
Waterless Dyeing of Polyamide 6.6


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Conventional Dyeing
2.2.2. Dyeing in scCO2 Media
2.2.3. Tests and Analysis Performed
Color Measurement
COD (Chemical Oxygen Demand) Test
Washing Fastness
Perspiration Fastness
Tensile Strength
Scanning Electron Microscope (SEM) Analysis
Fourier Transform Infrared Spectroscopy (FTIR) Analysis
3. Results
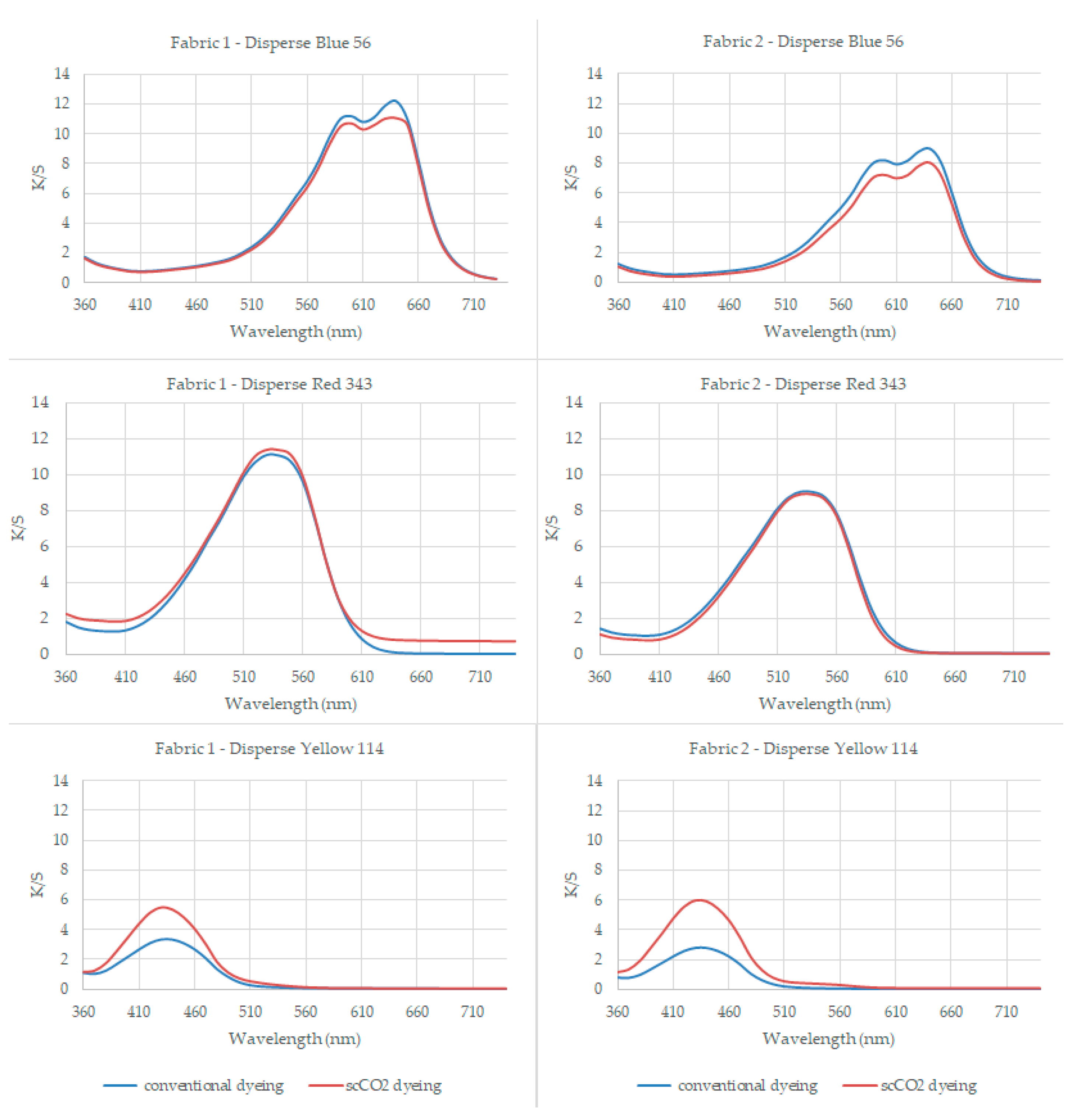
3.1. Color Values
3.2. Washing Fastness Test Results
3.3. Perspiration Fastness Test Results
3.4. Chemical Oxygen Demand (COD) Values of the Aqueous Dyeing Bath
3.5. Tensile Strength Test Results
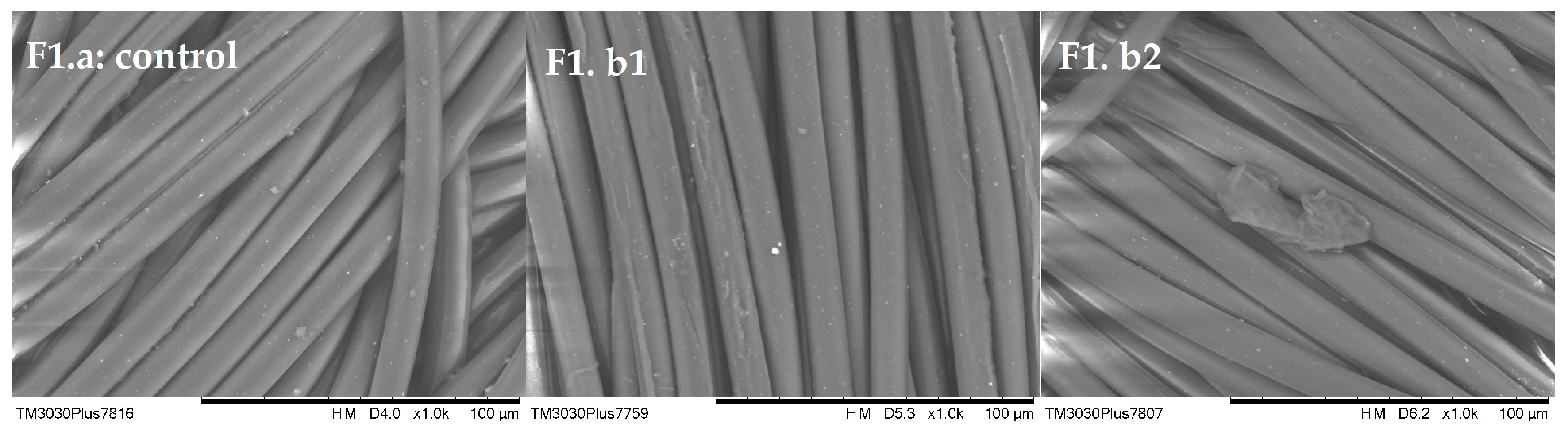
3.6. Scanning Electron Microscope (SEM) Analysis Results
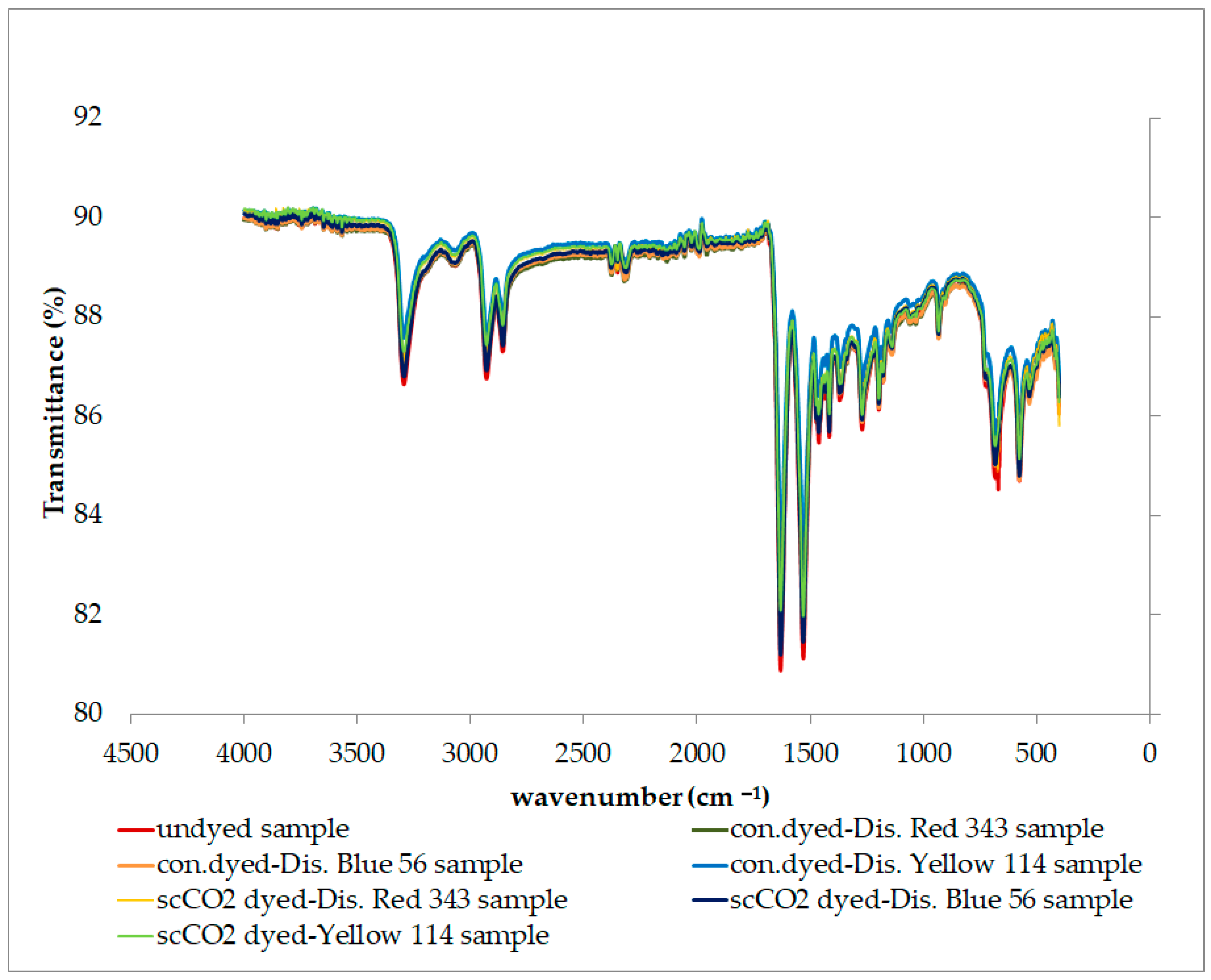
3.7. FTIR Analysis Results
3.8. Limitations of the Study
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hearle, J.W.; Morton, W.E. Physical Properties of Textile Fibers; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Marchildon, K. Polyamides–still strong after seventy years. Macromol. React. Eng. 2011, 5, 22–54. [Google Scholar] [CrossRef]
- Available online: https://www.statista.com/statistics/271651/global-production-of-the-chemical-fiber-industry/#:~:text=Chemical%20fiber%20production%20worldwide&text=By%202021%2C%20roughly%2088.3%20million,113.6%20million%20metric (accessed on 17 March 2024).
- Available online: https://www.statista.com/statistics/649908/polyamide-fiber-production-worldwide/- (accessed on 17 March 2024).
- Kanelli, M.; Vasilakos, S.; Ladas, S.; Symianakis, E.; Christakopoulos, P.; Topakas, E. Surface modification of polyamide 6.6 fibers by enzymatic hydrolysis. Process Biochem. 2017, 59, 97–103. [Google Scholar] [CrossRef]
- Jaffe, M.; Easts, A.J.; Feng, X. Polyester fibers. In Thermal Analysis of Textiles and Fibers; Woodhead Publishing: Sawston, UK, 2020; pp. 133–149. [Google Scholar]
- Maradini, G.d.S.; Oliveira, M.P.; Guanaes, G.M.d.S.; Passamani, G.Z.; Carreira, L.G.; Boschetti, W.T.N.; Monteiro, S.N.; Pereira, A.C.; de Oliveira, B.F. Characterization of polyester nanocomposites reinforced with conifer fiber cellulose nanocrystals. Polymers 2020, 12, 2838. [Google Scholar] [CrossRef] [PubMed]
- Menyhárd, A.; Menczel, J.D.; Abraham, T. Polypropylene fibers. In Thermal Analysis of Textiles and Fibers; Woodhead Publishing: Sawston, UK, 2020; pp. 205–222. [Google Scholar]
- Małek, M.; Jackowski, M.; Łasica, W.; Kadela, M. Characteristics of recycled polypropylene fibers as an addition to concrete fabrication based on portland cement. Materials 2020, 13, 1827. [Google Scholar] [CrossRef] [PubMed]
- Balogová, A.; Bizubová, B.; Kleščík, M.; Zatroch, T. Field Study of Activity of Antimicrobial Polypropylene Textiles. Fibers 2023, 11, 97. [Google Scholar] [CrossRef]
- Roiron, C.; Lainé, E.; Grandidier, J.C.; Garois, N.; Vix-Guterl, C. A review of the mechanical and physical properties of polyethylene fibers. Textiles 2021, 1, 86–151. [Google Scholar] [CrossRef]
- Deitzel, J.M.; McDaniel, P.; Gillespie, J.W., Jr. High performance polyethylene fibers. In Structure and Properties of High-Performance Fibers; Woodhead Publishing: Sawston, UK, 2017; pp. 167–185. [Google Scholar]
- Gupta, B.S.; Afshari, M. Polyacrylonitrile fibers. In Handbook of Properties of Textile and Technical Fibres; Woodhead Publishing: Sawston, UK, 2018; pp. 545–593. [Google Scholar]
- Lee, H.; Lee, L.W.; Lee, S.W.; Joh, H.I.; Jo, S.M.; Lee, S. Effects of drawing process on the structure and tensile properties of textile-grade PAN fiber and its carbon fiber. e-Polymers 2014, 14, 217–224. [Google Scholar] [CrossRef]
- Maksimov, N.M.; Toms, R.V.; Balashov, M.S.; Gerval’d, A.Y.; Prokopov, N.I.; Plutalova, A.V.; Kuzin, M.S.; Skvortsov, I.Y.; Kulichikhin, V.G.; Chernikova, E.V. Novel Potential Precursor of Carbon Fiber Based on Copolymers of Acrylonitrile, Acrylamide, and Alkyl Acrylates. Polym. Sci. Ser. B 2022, 64, 670–687. [Google Scholar] [CrossRef]
- Bunsell, A.R. (Ed.) Handbook of Properties of Textile and Technical Fibres; Woodhead Publishing: Sawston, UK, 2018. [Google Scholar]
- Rahman, M.Z.; Kundu, C.K.; Wang, X.; Nabipour, H.; Song, L.; Hu, Y. Microwave-initiated modification of polyamide 6.6 fabric surfaces for superior hydrophilic and flame retardant properties. Polym. Degrad. Stab. 2022, 205, 110128. [Google Scholar] [CrossRef]
- Kisner, A.; Rainert, K.T.; Ferrari, F.; Nau, C.T.; Barcellos, I.O.; Pezzin, S.H.; Andreaus, J. Chemical functionalization of polyamide 6.6 fabrics. React. Funct. Polym. 2013, 73, 1349–1356. [Google Scholar] [CrossRef]
- Shahmoradi Ghaheh, F.; Haji, A.; Daneshvar, E. Sustainable dyeing process for nylon 6 fabrics by rhubarb flower using different Bio-mordants. Sustainability 2023, 15, 9232. [Google Scholar] [CrossRef]
- Silva, M.C.; Petraconi, G.; Cecci, R.R.R.; Passos, A.A.; Valle, W.F.D.; Braite, B.; Lourenço, S.R.; Gasi, F. Digital sublimation printing on knitted polyamide 6.6 fabric treated with non-thermal plasma. Polymers 2021, 13, 1969. [Google Scholar] [CrossRef] [PubMed]
- Forgie, J.R.; Leclinche, F.; Dréan, E.; Dolez, P.I. Electrospinning of High-Performance Nanofibers: State of the Art and Insights into the Path Forward. Appl. Sci. 2023, 13, 12476. [Google Scholar] [CrossRef]
- Saleh, S.; Salama, A.; Awad, O.M.; De Santis, R.; Guarino, V.; Tolba, E. Polyamide Electrospun Nanofibers Functionalized with Silica and Titanium Dioxide Nanoparticles for Efficient Dye Removal. J. Compos. Sci. 2024, 8, 59. [Google Scholar] [CrossRef]
- Biniaś, D.; Biniaś, W.; Ślusarczyk, C.; Machnicka, A. Preparation of Bioactive Polyamide Fibers Modified with Acetanilide and Copper Sulphate. Materials 2023, 16, 6789. [Google Scholar] [CrossRef] [PubMed]
- Di Maggio, R.; Maracchini, G.; Cotini, O.; Albatici, R. Cement Pastes with Hygroscopic Polymeric Additions for Potential Building Applications. Appl. Sci. 2024, 14, 853. [Google Scholar] [CrossRef]
- Brette, M.M.; Holm, A.H.; Drozdov, A.D.; Christiansen, J.D.C. Pure Hydrolysis of Polyamides: A Comparative Study. Chemistry 2023, 6, 13–50. [Google Scholar] [CrossRef]
- Ben Amor, I.; Klinkova, O.; Baklouti, M.; Elleuch, R.; Tawfiq, I. Mechanical Recycling and Its Effects on the Physical and Mechanical Properties of Polyamides. Polymers 2023, 15, 4561. [Google Scholar] [CrossRef] [PubMed]
- Perkins, W.S. Textile Coloration and Finishing; Carolina Academic Press: Durham, NC, USA, 1996. [Google Scholar]
- Choudhury, A.R. Textile Preparation and Dyeing; Science Publishers: Enfield, NH, USA, 2006. [Google Scholar]
- Rehman, F.U.; Adeel, S.; Haddar, W.; Bibi, R.; Azeem, M.; Mia, R.; Ahmed, B. Microwave-assisted exploration of yellow natural dyes for nylon fabric. Sustainability 2022, 14, 5599. [Google Scholar] [CrossRef]
- Strojny, W.; Gruca-Rokosz, R.; Cieśla, M. Preliminary Study of the Occurrence of Microplastics in the Sediments of the Rzeszów Reservoir Using the Laser Direct Infrared (LDIR) Method. Sustainability 2023, 15, 16653. [Google Scholar] [CrossRef]
- Lawan, P.L.M.J.H.; De Silva, D.S.M.; Amarathunga, A.D.; McGoran, A.; Bakir, A.; Sivyer, D.B.; Reeve, C. Microplastic Contamination in Shrimps from the Negombo Lagoon—Sri Lanka. Water 2024, 16, 447. [Google Scholar] [CrossRef]
- Eren, H.A.; Yiğit, İ.; Eren, S.; Avinc, O. Sustainable textile processing with zero water utilization using super critical carbon dioxide technology. In Sustainability in the Textile and Apparel Industries: Production Process Sustainability; Springer: Cham, Switzerland, 2020; pp. 179–196. [Google Scholar]
- Yiğit, İ.; Eren, S.; Özcan, H.; Avinc, O.; Eren, H.A. An investigation of process parameters on colour during the dyeing of polyester in supercritical carbon dioxide media. Color. Technol. 2021, 137, 625–644. [Google Scholar] [CrossRef]
- Eren, S.; Avinc, O.; Saka, Z.; Eren, H.A. Waterless bleaching of knitted cotton fabric using supercritical carbon dioxide fluid technology. Cellulose 2018, 25, 6247–6267. [Google Scholar] [CrossRef]
- Haji, A.; Vadood, M.; Öztürk, M.; Yigit, İ.; Eren, S.; Eren, H.A. Prediction of colour strength in environmentally-friendly dyeing of polyester fabric with madder using supercritical carbon dioxide. Color. Technol. 2024. [CrossRef]
- Eren, S.; Özenç, A.A.; Çeven, N. Research on Sustainable Textile Production: Waterless Dyeing of PET and Recycled PET Fabrics. Tekstilec 2024, 67, 19–32. [Google Scholar] [CrossRef]
- Zheng, H.; Xu, Y.; Zhang, J.; Xiong, X.; Yan, J.; Zheng, L. An ecofriendly dyeing of wool with supercritical carbon dioxide fluid. J. Clean. Prod. 2017, 143, 269–277. [Google Scholar] [CrossRef]
- Beltrame, P.L.; Castelli, A.; Selli, E.; Mossa, A.; Testa, G.; Bonfatti, A.M.; Seves, A. Dyeing of cotton in supercritical carbon dioxide. Dye. Pigment. 1998, 39, 335–340. [Google Scholar] [CrossRef]
- Gao, D.; Yang, D.F.; Cui, H.S.; Huang, T.T.; Lin, J.X. Supercritical carbon dioxide dyeing for PET and cotton fabric with synthesized dyes by a modified apparatus. ACS Sustain. Chem. Eng. 2015, 3, 668–674. [Google Scholar] [CrossRef]
- Broadbent, P.J.; Carr, C.M.; Lewis, D.M.; Rigout, M.L.; Siewers, E.J.; Shojai Kaveh, N. Supercritical carbon dioxide (SC-CO2) dyeing of cellulose acetate: An opportunity for a “greener” circular textile economy. Color. Technol. 2023, 139, 475–488. [Google Scholar] [CrossRef]
- Abou Elmaaty, T.; Abd El-Aziz, E.; Ma, J.; El-Taweel, F.; Okubayashi, S. Eco-friendly disperse dyeing and functional finishing of nylon 6 using supercritical carbon dioxide. Fibers 2015, 3, 309–322. [Google Scholar] [CrossRef]
- Penthala, R.; Park, S.H.; Oh, H.; Lee, I.Y.; Ko, E.H.; Son, Y.A. An ecofriendly dyeing of nylon and cotton fabrics in supercritical CO2 with novel tricyanopyrrolidone reactive disperse dye. J. CO2 Util. 2022, 60, 102004. [Google Scholar] [CrossRef]
- Song, Y.; Fang, K.; Ren, Y.; Tang, Z.; Wang, R.; Chen, W.; Xie, R.; Shi, Z.; Hao, L. Inkjet Printable and Self-Curable Disperse Dyes/P(St-BA-MAA) Nanosphere Inks for Both Hydrophilic and Hydrophobic Fabrics. Polymers 2018, 10, 1402. [Google Scholar] [CrossRef] [PubMed]
- Available online: https://www.medkoo.com/products/37300 (accessed on 17 March 2024).
- Available online: https://www.hnykimya.com/yuklemeler/pdfler/polyester-boyalar-starcron.pdf (accessed on 17 March 2024).
- Eren, H.A.; Yildiz, D.; Demir, C.; Şahin, S. Color Removal of Dısperse Blue Dyes by Ozonatıon. J. Text. Appar./Tekst. ve Konfeksiyon 2013, 23, 267. [Google Scholar]
- Radei, S.; Carrión-Fité, F.J.; Ardanuy, M.; Canal, J.M. Thermodynamic and kinetic parameters of polyester dyeing with Disperse Blue 56 using bio-based auxiliaries and co-solvent microemulsion. Text. Res. J. 2020, 90, 523–536. [Google Scholar] [CrossRef]
- Available online: https://www.novadyes.com/product/red-f3bs-disp-red-343 (accessed on 12 January 2024).
- Available online: http://webbook.nist.gov2005 (accessed on 17 March 2024).
- Available online: https://dyecoo.com/pdf/BNiD-DyeCoo-Techspec-cor-210120-Online.pdf (accessed on 12 January 2024).
- ISO 105:C06 A2S; Textiles: Tests for Colour Fastness. Part C06: Colour Fastness to Domestic and Commercial Laundering. ISO: Geneva, Switzerland, 2010.
- ISO 105-E04; Textiles—Tests for Colour Fastness—Part E04: Colour Fastness to Perspiration. ISO: Geneva, Switzerland, 2013.
- ISO 13934–1; Textiles-Tensile Properties of Fabrics-Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method: Bibliographical References: Electronic Documents. ISO: Geneva, Switzerland, 2013.
- Özcan, A.S.; Özcan, A. Adsorption behavior of a disperse dye on polyester in supercritical carbon dioxide. J. Supercrit. Fluids 2005, 35, 133–139. [Google Scholar] [CrossRef]
- Elmaaty, T.A.; Sofan, M.; Elsisi, H.; Kosbar, T.; Negm, E.; Hirogaki, K.; Tabata, I.; Hori, T. Optimization of an eco-friendly dyeing process in both laboratory scale and pilot scale supercritical carbon dioxide unit for polypropylene fabrics with special new disperse dyes. J. CO2 Util. 2019, 33, 365–371. [Google Scholar] [CrossRef]
- Liao, S.K.; Ho, Y.C.; Chang, P.S. Dyeing of nylon 66 with a disperse-reactive dye using supercritical carbon dioxide as the transport medium. Color. Technol. 2000, 116, 403–407. [Google Scholar] [CrossRef]
- Schmidt, A.; Bach, E.; Schollmeyer, E. Damage to natural and synthetic fibers treated in supercritical carbon dioxide at 300 bar and temperatures up to 160 C. Text. Res. J. 2002, 72, 1023–1032. [Google Scholar] [CrossRef]
- Lu, L.; Yang, B.; Liu, J. Flexible multifunctional graphite nanosheet/electrospun-polyamide 66 nanocomposite sensor for ECG, strain, temperature and gas measurements. Chem. Eng. J. 2020, 400, 125928. [Google Scholar] [CrossRef]
- Wang, J.; Qiu, J.; Xu, S.; Li, J.; Shen, L. Electron beam irradiation influencing the mechanical properties and water absorption of polycaprolactam (PA6) and polyhexamethylene adipamide (PA66). RSC Adv. 2020, 10, 21481–21486. [Google Scholar] [CrossRef]
- Riba, J.R.; Cantero, R.; Canals, T.; Puig, R. Circular economy of post-consumer textile waste: Classification through infrared spectroscopy. J. Clean. Prod. 2020, 272, 123011. [Google Scholar] [CrossRef]
- Mondragon, G.; Kortaberria, G.; Mendiburu, E.; González, N.; Arbelaiz, A.; Peña-Rodriguez, C. Thermomechanical recycling of polyamide 6 from fishing nets waste. J. Appl. Polym. Sci. 2020, 137, 48442. [Google Scholar] [CrossRef]
- Wang, Z.; Wei, T.; Xue, X.; He, M.; Xue, J.; Song, M.; Jia, Q. Synthesis of fully bio-based polyamides with tunable properties by employing itaconic acid. Polymer 2014, 55, 4846–4856. [Google Scholar] [CrossRef]
- Gonçalves, E.S.; Poulsen, L.; Ogilby, P.R. Mechanism of the temperature-dependent degradation of polyamide 66 films exposed to water. Polym. Degrad. Stab. 2007, 92, 1977–1985. [Google Scholar] [CrossRef]
- Cheng, J.; Yang, X.; Dong, L.; Yuan, Z.; Wang, W.; Wu, S.; Cheng, S.; Zheng, G.; Zhang, W.; Wang, H. Effective nondestructive evaluations on UHMWPE/Recycled-PA6 blends using FTIR imaging and dynamic mechanical analysis. Polym. Test. 2017, 59, 371–376. [Google Scholar] [CrossRef]
- Lu, L.; Jiang, C.; Hu, G.; Liu, J.; Yang, B. Flexible noncontact sensing for human–machine interaction. Adv. Mater. 2021, 33, 2100218. [Google Scholar] [CrossRef]
- Cho, B.G.; Lee, J.E.; Hwang, S.H.; Han, J.H.; Chae, H.G.; Park, Y.B. Enhancement in mechanical properties of polyamide 66-carbon fiber composites containing graphene oxide-carbon nanotube hybrid nanofillers synthesized through in situ interfacial polymerization. Compos. Part A Appl. Sci. Manuf. 2020, 135, 105938. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Warp Yarn (tex) | Weft Yarn (tex) | Warp Density (cm/warp) | Weft Density (cm/weft) | Weight (g/m2) |
|---|---|---|---|---|---|
| Fabric 1 | 16.66 | 16.66 | 30 | 24.5 | 115 |
| Fabric 2 | 4.44 | 8.88 | 57 | 36 | 70 |
| Disperse Dyes | Chromophore Group | Energy Level/Molecular Weight (g/mol) | Chemical Structure |
|---|---|---|---|
| CI Disperse Blue 56 | Anthraquinone | Low/349 | 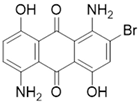 |
| CI Disperse Red 343 | Azo | Medium/410 | 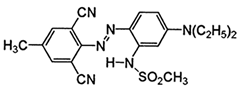 |
| Disperse Yellow 114 | Azo | High/424 | 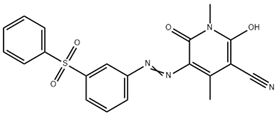 |
| Dyestuff | Dyeing Method | Maximum Absorption Wavelength | Fabric 1 | Fabric 2 |
|---|---|---|---|---|
| Disperse Blue 56 | Conventional | K/S 640 nm | 12.20 | 8.98 |
| scCO2 | 11.05 | 8.05 | ||
| Disperse Red 343 | Conventional | K/S 530 nm | 11.12 | 9.07 |
| scCO2 | 11.71 | 8.93 | ||
| Disperse Yellow 114 | Conventional | K/S 430 nm | 3.34 | 2.78 |
| scCO2 | 5.49 | 5.97 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eren, S.; Özyurt, İ. Waterless Dyeing of Polyamide 6.6. Polymers 2024, 16, 1472. https://doi.org/10.3390/polym16111472
Eren S, Özyurt İ. Waterless Dyeing of Polyamide 6.6. Polymers. 2024; 16(11):1472. https://doi.org/10.3390/polym16111472
Chicago/Turabian StyleEren, Semiha, and İrem Özyurt. 2024. "Waterless Dyeing of Polyamide 6.6" Polymers 16, no. 11: 1472. https://doi.org/10.3390/polym16111472
APA StyleEren, S., & Özyurt, İ. (2024). Waterless Dyeing of Polyamide 6.6. Polymers, 16(11), 1472. https://doi.org/10.3390/polym16111472