
Preparation and Performance of Bitumen Modified by Melt-Blown Fabric of Waste Mask Based on Grey Relational and Radar Chart Analysis
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
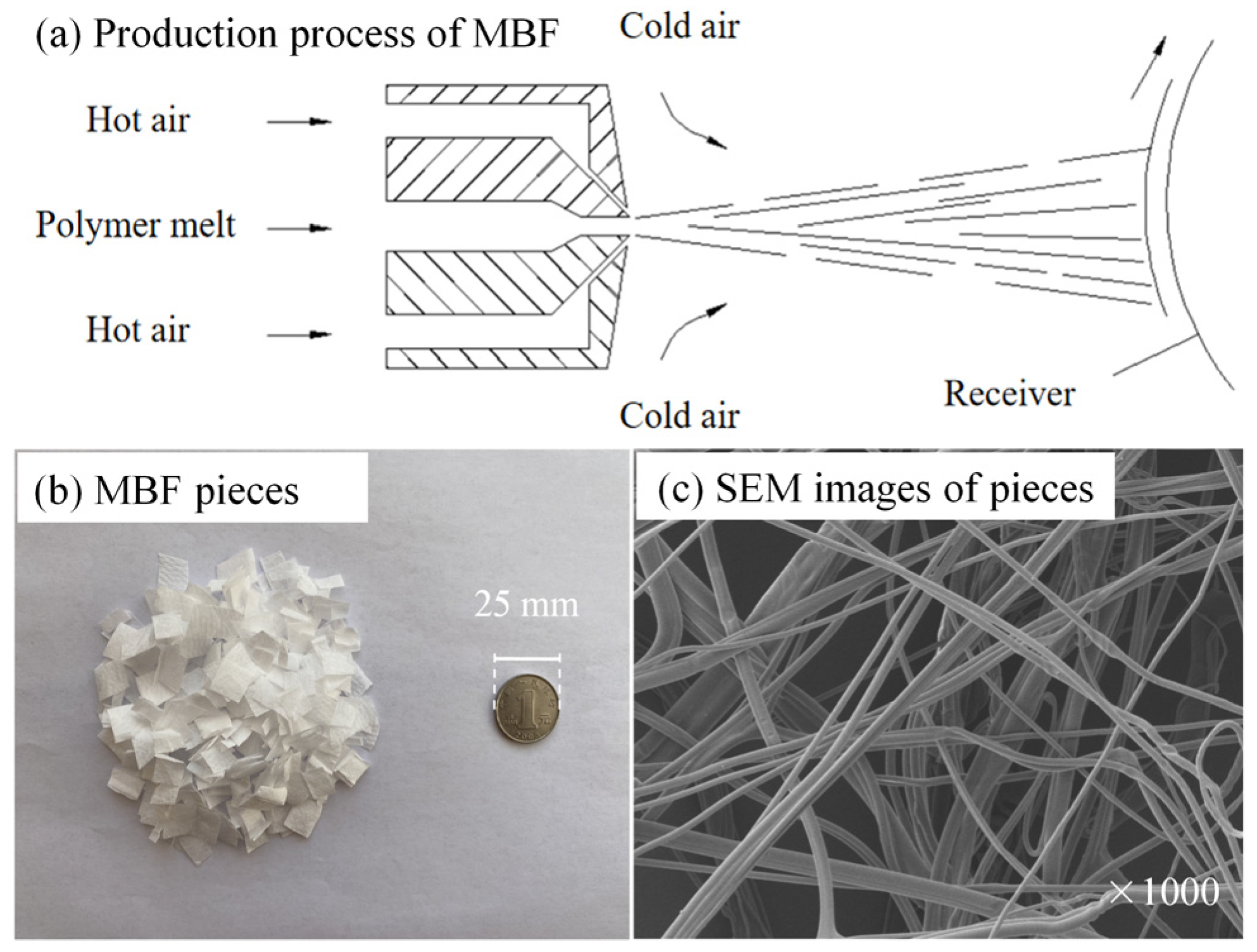
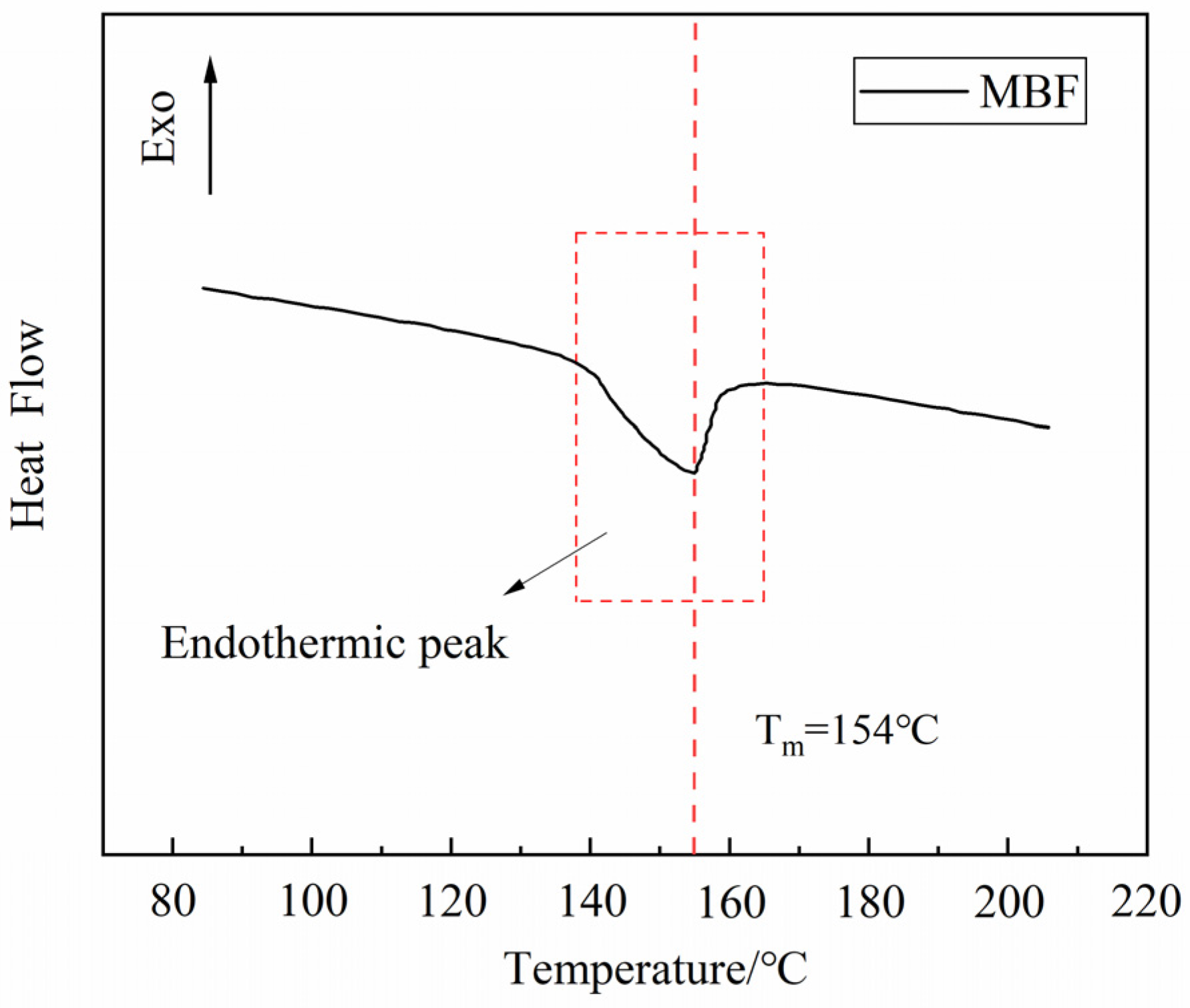
2.1. Materials
2.2. Methods
2.2.1. Orthogonal Experimental Design (OED)
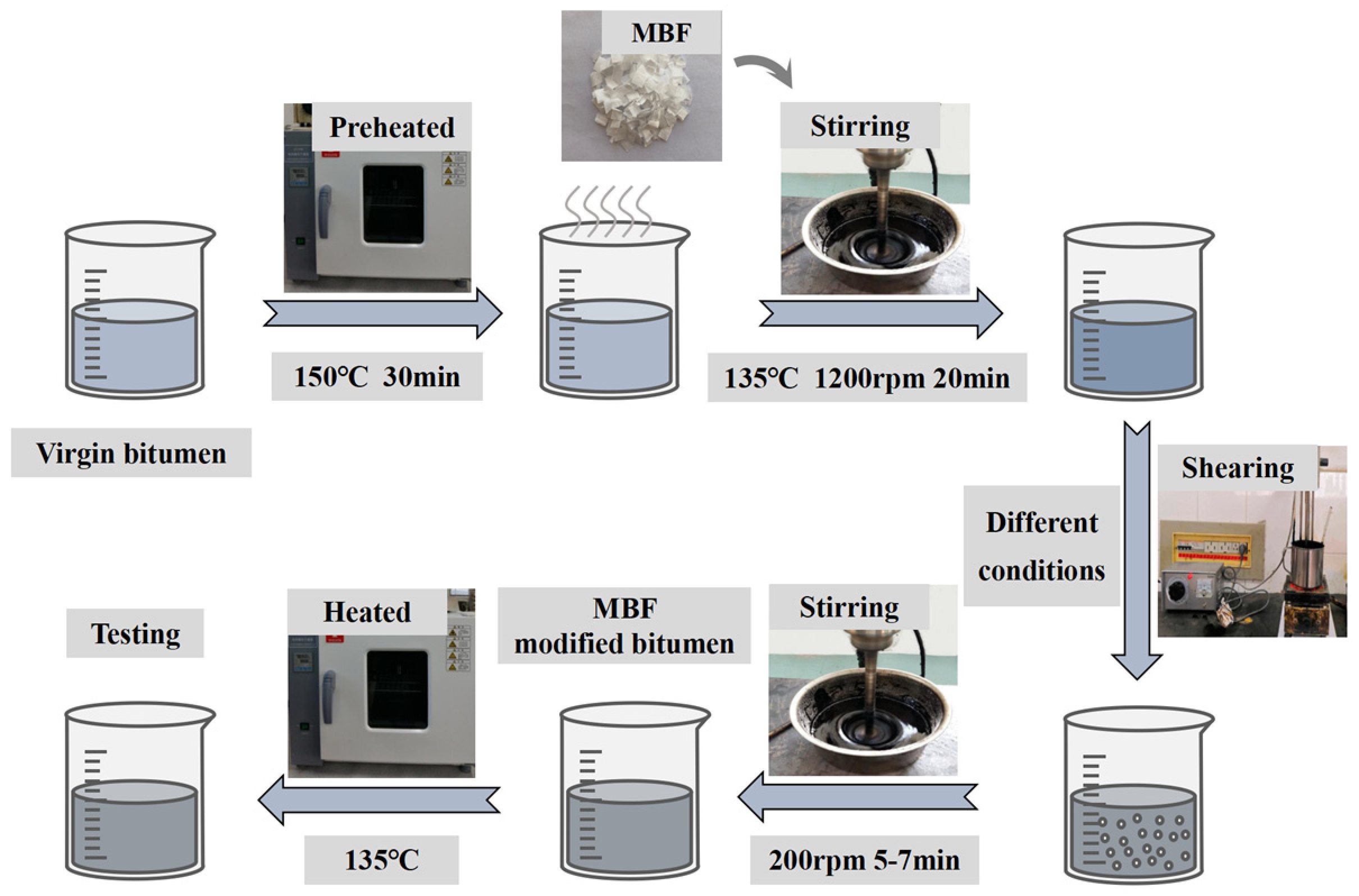
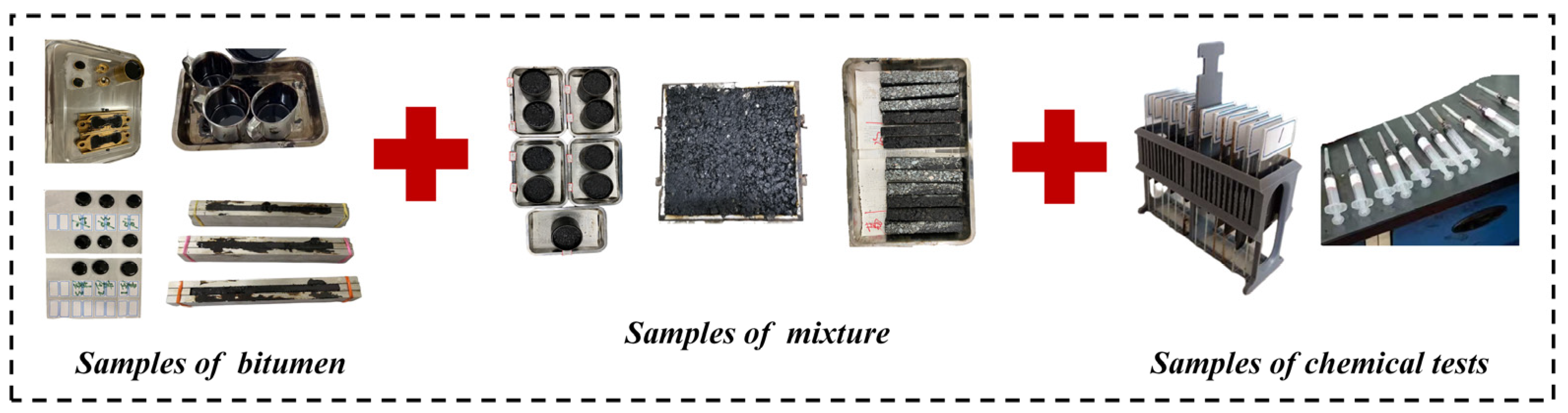
2.2.2. Preparation of Samples
2.2.3. Grey Relational Analysis (GRA)
- (1)
- Set the reference sequence and the comparison sequence of the gray system:where: is the ideal value in every evaluation index.
- (2)
- Carry out the dimensionless calculation of data:
- (3)
- Calculate the correlation coefficient :where is the difference between the sequences, ; and are the maximum and minimum values of the difference, respectively; is the resolution factor, (0, 1), 0.5 in this research.
- (4)
- Calculate the grey relational degree :where: n is the number of data in the sequence.
- (5)
- Calculate the synthetic weighted score:where: ; is the number of factors.
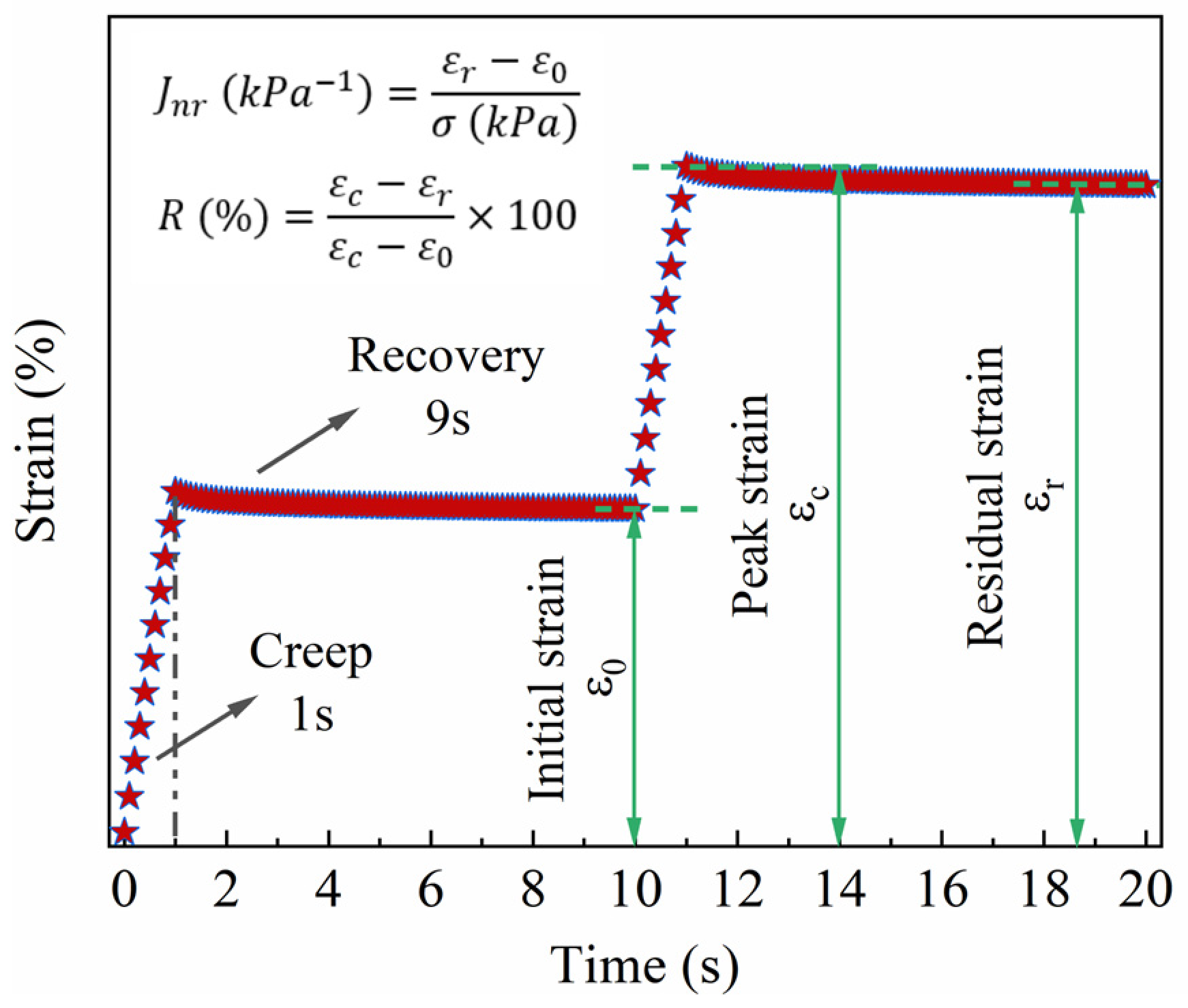
2.2.4. Test Methods
2.2.5. Radar Chart Evaluation Method (RCEM)
- (1)
- Establish a matrix for the evaluating indicators:
- (2)
- Standardize the data in matrix :where is the standardized data; is the average value of indicator , ; and is the standard deviation of indicator , .
- (3)
- Perform a non-linear transformation on every indicator:where is the indicator after non-linear transformation.
- (4)
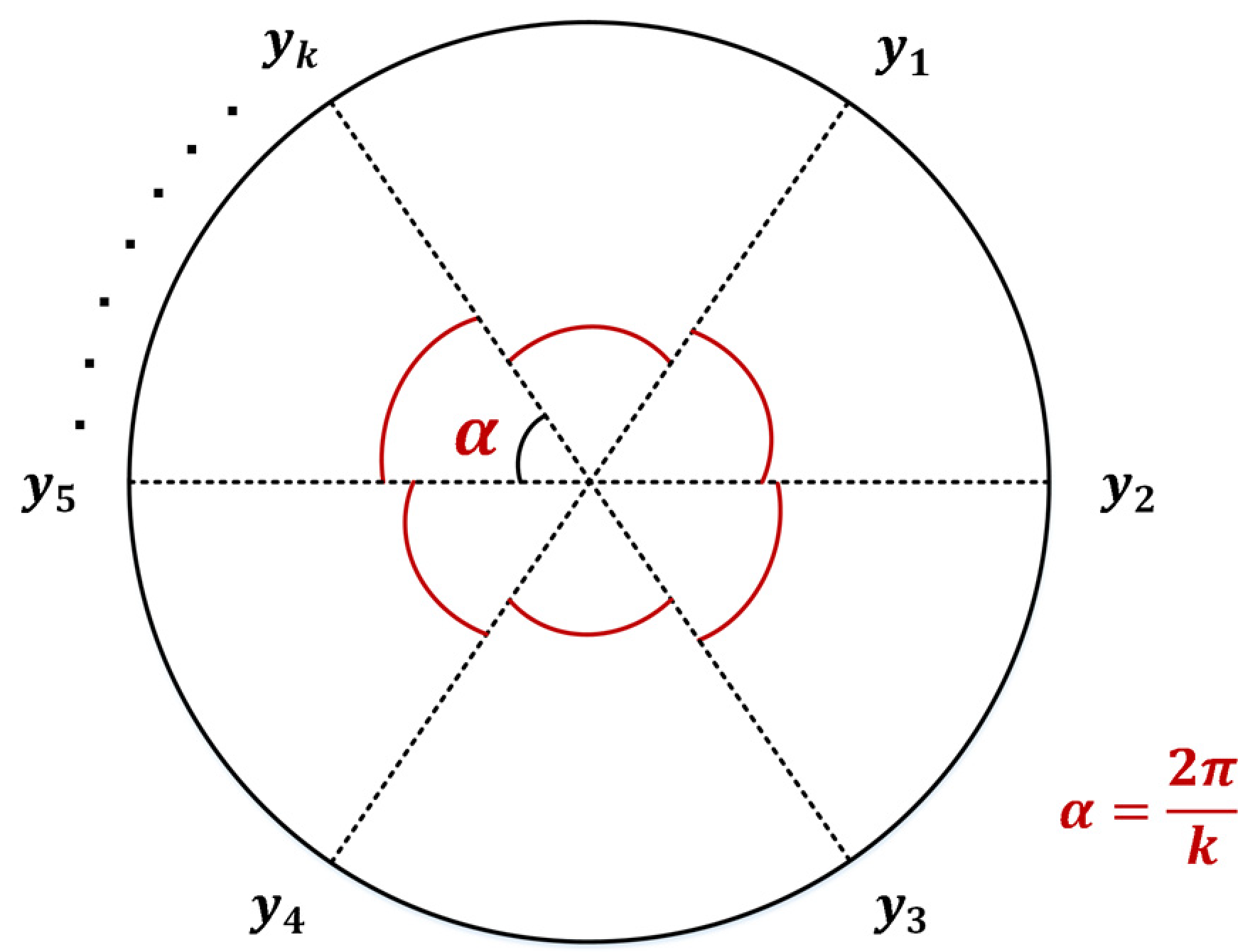
- Compute the characteristic vectors:where is the evaluation vector of object ; and is the area and perimeter of the radar chart, respectively. The calculation formulas are as follows:where is the number of indicators; is the central angle formed by adjacent indicators. The sketch map of RCEM is shown in Figure 6.
- (5)
- Define the evaluation vector:where and is the relative area and perimeter of the evaluation object, respectively. The calculation formulas are as follows:
- (6)
- Compute the comprehensive evaluation results:
3. Results
3.1. OED and GRA
3.2. Properties of Bitumen
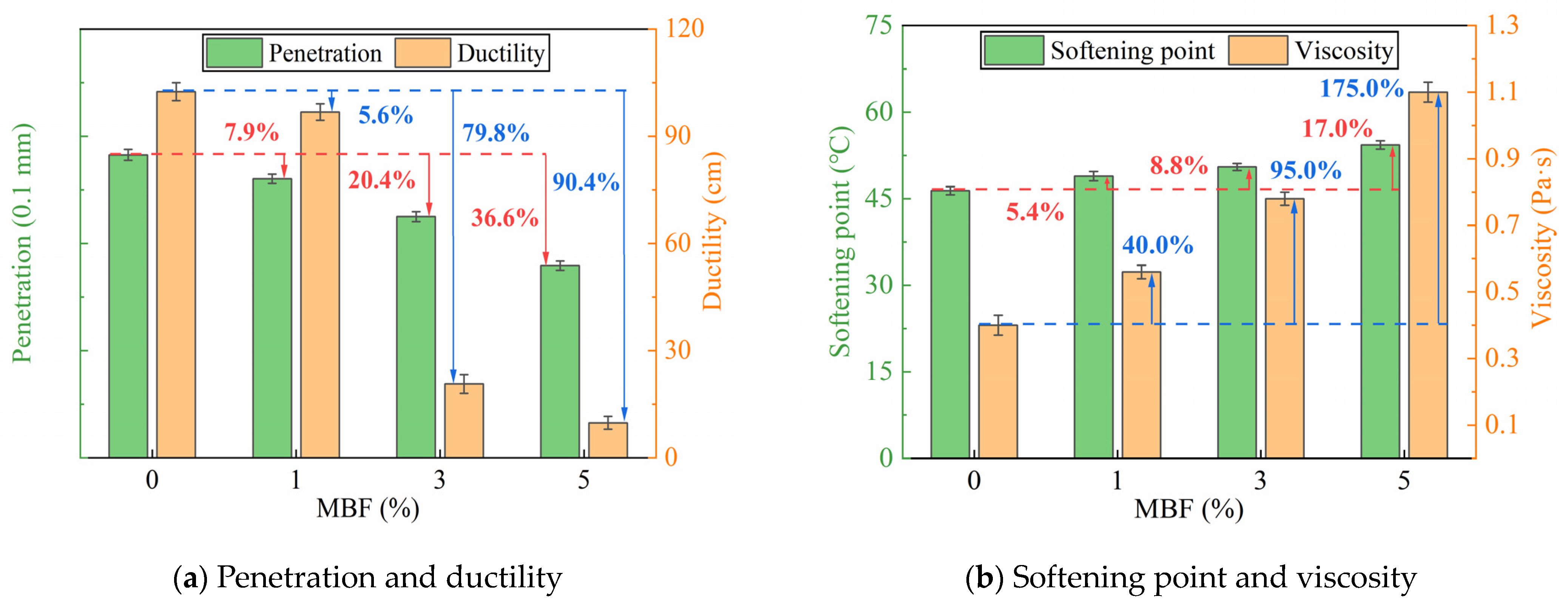
3.2.1. Conventional Physical Properties
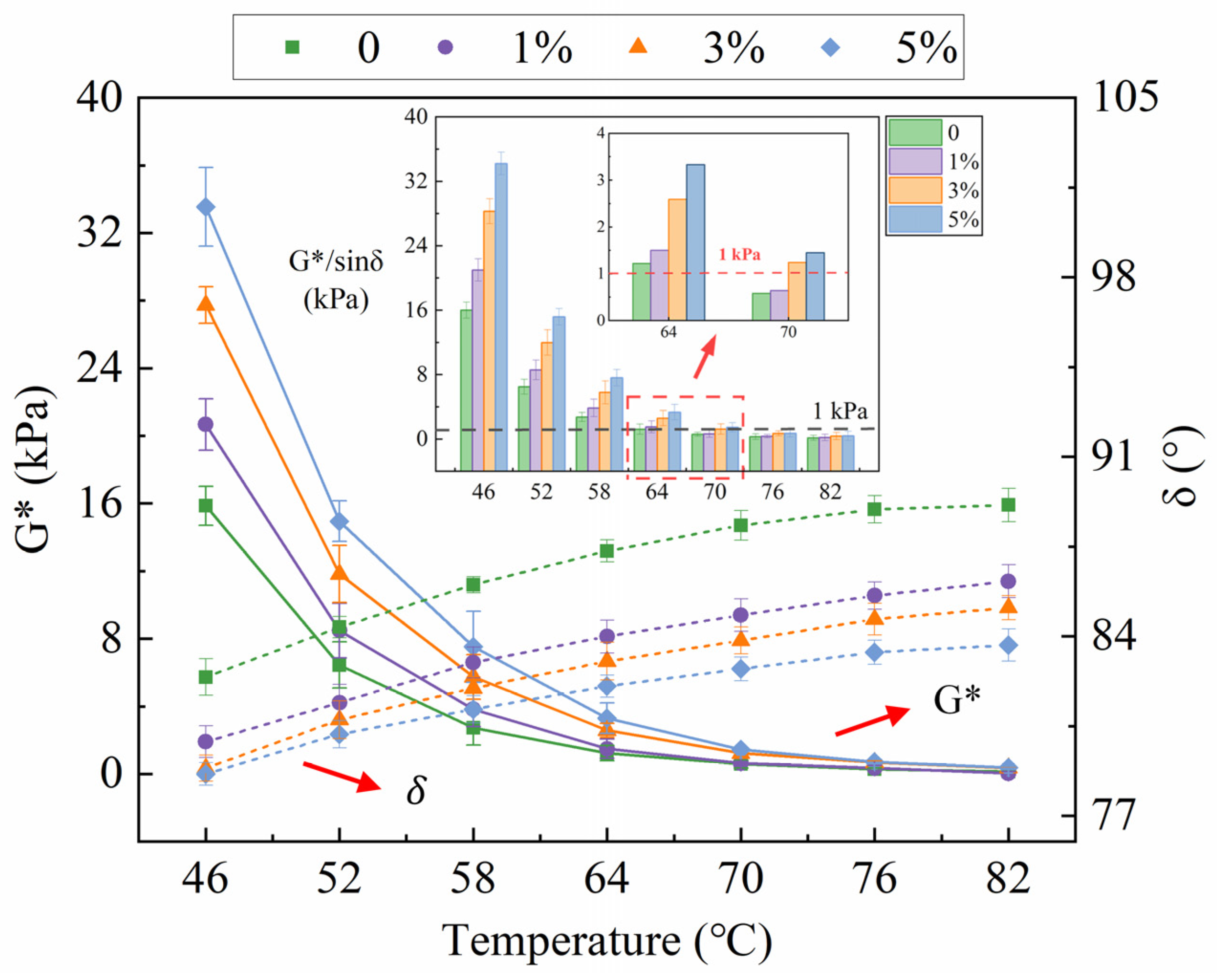
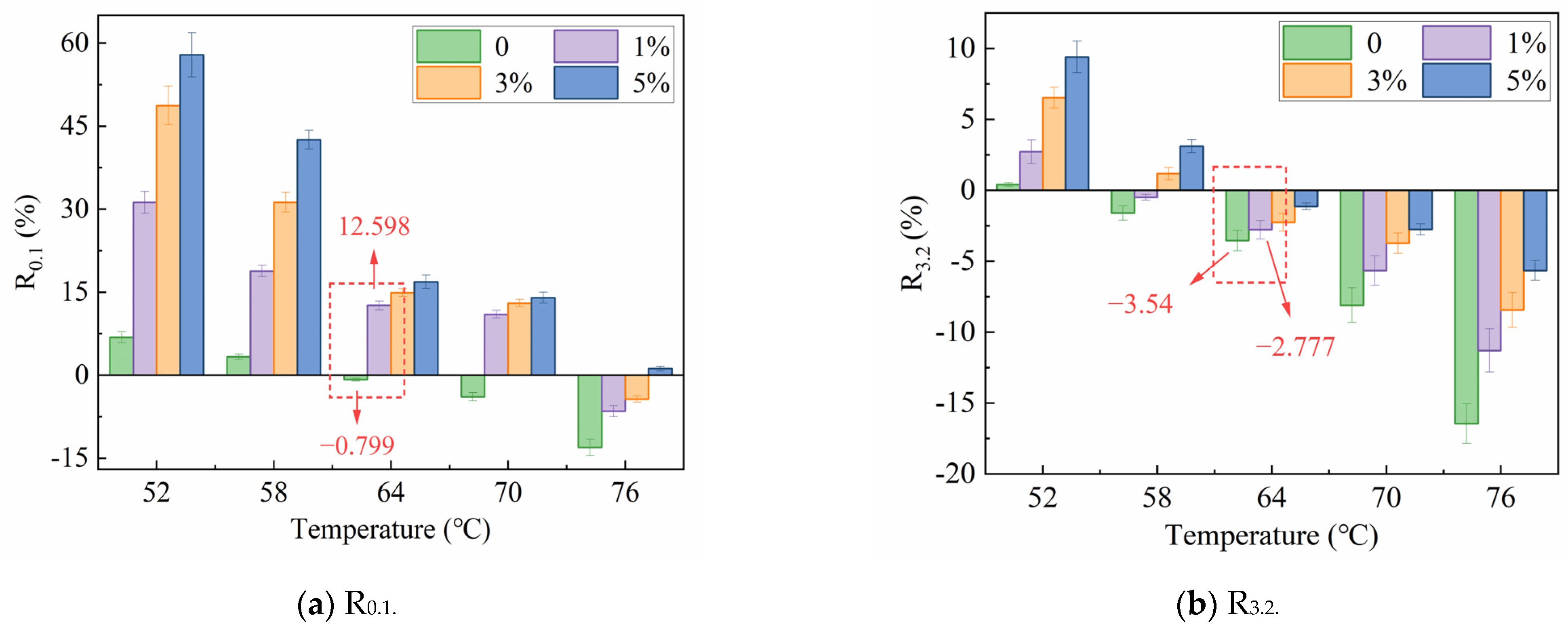
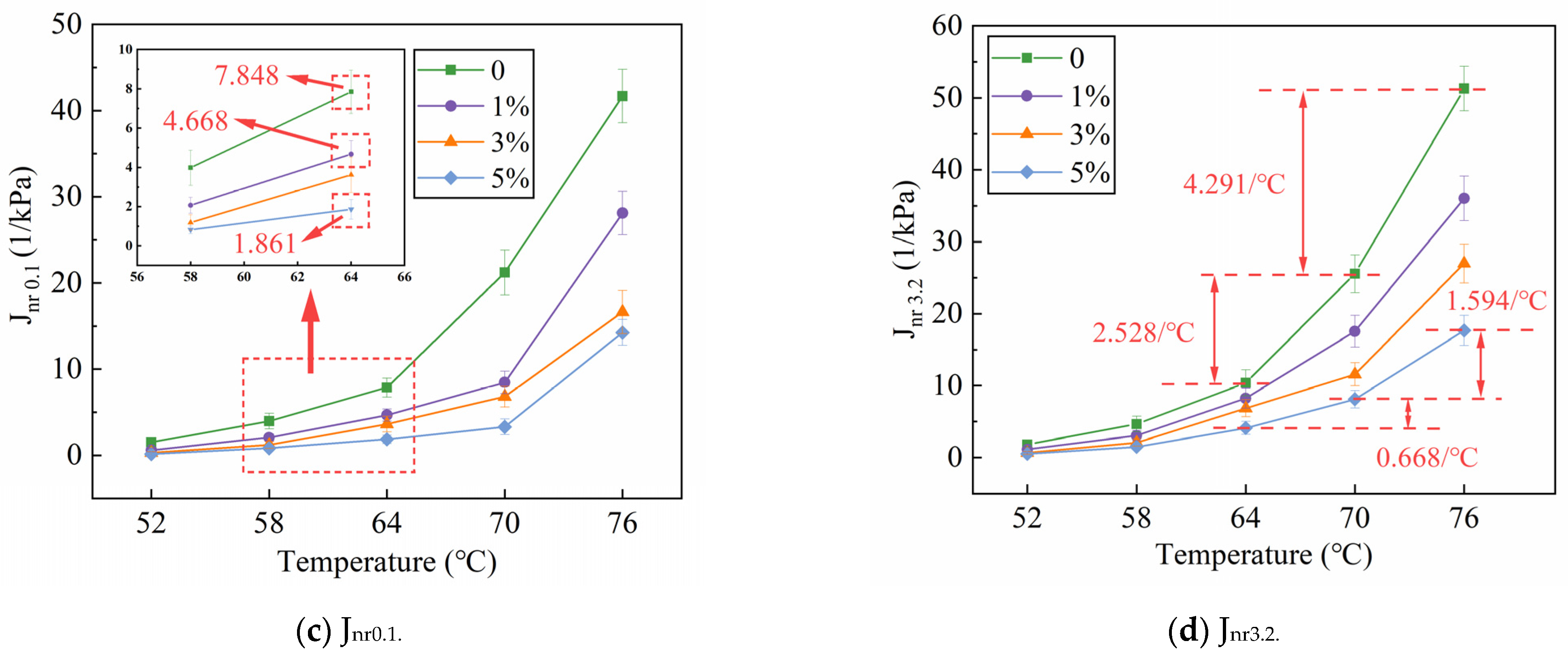
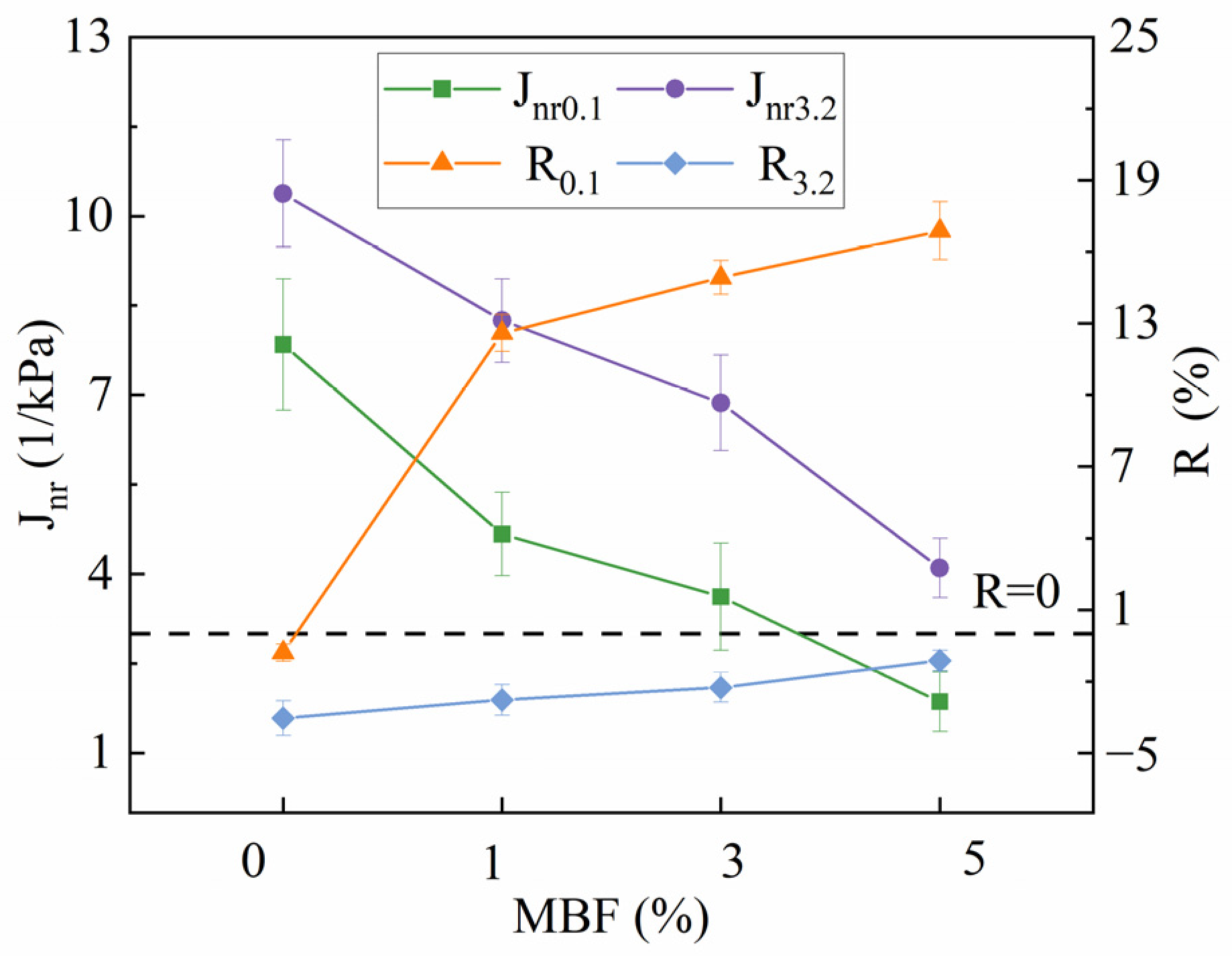
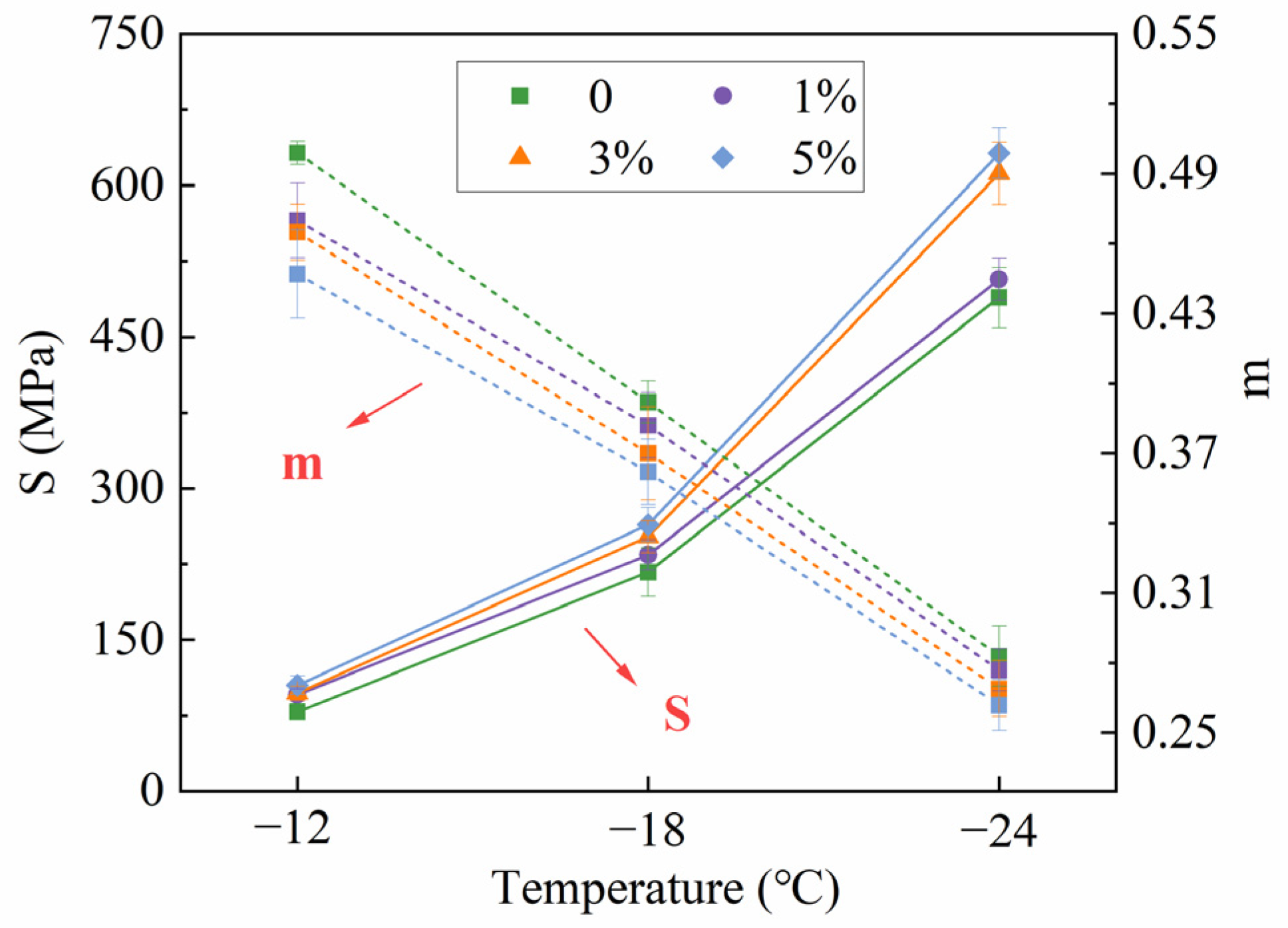
3.2.2. Rheological Properties
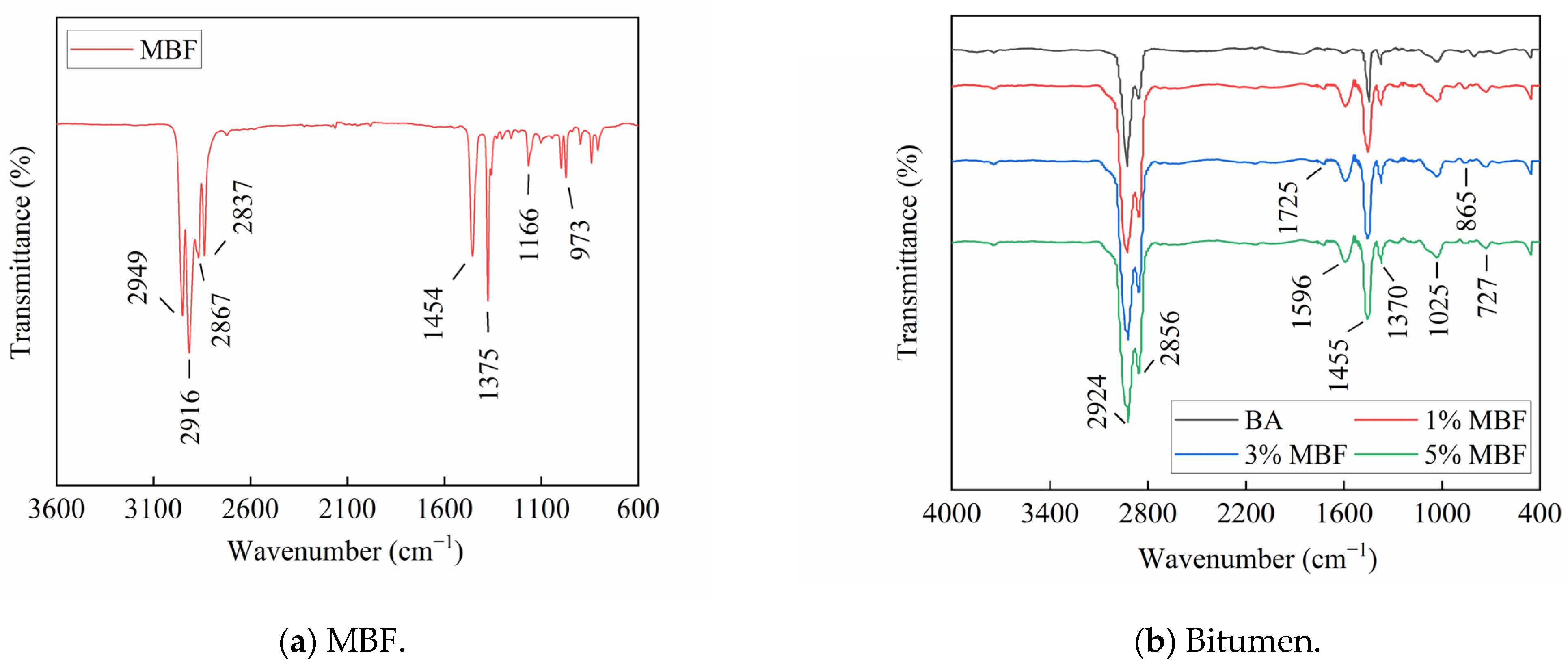
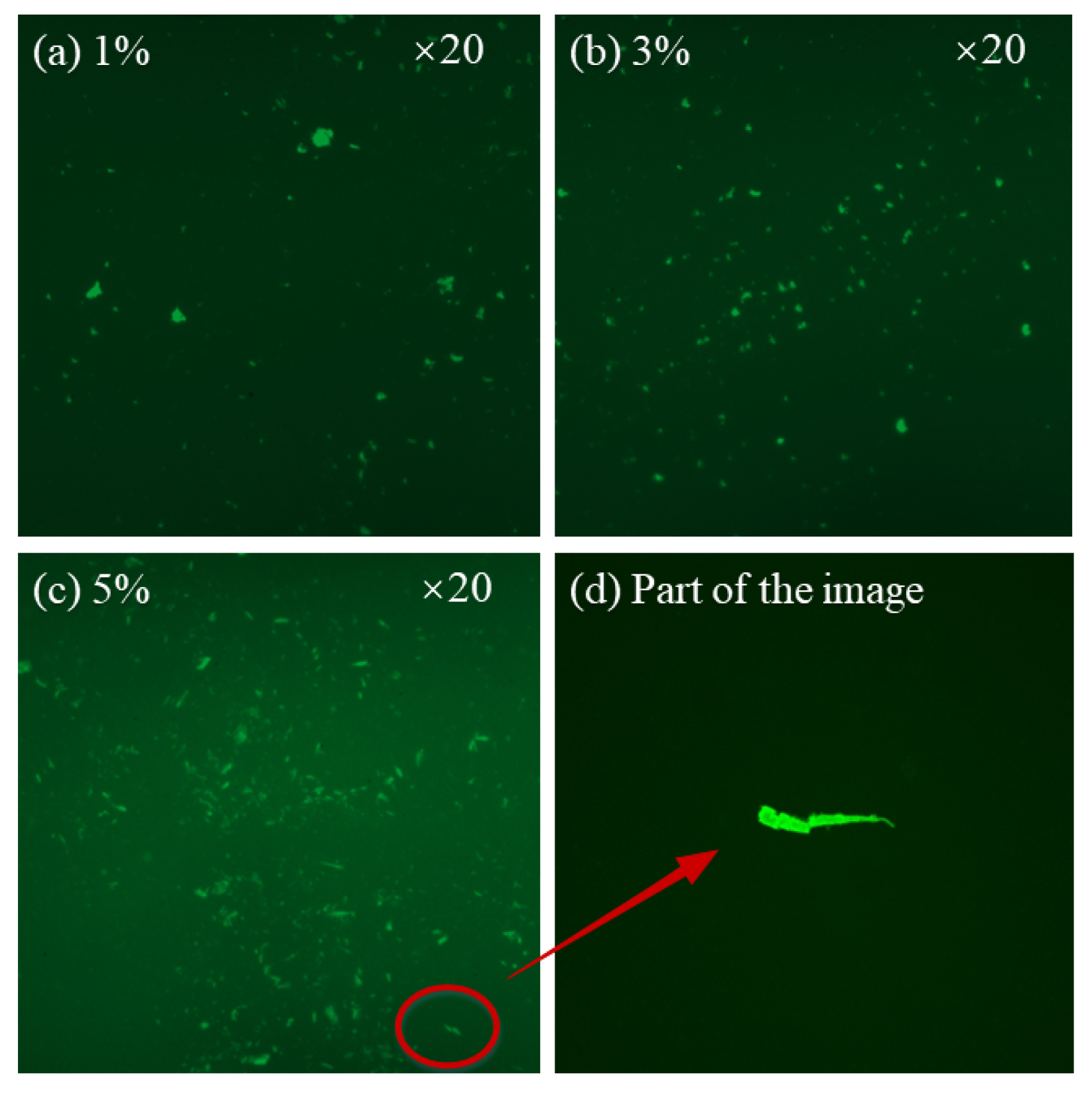
3.2.3. Mechanism of Blending
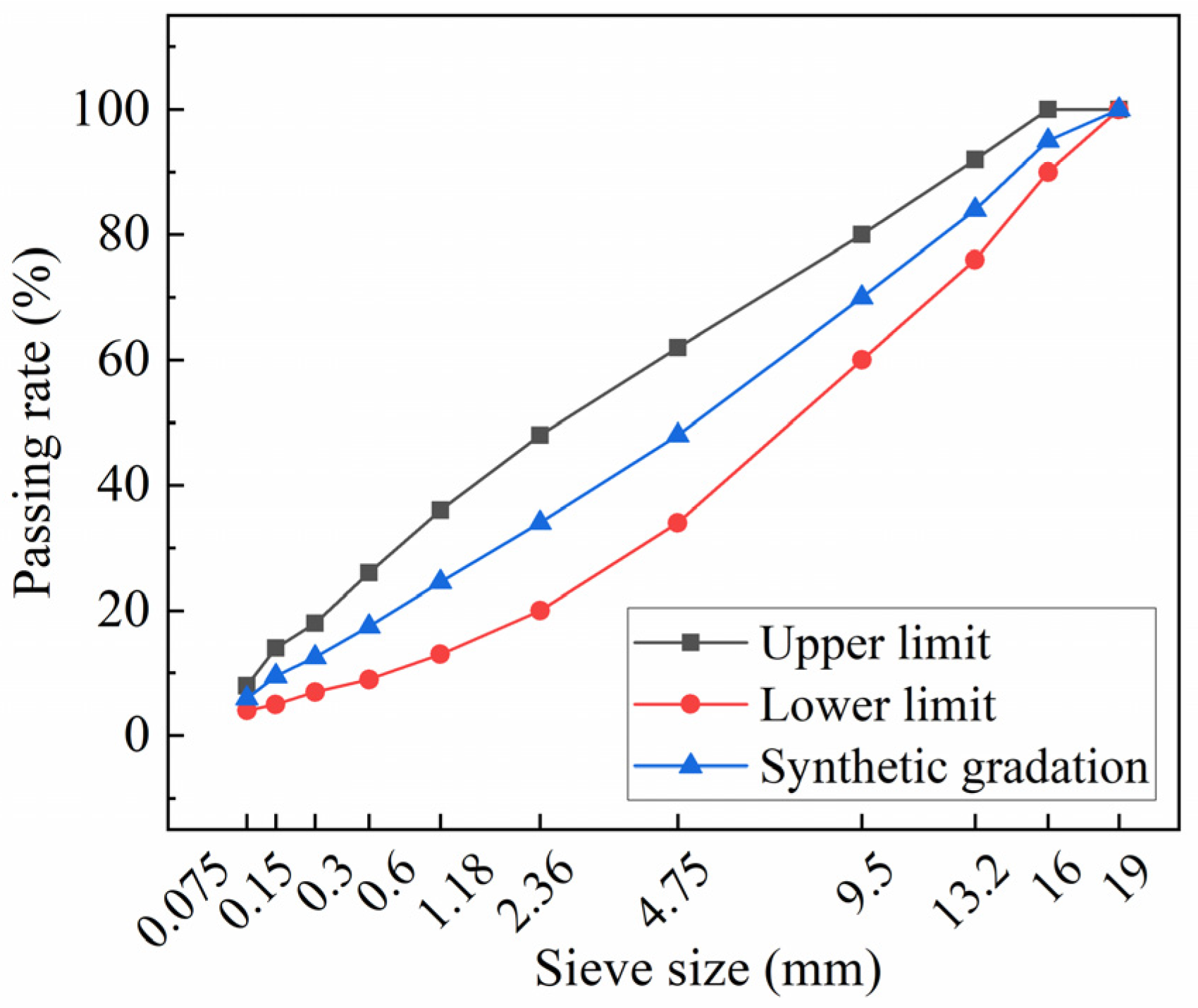
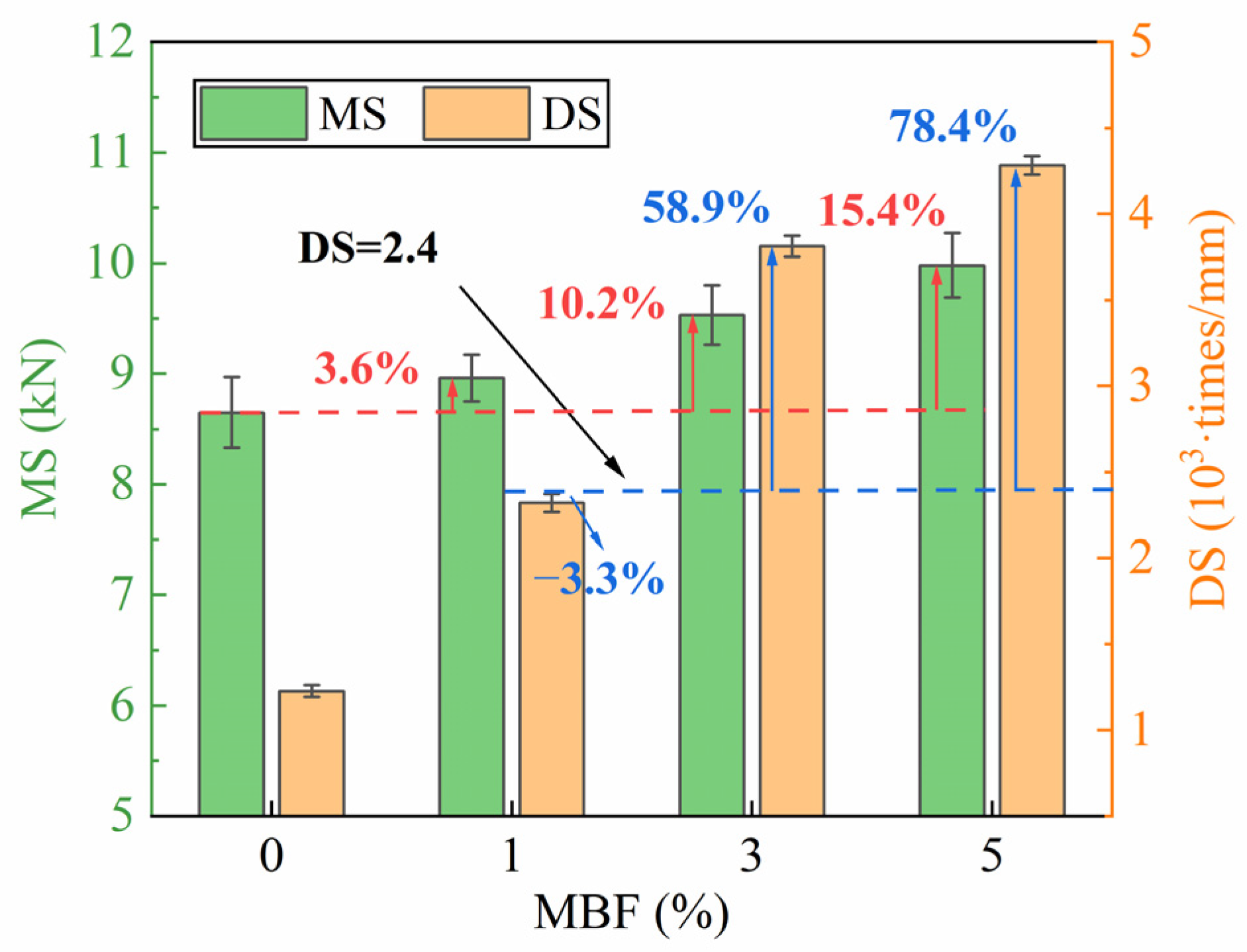
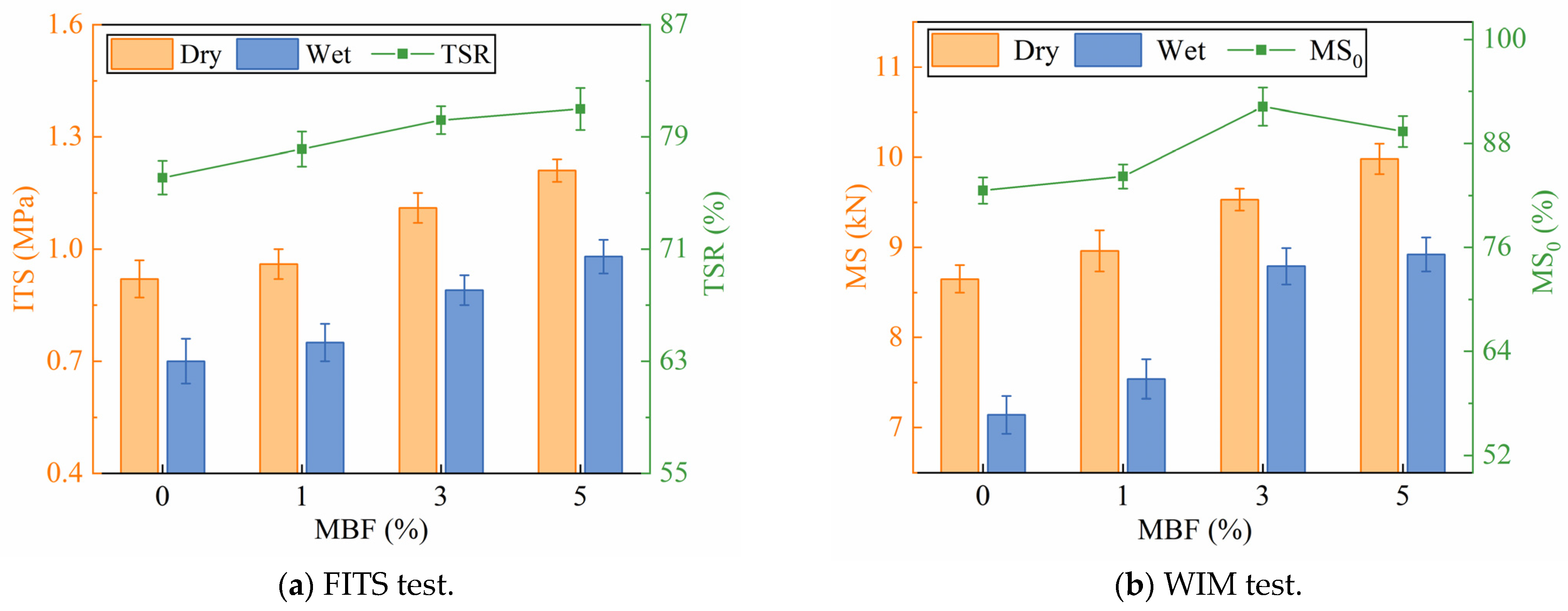
3.2.4. Properties of Asphalt Mixture
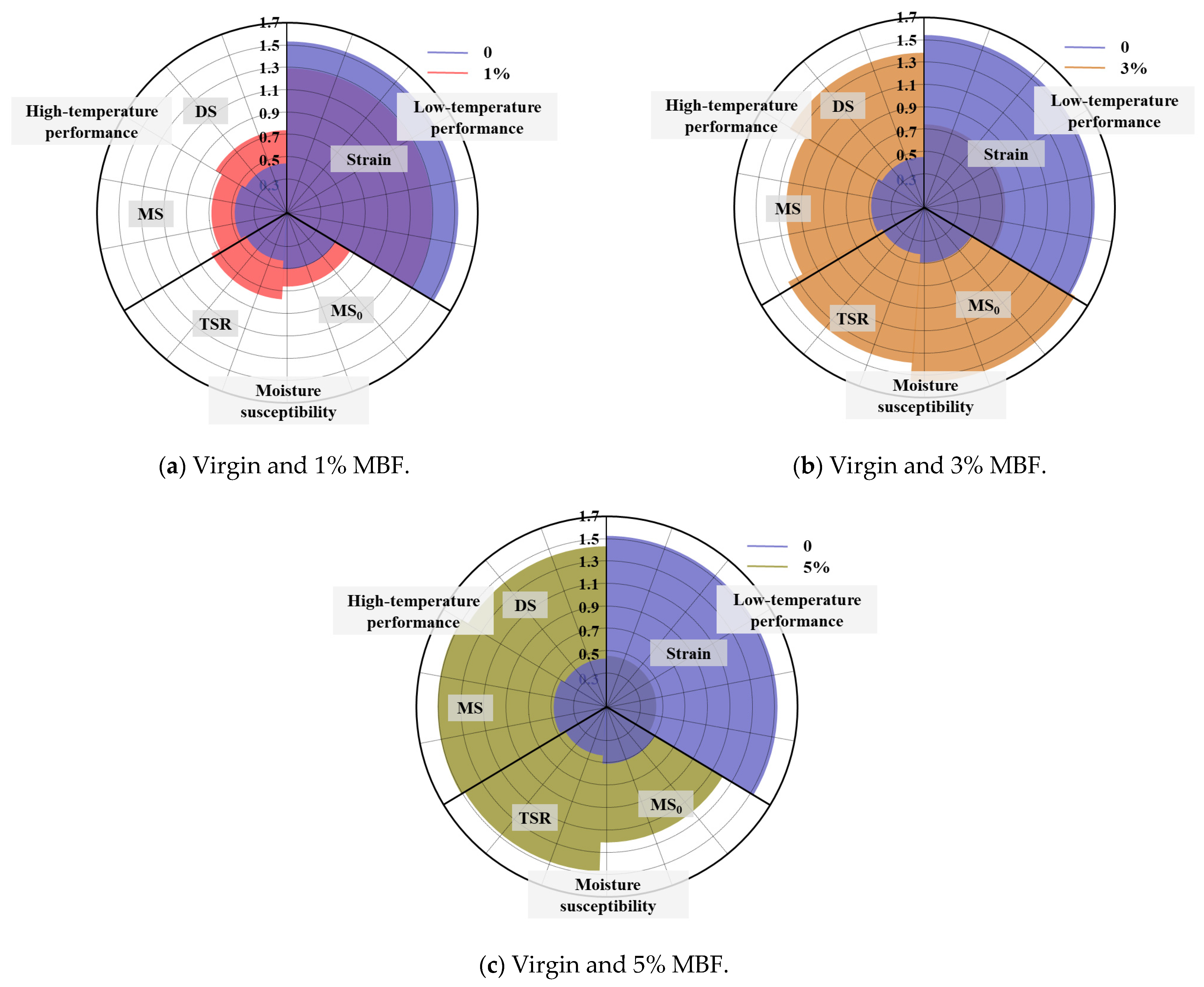
3.3. RCEM Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ren, S.S.; Liu, X.Y.; Lin, P.; Wang, H.P.; Fan, W.Y.; Erkens, S. The continuous swelling-degradation behaviors and chemo-rheological properties of waste crumb rubber modified bitumen considering the effect of rubber size. Constr. Build. Mater. 2021, 307, 124966. [Google Scholar] [CrossRef]
- Lin, P.; Liu, X.; Apostolidis, P.; Erkens, S.; Zhang, Y.; Ren, S. ESEM observation and rheological analysis of rejuvenated SBS modified bitumen. Mater. Des. 2021, 204, 109639. [Google Scholar] [CrossRef]
- Yarahmadi, A.M.; Shafabakhsh, G.; Asakereh, A. Laboratory investigation of the effect of nano Caco3 on rutting and fatigue of stone mastic asphalt mixtures. Constr. Build. Mater. 2022, 317, 126127. [Google Scholar] [CrossRef]
- Ren, S.S.; Liu, X.Y.; Lin, P.; Erkens, S. Influence of swelling-degradation degree on rheological properties, thermal pyrolysis kinetics, and emission components of waste crumb rubber modified bitumen. Constr. Build. Mater. 2022, 337, 127555. [Google Scholar] [CrossRef]
- Al-Mousawi, E.J.; Al-Rubaee, R.H.; Shubber, A.A. Evaluation the Physical Properties and Marshall Stability for Asphalt Modified with Waste Polypropylene and Nanosilica Powder. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1090, 012007. [Google Scholar] [CrossRef]
- Zachariah, J.P.; Sarkar, P.P.; Pal, M. A study on the moisture damage and rutting resistance of polypropylene modified bituminous mixes with crushed brick aggregate wastes. Constr. Build. Mater. 2021, 269, 121357. [Google Scholar] [CrossRef]
- Vamegh, M.; Ameri, M.; Naeni, S.F.C. Experimental investigation of effect of PP/SBR polymer blends on the moisture resistance and rutting performance of asphalt mixtures. Constr. Build. Mater. 2020, 253, 119197. [Google Scholar] [CrossRef]
- Zhan, J.; Ma, J.; Gao, D.; Li, H.; Yang, W. Plasticization and Crystallization Behaviors of Polypropylene Melt Blown Fibers and Polypropylene Melt Blown Plastics for Mask Filter Layer. China Plast. 2021, 35, 8–12. [Google Scholar] [CrossRef]
- Park, C.; Choi, H.; Lin, K.Y.A.; Kwon, E.E.; Lee, J. COVID-19 mask waste to energy via thermochemical pathway: Effect of Co-Feeding food waste. Energy 2021, 230, 120876. [Google Scholar] [CrossRef]
- Jambeck, J.R.; Geyer, R.; Wilcox, C.; Siegler, T.R.; Perryman, M.; Andrady, A.; Narayan, R.; Law, K.L. Plastic waste inputs from land into the ocean. Science 2015, 347, 768–771. [Google Scholar] [CrossRef]
- Zambrano-Monserrate, M.A.; Ruano, M.A.; Sanchez-Alcalde, L. Indirect effects of COVID-19 on the environment. Sci. Total Environ. 2020, 728, 138813. [Google Scholar] [CrossRef] [PubMed]
- Yalcin, E.; Ozdemir, A.M.; Kok, B.V.; Yilmaz, M.; Yilmaz, B. Influence of pandemic waste face mask on rheological, physical and chemical properties of bitumen. Constr. Build. Mater. 2022, 337, 127576. [Google Scholar] [CrossRef] [PubMed]
- ASTM-D5; Standard Test Method for Penetration of Bituminous Materials. American Society for Testing and Materials: West Conshohocken, PA, USA, 2006.
- ASTM-D113; Standard Test Method for Ductility of Bituminous Materials. American Society for Testing and Materials: West Conshohocken, PA, USA, 2007.
- ASTM-D36; Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus). American Society for Testing and Materials: West Conshohocken, PA, USA, 2006.
- ASTM-D4402; Standard Test Method for Viscosity Determination of Asphalt at Elevated Temperatures Using a Rotational Viscometer. American Society for Testing and Materials: West Conshohocken, PA, USA, 2006.
- Ding, S.L. Materials Science of Leather Products; China Light Industry Press: Beijing, China, 2001. [Google Scholar]
- Lei, Y.; Wang, H.N.; Fini, E.H.; You, Z.P.; Yang, X.; Gao, J.F.; Dong, S.; Jiang, G. Evaluation of the effect of bio-oil on the high-temperature performance of rubber modified asphalt. Constr. Build. Mater. 2018, 191, 692–701. [Google Scholar] [CrossRef]
- Cheng, Y.L.; Wu, L.L.; Chen, T. Numerical Simulation of the Air Flow Field in the Melt Blowing Process with the Use of an Auxiliary Nozzle. Heat Transf. Res. 2013, 44, 473–482. [Google Scholar] [CrossRef]
- Hou, G.; Wu, W.; Wan, H.; Zhang, Z.; Gao, K.; Li, S.; Liu, M.; Hu, S.; Zhang, S.; Tian, H.; et al. Research Progress of Static-electricity Mechanism and Influencing Factors of Polypropylene Melt-blown Nonwovens in Mask. Polym. Bull. 2020, 8, 1–22. [Google Scholar] [CrossRef]
- Cheng, P.F.; Zheng, C.M.; Zhang, Z.M.; Yang, Z.H. Study on the Influence of Melt-blown Cloth of Waste Mask on the Performance of Asphalt and Mixture. For. Eng. 2021, 37, 126–134. [Google Scholar] [CrossRef]
- Cheng, P.F.; Tong, T.Y. Study on performance of waste PP compounded SBR modified asphalt and its mixture. Eng. J. Wuhan Univ. 2021, 54, 927–933. [Google Scholar] [CrossRef]
- Zhang, D.; Huang, X.M.; Zhao, Y.L.; Zhang, S.L. Rubberized asphalt mixture design using a theoretical model. Constr. Build. Mater. 2014, 67, 265–269. [Google Scholar] [CrossRef]
- Lu, P.Z.; Huang, S.M.; Shen, Y.; Wu, Y.; Li, D.G. Mix design of asphalt plug joint based on response surface method and grey relational analysis. Int. J. Pavement Eng. 2022, 24, 2032699. [Google Scholar] [CrossRef]
- ASTM-D7175; Standard Test Method for Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer. American Society for Testing and Materials: West Conshohocken, PA, USA, 2008.
- AASHTO-TP-70; Standard Method of Test for Multiple Stress Creep Recovery (MSCR) Test of Asphalt Binder Using a Dynamic Shear Rheometer (DSR). American Association of State Highway and Transportation Officials: West Conshohocken, PA, USA, 2008.
- ASTM-D6648; Standard Test Method for Determining the Flexural Creep Stiffness of Asphalt Binder Using the Bending Beam Rheometer (BBR). American Society for Testing and Materials: West Conshohocken, PA, USA, 2016.
- Ministry of Transport of the People’s Republic of China. Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering: JTG E20-2011; China Communications Press: Beijing, China, 2011.
- Dong, S.; Wang, D.C.; Hao, P.W.; Zhang, Q.; Bi, J.F.; Chen, W.F. Quantitative assessment and mechanism analysis of modification approaches for cold recycled mixtures with asphalt emulsion. J. Clean. Prod. 2021, 323, 129163. [Google Scholar] [CrossRef]
- Chen, M.Z.; Leng, B.B.; Wu, S.P.; Sang, Y. Physical, chemical and rheological properties of waste edible vegetable oil rejuvenated asphalt binders. Constr. Build. Mater. 2014, 66, 286–298. [Google Scholar] [CrossRef]
- Chen, Z.N.; Yi, J.Y.; Chen, Z.G.; Feng, D.C. Properties of asphalt binder modified by corn stalk fiber. Constr. Build. Mater. 2019, 212, 225–235. [Google Scholar] [CrossRef]
- Wu, J.R.; Niu, Z.X.; Chen, H.Y. Effect of aging on low-temperature crack resistance and water stability of polyester fiber asphalt mixture. Mater. Res. Express 2022, 9, 015101. [Google Scholar] [CrossRef]
- Shu, B.N.; Wu, S.P.; Pang, L.; Javilla, B. The Utilization of Multiple-Walled Carbon Nanotubes in Polymer Modified Bitumen. Materials 2017, 10, 416. [Google Scholar] [CrossRef] [PubMed]
- Yao, Z.Y.; Zhang, J.Z.; Gao, F.L.; Liu, S.J.; Yu, T.H. Integrated utilization of recycled crumb rubber and polyethylene for enhancing the performance of modified bitumen. Constr. Build. Mater. 2018, 170, 217–224. [Google Scholar] [CrossRef]
- Liu, H.Q.; Zeiada, W.; Al-Khateeb, G.G.; Shanableh, A.; Samarai, M. Improved test method for determination of the equiviscous temperature of asphalt binders. Int. J. Pavement Eng. 2022, 23, 4561–4573. [Google Scholar] [CrossRef]
- Chen, J.S.; Huang, C.C.; Chu, P.Y.; Lin, K.Y. Engineering characterization of recycled asphalt concrete and aged bitumen mixed recycling agent. J. Mater. Sci. 2007, 42, 9867–9876. [Google Scholar] [CrossRef]
- Susanto, H.A.; Merdiana, K.; Indriyati, E.W. Investigating Mechanical Performance of Ravelling in Hot Mix Asphalt Containing Plastic Waste. IOP Conf. Ser. Earth Environ. Sci. 2022, 971, 012002. [Google Scholar] [CrossRef]
- Lv, S.T.; Hu, L.; Xia, C.D.; Cabrera, M.B.; Guo, Y.P.; Liu, C.C.; You, L.Y. Recycling fish scale powder in improving the performance of asphalt: A sustainable utilization of fish scale waste in asphalt. J. Clean. Prod. 2021, 288, 125682. [Google Scholar] [CrossRef]
- Yan, K.; Wang, D. Low Temperature Performance Index of Polymer Modified Asphalt. J. Build. Mater. 2020, 23, 479–484. [Google Scholar]
- Behnood, A.; Olek, J. Rheological properties of asphalt binders modified with styrene-butadiene-styrene (SBS), ground tire rubber (GTR), or polyphosphoric acid (PPA). Constr. Build. Mater. 2017, 151, 464–478. [Google Scholar] [CrossRef]
- Jamil, M.S.M.; Zulrushdi, W.N.W.; Muhamad, N.N. Crack-Healing Investigation in Asphalt Mixture with Modified Thermoplastic-Bitumen Composite. Sains Malays. 2020, 49, 2281–2291. [Google Scholar] [CrossRef]
- Zhang, F.L.; Li, J.; Yaseen, M.; Han, M.Z.; Yin, Y.H.; Yang, S. Preparation Methods and Performance of Modified Asphalt Using Rubber-Plastic Alloy and Its Compounds. J. Mater. Civ. Eng. 2018, 30, 04018163. [Google Scholar] [CrossRef]
- Duan, S.C.; Muhammad, Y.; Li, J.; Maria, S.; Meng, F.; Wei, Y.H.; Su, Z.B.; Yang, H.Q. Enhancing effect of microalgae biodiesel incorporation on the performance of crumb Rubber/SBS modified asphalt. J. Clean. Prod. 2019, 237, 117725. [Google Scholar] [CrossRef]
- Edens, M.W.; Whitmarsh, R.H. Developments in Block Copolymer Science and Technology. Mater. Mater. Today 2004, 7, 53. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Results | Technical Requirements | Test Methods |
|---|---|---|---|
| Penetration (25 °C, 0.1 mm) | 84.8 | 80–100 | ASTM D5 [13] |
| Ductility (10 °C, 5 cm/min, cm) | 102.5 | >20 | ASTM D113 [14] |
| Softening point (°C) | 46.4 | >45 | ASTM D36 [15] |
| Viscosity (135 °C, Pa·s) | 0.4 | <3 | ASTM D4402 [16] |
| Parameters | Information |
|---|---|
| Chemical Formula | (C3H6)n |
| Appearance | Translucent solid |
| Density (g/cm3) | 0.89–0.91 |
| Melting point (°C) | 164–170 |
| MI | Melting Point | Diameter |
|---|---|---|
| (150 ± 10) g/min | 150–160 °C | 0.5–10 |
| Numbers | MBF (%) | Shear Rate (rpm) | Shear Temperature (°C) | Shear Time (min) |
|---|---|---|---|---|
| 1 | 1 | 3000 | 150 | 15 |
| 2 | 1 | 4000 | 160 | 30 |
| 3 | 1 | 5000 | 170 | 45 |
| 4 | 3 | 3000 | 160 | 45 |
| 5 | 3 | 4000 | 170 | 15 |
| 6 | 3 | 5000 | 150 | 30 |
| 7 | 5 | 3000 | 170 | 30 |
| 8 | 5 | 4000 | 150 | 45 |
| 9 | 5 | 5000 | 160 | 15 |
| Projects | ) | ) | ) | ) | Score (102) |
|---|---|---|---|---|---|
| X0 | 30.7 | 58.3 | 62.3 | 1.04 | - |
| X1 | 69.5 (0.33) | 47.2 (0.33) | 62.3 (1.00) | 0.60 (0.33) | 4390.24 |
| X2 | 51.9 (0.48) | 50.6 (0.42) | 13.5 (0.37) | 0.62 (0.34) | 3026.83 |
| X3 | 30.7 (1.00) | 58.3 (1.00) | 4.8 (0.33) | 0.63 (0.35) | 2469.15 |
| X4 | 42.0 (0.63) | 53.3 (0.53) | 9.4 (0.35) | 0.93 (0.67) | 2750.62 |
| X5 | 55.2 (0.44) | 50.6 (0.42) | 15.2 (0.38) | 0.80 (0.48) | 3156.38 |
| X6 | 45.6 (0.57) | 53.8 (0.55) | 8.2 (0.35) | 0.63 (0.35) | 2831.16 |
| X7 | 44.1 (0.59) | 54.5 (0.59) | 7.7 (0.34) | 1.04 (1.00) | 2808.94 |
| X8 | 39.4 (0.69) | 55.4 (0.66) | 7.3 (0.34) | 1.02 (0.92) | 2694.07 |
| X9 | 45.5 (0.57) | 52.6 (0.49) | 9.9 (0.35) | 0.94 (0.69) | 2839.26 |
| Ri | 0.589 | 0.554 | 0.423 | 0.570 | - |
| MBF (%) | PG | |||
|---|---|---|---|---|
| 0 | PG 64-28 | −19.83 | −23.06 | 3.23 |
| 1% | PG 64-28 | −19.45 | −22.69 | 3.24 |
| 3% | PG 70-28 | −18.80 | −22.16 | 3.36 |
| 5% | PG 70-28 | −18.59 | −21.71 | 3.12 |
| MBF (%) | Tensile Strength (MPa) | Failure Strain (με) | Stiffness Modulus (MPa) |
|---|---|---|---|
| 0 | 7.75 | 2673.35 | 2898.98 |
| 1% | 7.98 | 2610.02 | 3057.45 |
| 3% | 8.31 | 2507.37 | 3314.23 |
| 5% | 8.72 | 2432.27 | 3585.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, P.; Zheng, C.; Zhang, Z.; Li, Y.; Huang, K.; Yu, D.; Ji, Y. Preparation and Performance of Bitumen Modified by Melt-Blown Fabric of Waste Mask Based on Grey Relational and Radar Chart Analysis. Polymers 2024, 16, 153. https://doi.org/10.3390/polym16010153
Cheng P, Zheng C, Zhang Z, Li Y, Huang K, Yu D, Ji Y. Preparation and Performance of Bitumen Modified by Melt-Blown Fabric of Waste Mask Based on Grey Relational and Radar Chart Analysis. Polymers. 2024; 16(1):153. https://doi.org/10.3390/polym16010153
Chicago/Turabian StyleCheng, Peifeng, Chunmeng Zheng, Zhanming Zhang, Yiming Li, Kai Huang, Dezhong Yu, and Yongcheng Ji. 2024. "Preparation and Performance of Bitumen Modified by Melt-Blown Fabric of Waste Mask Based on Grey Relational and Radar Chart Analysis" Polymers 16, no. 1: 153. https://doi.org/10.3390/polym16010153