
Thermodynamic Coupling Forming Performance of Short Fiber-Reinforced PEEK by Additive Manufacturing



Abstract
1. Introduction
2. Experimental Materials and Test Methods
2.1. Experimental Materials
2.2. Test Equipment and Test Conditions
- (1)
- Shear strength test
- (2)
- Porosity test (mercury intrusion method)
2.3. Fabrication of 3D-Printed Specimens
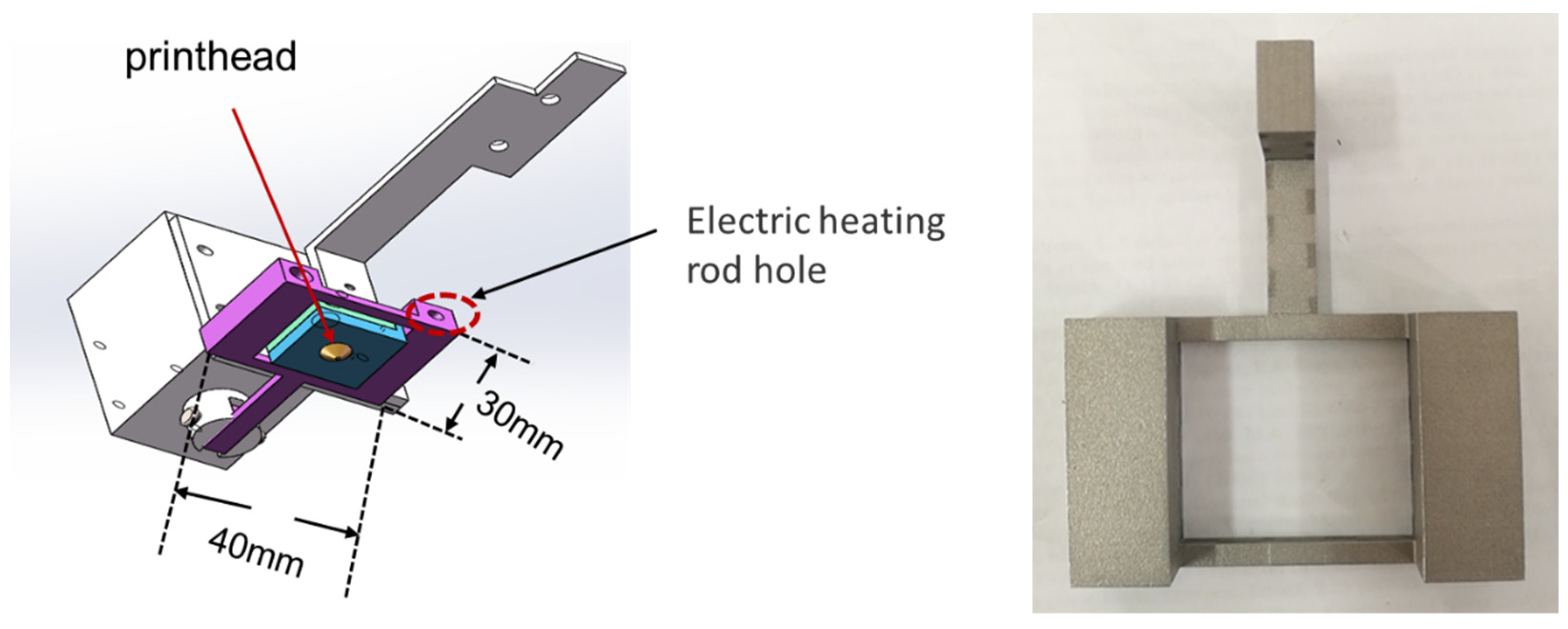
2.4. Design of Multifunction Printhead
3. Analysis and Discussion of Experimental Results
3.1. Finite Element Simulation Analysis of Forming Warpage Deformation
3.1.1. Hypothesis of Finite Element Model Analysis of FDM Process
3.1.2. Heat Source Model Analysis
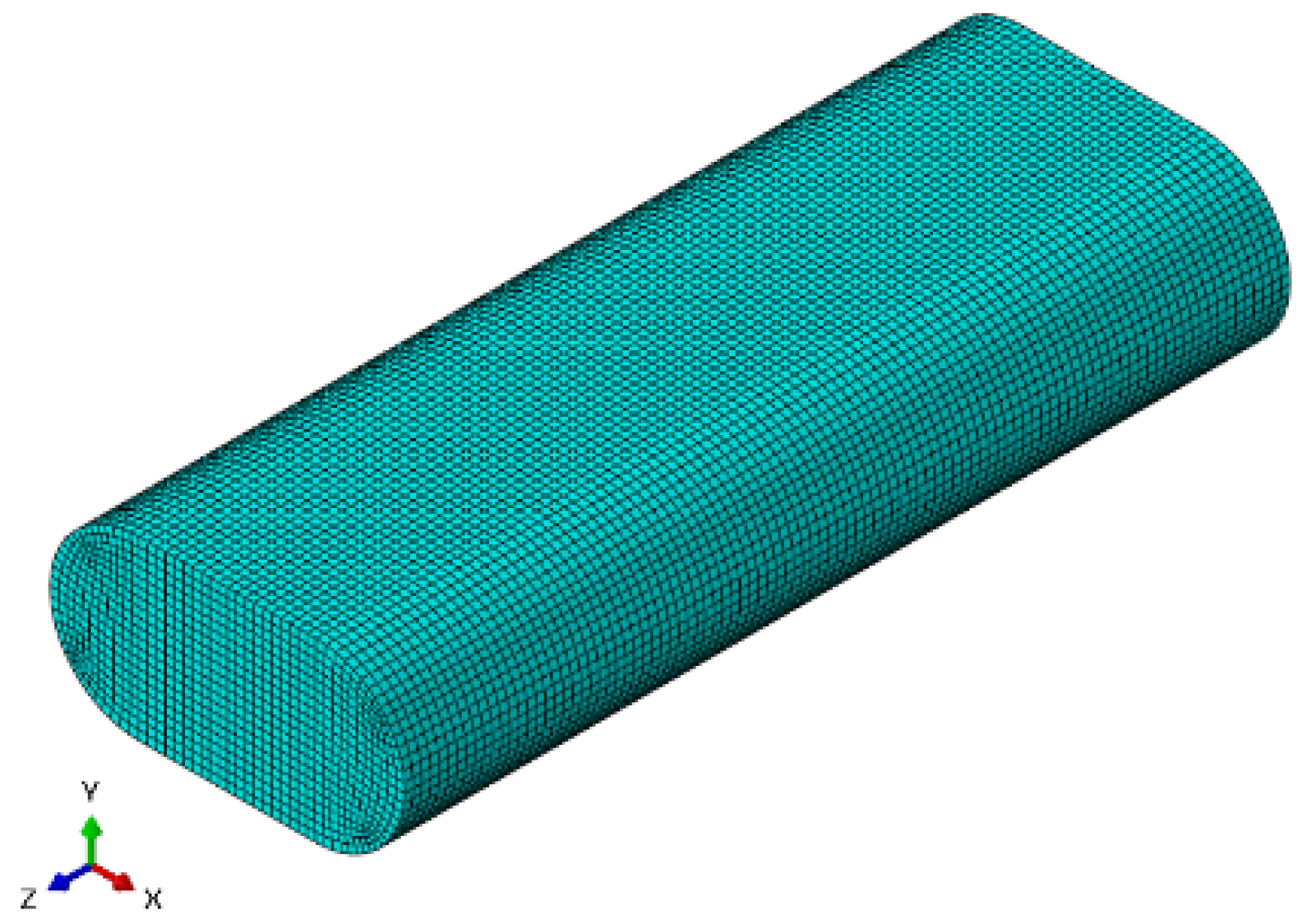
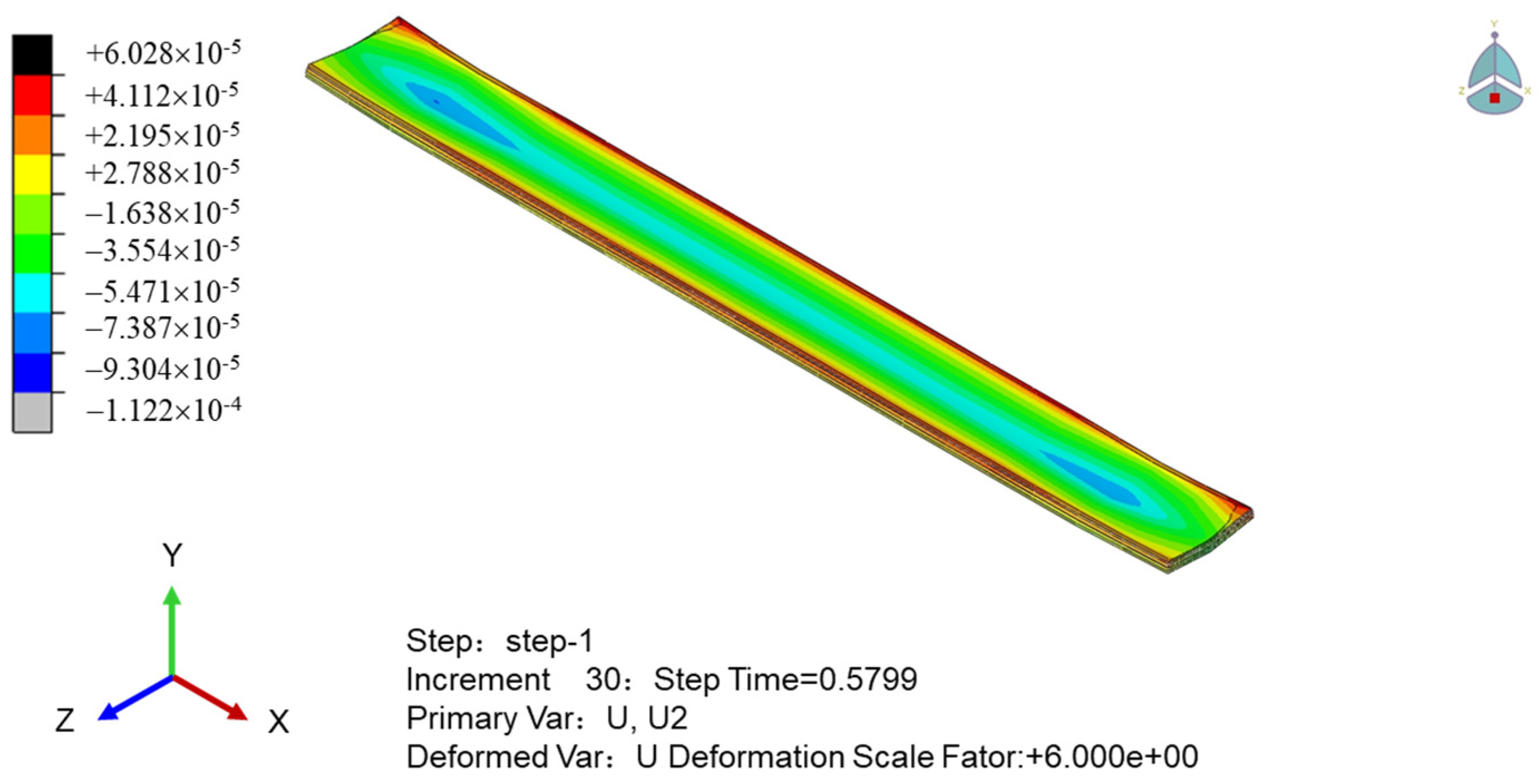
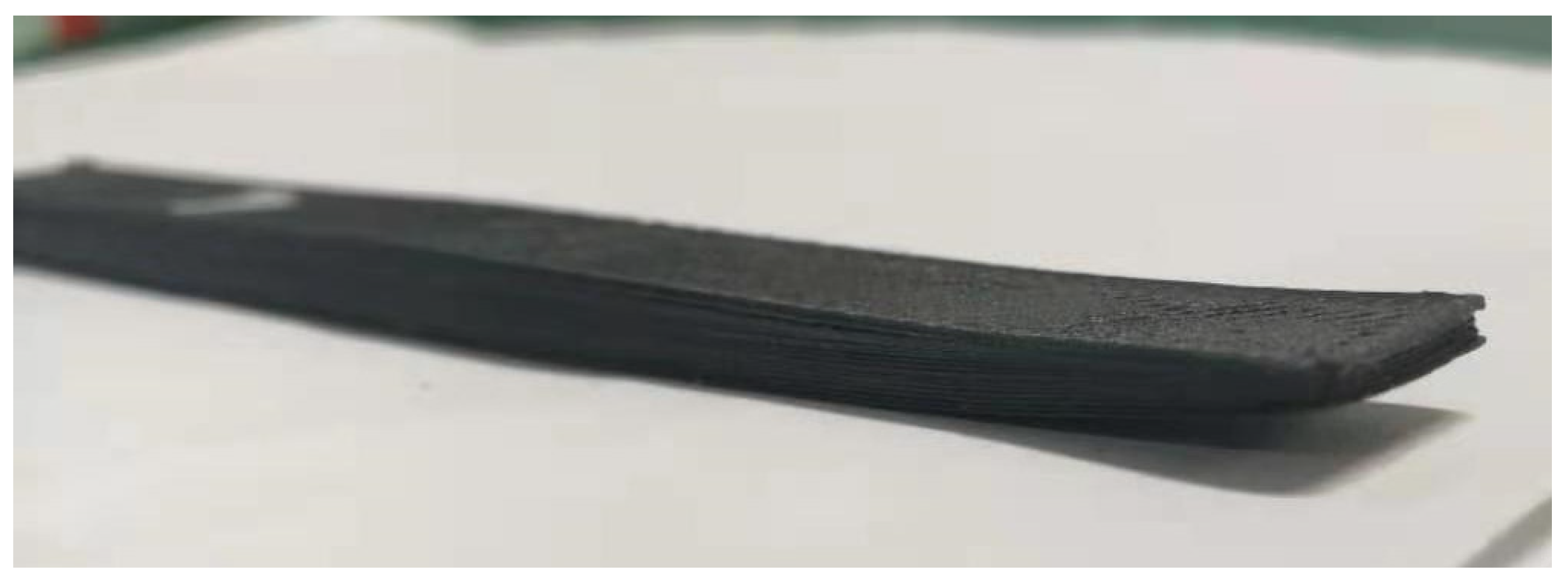
3.1.3. Simulation Analysis of Warpage Deformation of Printed Samples
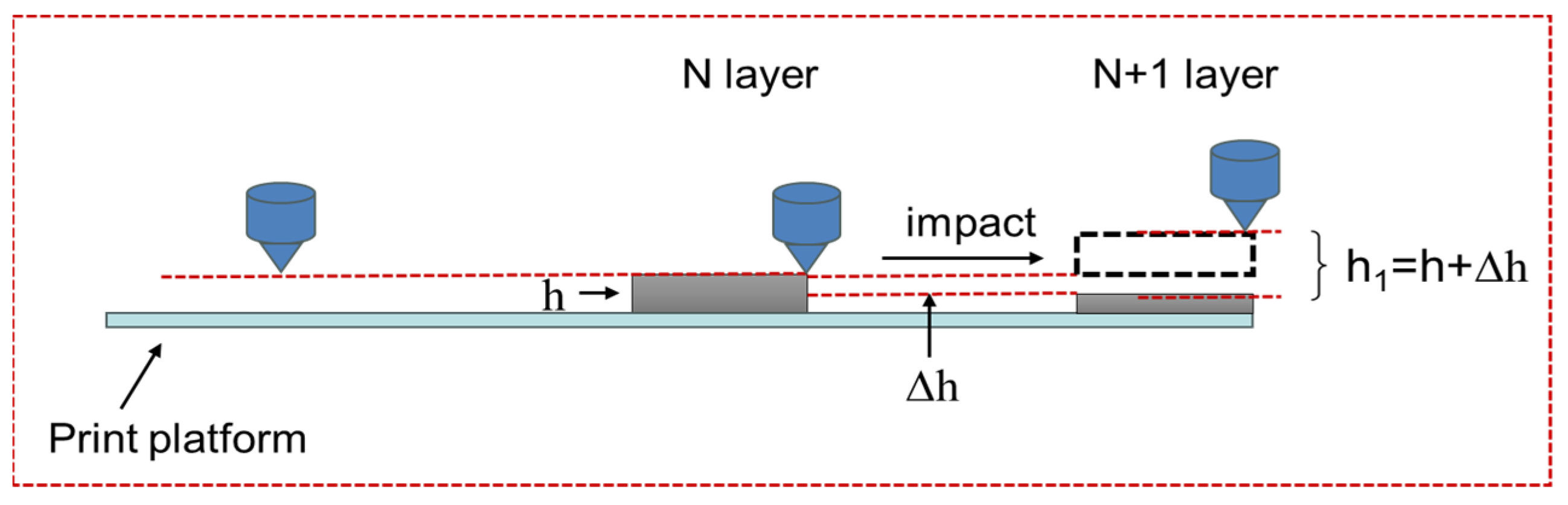
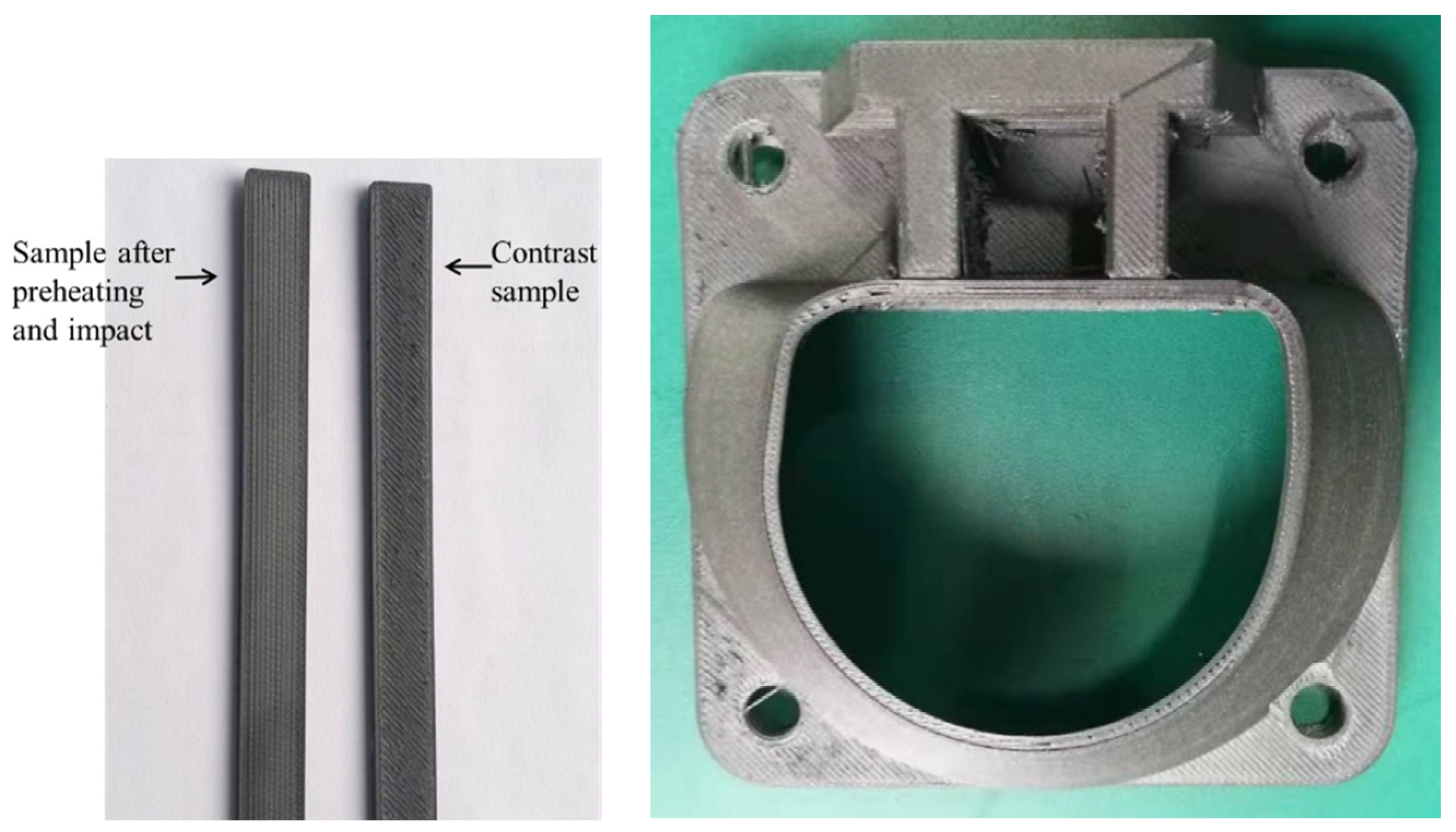
3.2. Integrated Forming Process of Preheating, Printing, and Impact Compaction
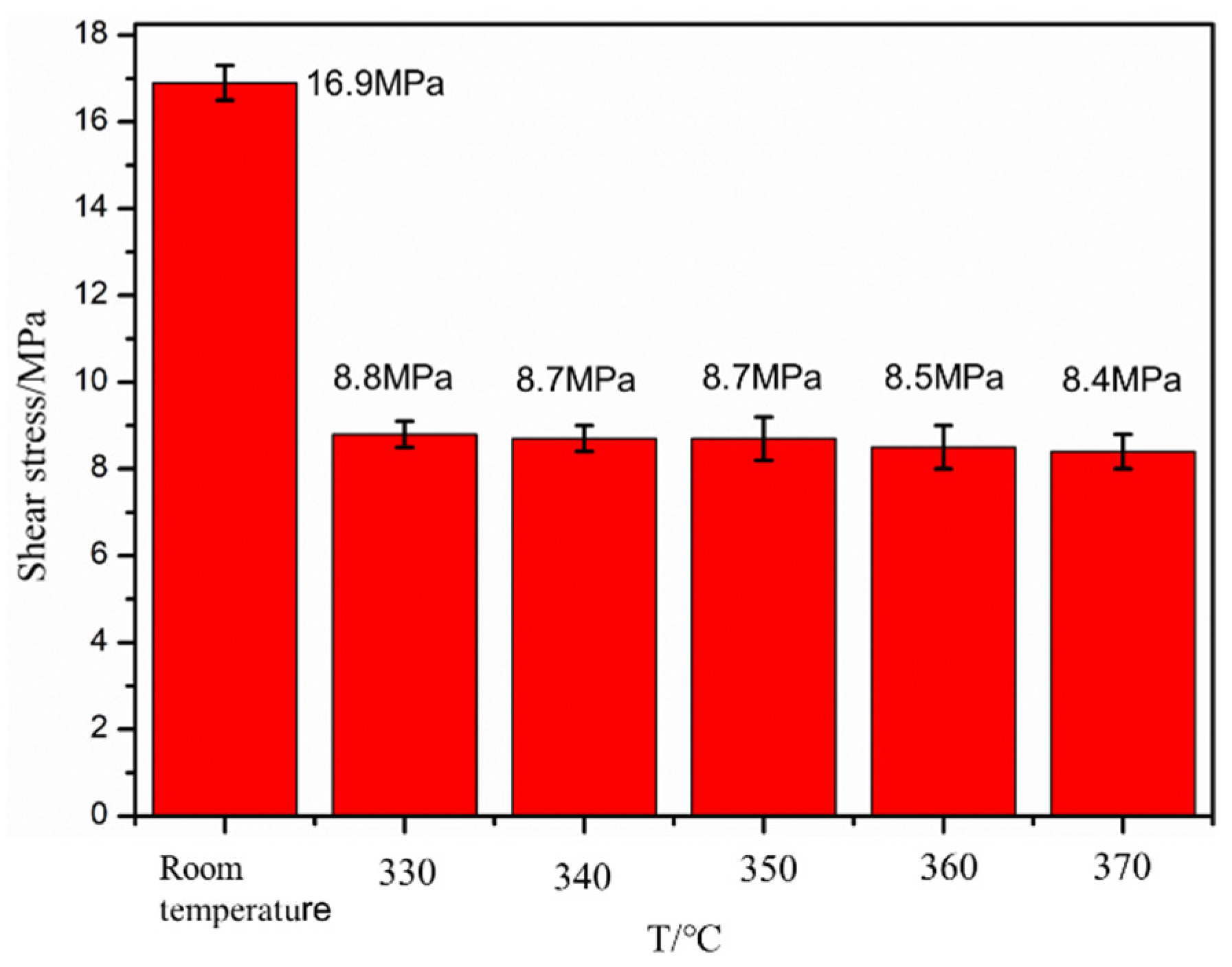
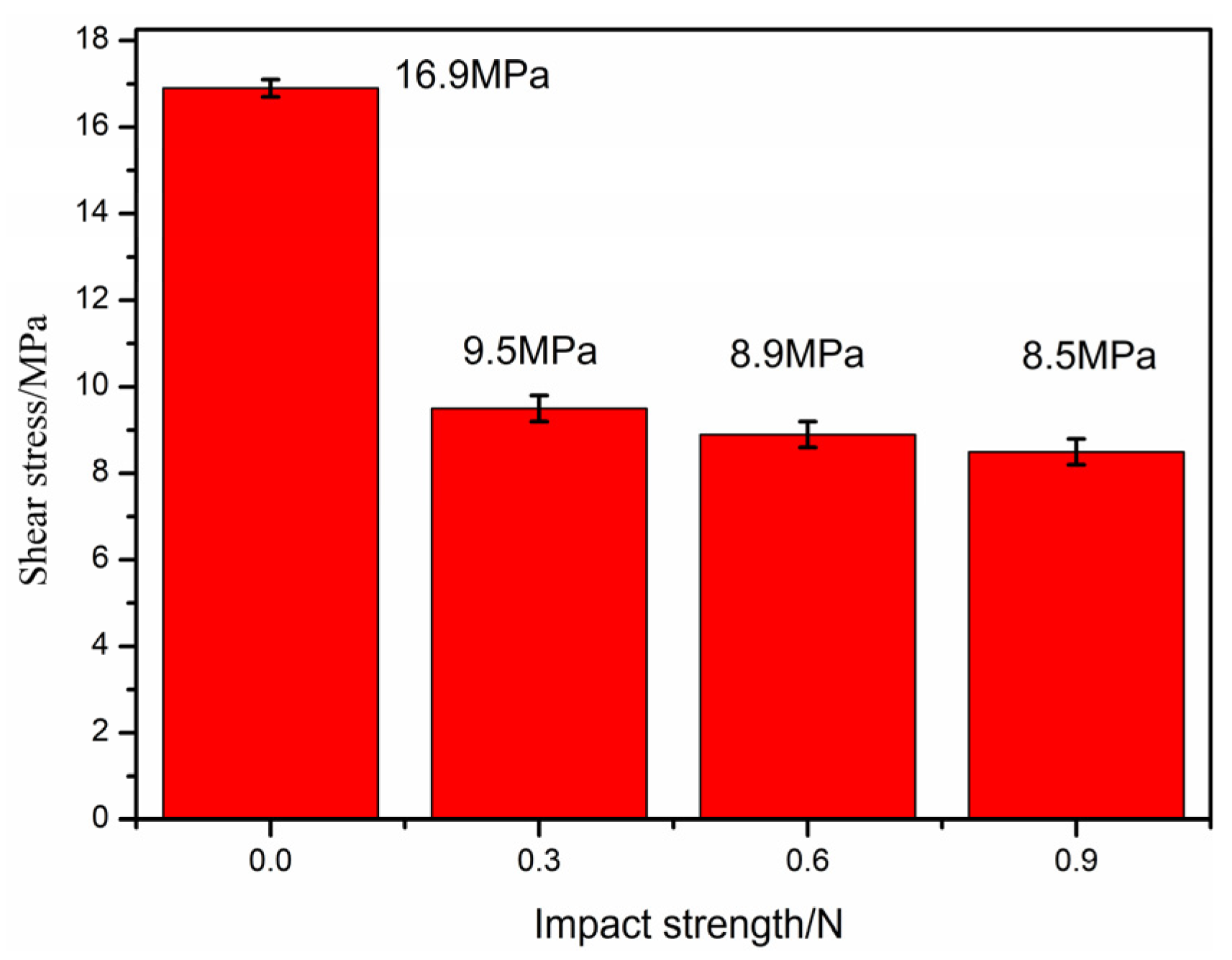
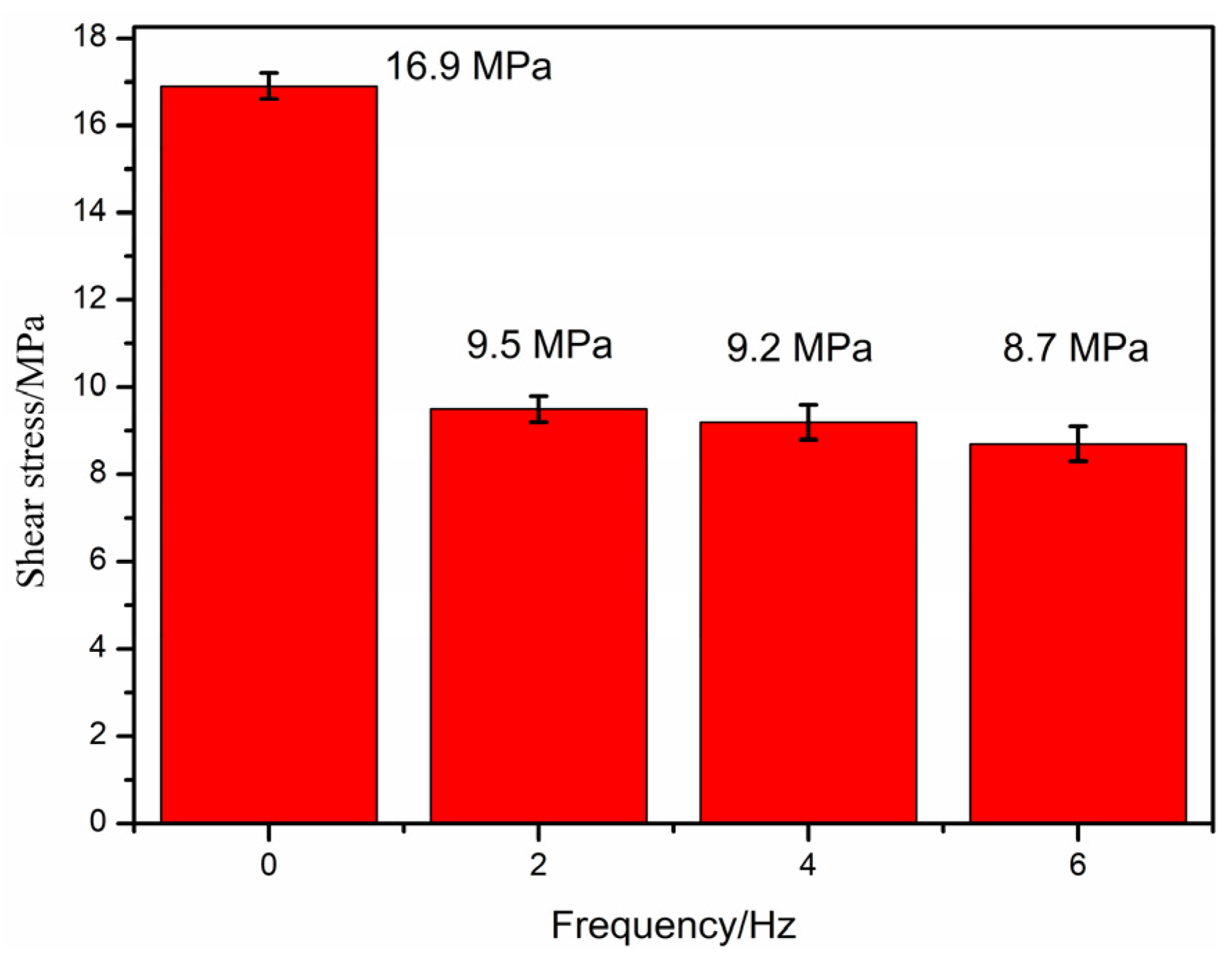
3.2.1. Interlaminar Mechanical Properties of PEEK/CF Composites
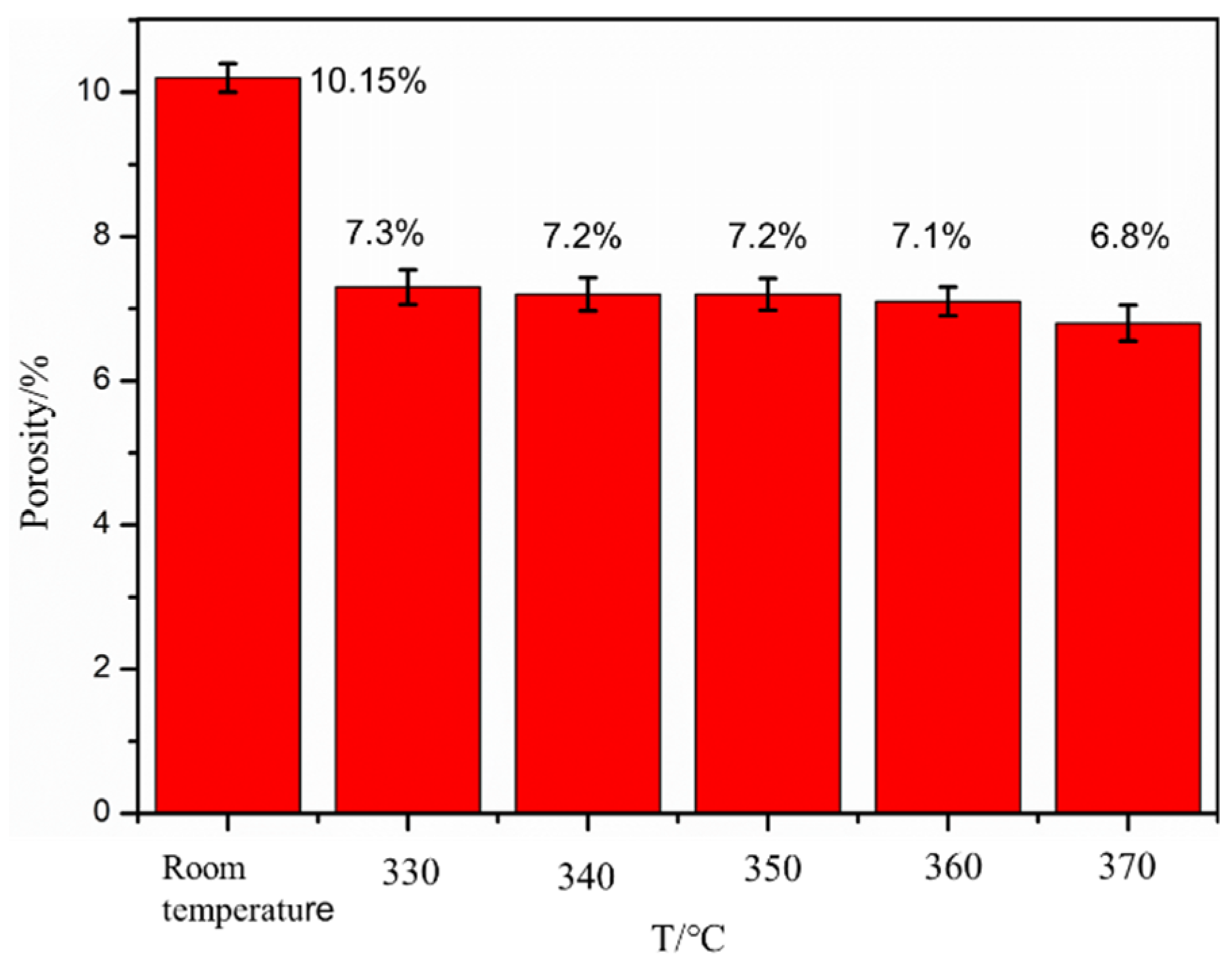
3.2.2. Porosity Analysis of Formed Samples under Thermodynamic Coupling
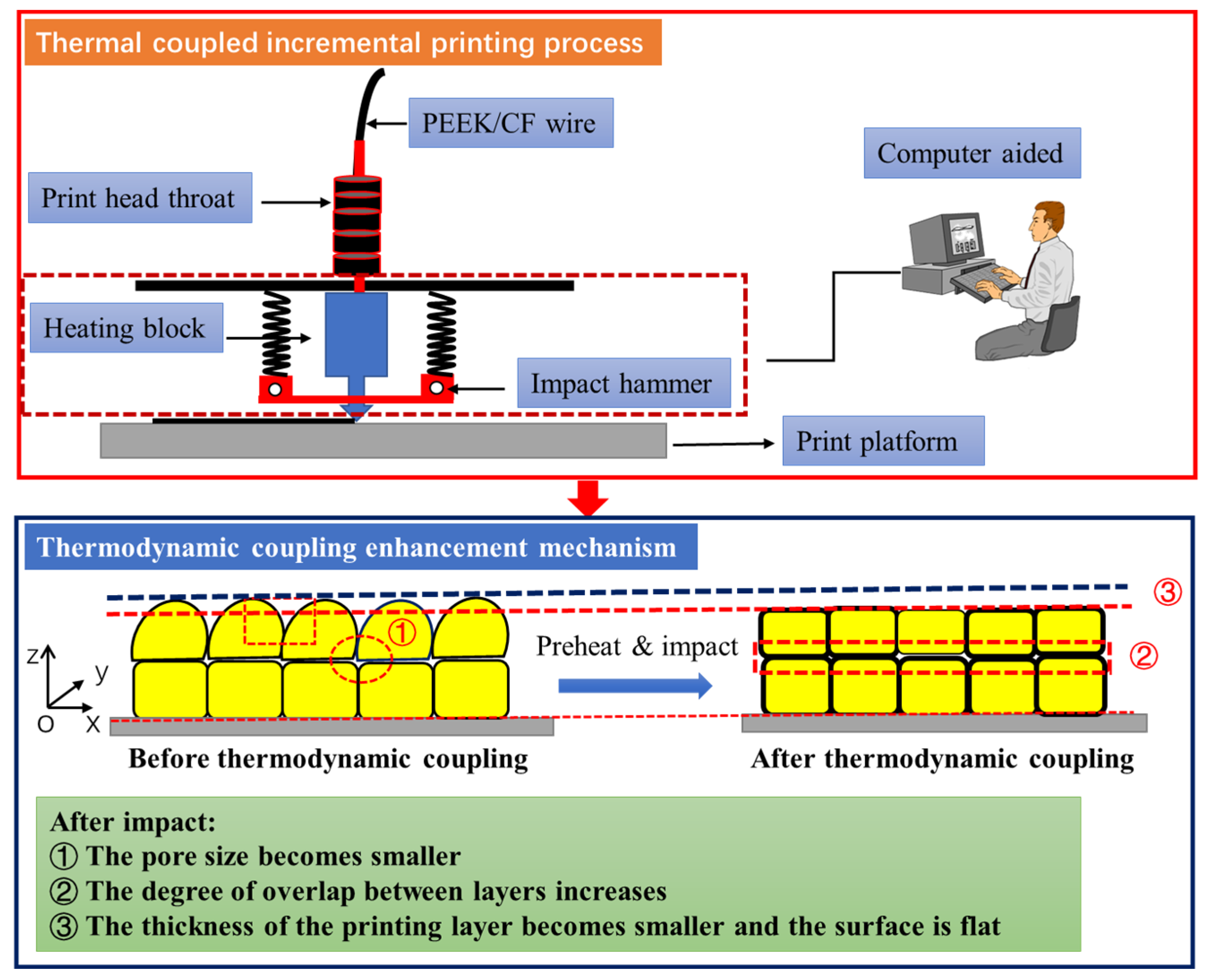
3.3. Mechanism of Thermodynamic Coupling
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, Z.H. The Investigation of Drilling Performance of Short Fibre-Reinforced PEEK Composites; Fuzhou University: Fuzhou, China, 2006. [Google Scholar]
- Li, G.; Xu, X.H.; Wang, Y.L.; Huang, Y.; Wan, Y.Z. Preparation of short carbon fiber reinforced polyetheretherketone composites and their mechanical properties. In Proceedings of the Foundation, Innovation, and Efficiency: National Composite Materials Academic Conference, Yichang, China, 1 October 2006. [Google Scholar]
- Li, N.; Hu, Z.; Huang, Y. Preparation and characterization of nanocomposites of poly(p-phenylene benzobisoxazole) with aminofunctionalized graphene. Polym. Compos. 2018, 39, 2969–2976. [Google Scholar] [CrossRef]
- Rahmanian, S.; Suraya, A.R.; Shazed, M.A.; Zahari, R.; Zainudin, E.S. Mechanical characterization of epoxy composite with multiscale reinforcements: Carbon nanotubes and short carbon fibers. Mater. Des. 2014, 60, 34–40. [Google Scholar] [CrossRef]
- Li, Q.; Zhao, W.; Li, Y.; Yang, W.; Wang, G. Flexural properties and fracture behavior of PEEK/CF in orthogonal building orientation by FDM: Microstructure and mechanism. Polymers 2019, 11, 656. [Google Scholar] [CrossRef] [PubMed]
- Han, X.; Yang, D.; Yang, C.; Spintzyk, S.; Scheideler, L.; Li, P.; Li, D.; Geis-Gerstorfer, J.; Rupp, F. Carbon fiber reinforced PEEK composites based on 3D-printing technology for orthopedic and dental applications. J. Clin. Med. 2019, 8, 240. [Google Scholar] [CrossRef] [PubMed]
- Arif, M.F.; Alhashmi, H.; Varadarajan, K.M.; Koo, J.H.; Hart, A.J.; Kumar, S. Multifunctional performance of carbon nanotubes and graphene nanoplatelets reinforced PEEK composites enabled via FFF additive manufacturing. Composites 2020, 184, 107625. [Google Scholar] [CrossRef]
- Zhao, G.; Qin, M.; Liu, Y.; Qu, X.; Ding, M.; Tian, L.; Liu, Y.; Tian, X.; Liu, Y. Optimizing fused deposition molding process parameters for improving forming strength of polyetheretherketone. Chin.J. Mech. Eng. 2020, 56, 216–222. [Google Scholar]
- Huang, Y.; Tian, X.Y.; Zheng, Z.; Li, D.; Malakhov, A.V.; Polilov, A.N. Multiscale concurrent design and 3D printing of continuous fiber reinforced thermoplastic composites with optimized fiber trajectory and topological structure. Compos. Struct. 2022, 285, 115241. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, M.; Kang, Y.; Tian, X.; Ding, J.; Li, D. Material extrusion 3D printing of polyether ether ketone in vacuum environment: Heat dissipation mechanism and performance. Addit. Manuf. 2023, 62, 103390. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Wang, Q.; Dilmurat, A.; Li, D.; Ziegmann, G. Recycling and remanufacturing of 3D printed continuous carbon fiber reinforced PLA composites. J. Clean. Prod. 2016, 142, 139. [Google Scholar] [CrossRef]
- Luo, M.; Tian, X.; Shang, J.; Zhu, W.; Li, D.; Qin, Y. Impregnation and interlayer bonding behaviors of 3D-printed continuous carbon-fiber-reinforced poly-ether-ether-ketone composites. Compos. Part A Appl. Sci. Manuf. 2019, 121, 130–138. [Google Scholar] [CrossRef]
- Hou, Z.; Tian, X.; Zhang, J.; Zhe, L.; Zheng, Z.; Li, D.; Malakhov, A.V.; Polilov, A.N. Design and 3d printing of continuous fiber reinforced heterogeneous composites. Compos. Struct. 2020, 237, 111945. [Google Scholar] [CrossRef]
- Patricia, P.; Bersee, E.; Beukers, A. Residual stresses in thermoplastic composites-a study of the literature-Part II: Experimental techniques. Compos. Part A Appl. Sci. Manuf. 2007, 38, 651–665. [Google Scholar]
- Dong, L.; Makradi, A.; Ahzi, S.; Remond, Y. Three dimensional tenement finite element analysis of the selective lasers interring process. J. Mater. Process Technol. 2009, 209, 700–706. [Google Scholar] [CrossRef]
- Heat Source Model, Gauss Function Distribution Heat Source Mode. Available online: https://wenku.so.com/d/3d72d2d15ca891d09761c9d9867f0c2e.htm (accessed on 7 December 2021).
- Sun, Q.; Shan, Z.; Zhan, L.; Wang, S.; Liu, X.; Li, Z.; Wu, S. Warp Deformation Model of Polyetheretherketone Composites Reinforced with Carbon Fibers in Additive Manufacturing. Mater. Res. Express 2021, 8, 125305. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Print head diameter/mm | 0.4 |
| Print head temperature/°C | 400 |
| Base plate temperature/°C | 100 |
| Print speed/(mm/min) | 500 |
| Print width/mm | 0.5 |
| Layer thickness/mm | 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Q.; Wen, X.; Yin, G.; Jia, Z.; Yang, X. Thermodynamic Coupling Forming Performance of Short Fiber-Reinforced PEEK by Additive Manufacturing. Polymers 2024, 16, 1789. https://doi.org/10.3390/polym16131789
Sun Q, Wen X, Yin G, Jia Z, Yang X. Thermodynamic Coupling Forming Performance of Short Fiber-Reinforced PEEK by Additive Manufacturing. Polymers. 2024; 16(13):1789. https://doi.org/10.3390/polym16131789
Chicago/Turabian StyleSun, Qili, Xiaomu Wen, Guangzhong Yin, Zijian Jia, and Xiaomei Yang. 2024. "Thermodynamic Coupling Forming Performance of Short Fiber-Reinforced PEEK by Additive Manufacturing" Polymers 16, no. 13: 1789. https://doi.org/10.3390/polym16131789
APA StyleSun, Q., Wen, X., Yin, G., Jia, Z., & Yang, X. (2024). Thermodynamic Coupling Forming Performance of Short Fiber-Reinforced PEEK by Additive Manufacturing. Polymers, 16(13), 1789. https://doi.org/10.3390/polym16131789