Effect of Process Parameters on the Appearance of Defects of Flake-Pigmented Metallic Polymer

Abstract
1. Introduction
2. Materials and Methods
2.1. Analytical Method for Determining Appearance of Defects
2.1.1. Theory
2.1.2. Validation Experiment
Material
Specimen
2.1.3. Validation Experiment Result
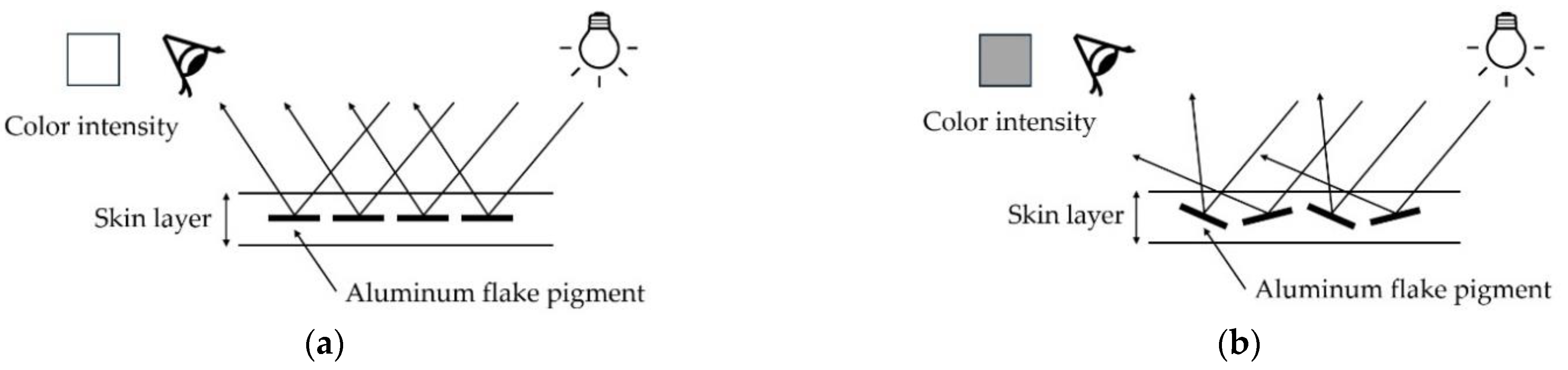
- Appearance defects occur in regions where the flake orientation difference (ΔF.O.T.) degrades rapidly by more than 0.1.
- The larger the flake orientation difference (ΔF.O.T.), the worse the appearance of defects.
2.2. Effect of Processing Parameter on Appearance Defects
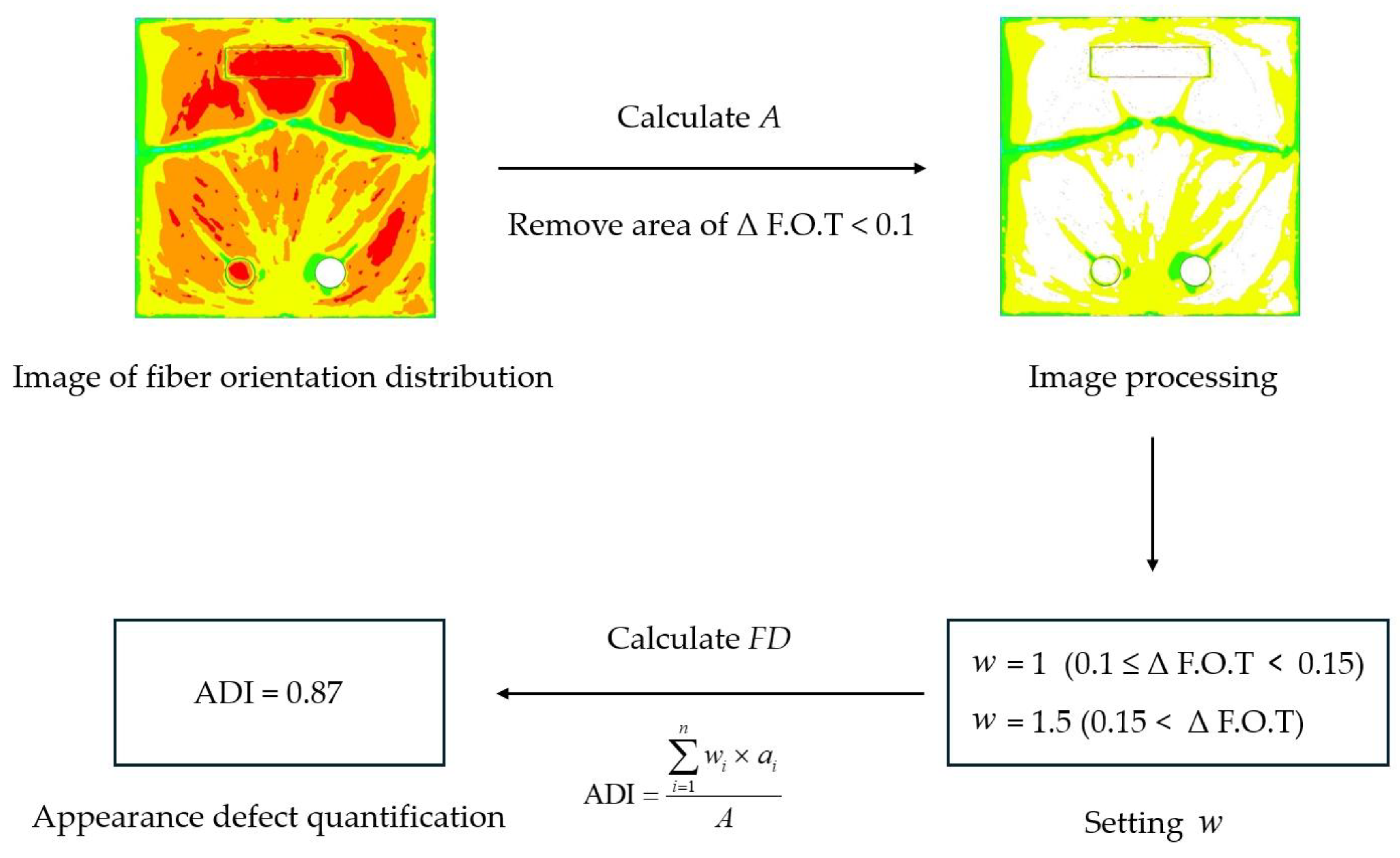
2.2.1. Quantification of Appearance Defects
- Extract an image of the flake orientation distribution through injection analysis.
- Calculate the total pixel area in the image with a flake orientation distribution and convert it to the actual area (). (The actual area calculated here is the total area of the product).
- Remove the remaining pixels, keeping only those in areas where the flake orientation difference drops sharply by more than 0.1 (use RGB values to remove pixels).
- Set weight factor () based on flake orientation differences.
- Calculate the remaining pixel area based on the weight factor you set and convert it to the actual area to calculate . (The remaining pixel area is the total area of the product with the appearance defects)
- Calculate ADI using expression (2).
2.2.2. Material
2.2.3. Specimen
2.2.4. Optimization of Injection Molding Process Parameters
3. Results and Discussion
3.1. Effect of Process Parameters on Appearance Defects
3.1.1. Mold Temperature
3.1.2. Melt Temperature
3.1.3. Injection Rate
3.2. Taguchi’s Experimental Method
- Mold temperature: 40 °C;
- Melt temperature: 250 °C;
- Injection rate: 10 cm3/s.
4. Conclusions
- The flake orientation distribution of the skin layer can be used to judge the appearance quality and has the following two characteristics. The first is that appearance defects mainly occur in areas where the flake orientation difference is more than 0.1, and the second is that the larger the flake orientation difference, the worse the appearance defects. Based on these features, this study proposes an appearance defect index (ADI) that can quantitatively express appearance defects.
- The results of the trend of the Appearance Defect Index (ADI) according to the injection process parameters are as follows: the ADI value tends to increase as the mold temperature and injection rate increase, but the change in ADI value tends to be insignificant as the melt temperature increases.
- Checked the effect of injection process parameters on appearance defects for ABS material and found that the order of influence is mold temperature (48.7%) > injection speed (40.8%) > melt temperature (10.5%). Also, optimized the process parameters using Taguchi, and found that the lowest ADI value was obtained when the mold temperature was 40 °C, the melt temperature was 250 °C, and the injection speed was 10 cm3/s. This result was 12.6% better than before.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Maile, F.J.; Pfaff, G.; Reynders, P. Effect pigments—Past, present and future. Prog. Org. Coat. 2005, 54, 150–163. [Google Scholar] [CrossRef]
- Rawson, K.W.; Allan, P.S.; Bevis, M.J. Controlled orientation of reflective pigment and optical property characterization of injection-molded polypropylene. Polym. Eng. Sci. 1999, 39, 177–189. [Google Scholar] [CrossRef]
- Sasayama, T.; Okamoto, H.; Kawada, J.; Sato, N.; Ishibashi, T. Orientation of flake pigments in injection-molded polymer: Numerical simulation and its application to appearance prediction. Powder Technol. 2023, 428, 118848. [Google Scholar] [CrossRef]
- Kim, D.; Ryu, Y.; Lee, J.-H.; Cha, S.W. Effect of Aluminum Flakes on Mechanical and Optical Properties of Foam Injection Molded Parts. Polymers 2021, 13, 2930. [Google Scholar] [CrossRef] [PubMed]
- Min Park, J.; Jae Jeong, S.; Jin Park, S. Flake orientation in injection molding of pigmented thermoplastics. J. Manuf. Sci. Eng. 2012, 134, 014501. [Google Scholar] [CrossRef]
- Park, S.H.; Lyu, M.-Y. Observation of Two-Dimensional Shaped Aluminum Flake Orientation During Injection Molding and Its Orientation Mechanism. Macromol. Res. 2019, 27, 481–489. [Google Scholar] [CrossRef]
- Seop, L.J.; Yeol, K.K.; Beom, H.K.; Hee, C.C.; Gyoo-Chul, L.; Si-uk, C.; Hwan, C.S. Noble aluminum-pigmented metallic polymers II: Effects of inorganic filler on weld-and flow-line visibility. Polym. Test. 2022, 106, 107422. [Google Scholar] [CrossRef]
- Lim, J.S.; Ban, S.H.; Kim, D.S.; Kwon, K.Y.; Lee, S.H.; Lim, J.K.; Cho, S.H. Development of a noble aluminum-pigmented metallic polymer: Recommendations for visible flow and weld line mitigation. J. Appl. Polym. Sci. 2020, 137, 49084. [Google Scholar] [CrossRef]
- Hong, X.; Xiao, X.; Zhang, Z.; Yang, J.; Zhang, J. Influence of surface topography, crystallinity, and thermal conductivity on reflectance and color of metallic-effect high-density polyethylene parts filled with aluminum pigments. Polym. Eng. Sci. 2018, 58, 642–651. [Google Scholar] [CrossRef]
- Demski, N.M.; Lasson, B.; Reinert, K.E.; Kamm, P.H.; Neu, T.R.; García-Moreno, F.; Jagodzinski, M.; Rolón, D.A.; Malcher, M.; Oberschmidt, D. Manufacturing of tetrahedral metal effect pigment particles and analysis of their orientation in polymer melts. Powder Technol. 2022, 408, 117717. [Google Scholar] [CrossRef]
- Santos, I.; Pontes, A.J.; Martins, C.I. Optimization of Injection Molding Process of Polypropylene with Aluminum Metallic Pigments; Institute for Polymer and Composites: Madrid, Spain, 2014. [Google Scholar]
- Santos, I.O.; Pontes, A.J.; Martins, C.I. Morphological aspects of injection-molded polypropylene with metallic pigments. Annu. Tech. Conf.-ANTEC Conf. Proc. 2013, 3, 1944–1948. [Google Scholar]
- Anis, A.; Elnour, A.Y.; Alhamidi, A.; Alam, M.A.; Al-Zahrani, S.M.; AlFayez, F.; Bashir, Z. Amorphous poly (ethylene terephthalate) composites with high-aspect ratio aluminium nano plate lets. Polymers 2022, 14, 630. [Google Scholar] [CrossRef] [PubMed]
- Shokri, P.; Bhatnagar, N. Effect of Melt and Mold Temperature on Fiber Orientation during Flow in Injection Molding of Reinforced Plastics. Int. Polym. Process. 2006, 21, 480–486. [Google Scholar] [CrossRef]
- Li, X.-P.; Zhao, G.-Q.; Yang, C. Effect of mold temperature on motion behavior of short glass fibers in injection molding process. Int. J. Adv. Manuf. Technol. 2014, 73, 639–645. [Google Scholar] [CrossRef]
- SadAbadi, H.; Ghasemi, M. Effects of Some Injection Molding Process Parameters on Fiber Orientation Tensor of Short Glass Fiber Polystyrene Composites (SGF/PS). J. Reinf. Plast. Compos. 2007, 26, 1729–1741. [Google Scholar] [CrossRef]
- Kim, S.L.; Choi, T.G.; Cho, H.S.; Lyu, M.Y.; Lim, J.; Lee, S. Orientation of two-dimensional fillers and surface appearance in an injection molded article. POLYMER-KOREA 2016, 40, 871–879. [Google Scholar] [CrossRef]
- Folgar, F.; Tucker, C.L. Orientation Behavior of Fibers in Concentrated Suspensions. J. Reinf. Plast. Compos. 1984, 3, 98–119. [Google Scholar] [CrossRef]
- Wang, J.; Jin, X. Comparison of recent fiber orientation models in autodesk moldflow insight simulations with measured fiber orientation data. In Proceedings of the Polymer Processing Society 26th Annual Meeting, Banff, AB, Canada, 4–8 July 2010. [Google Scholar]
- Advani, S.G.; Tucker, C.L., III. The use of tensors to describe and predict fiber orientation in short fiber composites. J. Rheol. 1987, 31, 751–784. [Google Scholar] [CrossRef]
- Liparoti, S.; De Piano, G.; Salomone, R.; Pantani, R. Analysis of Weld Lines in Micro-Injection Molding. Materials 2023, 16, 6053. [Google Scholar] [CrossRef] [PubMed]
- Sasayama, T.; Okamoto, H.; Sato, N.; Kawada, J. Numerical simulation of plate-like particle orientation in injection molding. Powder Technol. 2022, 404, 117481. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Mold temperature | 60 |
| Melt temperature | 250 |
| Injection rate | 15 |
| Factor | Name | Levels | ||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||
| A | Mold temperature [°C] | 40 | 50 | 60 | 70 | 80 |
| B | Melt temperature [°C] | 230 | 240 | 250 | 260 | 270 |
| C | Injection rate [] | 5 | 10 | 15 | 20 | 25 |
| No. | A | B | C | ADI [−] |
|---|---|---|---|---|
| 1 | 40 | 230 | 5 | 0.734 |
| 2 | 40 | 240 | 10 | 0.758 |
| 3 | 40 | 250 | 15 | 0.762 |
| 4 | 40 | 260 | 20 | 0.795 |
| 5 | 40 | 270 | 25 | 0.833 |
| 6 | 50 | 230 | 10 | 0.770 |
| 7 | 50 | 240 | 15 | 0.784 |
| 8 | 50 | 250 | 20 | 0.822 |
| 9 | 50 | 260 | 25 | 0.837 |
| 10 | 50 | 270 | 5 | 0.757 |
| 11 | 60 | 230 | 15 | 0.804 |
| 12 | 60 | 240 | 20 | 0.846 |
| 13 | 60 | 250 | 25 | 0.855 |
| 14 | 60 | 260 | 5 | 0.766 |
| 15 | 60 | 270 | 10 | 0.778 |
| 16 | 70 | 230 | 20 | 0.870 |
| 17 | 70 | 240 | 25 | 0.868 |
| 18 | 70 | 250 | 5 | 0.791 |
| 19 | 70 | 260 | 10 | 0.801 |
| 20 | 70 | 270 | 15 | 0.825 |
| 21 | 80 | 230 | 25 | 0.903 |
| 22 | 80 | 240 | 5 | 0.893 |
| 23 | 80 | 250 | 10 | 0.823 |
| 24 | 80 | 260 | 15 | 0.849 |
| 25 | 80 | 270 | 20 | 0.856 |
| Factors | Levels (Mean of S/N Ratio) | Contribution [%] | Rank | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| A | 2.21 | 2.01 | 1.84 | 1.62 | 1.27 | 48.7 | 1 |
| B | 1.79 | 1.64 | 1.84 | 1.83 | 1.83 | 10.5 | 3 |
| C | 2.09 | 2.11 | 1.89 | 1.54 | 1.32 | 40.8 | 2 |
| Mold Temperature [°C] | Melt Temperature [°C] | Injection Rate | ADI [-] | |
|---|---|---|---|---|
| Before | 60 | 250 | 15 | 0.831 |
| After | 40 | 250 | 10 | 0.726 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, S.; Kim, N. Effect of Process Parameters on the Appearance of Defects of Flake-Pigmented Metallic Polymer. Polymers 2024, 16, 2193. https://doi.org/10.3390/polym16152193
Choi S, Kim N. Effect of Process Parameters on the Appearance of Defects of Flake-Pigmented Metallic Polymer. Polymers. 2024; 16(15):2193. https://doi.org/10.3390/polym16152193
Chicago/Turabian StyleChoi, Seungkwon, and Naksoo Kim. 2024. "Effect of Process Parameters on the Appearance of Defects of Flake-Pigmented Metallic Polymer" Polymers 16, no. 15: 2193. https://doi.org/10.3390/polym16152193
APA StyleChoi, S., & Kim, N. (2024). Effect of Process Parameters on the Appearance of Defects of Flake-Pigmented Metallic Polymer. Polymers, 16(15), 2193. https://doi.org/10.3390/polym16152193