
Effects of Particle Size on Mechanical Properties and Forming Accuracy of Prosopis chilensis Powder/Polyethersulfone Composites Produced via Selective Laser Sintering


Abstract

1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Preparation and Characterization of PCPC
2.3. SLS Experiment
2.4. Mechanical Testing
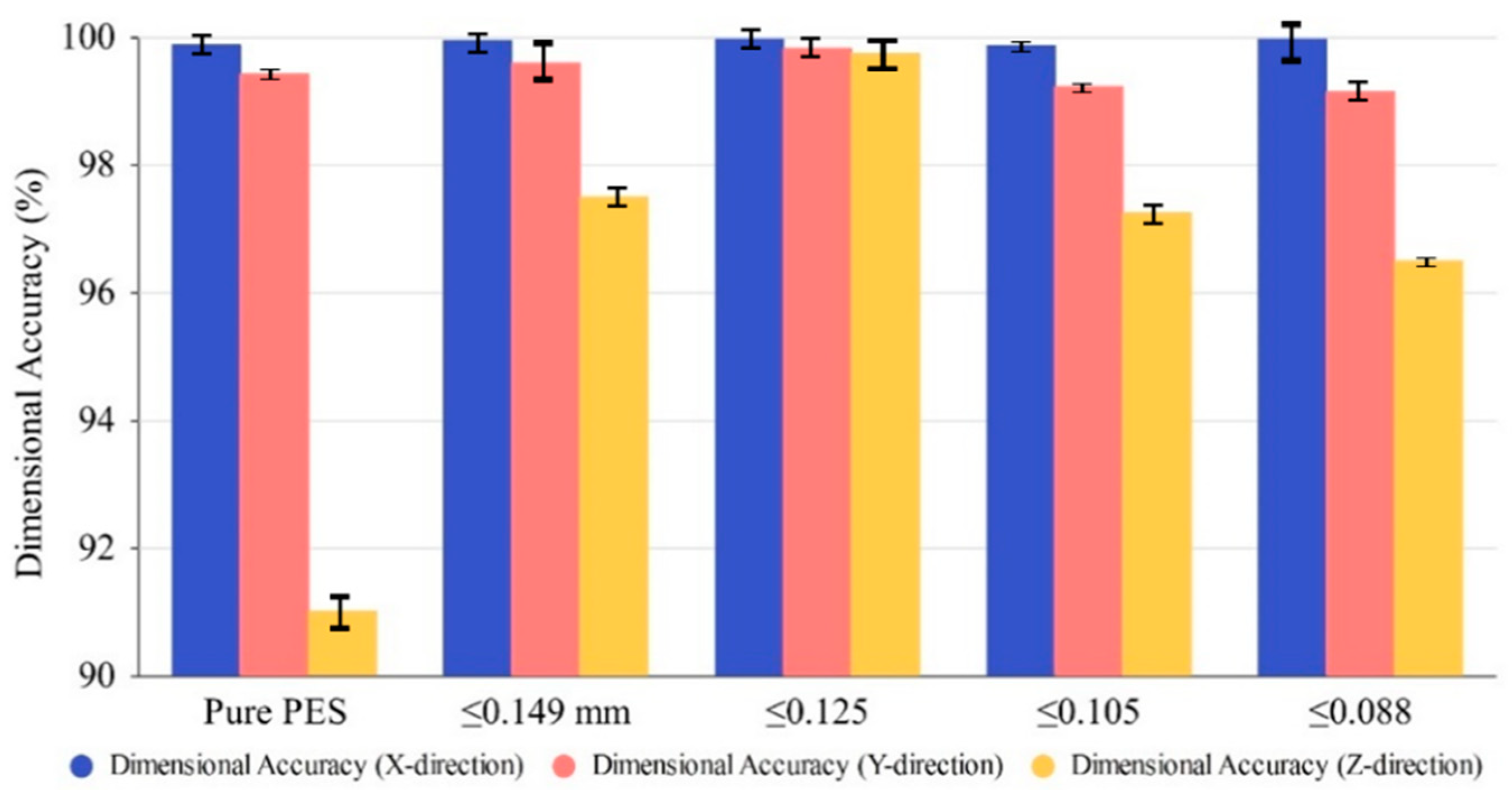
2.5. Dimensional Accuracies (DAs)
2.6. Density
2.7. Microstructure Characterization
2.8. Thermogravimetric Analyzer (TGA) Test of PES and PCP Powders
2.9. Differential Scanning Calorimetry (DSC)
2.10. Post-Processing
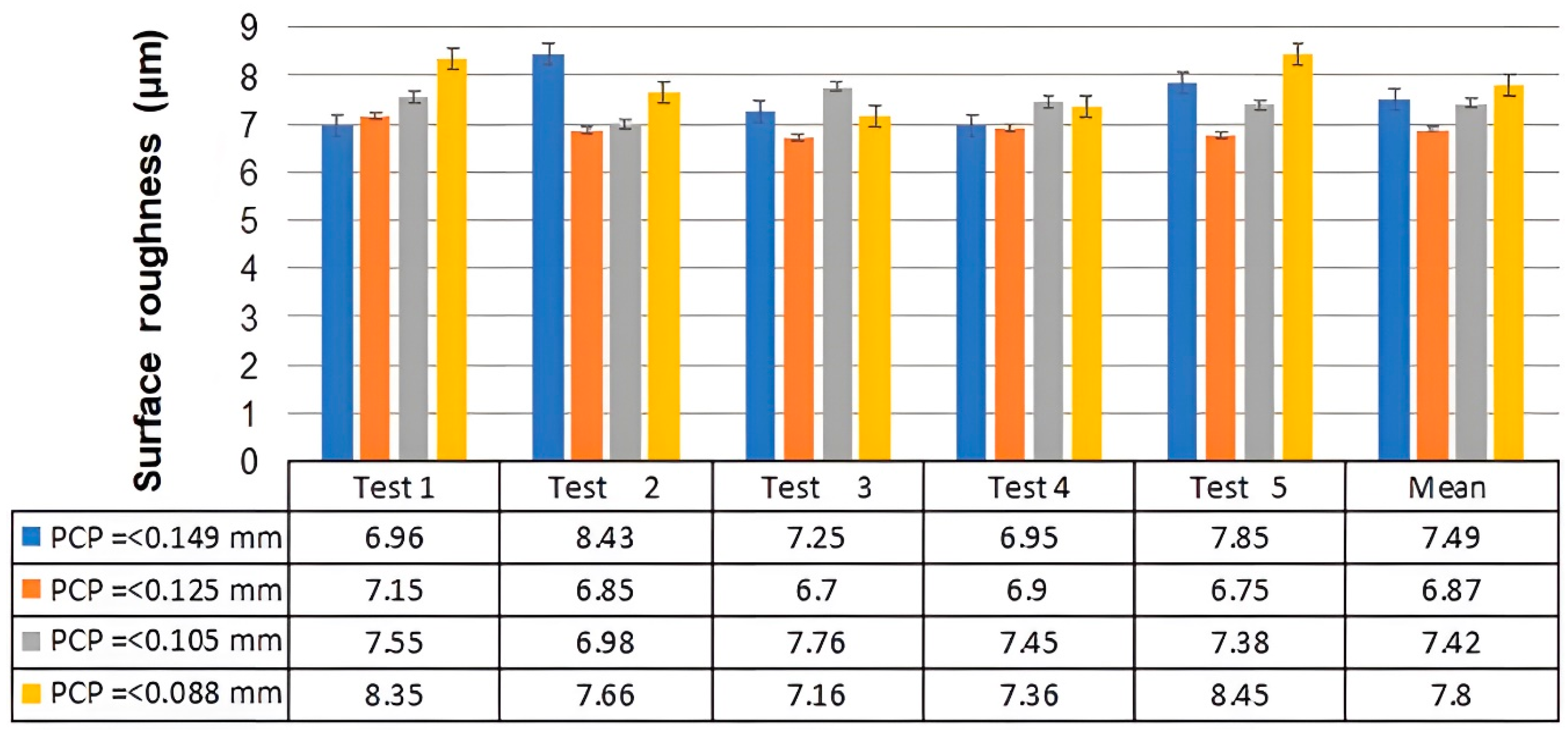
2.11. Surface Roughness Test
3. Results and Discussion
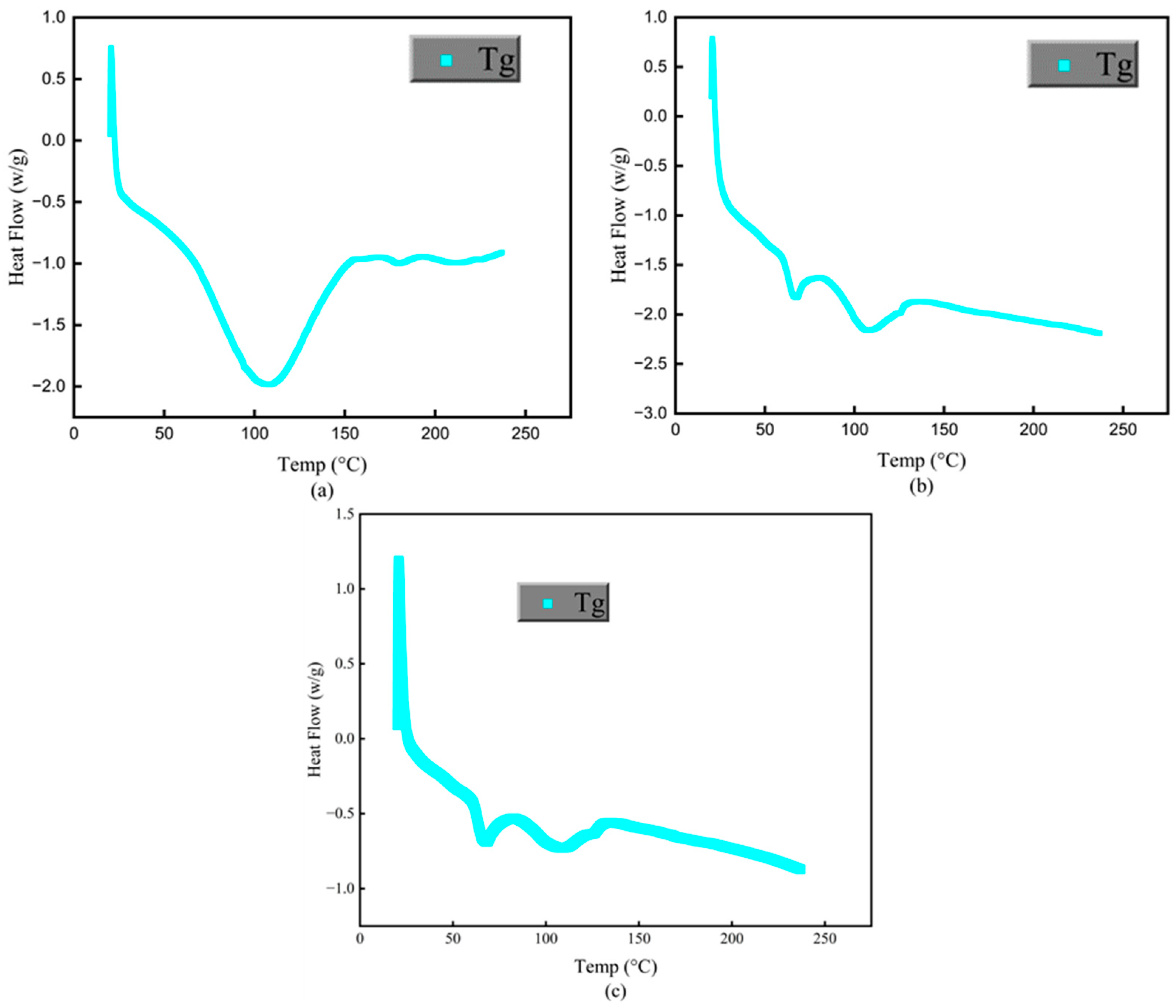
3.1. Thermal Performance Analysis of the PCPC
3.2. The Effect of PCP Particle Size on Spreading of the PCPC
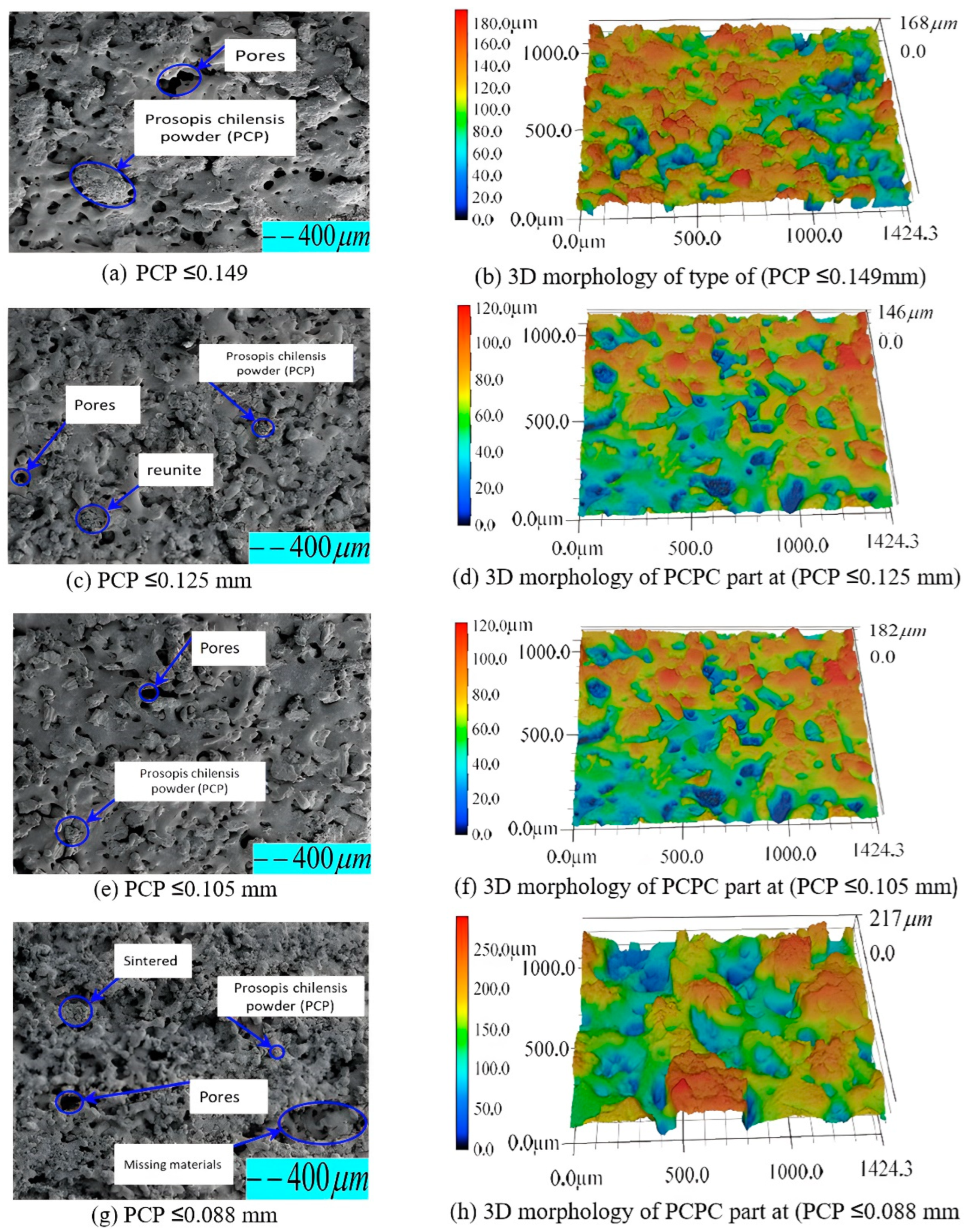
3.3. The Micromorphology Analysis of Various PCPC Samples
3.4. Effect of PCP Particle Size on Mechanical Properties of PCPC Sintered Parts
3.5. Verification of Test Results
4. Conclusions
- The main objective of this paper was to identify the optimal particle size of PCP and employ post-processing techniques to fabricate PCPC specimens with favorable mechanical strength, DA, and surface quality through SLS. The findings reveal several significant observations. PCPC SLS parts of superior quality were achieved by using PCP particles with a size of ≤0.125 mm. Initially, PCP particle size led to increased density, surface quality, as well as mechanical strength of the resulting PCPC SLS parts, but beyond a certain threshold, these attributes progressively declined.
- The study also observed that internal voids on the upper surface of PCPC SLS parts were minimized at a particle size of PCP ≤ 0.125 mm, while they increased at particle sizes ≤ 0.088 mm. The uniform distribution of PCPC powders was achieved at a particle size of PCP ≤ 0.125 mm, correlating with the highest recorded values of density (1.003 g/cm3), impact strength (0.91 kJ/m2), tensile strength (4.94 MPa), and bending strength (10.78 MPa) among the PCPC SLS parts. These attributes exhibited a diminishing trend as the particle size of PCP decreased further to ≤0.105 mm and ≤0.088 mm.
- Additionally, a particle size of PCP ≤ 0.125 mm also demonstrated optimal surface smoothness at 6.87 μm and the most favorable DA in the X, Y, and Z directions, surpassing that of pure PES SLS parts. Post-processing techniques involving wax infiltration significantly improved the mechanical strengths and upper-surface quality of PCPC SLS parts. Surface roughness was reduced to 4.16 μm, density improved to 1.983 g/cm3, impact strength increased to 1.87 kJ/cm2, tensile strength reached 6 MPa, and bending strength increased to 12.98 MPa in the wax-infiltrated PCPC parts.
- Furthermore, a comparative analysis between the actual sintered PCPC part and its simulated counterpart indicated superior quality in terms of deformation for the actual part, showing lesser warpage deformation than the simulated part.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, Y.; Jiang, K.; Bourell, D.L. Accuracy and mechanical property analysis of LPA12 parts fabricated by laser sintering. Polym. Test. 2015, 42, 175–180. [Google Scholar] [CrossRef]
- Danish, A.; Khurshid, K.; Mosaberpanah, M.A.; Ozbakkaloglu, T.; Salim, M.U. Microstructural characterization, driving mechanisms, and improvement strategies for interlayer bond strength of additive-manufactured cementitious composites: A review. Case Stud. Constr. Mater. 2022, 17, e01217. [Google Scholar] [CrossRef]
- Lupo, M.; Ajabshir, S.Z.; Sofia, D.; Barletta, D.; Poletto, M. Experimental metrics of the powder layer quality in the selective laser sintering process. Powder Technol. 2023, 419, 118346. [Google Scholar] [CrossRef]
- Li, J.; Idriss, A.I.I.; Guo, Y.; Wang, Y.; Zhang, Z.; Zhang, H.; Elfaki, E.A. Selective laser sintering and post-processing of sisal fiber/poly-(ether sulfone) composite powder. BioResources 2020, 15, 1338–1353. [Google Scholar] [CrossRef]
- Idriss, A.I.B.; Li, J.; Wang, Y.; Guo, Y.; Elfaki, E.A.; Adam, S.A. Selective Laser Sintering (SLS) and Post-Processing of Prosopis Chilensis/Polyethersulfone Composite (PCPC). Materials 2020, 13, 3034. [Google Scholar] [CrossRef] [PubMed]
- Yu, S.; Zeng, T.; Zhao, J.; Jiang, H.; Chen, Z.; Yang, Y.; Zhong, Z.; Cheng, S. Preparation and electromagnetic wave absorption properties of PDC–SiC/Si3N4 composites using selective laser sintering and infiltration technology. J. Mater. Res. Technol. 2023, 23, 2888–2899. [Google Scholar] [CrossRef]
- Lu, K.; Reynolds, W.T. 3DP process for fine mesh structure printing. Powder Technol. 2008, 187, 11–18. [Google Scholar] [CrossRef]
- Qi, F.; Chen, N.; Wang, Q. Preparation of PA11/BaTiO3 nanocomposite powders with improved processability, dielectric and piezoelectric properties for use in selective laser sintering. Mater. Des. 2017, 131, 135–143. [Google Scholar] [CrossRef]
- Mei, S.; Wang, J.; Li, Z.; Ding, B.; Li, S.; Chen, X.; Zhao, W.; Zhang, Y.; Zhang, X.; Cui, Z.; et al. 4D printing of polyamide 1212 based shape memory thermoplastic polyamide elastomers by selective laser sintering. J. Manuf. Process. 2023, 92, 157–164. [Google Scholar] [CrossRef]
- Tawfik, S.M.; Nasr, M.N.A.; El Gamal, H.A. Finite element modelling for part distortion calculation in selective laser melting. Alex. Eng. J. 2019, 58, 67–74. [Google Scholar] [CrossRef]
- Tiwari, S.K.; Pande, S.; Bobade, S.M.; Kumar, S. Assessment of mechanical properties and flammability of magnesium oxide/PA12 composite material for SLS process. Rapid Prototyp. J. 2018, 25, 176–186. [Google Scholar] [CrossRef]
- Leach, R.K.; Bourell, D.; Carmignato, S.; Donmez, A.; Senin, N.; Dewulf, W. Geometrical metrology for metal additive manufacturing. CIRP Ann. 2019, 68, 677–700. [Google Scholar] [CrossRef]
- Gadelmoula, A.M.; Aldahash, S.A. Effects of Fabrication Parameters on the Properties of Parts Manufactured with Selective Laser Sintering: Application on Cement-Filled PA12. Adv. Mater. Sci. Eng. 2019, 2019, 8404857. [Google Scholar] [CrossRef]
- Idriss, A.I.; Li, J.; Guo, Y.; Wang, Y.; Li, X.; Zhang, Z.; Elfaki, E.A. Sintering quality and parameters optimization of sisal fiber/PES composite fabricated by selective laser sintering (SLS). J. Thermoplast. Compos. Mater. 2022, 35, 1632–1646. [Google Scholar] [CrossRef]
- Saboori, A.; Gallo, D.; Biamino, S.; Fino, P.; Lombardi, M. An Overview of Additive Manufacturing of Titanium Components by Directed Energy Deposition: Microstructure and Mechanical Properties. Appl. Sci. 2017, 7, 883. [Google Scholar] [CrossRef]
- Moshokoa, N.; Raganya, L.; Obadele, B.A.; Machaka, R.; Makhatha, M.E. Microstructural and mechanical properties of Ti-Mo alloys designed by the cluster plus glue atom model for biomedical application. Int. J. Adv. Manuf. Technol. 2020, 111, 1237–1246. [Google Scholar] [CrossRef]
- Redaelli, D.F.; Abbate, V.; Storm, F.A.; Ronca, A.; Sorrentino, A.; De Capitani, C.; Biffi, E.; Ambrosio, L.; Colombo, G.; Fraschini, P. 3D printing orthopedic scoliosis braces: A test comparing FDM with thermoforming. Int. J. Adv. Manuf. Technol. 2020, 111, 1707–1720. [Google Scholar] [CrossRef]
- Zhang, X.; Liao, Y. A phase-field model for solid-state selective laser sintering of metallic materials. Powder Technol. 2018, 339, 677–685. [Google Scholar] [CrossRef]
- Sofia, D.; Chirone, R.; Lettieri, P.; Barletta, D.; Poletto, M. Selective laser sintering of ceramic powders with bimodal particle size distribution. Chem. Eng. Res. Des. 2018, 136, 536–547. [Google Scholar] [CrossRef]
- Sofia, D.; Granese, M.; Barletta, D.; Poletto, M. Laser Sintering of Unimodal Distributed Glass Powders of Different Size. Procedia Eng. 2015, 102, 749–758. [Google Scholar] [CrossRef]
- Yuan, S.; Bai, J.; Chua, C.K.; Wei, J.; Zhou, K. Material Evaluation and Process Optimization of CNT-Coated Polymer Powders for Selective Laser Sintering. Polymers 2016, 8, 370. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.; Creasy, T.S. Selective laser sintering characteristics of nylon 6/clay-reinforced nanocomposite. Polym. Test. 2004, 23, 629–636. [Google Scholar] [CrossRef]
- Sun, Z.; Yang, L.; Zhang, D.; Bian, F.; Song, W. High-performance biocompatible nano-biocomposite artificial muscles based on a renewable ionic electrolyte made of cellulose dissolved in ionic liquid. Nanotechnology 2019, 30, 285503. [Google Scholar] [CrossRef] [PubMed]
- Sun, Z.; Yang, L.; Zhang, D.; Song, W. High performance, flexible and renewable nano-biocomposite artificial muscle based on mesoporous cellulose/ionic liquid electrolyte membrane. Sens. Actuators B Chem. 2019, 283, 579–589. [Google Scholar] [CrossRef]
- Maringa, M.; Mwania, F.; Van der Walt, K. Powder characterization for a new selective laser sintering polypropylene material (Laser PP CP 60) after single print cycle degradation. Int. J. Eng. Res. Technol. 2020, 13, 3342–3358. [Google Scholar]
- Dowling, L.; Kennedy, J.; O’Shaughnessy, S.; Trimble, D. A review of critical repeatability and reproducibility issues in powder bed fusion. Mater. Des. 2020, 186, 108346. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong, W.L.E.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef]
- Idriss, A.I.; Li, J.; Guo, Y.; Wang, Y.; Elfaki, E.A.; Ahmed, E.A. Improved Sintering Quality and Mechanical Properties of Peanut Husk Powder/Polyether Sulfone Composite for Selective Laser Sintering. 3D Print. Addit. Manuf. 2023, 10, 111–123. [Google Scholar] [CrossRef]
- Idriss, A.I.; Li, J.; Wang, Y.; Guo, Y.; Elfaki, E.A. Effects of various processing parameters on the mechanical properties of sisal fiber/PES composites produced via selective laser sintering. BioResources 2020, 15, 5710–5724. [Google Scholar] [CrossRef]
- Zeng, W.L.; Guo, Y.L. Research on surface quality enhancement of Wood-Plastic Composite powder SLS parts by post processing. Adv. Mater. Res. 2010, 113, 508–511. [Google Scholar] [CrossRef]
- Le, D.; Nguyen, C.H.; Pham, T.H.N.; Nguyen, V.T.; Pham, S.M.; Le, M.T.; Nguyen, T.T. Optimizing 3D Printing Process Parameters for the Tensile Strength of Thermoplastic Polyurethane Plastic. J. Mater. Eng. Perform. 2023, 32, 10805–10816. [Google Scholar] [CrossRef]
- Idriss, A.I.B.; Li, J.; Guo, Y.; Shuhui, T.; Wang, Y.; Elfaki, E.A.; Ahmed, G.A. Selective Laser Sintering Parameter Optimization of Prosopis Chilensis/Polyethersulfone Composite Fabricated by AFS-360 SLS. 3D Print. Addit. Manuf. 2021, 10, 697–710. [Google Scholar] [CrossRef] [PubMed]
- ISO 179-1:2000; Determination of Charpy Impact Properties—Part 1: Non-Instrumented Test. ISO Publications: Geneva, Switzerland, 2000.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PCPC Parts (10/88 wt/wt) | Bending Strength Test Repeatability | Mean | Confidence Intervals at a 95% Level for the Means | Tensile Strength Test Repeatability | Mean | Confidence Intervals at a 95% Level for the Means | Standard Deviation (SD) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Test 1 | Test 2 | Test 3 | Test 1 | Test 2 | Test 3 | Bending | Tensile | |||||
| Polyethersu-lfone | 8.15 | 8.28 | 8.23 | 8.215 | Lower = 7.57 Upper = 8.86 | 4.83 | 4.9 | 4.81 | 4.85 | Lower = 4.2 Upper = 5.5 | 0.065574385 | 0.047258156 |
| ≤0.149 mm | 10.9 | 10.4 | 10.5 | 10.6 | Lower = 9.95 Upper = 11.25 | 3.68 | 3.71 | 3.59 | 3.66 | Lower = 3.01 Upper = 4.31 | 0.264575131 | 0.06244998 |
| ≤0.125 mm | 10.81 | 10.8 | 10.74 | 10.78 | Lower = 10.13 Upper = 11.43 | 4.9 | 4.96 | 4.97 | 4.94 | Lower =4.3 Upper = 5.59 | 0.037859389 | 0.037859389 |
| ≤0.105 mm | 8.2 | 7.95 | 7.98 | 8 | Lower = 7.35 Upper = 8.65 | 3.43 | 3.39 | 3.4 | 3.41 | Lower = 2.76 Upper = 4.06 | 0.136503968 | 0.02081666 |
| ≤0.088 mm | 7.91 | 7.85 | 7.89 | 7.88 | Lower = 7.23 Upper = 8.53 | 3.30 | 3.23 | 3.25 | 3.26 | Lower = 2.62 Upper = 3.9 | 0.030550505 | 0.036055513 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdelmagid, A.A.A.; Idriss, A.I.B.; Yang, C.-M. Effects of Particle Size on Mechanical Properties and Forming Accuracy of Prosopis chilensis Powder/Polyethersulfone Composites Produced via Selective Laser Sintering. Polymers 2024, 16, 1786. https://doi.org/10.3390/polym16131786
Abdelmagid AAA, Idriss AIB, Yang C-M. Effects of Particle Size on Mechanical Properties and Forming Accuracy of Prosopis chilensis Powder/Polyethersulfone Composites Produced via Selective Laser Sintering. Polymers. 2024; 16(13):1786. https://doi.org/10.3390/polym16131786
Chicago/Turabian StyleAbdelmagid, Alaaeldin A. A., Aboubaker I. B. Idriss, and Chun-Mei Yang. 2024. "Effects of Particle Size on Mechanical Properties and Forming Accuracy of Prosopis chilensis Powder/Polyethersulfone Composites Produced via Selective Laser Sintering" Polymers 16, no. 13: 1786. https://doi.org/10.3390/polym16131786
APA StyleAbdelmagid, A. A. A., Idriss, A. I. B., & Yang, C.-M. (2024). Effects of Particle Size on Mechanical Properties and Forming Accuracy of Prosopis chilensis Powder/Polyethersulfone Composites Produced via Selective Laser Sintering. Polymers, 16(13), 1786. https://doi.org/10.3390/polym16131786