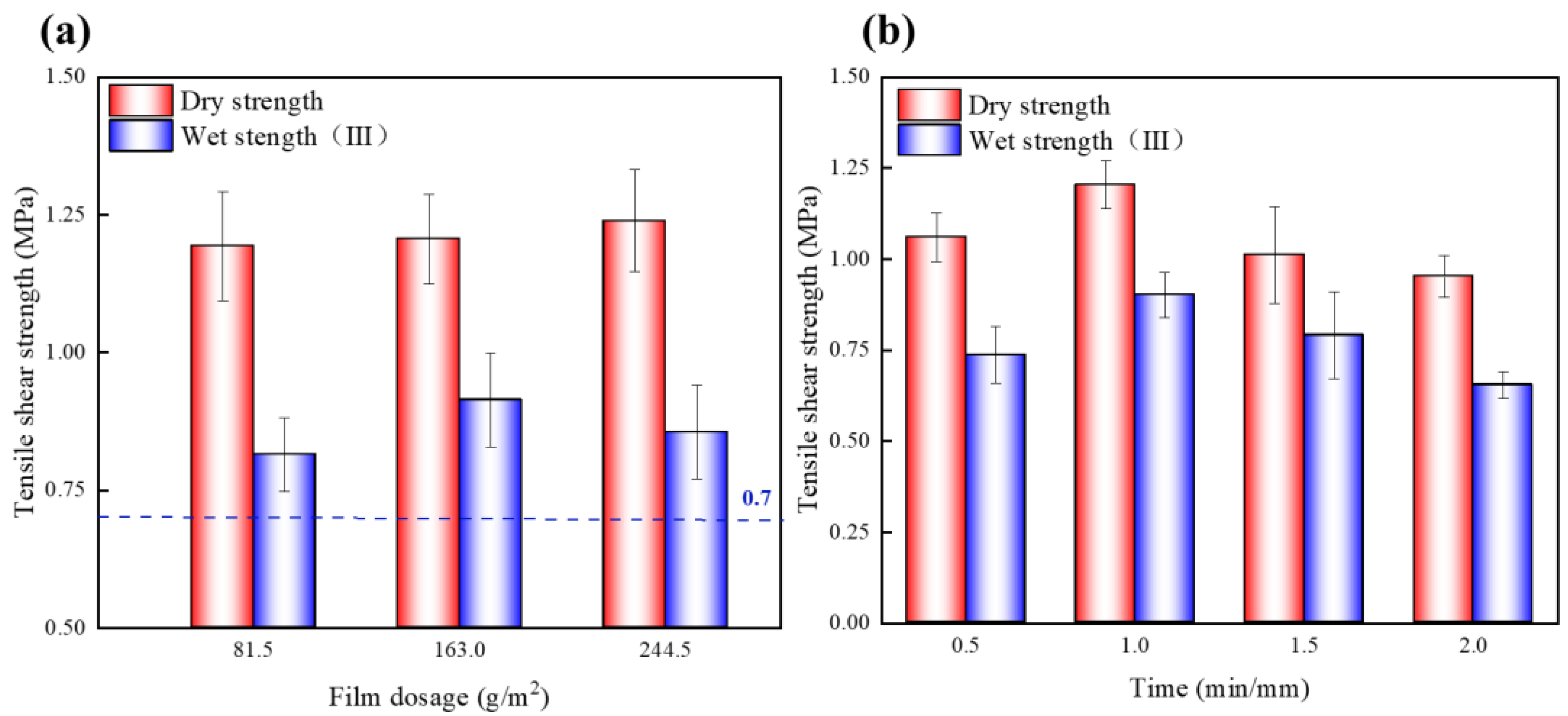
3.2.1. Effect of the Hot-Press Process on the Bonding Strength of the EVA Wood–Plastic Plywood
Hot-Press Temperature
Dosage of the EVA Film
Hot-Press Time
3.2.2. Effect of the Hot-Press Process on the Water Absorption of the EVA Wood–Plastic Plywood
3.2.3. Effect of the Hot-Press Process on the Immersion Peel Performance of the EVA Wood–Plastic Plywood
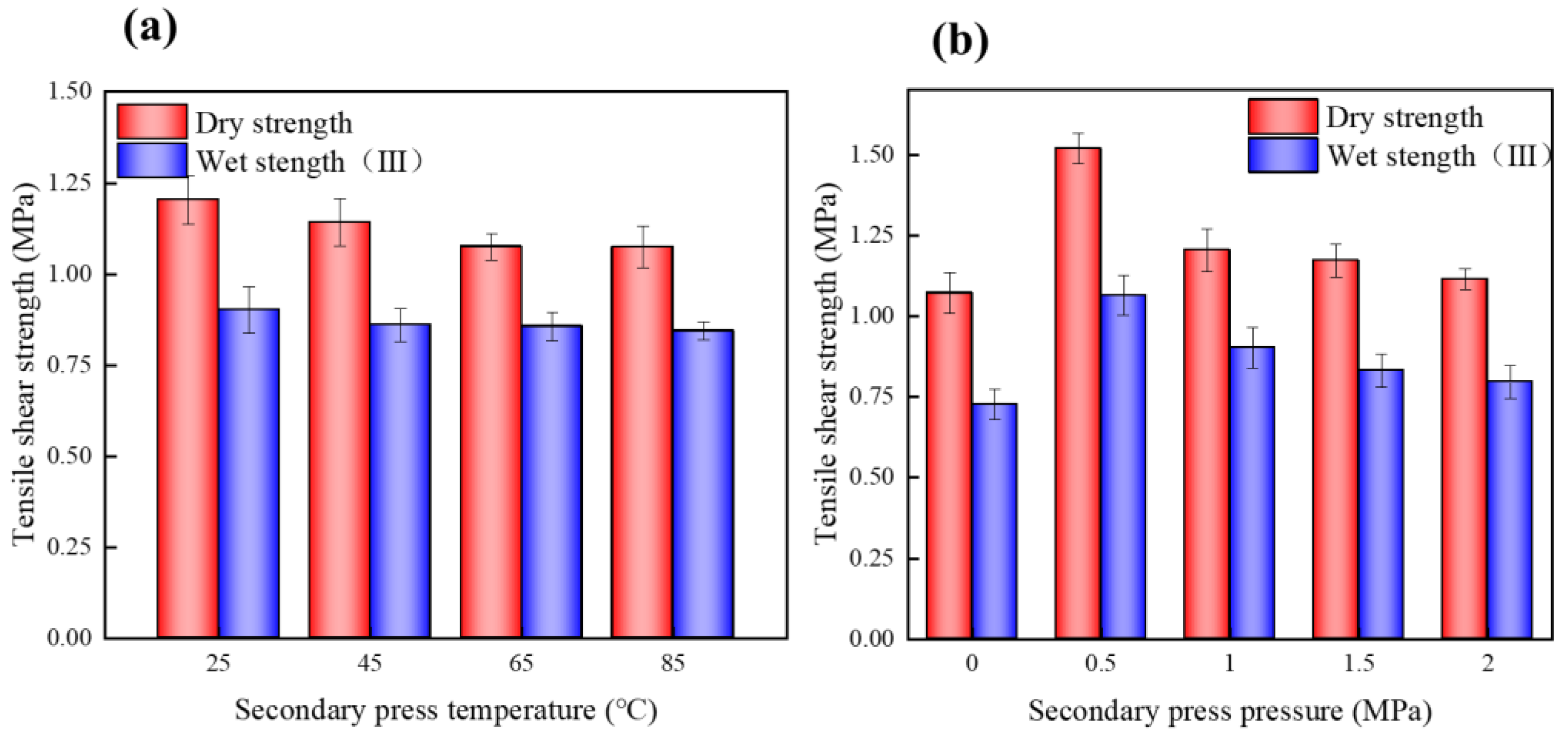
3.3. Effect of the Secondary Press Process on the Performance of the EVA Wood–Plastic Plywood
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Duan, X.X.; Shi, J.Y. Preparation and application of formaldehyde-free adesives from biomass feedstock. China Wood-Based Panels 2016, 23, 19–23. [Google Scholar]
- Park, B.-D.; Lee, S.-M.; Roh, J.-K. Effects of formaldehyde/urea mole ratio and melamine content on the hydrolytic stability of cured urea-melamine-formaldehyde resin. Eur. J. Wood Wood Prod. 2009, 67, 121–123. [Google Scholar] [CrossRef]
- Ferra, J.M.; Mena, P.C.; Martins, J.; Mendes, A.M.; Costa, M.R.N.; Magalhaes, F.D.; Carvalho, L.H. Optimization of the synthesis of urea-formaldehyde resins using response surface methodology. J. Adhes. Sci. Technol. 2010, 24, 1455–1472. [Google Scholar] [CrossRef]
- He, Z.; Zhang, Y. Control of formaldehyde emission from wood-based panels by doping adsorbents: Optimization and application. Heat Mass Transf. 2013, 49, 879–886. [Google Scholar] [CrossRef]
- Song, J.X.; Tian, H.; Lei, H.; Xu, G.X.; Wang, J.S.; Pu, L.; Chen, Q. Modification of urea-formaldehyde resin by Nano MnO2. J. For. Eng. 2022, 7, 91–96. [Google Scholar] [CrossRef]
- Chang, L.; Gou, W.J.; Chen, Y.P. Review of research and application of non-formaldehyde adhesives for producing wood-based panels. China For. Prod. Ind. 2014, 41, 3–6, 12. [Google Scholar] [CrossRef]
- Gu, M.; Wu, J. Green product evaluation standard of furniture advocates green development. China Qual. Certif. 2020, 3, 59–61. [Google Scholar] [CrossRef]
- Xiong, X.; Ma, Q.; Yuan, Y.; Wu, Z.; Zhang, M. Current situation and key manufacturing considerations of green furniture in China: A review. J. Clean. Prod. 2020, 267, 121957. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Falah, F.; Harini, D.; Sudarmanto; Kharisma, A.; Tjahyono, B.; Fatriasari, W.; Subiyanto, B.; Suryanegara, L.; Iswanto, A.H. Enhancing the performance of natural rubber latex with polymeric isocyanate as secondary pressing and formaldehyde free adhesive for plywood. J. Adhes. 2023, 99, 58–73. [Google Scholar] [CrossRef]
- Lei, Z.; Jiang, K.; Chen, Y.; Yi, M.; Feng, Q.; Tan, H.; Qi, J.; Xie, J.; Huang, X.; Jiang, Y.; et al. Study on the bonding performance and mildew resistance of soy protein-based adhesives enhanced by hydroxymethyl L-tyrosine cross-linker. Int. J. Adhes. Adhes. 2022, 117, 103167. [Google Scholar] [CrossRef]
- Xiong, X.-Q.; Yuan, Y.-Y.; Niu, Y.-T.; Zhang, L.-T. Development of a cornstarch adhesive for laminated veneer lumber bonding for use in engineered wood flooring. Int. J. Adhes. Adhes. 2020, 98, 102534. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, Z.; Chen, X.; Ma, Y.; Tan, H. Synthesis of grafting itaconic acid to starch-based wood adhesive for curing at room temperature. J. Polym. Environ. 2021, 29, 685–693. [Google Scholar] [CrossRef]
- Xiong, X.Q.; Bao, Y.L.; Guo, W.J.; Fang, L.; Wu, Z.H. Preparation and application of high performance corn starch clue in straw decorative panel. Wood Fiber Sci. 2018, 50, 88–95. [Google Scholar]
- Liu, Z.; Kou, F.J.; Duan, Y.C.; Wang, W.J.; Peng, L.; Li, J.Z.; Gao, Q. Preparation and Investigation of Distillers-dried Grains with Solubles-based Wood Adhesive. J. For. Eng. 2021, 6, 105–111. [Google Scholar]
- Zheng, L.; Zuo, Y.F.; Li, P.; Wang, S.; Sheng, G.A.; Wu, Y.Q. Construction of homogeneous structure and chemical bonding in bamboo scrap/magnesium oxychloride composites by polycarboxylate superplasticizer. J. Mater. Res. Technol. 2021, 12, 2257–2266. [Google Scholar] [CrossRef]
- Fang, L.; Zeng, J.; Zhang, X.H.; Wang, D. Effect of Veneer Initial Moisture Content on the Performance of Polyethylene Film Reinforced Decorative Veneer. Forests 2021, 12, 102. [Google Scholar] [CrossRef]
- Fang, L.; Chang, L.; Guo, W.-j.; Ren, Y.-p.; Wang, Z. Preparation and characterization of wood-plastic plywood bonded with high density polyethylene film. Eur. J. Wood Wood Prod. 2013, 71, 739–746. [Google Scholar] [CrossRef]
- Grillo, C.C.; Saron, C. Wood-plastic from pennisetum purpureum fibers and recycled low-density polyethylene. J. Nat. Fibers 2022, 19, 858–871. [Google Scholar] [CrossRef]
- Sun, Y.X.; Liu, Y.; Wang, H.W.; Li, C.F.; Liu, M.L. Study on the Preparation Techology of Low Density Polyethylene Film Plywood. China For. Prod. Ind. 2020, 57, 24–26, 36. [Google Scholar] [CrossRef]
- Gao, Y.L. Process Optimization of Plywood Made of PVC Film and Eucalyptus Veneer. Master’s Thesis, Fujian Agriculture and Forestry University, Fuzhou, China, 2018. [Google Scholar]
- Huang, Z.W. Study on the Preparation and Performance of Eucalyptus Veneer Plywood Glued by Thin Polyethylene Film. Master’s Thesis, Fujian Agriculture and Forestry University, Fuzhou, China, 2017. [Google Scholar]
- Li, Z.; Qi, X.; Gao, Y.; Zhou, Y.; Chen, N.; Zeng, Q.; Fan, M.; Rao, J. Effect of PVC film pretreatment on performance and lamination of wood-plastic composite plywood. RSC Adv. 2019, 9, 21530–21538. [Google Scholar] [CrossRef]
- Ye, C.X.; Yang, W.B.; Xu, J.Y.; Chen, Z.J.; Liao, R.; Zhong, Z. Hot-pressing Technology of Formaldehyde-free Plywood Made by Veneer with Rolling Holes and High-density Polyethylene Film. J. Northwest A F Univ. (Nat. Sci. Ed.) 2015, 43, 76–82. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, Z.; Dong, H.; Fu, S.; Ma, L.; Yang, X. Wood plastic composites based wood wall’s structure and thermal insulation performance. J. Bioresour. Bioprod. 2021, 6, 65–74. [Google Scholar] [CrossRef]
- Tian, F.; Xu, X. Dynamical mechanical behaviors of rubber-filled wood fiber composites with urea formaldehyde resin. J. Bioresour. Bioprod. 2022, 7, 320–327. [Google Scholar] [CrossRef]
- Bekhta, P.; Mueller, M.; Hunko, I. Properties of thermoplastic-bonded plywood: Effects of the wood species and types of the thermoplastic films. Polymers 2020, 12, 2582. [Google Scholar] [CrossRef] [PubMed]
- Chang, L. Formation Mechanism and Interface Status Evaluation of High Density Polyethylene Poplar Composite Plywood. Ph.D. Thesis, Chinese Academy of Forestry, Beijing, China, 2014. [Google Scholar]
- Fang, L. Interfacial Modification Methods and Mechanism of High Density Polyethylene Film/Poplar Veneer Plywood. Ph.D. Thesis, Chinese Academy of Forestry, Beijing, China, 2014. [Google Scholar]
- Song, W.; Wei, W.; Li, X.; Zhang, S. Utilization of polypropylene film as an adhesive to prepare formaldehyde-free, weather-resistant plywood-like composites: Process optimization, performance evaluation, and interface modification. Bioresources 2017, 12, 228–254. [Google Scholar] [CrossRef]
- Chen, Z.H.; Wang, C.C.; Cao, Y.; Zhang, S.B.; Song, W. Effect of adhesive content and modification method on physical and mechanical properties of eucalyptus veneer-poly-beta-hydroxybutyrate film composites. For. Prod. J. 2018, 68, 419–429. [Google Scholar] [CrossRef]
- GB/T 17657-2013; Test Methods of Evaluating the Properties of Wood-Based Panels and Surface Decorated Wood-Based Panels—Part 4: Test Method. China National Standardization Administration: Beijing, China, 2013.
- GB/T 9846-2015; Plywood for General Use—Part 5: Require. China National Standardization Administration: Beijing, China, 2015.
- Gu, P.; Zhang, J. Vinyl acetate content influence on thermal, non-isothermal crystallization, and optical characteristics of ethylene-vinyl acetate copolymers. Iran. Polym. J. 2022, 31, 905–917. [Google Scholar] [CrossRef]
- Yang, G.; Li, Q.C.; Li, Y.M.; Lu, W.; Xu, L.P.; Wang, Y.X. Capability and application of poly(ethylene-co-vinyl acetate)(EVA). Chin. J. Colloid Polym. 2009, 27, 45–46. [Google Scholar]
- Zhou, D. Production progress and apply of ethylene-vinylacetate. Guangdong Chem. Ind. 2015, 42, 99–100, 104. [Google Scholar]
- Tian, J.J.; Jiang, H.; Su, T.T.; Zhang, X.T.; Sun, Z.L. Study on the Thermal Decomposition of EVA Based on the TGA-FTIR. J. Instrum. Anal. 2003, 22, 100–102. [Google Scholar]
- Yao, F.; Wu, Q.; Lei, Y.; Guo, W.; Xu, Y. Thermal decomposition kinetics of natural fibers: Activation energy with dynamic thermogravimetric analysis. Polym. Degrad. Stab. 2008, 93, 90–98. [Google Scholar] [CrossRef]
- Bekhta, P.; Sedliacik, J. Environmentally-friendly high-density polyethylene-bonded plywood panels. Polymers 2019, 11, 1166. [Google Scholar] [CrossRef]
- Bekhta, P.; Chernetskyi, O.; Kusniak, I.; Bekhta, N.; Bryn, O. Selected properties of plywood bonded with low-density polyethylene film from different wood species. Polymers 2022, 14, 51. [Google Scholar] [CrossRef]
- Bekhta, P.; Pizzi, A.; Kusniak, I.; Bekhta, N.; Chernetskyi, O.; Nuryawan, A. A comparative study of several properties of plywood bonded with virgin and recycled LDPE films. Materials 2022, 15, 4942. [Google Scholar] [CrossRef]
- Fang, L.; Yin, Y.H.; Han, Y.L.; Chang, L.; Wu, Z.H. Effects of number o film layers on properties of thermoplastic bonded plywood. J. For. Eng. 2016, 1, 45–50. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, Z. Hot-pressing composite curling deformation characteristics of plastic film-reinforced pliable decorative sliced veneer. Compos. Sci. Technol. 2018, 157, 40–47. [Google Scholar] [CrossRef]
- Chang, L.; Tang, Q.; Gao, L.; Fang, L.; Wang, Z.; Guo, W. Fabrication and characterization of HDPE resins as adhesives in plywood. Eur. J. Wood Wood Prod. 2018, 76, 325–335. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; He, Y.; Yu, J.; Lu, Y.; Zhang, X.; Fang, L. Fabrication and Characterization of EVA Resins as Adhesives in Plywood. Polymers 2023, 15, 1834. https://doi.org/10.3390/polym15081834
Zhang Y, He Y, Yu J, Lu Y, Zhang X, Fang L. Fabrication and Characterization of EVA Resins as Adhesives in Plywood. Polymers. 2023; 15(8):1834. https://doi.org/10.3390/polym15081834
Chicago/Turabian StyleZhang, Yu, Ye He, Jiayan Yu, Yuxin Lu, Xinhao Zhang, and Lu Fang. 2023. "Fabrication and Characterization of EVA Resins as Adhesives in Plywood" Polymers 15, no. 8: 1834. https://doi.org/10.3390/polym15081834
APA StyleZhang, Y., He, Y., Yu, J., Lu, Y., Zhang, X., & Fang, L. (2023). Fabrication and Characterization of EVA Resins as Adhesives in Plywood. Polymers, 15(8), 1834. https://doi.org/10.3390/polym15081834