
Research Progress of Natural Rubber Wet Mixing Technology

Abstract

1. Introduction
2. Wet Preparation of NR Composites
2.1. Latex Mixing Method
2.2. Solution Mixing Method
2.3. Sol-Gel Method
3. Progress in the Application of Wet Mixing Process in Natural Rubber Composites
3.1. Carbon Black (CB)/Natural Rubber Composites
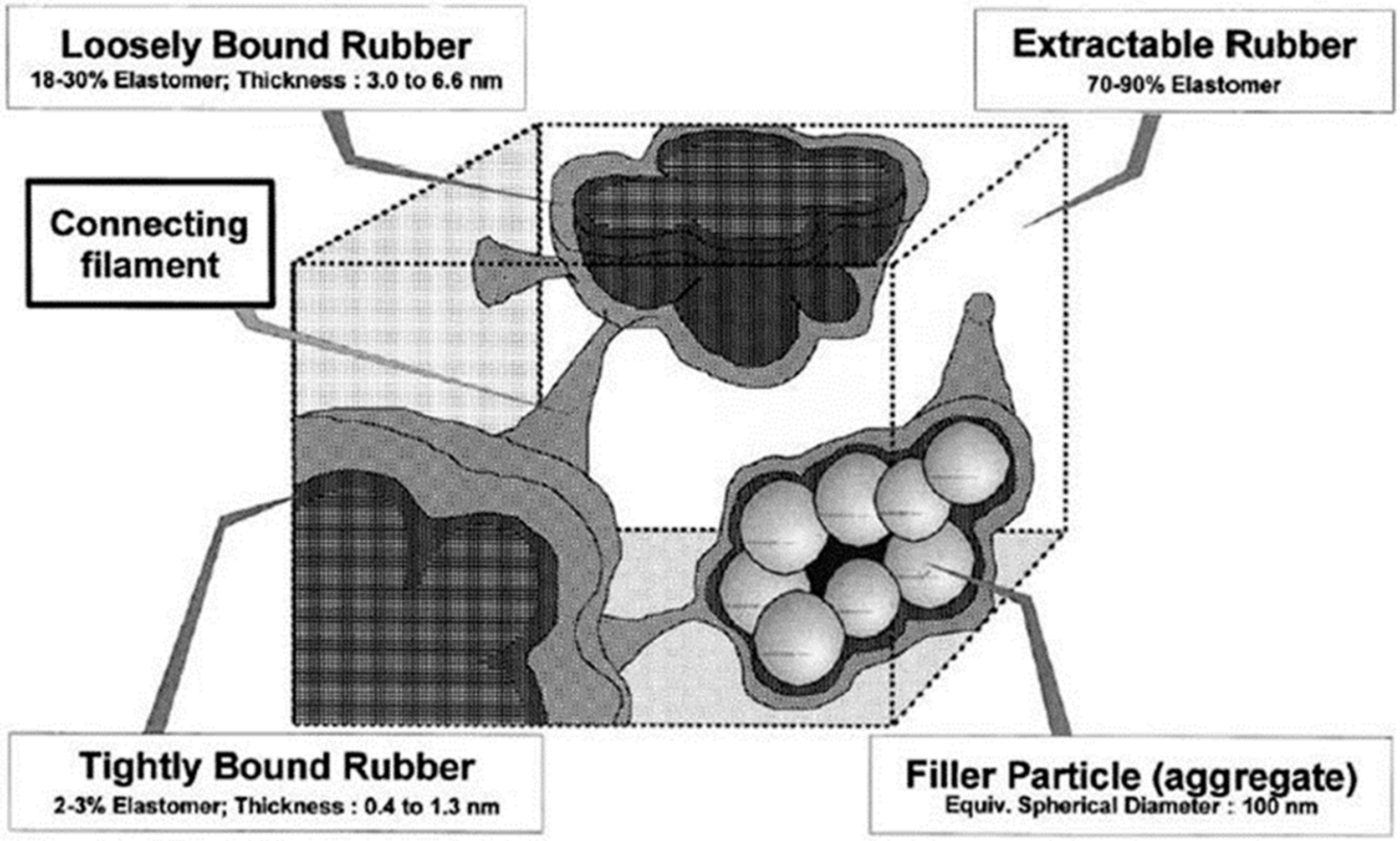
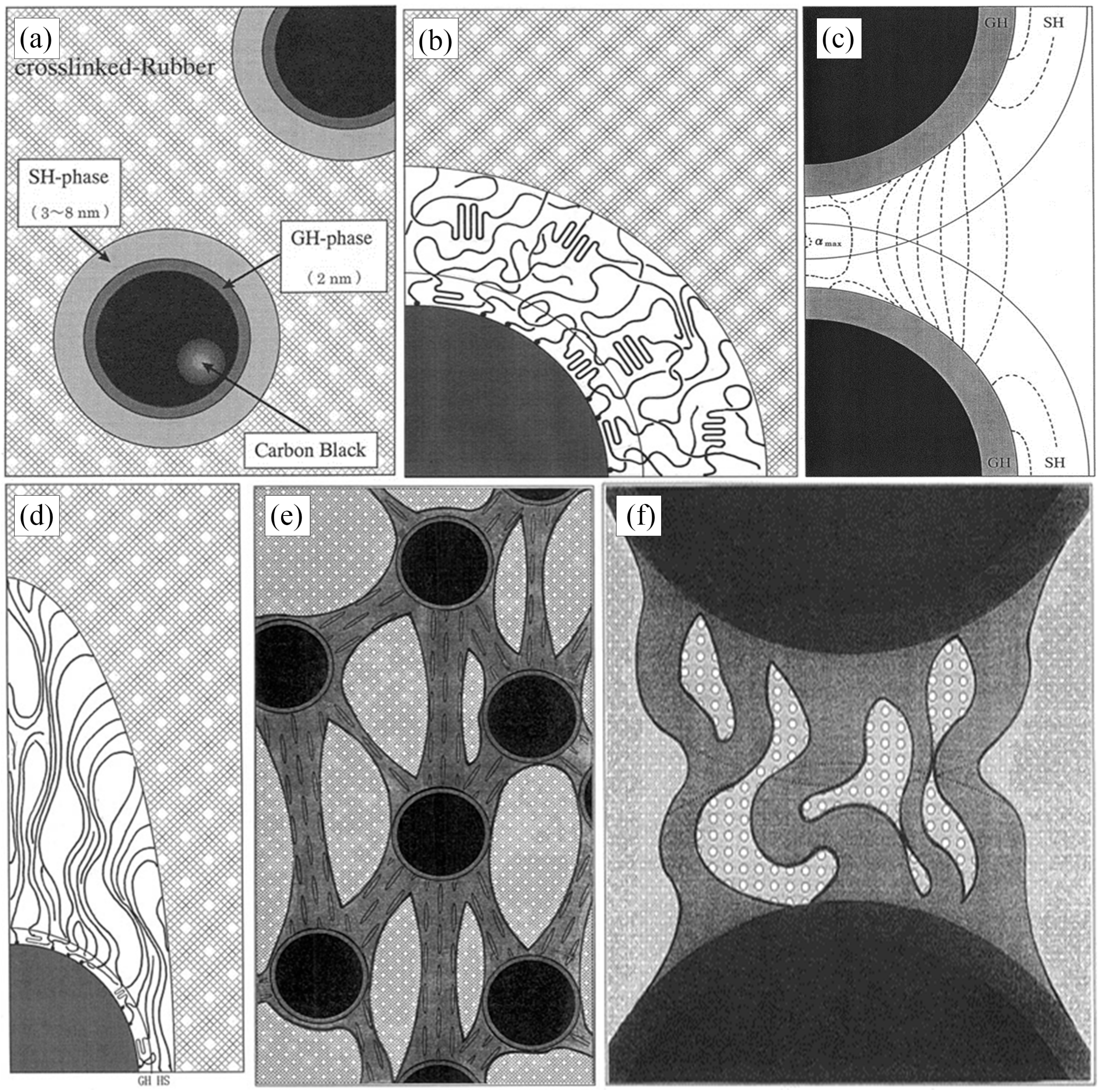
3.1.1. Mechanism of Carbon Black Reinforced Rubber
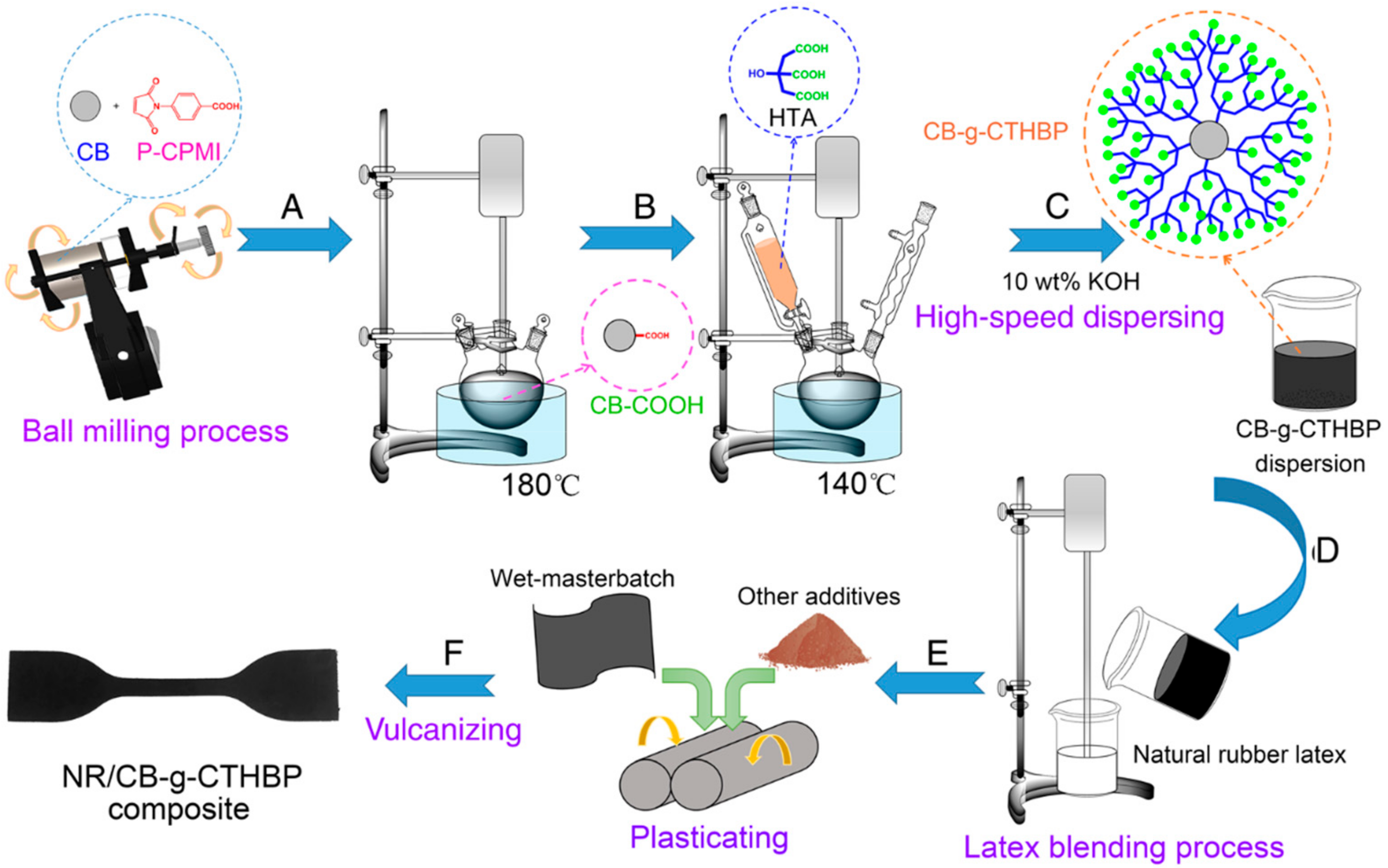
3.1.2. CB/NR Composites Wet Mixing Preparation Process
3.2. NR/Silica (SiO2) Composites
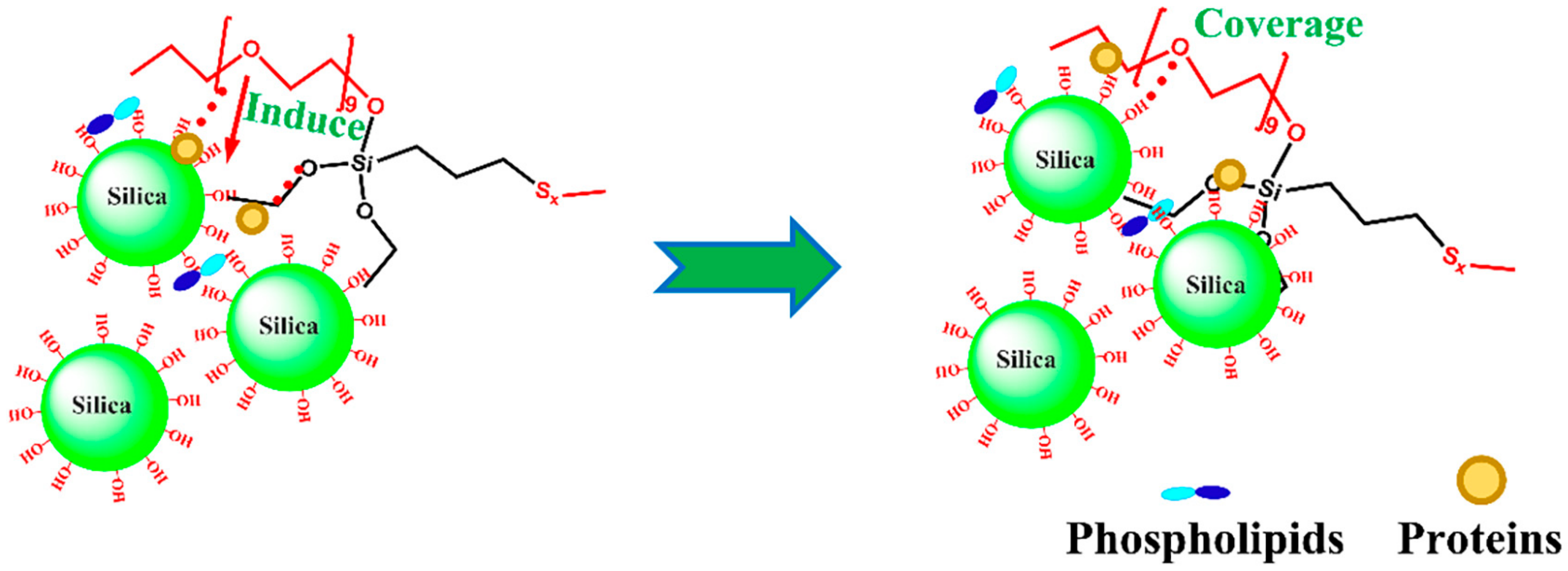
3.2.1. Mechanism of Silica Reinforced Rubber
3.2.2. SiO2/NR Composites Wet Mixing Preparation Process
3.3. NR/Carbon Nanotubes (CNTs) Composites
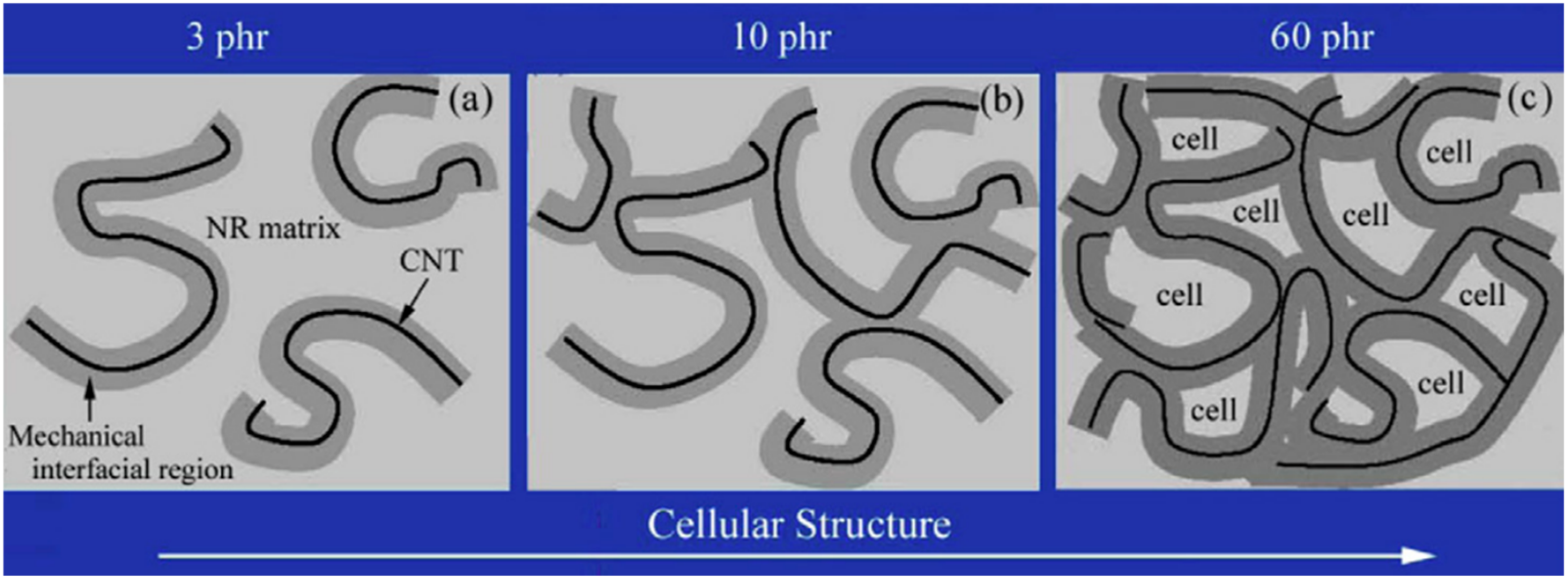
3.3.1. Mechanism of Carbon Nanotubes Reinforced Rubber
3.3.2. CNTs/NR Composites Wet Mixing Preparation Process
3.4. Graphene (GO)/NR Composites
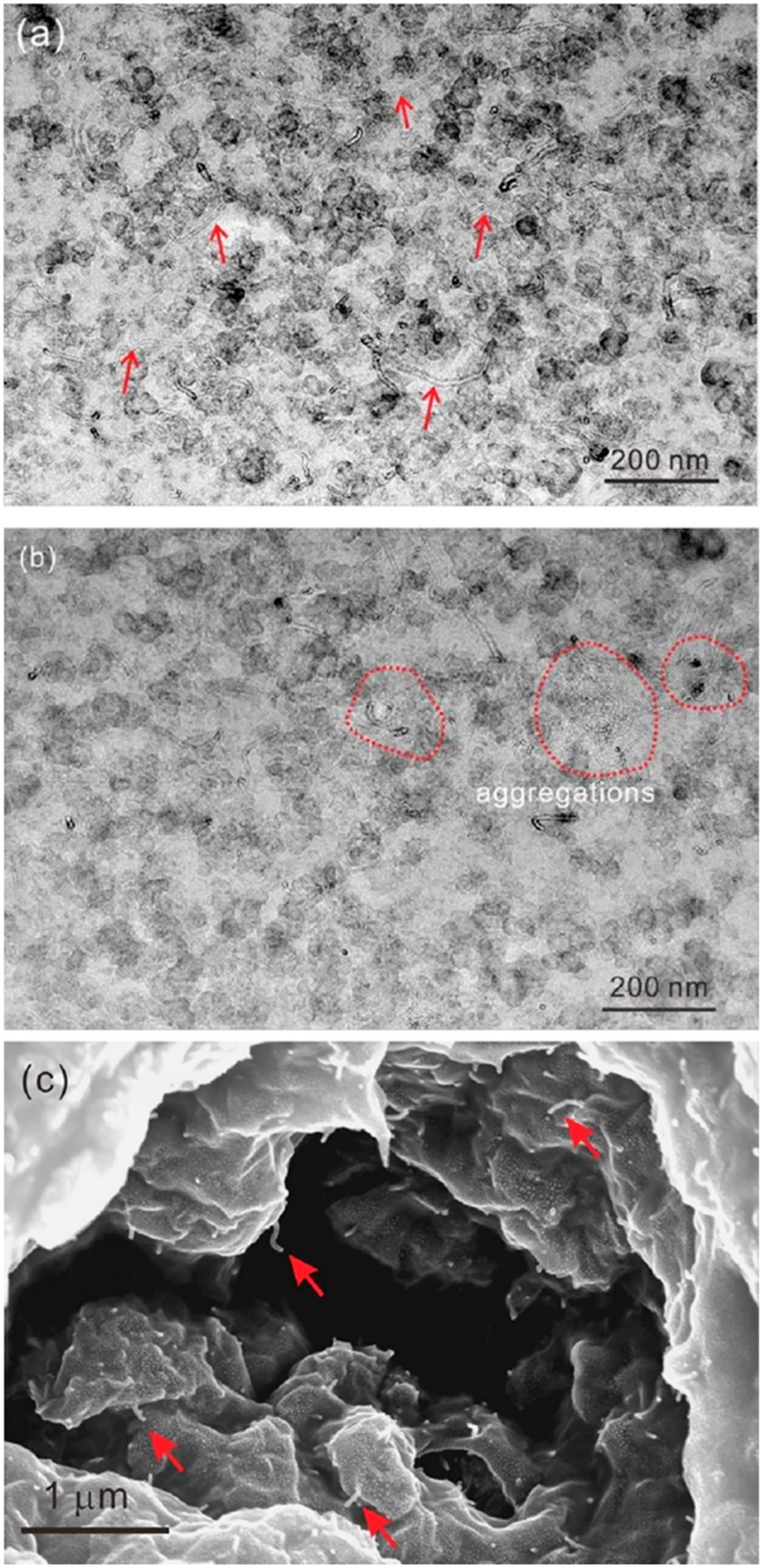
3.4.1. Mechanism of GO Reinforced Rubber
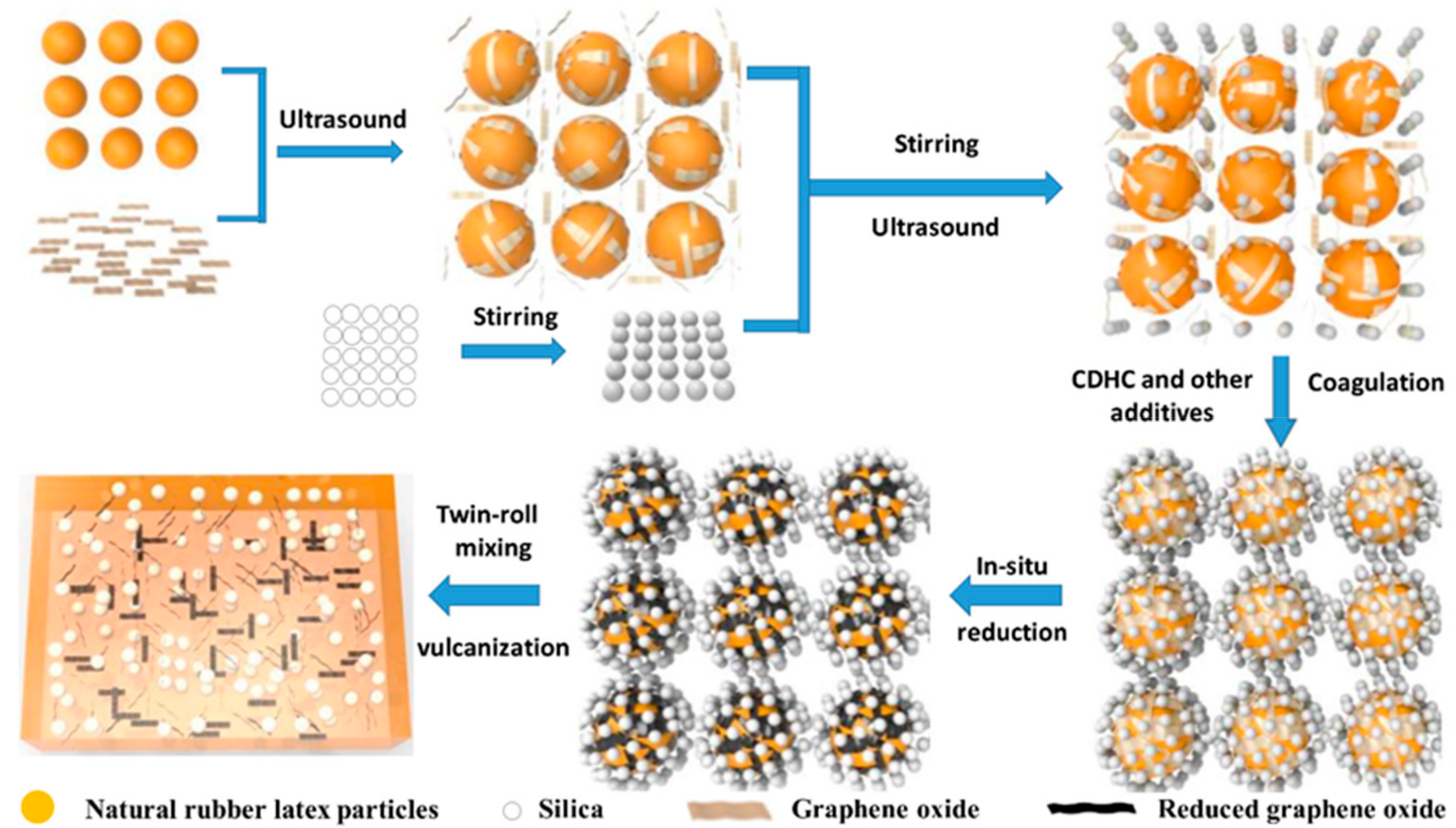
3.4.2. Graphene/NR Composites Wet Mixing Preparation Process
4. Expectations and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Hirata, Y.; Kondo, H.; Ozawa, Y. Natural rubber (NR) for the tyre industry. In Chemistry, Manufacture and Applications of Natural Rubber; Elsevier: Amsterdam, The Netherlands, 2014; pp. 325–352. [Google Scholar]
- Liu, Y.; Zhou, Q.; Lu, Q.; Han, C.; Zhou, Z.; Liang, Z.; Liu, R.; Nie, Y. Reinforcement and toughening of rubber by bridging graphene and nanosilica. J. Inorg. Organomet. Polym. Mater. 2020, 30, 337–348. [Google Scholar] [CrossRef]
- Dong, B.; Liu, C.; Zhang, L.; Wu, Y. Preparation, fracture, and fatigue of exfoliated graphene oxide/natural rubber composites. Rsc Adv. 2015, 5, 17140–17148. [Google Scholar] [CrossRef]
- Zhao, L.; Sun, X.; Liu, Q.; Zhao, J.; Xing, W. Natural rubber/graphene oxide nanocomposites prepared by latex mixing. J. Macromol. Sci. Part B 2015, 54, 581–592. [Google Scholar] [CrossRef]
- Malas, A. Rubber nanocomposites with graphene as the nanofiller. In Progress in Rubber Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 179–229. [Google Scholar]
- Sethulekshmi, A.; Saritha, A.; Joseph, K. A comprehensive review on the recent advancements in natural rubber nanocomposites. Int. J. Biol. Macromol. 2022, 194, 819–842. [Google Scholar] [CrossRef]
- Yang, J.; Xian, B.; Li, H.; Zhang, L.; Han, D. Preparation of silica/natural rubber masterbatch using solution compounding. Polymer 2022, 244, 124661. [Google Scholar] [CrossRef]
- Fawaz, J.; Mittal, V. Synthesis of polymer nanocomposites: Review of various techniques. In Synthesis Techniques for Polymer Nanocomposites; Wiley-VCH: Hoboken, NJ, USA, 2014; pp. 1–30. [Google Scholar]
- Poompradub, S.; Thirakulrati, M.; Prasassarakich, P. In situ generated silica in natural rubber latex via the sol–gel technique and properties of the silica rubber composites. Mater. Chem. Phys. 2014, 144, 122–131. [Google Scholar] [CrossRef]
- Fan, Y.; Fowler, G.D.; Zhao, M. The past, present and future of carbon black as a rubber reinforcing filler–A review. J. Clean. Prod. 2020, 247, 119115. [Google Scholar] [CrossRef]
- Goudarzi, T.; Spring, D.W.; Paulino, G.H.; Lopez-pamies, O. Filled elastomers: A theory of filler reinforcement based on hydrodynamic and interphasial effects. J. Mech. Phys. Solids 2015, 80, 37–67. [Google Scholar] [CrossRef]
- Huber, G.; Vilgis, T.A. Universal properties of filled rubbers: Mechanisms for reinforcement on different length scales. Kautsch. Gummi Kunststoffe 1999, 52, 102–107. [Google Scholar]
- Donnet, J. Nano and microcomposites of polymers elastomers and their reinforcement. Compos. Sci. Technol. 2003, 63, 1085–1088. [Google Scholar] [CrossRef]
- Dannenberg, E. Molecular slippage mechanism of reinforcement. Trans. Inst. Rubber Ind. 1966, 42, 26–32. [Google Scholar]
- Medalia, A. Effective volume of aggregates of carbon black from electron microscopy; application to vehicle adsorption and to die swell of filled rubber. J. Colloid Interface Sci. 1970, 32, 115–131. [Google Scholar] [CrossRef]
- Kraus, G. A carbon black structure-concentration equivalence principle. Appl. Stress-Strain Relatsh. Fill. Rubbers. Rubber Chem. Technol. 1971, 44, 199–213. [Google Scholar]
- Smit, P. Glass transition in carbon black reinforced rubber. Rubber Chem. Technol. 1968, 41, 1194–1202. [Google Scholar] [CrossRef]
- Pliskin, I.; Tokita, N. Bound rubber in elastomers: Analysis of elastomer-filler interaction and its effect on viscosity and modulus of composite systems. J. Appl. Polym. Sci. 1972, 16, 473–492. [Google Scholar] [CrossRef]
- O’brien, J.; Cashell, E.; Wardell, G.; Mcbrierty, V. An NMR investigation of the interaction between carbon black and cis-polybutadiene. Macromolecules 1976, 9, 653–660. [Google Scholar] [CrossRef]
- Leblanc, J.L. Rubber–filler interactions and rheological properties in filled compounds. Prog. Polym. Sci. 2002, 27, 627–687. [Google Scholar] [CrossRef]
- Fukahori, Y. New progress in the theory and model of carbon black reinforcement of elastomers. J. Appl. Polym. Sci. 2005, 95, 60–67. [Google Scholar] [CrossRef]
- Haghgoo, M.; Ansari, R.; Hassanzadeh-Aghdam, M.K. The effect of nanoparticle conglomeration on the overall conductivity of nanocomposites. Int. J. Eng. Sci. 2020, 157, 103392. [Google Scholar] [CrossRef]
- Ridaoui, H.; Jada, A.; Vidal, L.; Donnet, J.-B. Effect of cationic surfactant and block copolymer on carbon black particle surface charge and size. Colloids Surf. A Physicochem. Eng. Asp. 2006, 278, 149–159. [Google Scholar] [CrossRef]
- Tiarks, F.; Landfester, K.; Antonietti, M. Encapsulation of carbon black by miniemulsion polymerization. Macromol. Chem. Phys. 2001, 202, 51–60. [Google Scholar] [CrossRef]
- Alex, R.; Sasidharan, K.; Kurian, T.; Chandra, A. Carbon black master batch from fresh natural rubber latex. Plast. Rubber Compos. Sci. Technol. 2011, 40, 420–424. [Google Scholar] [CrossRef]
- Martínez-Pedrero, F.; Alousque, F.; De Gaudemaris, B.; Berriot, J.; Gaboriaud, F.; Bremond, N.; Bibette, J. Making an elastomeric composite material via the heteroaggregation of a binary colloidal dispersion. Soft Matter 2012, 8, 8752–8757. [Google Scholar] [CrossRef]
- Dong, A.; Zhiyi, Z.; Haixiang, J.; Jinquan, S.; Huan, Z.; Yaqing, L. Effect of carbon black nature on dynamic mechanical properties and reinforcement of nr vulcanization by latex techniques. Rubber Chem. Technol. 2017, 90, 611–620. [Google Scholar] [CrossRef]
- Jiang, Q.; Wang, S.; Xu, S. Preparation and characterization of water-dispersible carbon black grafted with polyacrylic acid by high-energy electron beam irradiation. J. Mater. Sci. 2018, 53, 6106–6115. [Google Scholar] [CrossRef]
- Bo, Y.; Cui, J.; Cai, Y.; Xu, S. Preparation and characterization of poly (methyl methacrylate) and poly (maleic anhydride-co-diallyl phthalate) grafted carbon black through γ-ray irradiation. Radiat. Phys. Chem. 2016, 119, 236–246. [Google Scholar] [CrossRef]
- Fu, W.; Liu, A.; Yang, J. Effects of in-situ grafting-modified carbon black on properties of natural rubber. J. South China Univ. Technol. Nat. Sci. Ed. 2014, 42, 7. [Google Scholar]
- Zheng, Y.; Li, S.; Weng, Z.; Gao, C. Hyperbranched polymers: Advances from synthesis to applications. Chem. Soc. Rev. 2015, 44, 4091–4130. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Howell, B.A.; Smith, P.B. Rational Synthesis of hyperbranched poly (ester) s. Ind. Eng. Chem. Res. 2017, 56, 1661–1670. [Google Scholar] [CrossRef]
- Han, F.; Zhang, Z.; Ma, T.; Shou, C. Preparation and mechanical properties of water-dispersible hyperbranched polymer grafted carbon black/natural rubber composites by latex blending method. Polym. Adv. Technol. 2022, 33, 368–379. [Google Scholar] [CrossRef]
- Ortega-Vinuesa, J.; Martin-rodriguez, A.; Hidalgo-Alvarez, R. Colloidal stability of polymer colloids with different interfacial properties: Mechanisms. J. Colloid Interface Sci. 1996, 184, 259–267. [Google Scholar] [CrossRef] [PubMed]
- Adamczyk, Z.; Weroński, P. Application of the DLVO theory for particle deposition problems. Adv. Colloid Interface Sci. 1999, 83, 137–226. [Google Scholar] [CrossRef]
- Zhang, A.; Wang, L.; Lin, Y.; Mi, X. Carbon black filled powdered natural rubber: Preparation, particle size distribution, mechanical properties, and structures. J. Appl. Polym. Sci. 2006, 101, 1763–1774. [Google Scholar] [CrossRef]
- Lin, Y.; Zhang, A.; Wang, L.; Pei, C.; Gu, Q. Carbon black filled powdered natural rubber. J. Macromol. Sci. Part B 2012, 51, 1267–1281. [Google Scholar] [CrossRef]
- Wang, M.-J.; Wolff, S.; Donnet, J.-B. Filler-elastomer interactions. Part I: Silica surface energies and interactions with model compounds. Rubber Chem. Technol. 1991, 64, 559–576. [Google Scholar] [CrossRef]
- Wang, M.-J.; Wolff, S.; Donnet, J.-B. Filler—Elastomer interactions. Part III. Carbon-black-surface energies and interactions with elastomer analogs. Rubber Chem. Technol. 1991, 64, 714–736. [Google Scholar]
- Han, J.; Zhang, Y.; Wu, C.; Ma, Y. Effect of reynolds number on the dispersion of carbon black in natural rubber latex and filler–rubber interfacial interaction in high-speed jet flow field. Polym. Compos. 2013, 34, 1071–1075. [Google Scholar] [CrossRef]
- Galinovskiy, A.; Htet, K.M.; Provatorov, A. Ultra-Jet as a Tool for Dispersing Nanosuspensions. Polym. Sci. Ser. D 2020, 13, 209–213. [Google Scholar] [CrossRef]
- Cattinari, G.; Steenkeste, K.; Le Bris, C.; Canette, A.; Gallopin, M.; Couty, M.; Fontaine-Aupart, M.P. Natural rubber-carbon black coagulation: Following the nanostructure evolution from a colloidal suspension to a composite. J. Appl. Polym. Sci. 2021, 138, 50221. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Soda, R.; Kano, J.; Saito, F. Dispersion of carbon black by a media mill and correlation of its rate constant with beads impact energy. Powder Technol. 2012, 219, 105–110. [Google Scholar] [CrossRef]
- Hamran, N.; Rashid, A.A. Effect of combination ultrasonic and ball milling techniques of commercial fillers dispersion on mechanical properties of natural rubber (NR) latex films. AIP Conf. Proc. 2017, 1865, 40015. [Google Scholar]
- Sui, Y.; Lai, Q.; Nie, W.; Tang, S.; Wang, C.; Bian, H. Wet continuous mixing technique based on full formula of carbon black. J. Appl. Polym. Sci. 2022, 139, e52971. [Google Scholar] [CrossRef]
- Shu, H.; Liu, K.; Liu, F.; Zhang, Z.; Li, X. Improving mechanical properties of poly (vinyl chloride) by doping with organically functionalized reactive nanosilica. J. Appl. Polym. Sci. 2013, 129, 2931–2939. [Google Scholar] [CrossRef]
- Zhong, B.; Jia, Z.; Luo, Y.; Jia, D. Surface modification of silica with N-cyclohexyl-2-benzothiazole sulfenamide for styrene–butadiene rubber composites with dramatically improved mechanical property. Mater. Lett. 2015, 145, 41–43. [Google Scholar] [CrossRef]
- Law, Y.Y.; Feke, D.L.; Manas-Zloczower, I. Thermogravimetric analysis of the kinetics of bound-rubber formation on surface-modified silica. Rubber Chem. Technol. 2014, 87, 311–319. [Google Scholar] [CrossRef]
- Bera, A.; Sarkar, K.; Ganguly, D.; Ghorai, S.; Hore, R.; Kumar, N.; Amarnath, S.; Chattopadhyay, S. Recent advancements in silica filled natural rubber composite: A green approach to achieve smart properties in tyre. J. Polym. Res. 2024, 31, 122. [Google Scholar] [CrossRef]
- Phinyocheep, P. Chemical modification of natural rubber (NR) for improved performance. In Chemistry, Manufacture and Applications of Natural Rubber; Elsevier: Amsterdam, The Netherlands, 2014; pp. 68–118. [Google Scholar]
- Theppradit, T.; Prasassarakich, P.; Poompradub, S. Surface modification of silica particles and its effects on cure and mechanical properties of the natural rubber composites. Mater. Chem. Phys. 2014, 148, 940–948. [Google Scholar] [CrossRef]
- Jansomboon, W.; Loykulnant, S.; Kongkachuichay, P.; Dittanet, P.; Prapainainar, P. Electron beam radiation curing of natural rubber filled with silica-graphene mixture prepared by latex mixing. Ind. Crops Prod. 2019, 141, 111789. [Google Scholar] [CrossRef]
- Yang, H.; Yang, L.; Guo, H.; Hu, W.; Du, A. The effect of silica modified by deep eutectic solvents on the properties of nature rubber/silica composites. J. Elastomers Plast. 2022, 54, 111–122. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, K.Y.; Fei, G.X.; De Luna, M.S.; Lavorgna, M.; Xia, H.S. High Silica Content Graphene/Natural Rubber Composites Prepared by a Wet Compounding and Latex Mixing Process. Polymers 2020, 12, 14. [Google Scholar] [CrossRef]
- Sattar, M.A.; Nair, A.S.; Xavier, P.; Patnaik, A. Natural rubber–SiO 2 nanohybrids: Interface structures and dynamics. Soft Matter 2019, 15, 2826–2837. [Google Scholar] [CrossRef]
- Cattinari, G.; Steenkeste, K.; Lévêque-Fort, S.; Cabriel, C.; Deniset-Besseau, A.; Canette, A.; Oberdisse, J.; Gallopin, M.; Couty, M.; Fontaine-Aupart, M.-P. Nanostructural Evolution of Natural Rubber/Silica Nanoparticle Coagulation from Binary Colloidal Suspensions to Composites: Implications for Tire Materials. ACS Appl. Nano Mater. 2021, 4, 6722–6733. [Google Scholar] [CrossRef]
- Ryu, C.; Yang, J.K.; Park, W.; Kim, S.J.; Kim, D.I.; Seo, G. Silica-filled NR compounds prepared by dry and wet masterbatches with different mixing times. J. Appl. Polym. Sci. 2020, 137, 49548. [Google Scholar] [CrossRef]
- Wang, Y.; Liao, L.; Zhong, J.; He, D.; Xu, K.; Yang, C.; Luo, Y.; Peng, Z. The behavior of natural rubber–epoxidized natural rubber–silica composites based on wet masterbatch technique. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Prasertsri, S.; Rattanasom, N. Mechanical and damping properties of silica/natural rubber composites prepared from latex system. Polym. Test. 2011, 30, 515–526. [Google Scholar] [CrossRef]
- Prasertsri, S.; Rattanasom, N. Fumed and precipitated silica reinforced natural rubber composites prepared from latex system: Mechanical and dynamic properties. Polym. Test. 2012, 31, 593–605. [Google Scholar] [CrossRef]
- Phumnok, E.; Khongprom, P.; Ratanawilai, S. Preparation of natural rubber composites with high silica contents using a wet mixing process. ACS Omega 2022, 7, 8364–8376. [Google Scholar] [CrossRef]
- Kaewsakul, W.; Sahakaro, K.; Dierkes, W.K.; Noordermeer, J.W. Mechanistic aspects of silane coupling agents with different functionalities on reinforcement of silica-filled natural rubber compounds. Polym. Eng. Sci. 2015, 55, 836–842. [Google Scholar] [CrossRef]
- Zheng, J.; Han, D.; Ye, X.; Wu, X.; Wu, Y.; Wang, Y.; Zhang, L. Chemical and physical interaction between silane coupling agent with long arms and silica and its effect on silica/natural rubber composites. Polymer 2018, 135, 200–210. [Google Scholar] [CrossRef]
- Yao, B.B.; Xia, L.J.; Wang, H.; Kan, Z. The effects of natural astaxanthin-modified silica on properties of natural rubber. J. Appl. Polym. Sci. 2019, 136, 47287. [Google Scholar] [CrossRef]
- Li, S.; Zhai, X.; Chen, Z.; Han, D.; Ye, X.; Zhang, L. Balancing the” magic triangle” performance of tire rubber nanocomposites with novel low VOC silane coupling agents. Compos. Commun. 2024, 46, 101836. [Google Scholar] [CrossRef]
- Zhai, X.; Chen, X.; Zheng, F.; Han, D.; Zheng, J.; Ye, X.; Li, X.; Zhang, L. Designing a Coupling Agent with Aliphatic Polyether Chain and Exploring Its Effect on Silica/Natural Rubber Nanocomposites under the Action of Non-Rubber Contents. Polymers 2023, 15, 674. [Google Scholar] [CrossRef] [PubMed]
- Xiao, Y.; Zou, H.; Zhang, L.; Ye, X.; Han, D. Surface modification of silica nanoparticles by a polyoxyethylene sorbitan and silane coupling agent to prepare high-performance rubber composites. Polym. Test. 2020, 81, 106195. [Google Scholar] [CrossRef]
- Kaewsakul, W.; Sahakaro, K.; Dierkes, W.K.; Noordermeer, J.W. Optimization of rubber formulation for silica-reinforced natural rubber compounds. Rubber Chem. Technol. 2013, 86, 313–329. [Google Scholar] [CrossRef]
- Sengloyluan, K.; Sahakaro, K.; Dierkes, W.K.; Noordermeer, J.W. Silica-reinforced tire tread compounds compatibilized by using epoxidized natural rubber. Eur. Polym. J. 2014, 51, 69–79. [Google Scholar] [CrossRef]
- Xu, T.; Jia, Z.; Luo, Y.; Jia, D.; Peng, Z. Interfacial interaction between the epoxidized natural rubber and silica in natural rubber/silica composites. Appl. Surf. Sci. 2015, 328, 306–313. [Google Scholar] [CrossRef]
- He, F.; Yuan, T.; Li, C.; Sun, L.; Liao, S. Interfacial interactions and properties of natural rubber–silica composites with liquid natural rubber as a compatibilizer and prepared by a wet-compounding method. J. Appl. Polym. Sci. 2018, 135, 46457. [Google Scholar] [CrossRef]
- Wang, X.; Luo, Z.; Xu, Y.; Zhong, J.; Zhang, H.; Liang, J. Preparation and performance of natural rubber latex treatment for silica filled natural rubber composites. J. Appl. Polym. Sci. 2023, 140, e53966. [Google Scholar] [CrossRef]
- Xia, L.; Song, J.; Wang, H.; Kan, Z. Silica nanoparticles reinforced natural rubber latex composites: The effects of silica dimension and polydispersity on performance. J. Appl. Polym. Sci. 2019, 136, 47449. [Google Scholar] [CrossRef]
- Curk, T.; Dobnikar, J.; Frenkel, D. Rational design of molecularly imprinted polymers. Soft Matter 2016, 12, 35–44. [Google Scholar] [CrossRef]
- Kim, W.; Yu, E.; Ryu, G.; Kim, D.; Ryu, C.; Seo, Y.; Kim, W. Silica dispersion and properties of silica filled ESBR/BR/NR ternary blend composites by applying wet masterbatch technology. Polym. Test. 2020, 84, 106350. [Google Scholar] [CrossRef]
- Neena, G.; Amrutha, S.; Rani, J.; Jose, P.; Mathiazhagan, A. Nano-silica as reinforcing filler in NR latex: Role of processing method on filler morphology inside the rubber and properties of the nanocomposite. Express Polym. Lett. 2021, 15, 1101–1112. [Google Scholar] [CrossRef]
- Lin, Y.; Zhang, A.; Sun, J.; Wang, L. Properties of natural rubber vulcanizates/nanosilica composites prepared based on the method of in-situ generation and coagulation. J. Macromol. Sci. Part B 2013, 52, 1494–1507. [Google Scholar] [CrossRef]
- Utrera-Barrios, S.; Perera, R.; León, N.; Santana, M.H.; Martínez, N. Reinforcement of natural rubber using a novel combination of conventional and in situ generated fillers. Compos. Part C Open Access 2021, 5, 100133. [Google Scholar] [CrossRef]
- Bian, H.; Chang, T.; Wang, C.; Zhu, D.; Ren, D.; Yao, X.; Tao, Z. Atomization combined with high-temperature sputtering method applied in latex compounding technology for preparation of natural rubber latex/silica composites. Polym. Bull. 2022, 79, 1–14. [Google Scholar] [CrossRef]
- Wang, C.; Chang, T.; Bian, H.; Zhang, L. Study on the preparation of graphene oxide/silica/natural rubber latex composites by different processes. Polym. Polym. Compos. 2019, 27, 135–142. [Google Scholar] [CrossRef]
- Zhu, D.; Wang, C.; Xiao, Y.; Wang, X.; Han, S.; Wang, Z.; Bian, H. Studying the continuous wet mixing process based on the silica formula. J. Appl. Polym. Sci. 2021, 138, 50726. [Google Scholar] [CrossRef]
- Xiao, Y.; Xu, Z.; Gong, Z.; Li, B.; Huang, Y.; Bian, H.; Wang, C. Self-flocculation and its mechanism of natural rubber latex by accelerant-modified silica. J. Appl. Polym. Sci. 2023, 140, e54049. [Google Scholar] [CrossRef]
- Nah, C.; Lim, J.Y.; Cho, B.H.; Hong, C.K.; Gent, A.N. Reinforcing rubber with carbon nanotubes. J. Appl. Polym. Sci. 2010, 118, 1574–1581. [Google Scholar] [CrossRef]
- Deng, F.; Ito, M.; Noguchi, T.; Wang, L.; Ueki, H.; Niihara, K.-I.; Kim, Y.A.; Endo, M.; Zheng, Q.-S. Elucidation of the reinforcing mechanism in carbon nanotube/rubber nanocomposites. ACS Nano 2011, 5, 3858–3866. [Google Scholar] [CrossRef]
- Wang, D.; Fujinami, S.; Nakajima, K.; Niihara, K.-I.; Inukai, S.; Ueki, H.; Magario, A.; Noguchi, T.; Endo, M.; Nishi, T. Production of a cellular structure in carbon nanotube/natural rubber composites revealed by nanomechanical mapping. Carbon 2010, 48, 3708–3714. [Google Scholar] [CrossRef]
- Hassanzadeh-Aghdam, M.K.; Mahmoodi, M.J.; Ansari, R. Creep performance of CNT polymer nanocomposites-An emphasis on viscoelastic interphase and CNT agglomeration. Compos. Part B Eng. 2019, 168, 274–281. [Google Scholar] [CrossRef]
- Du, M.R.; Jing, H.W.; Duan, W.H.; Han, G.S.; Chen, S.J. Methylcellulose stabilized multi-walled carbon nanotubes dispersion for sustainable cement composites. Constr. Build. Mater. 2017, 146, 76–85. [Google Scholar] [CrossRef]
- Mei, H.; Xia, J.; Zhang, D.; Han, D.; Xiao, S.; Cheng, L. Highly conductive and high-strength carbon nanotube film reinforced silicon carbide composites. Ceram. Int. 2017, 43, 8873–8878. [Google Scholar] [CrossRef]
- Seong, M.; Jeong, C.; Yi, H.; Park, H.-H.; Bae, W.-G.; Park, Y.-B.; Jeong, H.E. Adhesion of bioinspired nanocomposite microstructure at high temperatures. Appl. Surf. Sci. 2017, 413, 275–283. [Google Scholar] [CrossRef]
- Chen, S.; Chen, J.; Xu, K.; Pan, R.; Peng, Z.; Ma, L.; Wu, S. Effect of coal gangue/carbon black/multiwall carbon nanotubes hybrid fillers on the properties of natural rubber composites. Polym. Compos. 2016, 37, 3083–3092. [Google Scholar] [CrossRef]
- Basirjafari, S.; Khadem, S.E.; Malekfar, R. Radial breathing mode frequencies of carbon nanotubes for determination of their diameters. Curr. Appl. Phys. 2013, 13, 599–609. [Google Scholar] [CrossRef]
- Zhou, X.; Zhu, Y.; Liang, J.; Yu, S. New fabrication and mechanical properties of styrene-butadiene rubber/carbon nanotubes nanocomposite. J. Mater. Sci. Technol. 2010, 26, 1127–1132. [Google Scholar] [CrossRef]
- Wang, L.; Wang, X.; Li, Y. Relation between repeated uniaxial compressive pressure and electrical resistance of carbon nanotube filled silicone rubber composite. Compos. Part A Appl. Sci. Manuf. 2012, 43, 268–274. [Google Scholar] [CrossRef]
- Kim, S.W.; Kim, T.; Kim, Y.S.; Choi, H.S.; Lim, H.J.; Yang, S.J.; Park, C.R. Surface modifications for the effective dispersion of carbon nanotubes in solvents and polymers. Carbon 2012, 50, 3–33. [Google Scholar] [CrossRef]
- O’connell, M.J.; Bachilo, S.M.; Huffman, C.B. Band gap fluorescence from individual single-walled carbon nanotubes. Science 2002, 297, 593–596. [Google Scholar] [CrossRef] [PubMed]
- Peng, F.; Pan, F.; Sun, H.; Lu, L.; Jiang, Z. Novel nanocomposite pervaporation membranes composed of poly (vinyl alcohol) and chitosan-wrapped carbon nanotube. J. Membr. Sci. 2007, 300, 13–19. [Google Scholar] [CrossRef]
- Mohamed, A.; Anas, A.K.; Abu Bakar, S.; Aziz, A.A.; Sagisaka, M.; Brown, P.; Eastoe, J.; Kamari, A.; Hashim, N.; Isa, I.M. Preparation of multiwall carbon nanotubes (MWCNTs) stabilised by highly branched hydrocarbon surfactants and dispersed in natural rubber latex nanocomposites. Colloid Polym. Sci. 2014, 292, 3013–3023. [Google Scholar] [CrossRef]
- Nakaramontri, Y.; Nakason, C.; Kummerlöwe, C.; Vennemann, N. Enhancement of electrical conductivity and filler dispersion of carbon nanotube filled natural rubber composites by latex mixing and in situ silanization. Rubber Chem. Technol. 2016, 89, 272–291. [Google Scholar] [CrossRef]
- George, N.; Bipinbal, P.; Bhadran, B.; Mathiazhagan, A.; Joseph, R. Segregated network formation of multiwalled carbon nanotubes in natural rubber through surfactant assisted latex compounding: A novel technique for multifunctional properties. Polymer 2017, 112, 264–277. [Google Scholar] [CrossRef]
- Ge, Y.; Zhang, Q.; Zhang, Y.; Liu, F.; Han, J.; Wu, C. High-performance natural rubber latex composites developed by a green approach using ionic liquid-modified multiwalled carbon nanotubes. J. Appl. Polym. Sci. 2018, 135, 46588. [Google Scholar] [CrossRef]
- Xue, J.; Hao, Y.; Qu, S.; Wang, C.; Li, L. Exploring the reinforcement and conductivity mechanism of K2FeO4-modified multiwalled carbon nanotubes in carbon black/natural rubber composites. Polym. Compos. 2024, 45, 6252–6263. [Google Scholar] [CrossRef]
- Mohamed, A.; Anas, A.K.; Bakar, S.A.; Ardyani, T.; Zin, W.M.W.; Ibrahim, S.; Sagisaka, M.; Brown, P.; Eastoe, J. Enhanced dispersion of multiwall carbon nanotubes in natural rubber latex nanocomposites by surfactants bearing phenyl groups. J. Colloid Interface Sci. 2015, 455, 179–187. [Google Scholar] [CrossRef]
- Peng, Z.; Feng, C.; Luo, Y.; Li, Y.; Kong, L. Self-assembled natural rubber/multi-walled carbon nanotube composites using latex compounding techniques. Carbon 2010, 48, 4497–4503. [Google Scholar] [CrossRef]
- Gao, J.-S.; Liu, Z.; Yan, Z.; He, Y. A novel slurry blending method for a uniform dispersion of carbon nanotubes in natural rubber composites. Results Phys. 2019, 15, 102720. [Google Scholar] [CrossRef]
- Zhan, Y.; Liu, G.; Xia, H.; Yan, N. Natural rubber/carbon black/carbon nanotubes composites prepared through ultrasonic assisted latex mixing process. Plast. Rubber Compos. 2011, 40, 32–39. [Google Scholar] [CrossRef]
- Anand, K.A.; Jose, T.S.; Alex, R.; Joseph, R. Natural rubber-carbon nanotube composites through latex compounding. Int. J. Polym. Mater. 2009, 59, 33–44. [Google Scholar] [CrossRef]
- Bystrzejewski, M.; Huczko, A.; Lange, H.; Gemming, T.; Büchner, B.; Rümmeli, M. Dispersion and diameter separation of multi-wall carbon nanotubes in aqueous solutions. J. Colloid Interface Sci. 2010, 345, 138–142. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Gao, L.; Sun, J. Noncovalent functionalization of carbon nanotubes with sodium lignosulfonate and subsequent quantum dot decoration. J. Phys. Chem. C 2007, 111, 1223–1229. [Google Scholar] [CrossRef]
- Li, F.; Yan, N.; Zhan, Y.; Fei, G.; Xia, H. Probing the reinforcing mechanism of graphene and graphene oxide in natural rubber. J. Appl. Polym. Sci. 2013, 129, 2342–2351. [Google Scholar] [CrossRef]
- Li, S.; Li, Z.; Burnett, T.L.; Slater, T.J.; Hashimoto, T.; Young, R.J. Nanocomposites of graphene nanoplatelets in natural rubber: Microstructure and mechanisms of reinforcement. J. Mater. Sci. 2017, 52, 9558–9572. [Google Scholar] [CrossRef]
- Boland, C.S.; Khan, U.; Backes, C.; O’neill, A.; Mccauley, J.; Duane, S.; Shanker, R.; Liu, Y.; Jurewicz, I.; Dalton, A.B. Sensitive, high-strain, high-rate bodily motion sensors based on graphene–rubber composites. ACS Nano 2014, 8, 8819–8830. [Google Scholar] [CrossRef] [PubMed]
- Hassanzadeh-Aghdam, M. Evaluating the effective creep properties of graphene-reinforced polymer nanocomposites by a homogenization approach. Compos. Sci. Technol. 2021, 209, 108791. [Google Scholar] [CrossRef]
- Zhan, Y.; Wu, J.; Xia, H.; Yan, N.; Fei, G.; Yuan, G. Dispersion and exfoliation of graphene in rubber by an ultrasonically-assisted latex mixing and in situ reduction process. Macromol. Mater. Eng. 2011, 296, 590–602. [Google Scholar] [CrossRef]
- Zhan, Y.; Lavorgna, M.; Buonocore, G.; Xia, H. Enhancing electrical conductivity of rubber composites by constructing interconnected network of self-assembled graphene with latex mixing. J. Mater. Chem. 2012, 22, 10464–10468. [Google Scholar] [CrossRef]
- Li, C.; Feng, C.; Peng, Z.; Gong, W.; Kong, L. Ammonium-assisted green fabrication of graphene/natural rubber latex composite. Polym. Compos. 2013, 34, 88–95. [Google Scholar] [CrossRef]
- Stanier, D.; Patil, A.; Sriwong, C.; Rahatekar, S.; Ciambella, J. The reinforcement effect of exfoliated graphene oxide nanoplatelets on the mechanical and viscoelastic properties of natural rubber. Compos. Sci. Technol. 2014, 95, 59–66. [Google Scholar] [CrossRef]
- Suriani, A.; Nurhafizah, M.; Mohamed, A.; Zainol, I.; Masrom, A. A facile one-step method for graphene oxide/natural rubber latex nanocomposite production for supercapacitor applications. Mater. Lett. 2015, 161, 665–668. [Google Scholar] [CrossRef]
- Li, C.; Wang, J.; Chen, X.; Song, Y.; Jiang, K.; Fan, H.; Tang, M.; Zhan, W.; Liao, S. Structure and properties of reduced graphene oxide/natural rubber latex nanocomposites. J. Nanosci. Nanotechnol. 2017, 17, 1133–1139. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, K.; Cheng, Z.; Lavorgna, M.; Xia, H. Graphene/carbon black/natural rubber composites prepared by a wet compounding and latex mixing process. Plast. Rubber Compos. 2018, 47, 398–412. [Google Scholar] [CrossRef]
- Mao, Y.; Wang, C.; Liu, L. Preparation of graphene oxide/natural rubber composites by latex co-coagulation: Relationship between microstructure and reinforcement. Chin. J. Chem. Eng. 2020, 28, 1187–1193. [Google Scholar] [CrossRef]
- Li, Z.; An, D.; He, R.; Sun, Z.; Li, J.; Zhang, Z.; Liu, Y.; Wong, C. The design of crosslinks in different vulcanized systems to improve crack growth resistance for carbon black/graphene oxide/natural rubber composites. Adv. Compos. Hybrid Mater. 2023, 6, 82. [Google Scholar] [CrossRef]
- Zhu, Y.; Murali, S.; Cai, W.; Li, X.; Suk, J.W.; Potts, J.R.; Ruoff, R.S. Graphene and graphene oxide: Synthesis, properties, and applications. Adv. Mater. 2010, 22, 3906–3924. [Google Scholar] [CrossRef]
- Park, S.; Ruoff, R.S. Chemical methods for the production of graphenes. Nat. Nanotechnol. 2009, 4, 217–224. [Google Scholar] [CrossRef]
- Eda, G.; Chhowalla, M. Chemically derived graphene oxide: Towards large-area thin-film electronics and optoelectronics. Adv. Mater. 2010, 22, 2392–2415. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Form | Methodologies |
|---|---|
| 1 | Using water-dispersible amphiphilic polymer structures or traditional surfactants to disperse carbon black in water |
| 2 | Carbon black suspension in water, precipitation encapsulation, and emulsion polymerization |
| 3 | Methods like using the right oligomers to ball mill carbon black powder in the solid state |
| NR Composites | Modified Treatment Method/Reagent | Preparation Method | Year/Reference |
|---|---|---|---|
| NR/SiO2 | Methyltriethoxysilane, vinyltriethoxysilane, γ-aminopropyltrimethoxysilane | Sol-gel method | 2014 [51] |
| NR/SiO2/GE | Electron-beam irradiation | Latex mixing | 2019 [52] |
| NR/SiO2 | Deep eutectic solvents (DES) 3phr | Mechanical mixing | 2022 [53] |
| NR/SiO2 | Cystamine dihydrochloride (CDHC) | Latex mixing | 2020 [54] |
| NR/SiO2 | AEO-9, KH-590 | Solution compounding | 2022 [6] |
| NR Composites | Synthesis | Flocculants/Methods | Year/Reference |
|---|---|---|---|
| NR/SiO2 | Latex compounding self-assembling techniques | MgSO4 | 2019 [55] |
| NR/SiO2 | Latex co-coagulation method | 3 wt% acetic acid | 2020 [56] |
| NR/SiO2 | Latex co-coagulation method | Calcium chloride/acetic acid | 2020 [57] |
| NR/ENR/SiO2 | Wet masterbatch technique | Ethanol | 2016 [58] |
| NR/SiO2 | Solution compounding | Solvent removal | 2022 [6] |
| NR/SiO2 | Latex co-coagulation method | Calcium chloride | 2011 [59,60] |
| NR/SiO2 | Latex co-coagulation method | Acetic acid | 2022 [61] |
| NR Composites | Synthesis Method | Surfactants/Modifiers | Year/Reference |
|---|---|---|---|
| NR/MWCNT | Latex co-coagulation method | TCl4 | 2014 [97] |
| NR/CNT | Latex co-coagulation method | SDS | 2016 [98] |
| NR/MWCNTs | Latex co-coagulation method | Vulcastab VL | 2017 [99] |
| NR/MWCNTs | Latex co-coagulation method | 1-ethyl3-methylimidazolium bromide and 1-hexyl-3-methylimidazolium bromide | 2018 [100] |
| NR/MWNTs | Latex co-coagulation method | K2FeO4 | 2024 [101] |
| NR/MWCNTs | Latex co-coagulation method | SDBS/AOTPh/TCPh | 2015 [102] |
| NR/SWNTs | Latex co-coagulation method | NaDDBS | 2009 [102] |
| NR/MWCNTs | Latex co-coagulation method | SDS | 2010 [103] |
| NR/CNTs | Slurry blending method | SDS | 2019 [104] |
| NR/CB/CNTs | Latex co-coagulation method | Emulsifier OP | 2011 [105] |
| NR Composites | Dispersal Methods | Improvement of Performance | Year/Reference |
|---|---|---|---|
| NR/GE | Ultrasonic dispersion | Mechanical properties | 2011 [113] |
| NR/GE | Ultrasonic irradiation | Electrical conductivity | 2012 [114] |
| NR/graphene | Ultrasonic irradiation | Mechanical properties | 2013 [115] |
| NR/GO | Vibrate | Mechanical properties | 2014 [116] |
| NR/GO | Mechanical stirring and bath | Electrical conductivity | 2015 [117] |
| NR/rGO | Mechanical stirring | Electrical conductivity Thermal conductivity | 2017 [118] |
| rGO/NR/CB | Ultrasonic dispersion | Mechanical properties | 2018 [119] |
| NR/GO | Ultrasonic dispersion | Mechanical properties | 2020 [120] |
| CB/GO/NR | Ultrasonic dispersion | Mechanical properties | 2023 [121] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Q.; Niu, F.; Liu, J.; Yin, H. Research Progress of Natural Rubber Wet Mixing Technology. Polymers 2024, 16, 1899. https://doi.org/10.3390/polym16131899
Zhao Q, Niu F, Liu J, Yin H. Research Progress of Natural Rubber Wet Mixing Technology. Polymers. 2024; 16(13):1899. https://doi.org/10.3390/polym16131899
Chicago/Turabian StyleZhao, Qinghan, Fangyan Niu, Junyu Liu, and Haishan Yin. 2024. "Research Progress of Natural Rubber Wet Mixing Technology" Polymers 16, no. 13: 1899. https://doi.org/10.3390/polym16131899
APA StyleZhao, Q., Niu, F., Liu, J., & Yin, H. (2024). Research Progress of Natural Rubber Wet Mixing Technology. Polymers, 16(13), 1899. https://doi.org/10.3390/polym16131899