
Development and Manufacturing of a Fibre Reinforced Thermoplastic Composite Spar Produced by Oven Vacuum Bagging

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Oven Vacuum Bagging Processing Optimisation
2.2.2. Materials Characterisation
2.2.3. Simulation of Manufacturing Process of Thermoplastic Composite Part
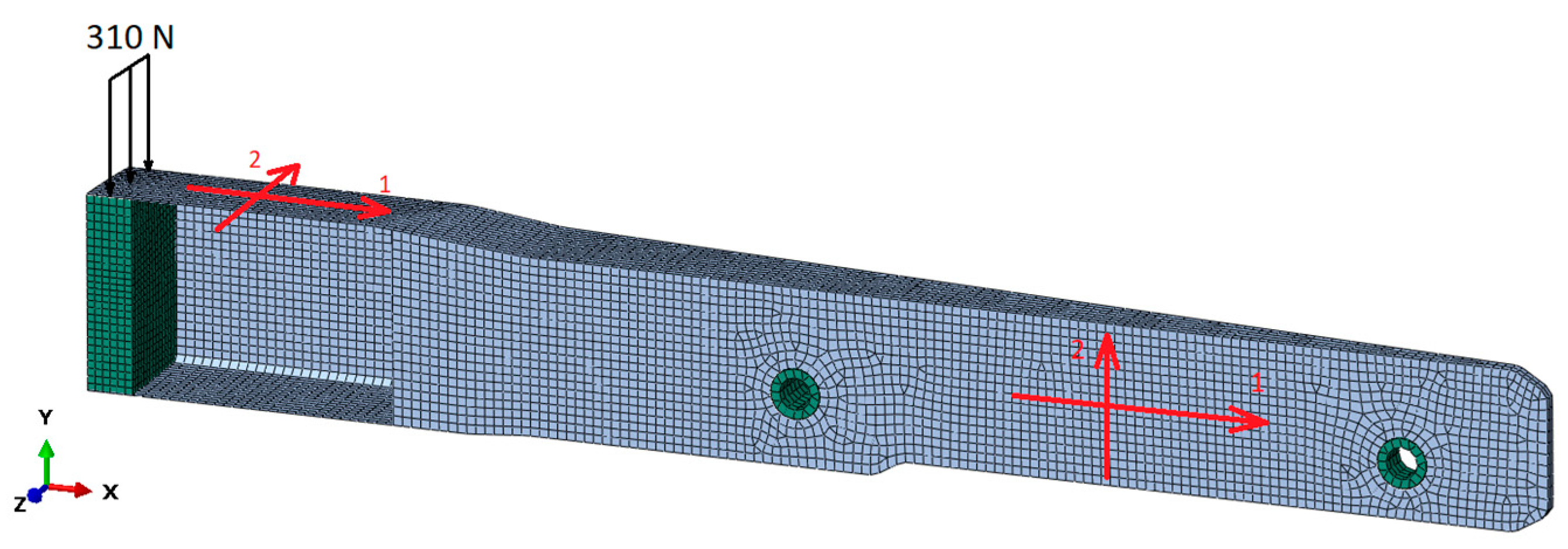
2.2.4. Structural Simulation of Thermoplastic Composite Part
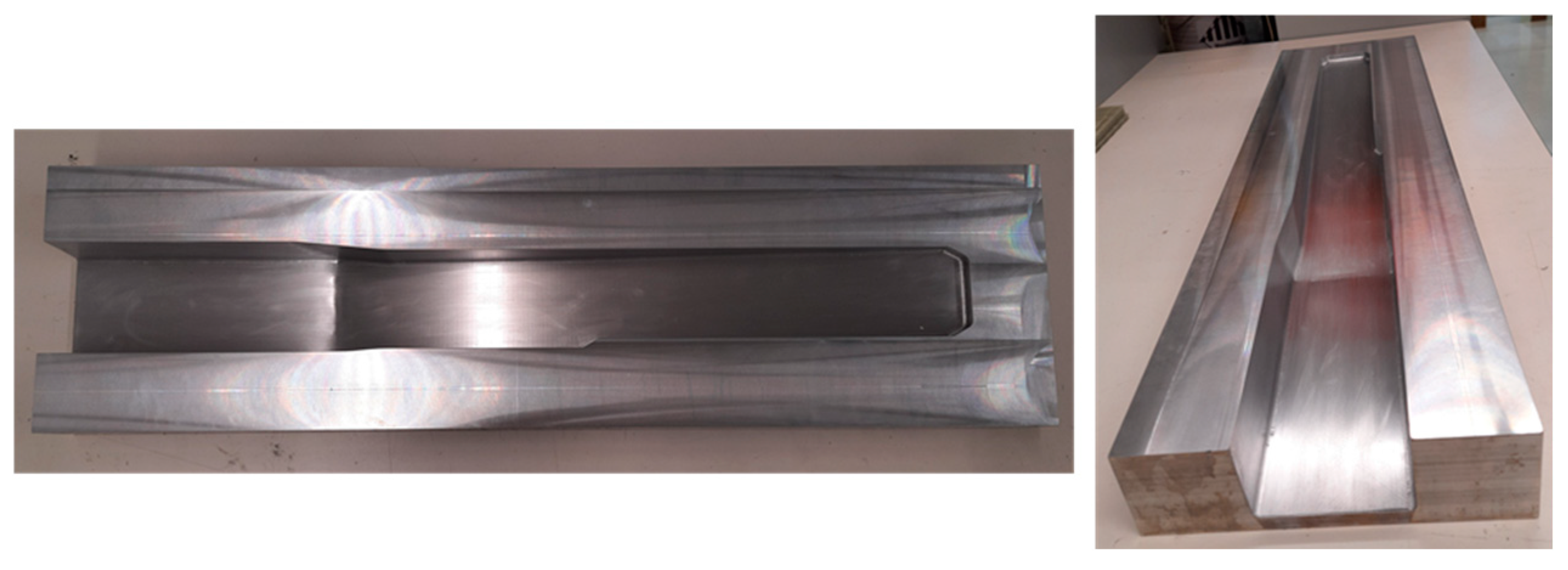
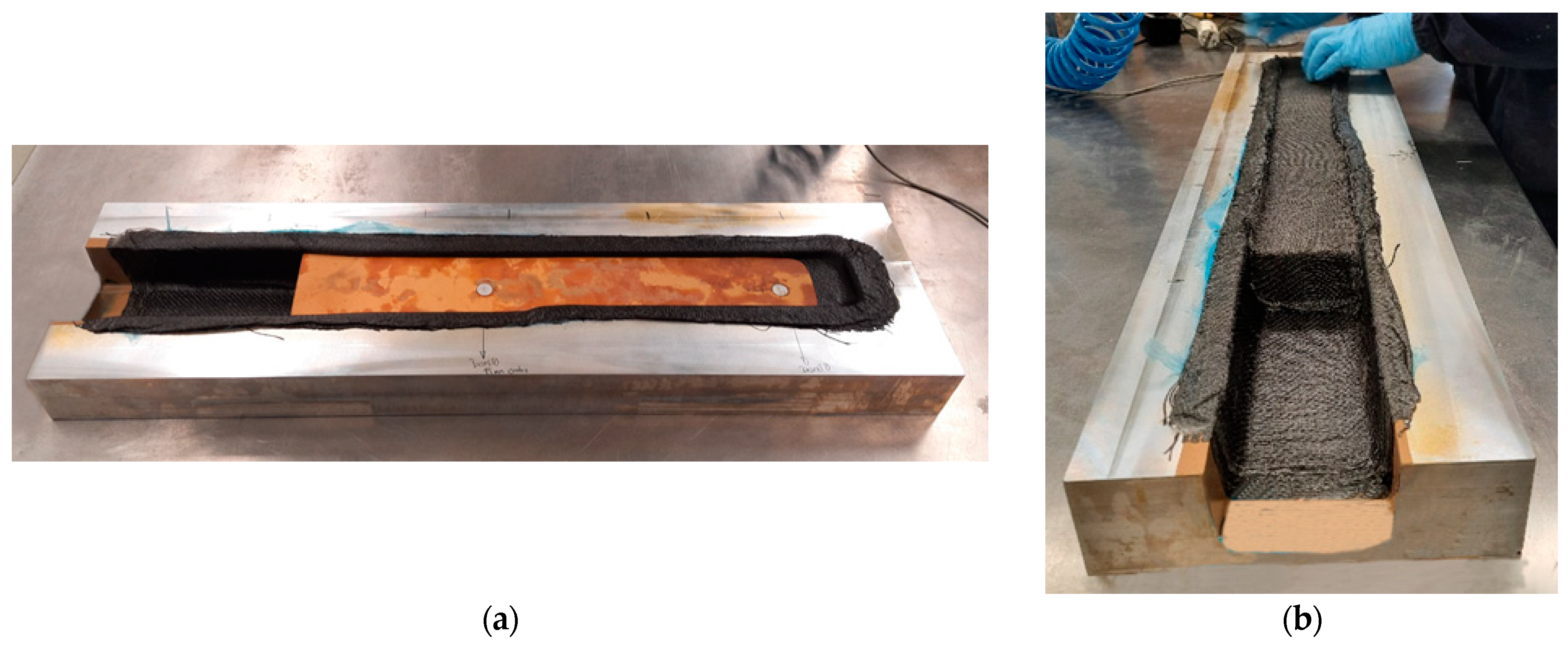
2.2.5. Manufacturing of Thermoplastic Composite Part
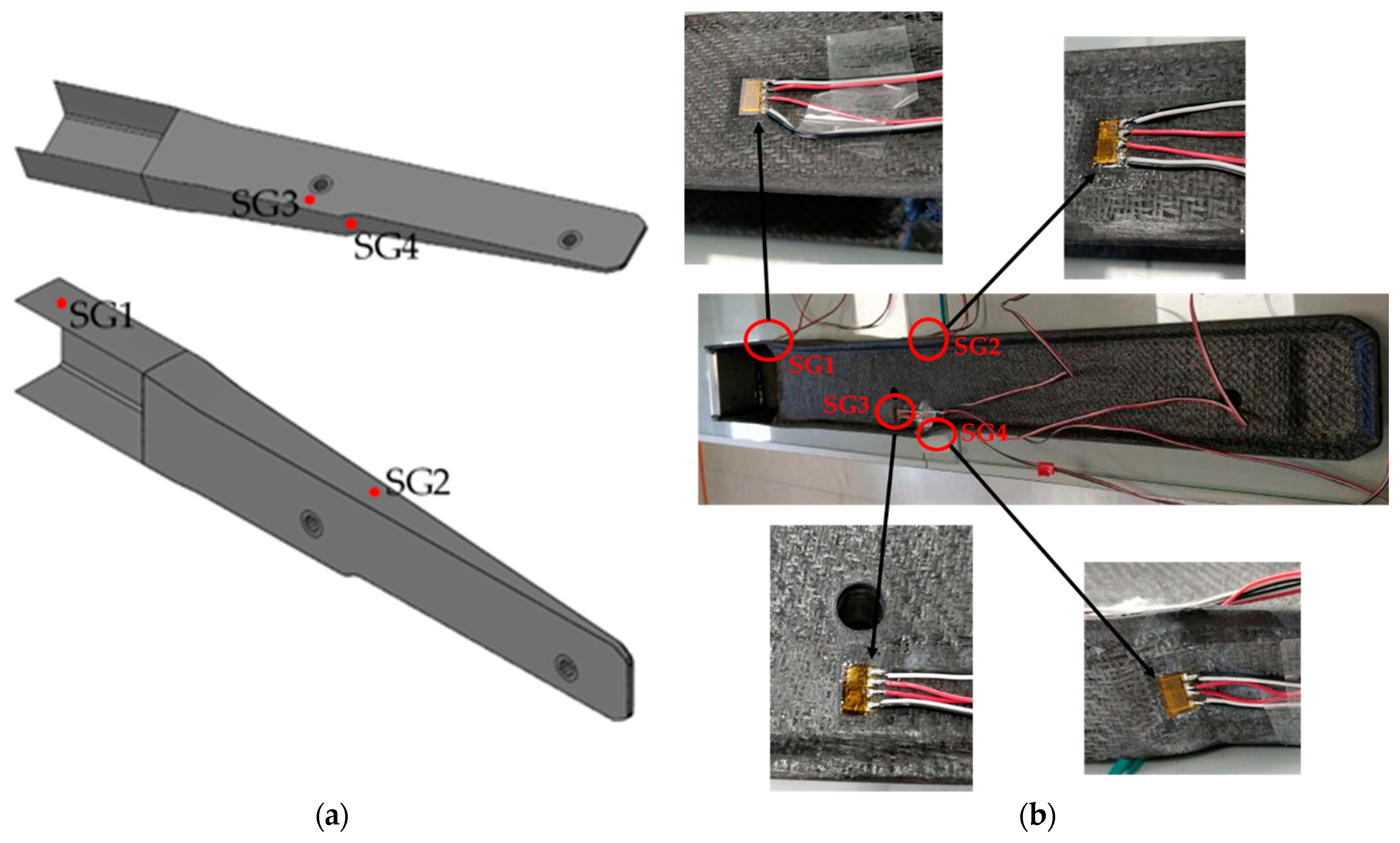
2.2.6. Mechanical Testing of Thermoplastic Composite Part
3. Results
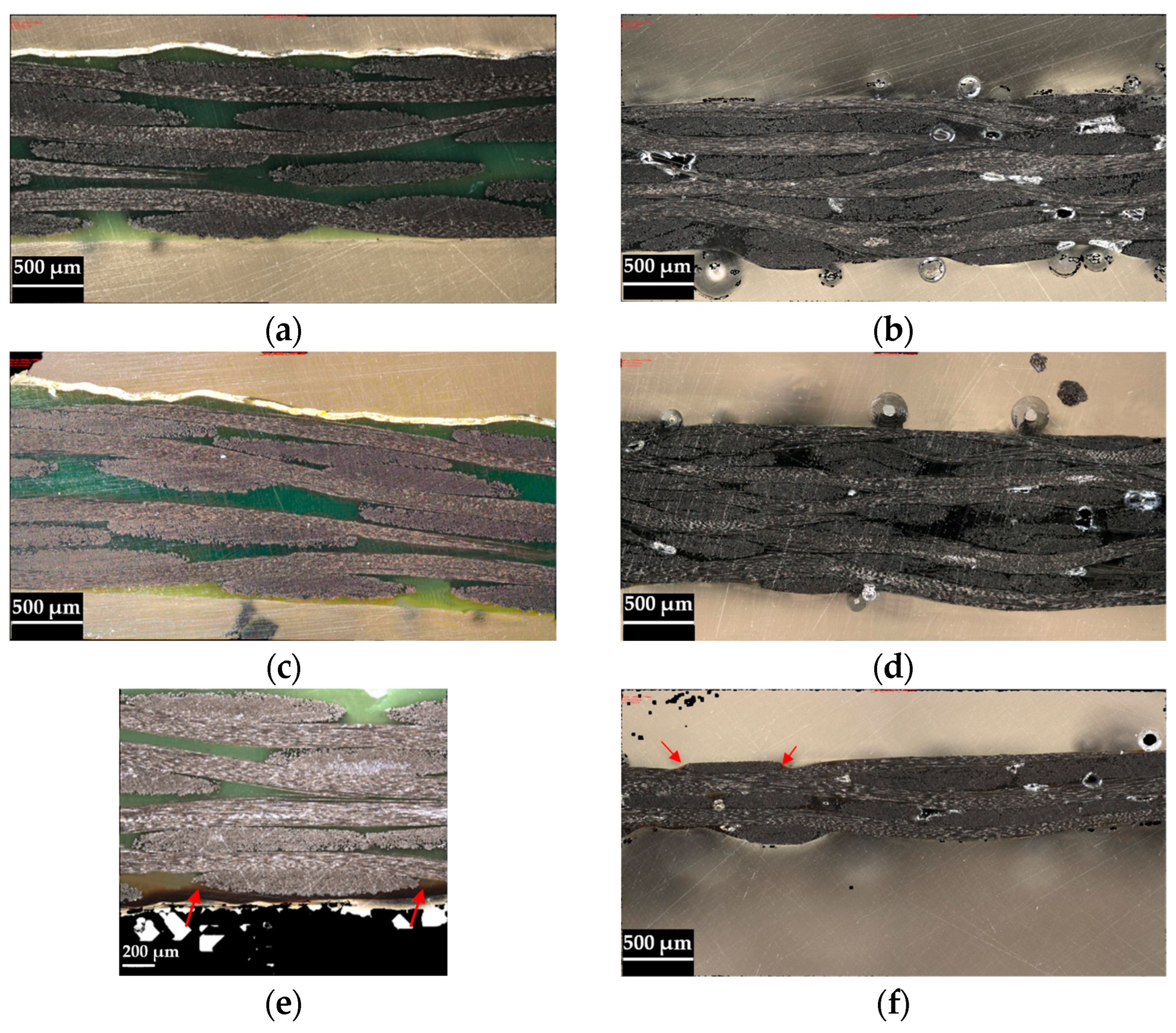
3.1. Materials Characterisation
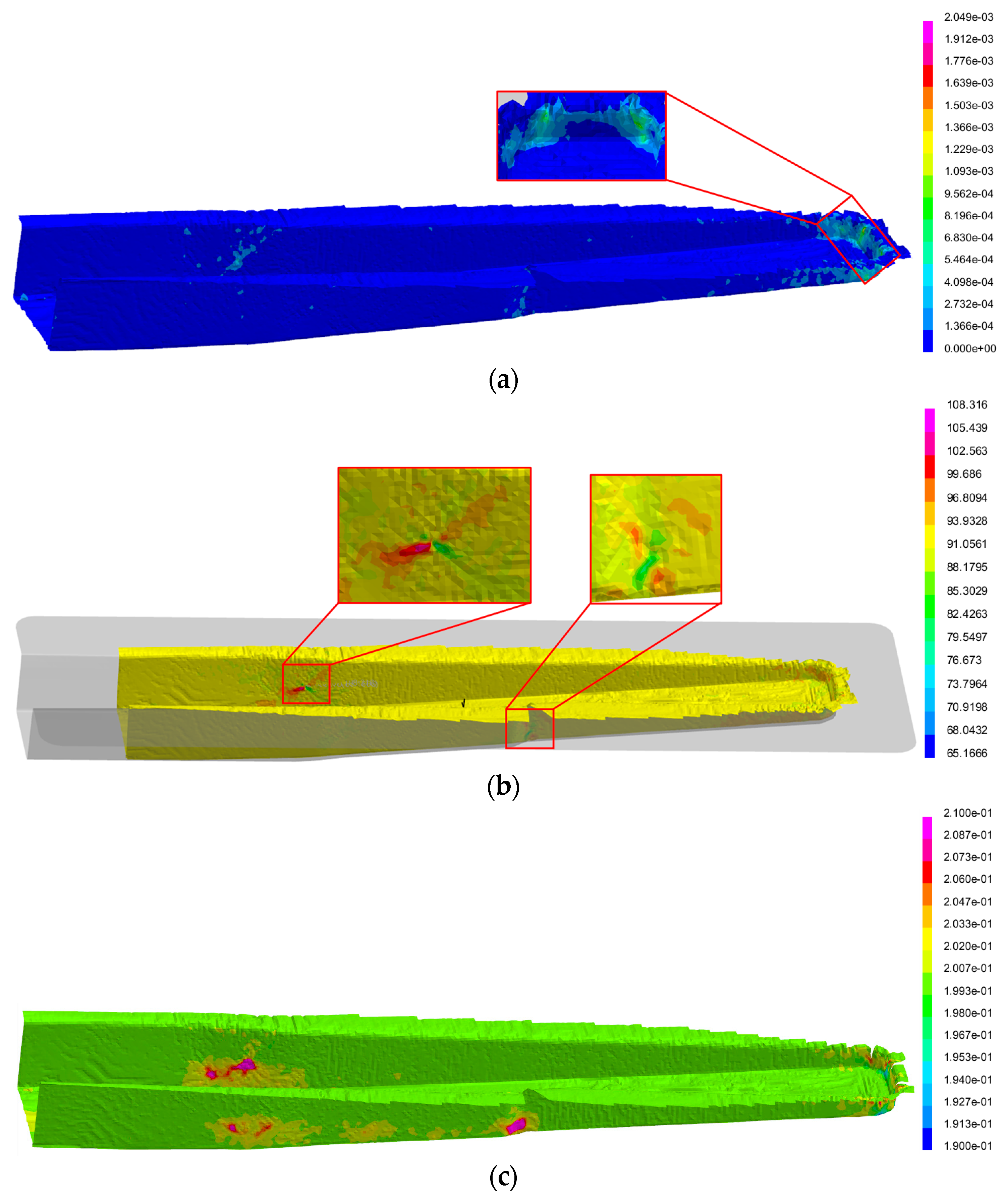
3.2. Simulation of Manufacturing Process of Thermoplastic Composite Part
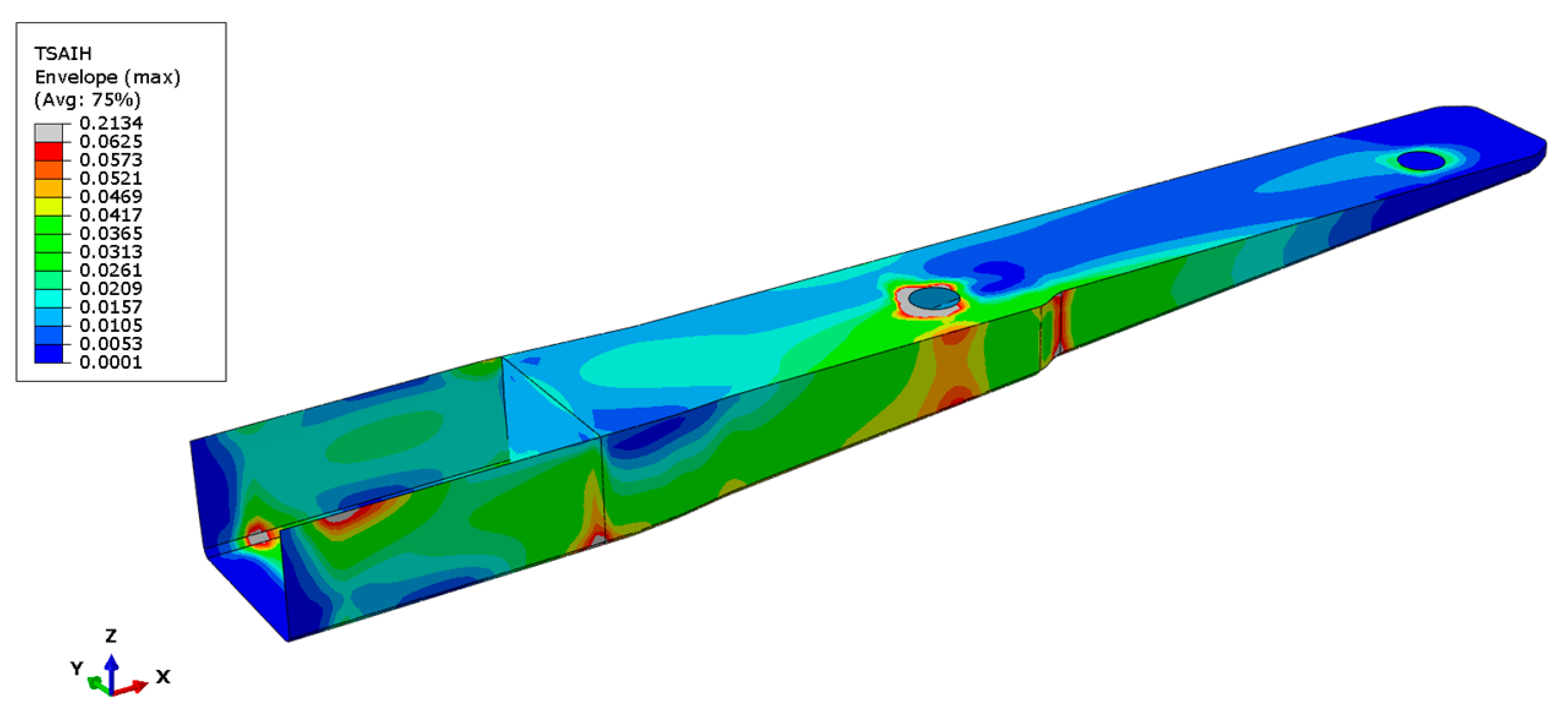
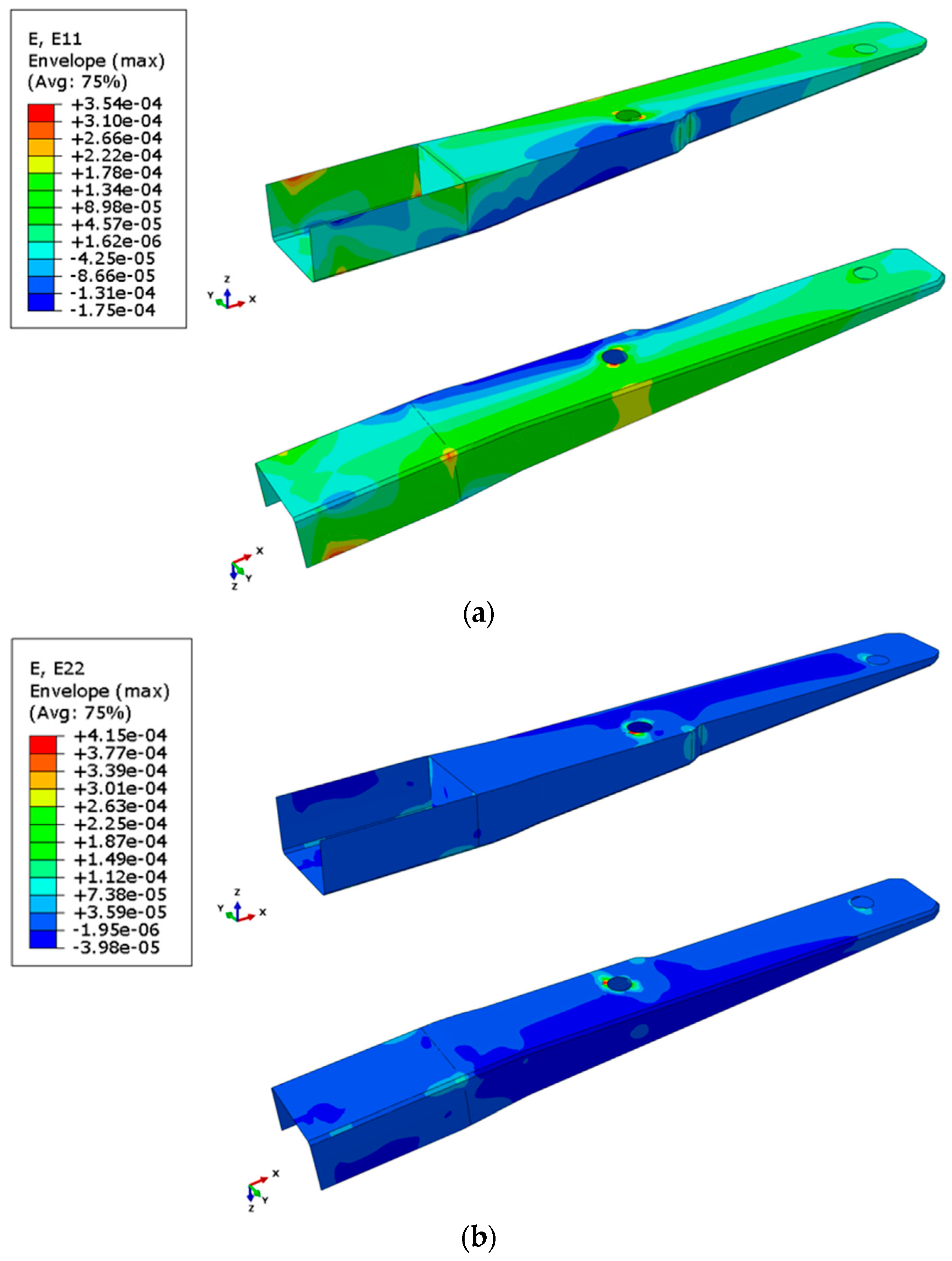
3.3. Structural Simulation of Thermoplastic Composite Part
3.4. Manufacturing of the Thermoplastic Composite Part
3.5. Mechanical Testing of Thermoplastic Composite Part
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tiwary, A.; Kumar, R.; Chohan, J.S. A review on characteristics of composite and advanced materials used for aerospace applications. Mater. Today Proc. 2022, 51, 865–870. [Google Scholar] [CrossRef]
- Clyne, T. An Introduction to Composite Materials, 3rd ed.; Cambridge University Press: Cambridge, UK, 2019. [Google Scholar]
- Morici, E.; Dintcheva, N.T. Recycling of Thermoset Materials and Thermoset-Based Composites: Challenge and Opportunity. Polymers 2022, 14, 4153. [Google Scholar] [CrossRef] [PubMed]
- Bodaghi, M.; Cristóvão, C.; Gomes, R.; Correia, N. Experimental characterization of voids in high fibre volume fraction composites processed by high injection pressure RTM. Compos. Part A Appl. Sci. Manuf. 2016, 82, 88–99. [Google Scholar] [CrossRef]
- Patterson, J.B.; Grenestedt, J.L. Manufacturing of a composite wing with internal structure in one cure cycle. Compos. Struct. 2018, 206, 601–609. [Google Scholar] [CrossRef]
- Mason, H. GKN Aerospace Delivers RTM Demonstrator Tool for Wing of Tomorrow, CompositesWorld. Available online: https://www.compositesworld.com/news/gkn-aerospace-delivers-rtm-demonstrator-tool-for-wing-of-tomorrow- (accessed on 10 November 2023).
- Frulla, G.; Cestino, E. Design, manufacturing and testing of a HALE-UAV structural demonstrator. Compos. Struct. 2008, 83, 143–153. [Google Scholar] [CrossRef]
- Chawla, D.M. Post-Additive Processing and Manufacturing of UAV Airframes. Doctoral Dissertation, University of Kansas, Lawrence, KS, USA, 2016. [Google Scholar]
- McIlhagger, A.; Archer, E.; McIlhagger, R. Manufacturing processes for composite materials and components for aerospace applications. In Polymer Composites in the Aerospace Industry; Woodhead Publishing: Sawston, UK, 2020; pp. 59–81. [Google Scholar]
- Carbon Landing Gear Leg Cushions UAV Landing, CompositesWorld. Available online: https://www.compositesworld.com/articles/carbon-landing-gear-leg-cushions-uav-landing (accessed on 22 September 2021).
- Fielding, J.P.; Mills, A.; Smith, H. Design and manufacture of the DEMON unmanned air vehicle demonstrator vehicle. J. Aerosp. Eng. 2010, 224, 365–372. [Google Scholar] [CrossRef]
- Nugroho, A.; Fitriansyah, R.; Hidayat, D.; Sumarna, E. Strength Analysis of Main Landing Gear Structure of LSU 02-02. Proc. SIPTEKGAN XVII 2013, 2013, 66–76. [Google Scholar]
- Nino, G.F.; Ahmed, T.J.; Bersee, H.E.N. Design and Manufacturing of a Multifunctional Thermoplastic Composite Leading Edge. In Proceedings of the 50th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Palm Springs, CA, USA, 4–7 May 2009. [Google Scholar]
- Zhu, L.; Li, N.; Childs, P.R.N. Light-weighting in aerospace component and system design. Propuls. Power Res. 2018, 7, 103–119. [Google Scholar] [CrossRef]
- Kiefer, R.; Vedrines, M.; Kiefer, F.O. Complete Design of a VTOL UAV by a Large Group of Students. ASME Int. Mech. Eng. Congr. Expo. 2008, 48708, 399–405. [Google Scholar]
- Junk, S.; Werner, S. Application of Sustainable Design in Additive Manufacturing of an Unmanned Aerial Vehicle. In Proceedings of the International Conference on Sustainable Design and Manufacturing, Chania, Greece, 4–6 April 2016. [Google Scholar]
- Koniuszewska, A.G.; Kaczmar, J.W. Application of polymer based composite materials in transportation. Prog. Rubber Plast. Recycl. Technol. 2016, 32, 1–24. [Google Scholar] [CrossRef]
- Bernatas, R.; Dagreou, S.; Despax-Ferreres, A.; Barasinski, A. Recycling of fiber reinforced composites with a focus on thermoplastic composites. Clean. Eng. Technol. 2021, 5, 100272. [Google Scholar] [CrossRef]
- Minchenkov, K.; Vedernikov, A.; Kuzminova, Y.; Gusev, S.; Sulimov, A.; Gulyaev, A.; Kreslavskaya, A.; Prosyanoy, I.; Xian, G.; Akhatov, I.; et al. Effects of the quality of pre-consolidated materials on the mechanical properties and morphology of thermoplastic pultruded flat laminates. Compos. Commun. 2022, 35, 101281. [Google Scholar] [CrossRef]
- Kwon, D.-J.; Kim, N.-S.-R.; Jang, Y.-J.; Choi, H.H.; Kim, K.; Kim, G.-H.; Kong, J.; Nam, S.Y. Impacts of thermoplastics content on mechanical properties of continuous fiber-reinforced thermoplastic composites. Compos. Part B Eng. 2021, 216, 108859. [Google Scholar] [CrossRef]
- Barile, M.; Lecce, L.; Iannone, M.; Pappadà, S.; Roberti, P. Thermoplastic Composites for Aerospace Applications. In Revolutionizing Aircraft Materials and Processes; Springer: Berlin/Heidelberg, Germany, 2020; pp. 87–114. [Google Scholar]
- Toray Cetex® TC1200 PEEK PRODUCT DATA SHEET, Toray Advanced Composites. Available online: https://www.toraytac.com/product-explorer/products/ovl4/Toray-Cetex-TC1200 (accessed on 13 September 2021).
- Toray Cetex® TC1100 PPS PRODUCT DATA SHEET TYPICAL NEAT RESIN PROPERTIES, Toray Advanced Composites. Available online: https://www.toraytac.com/media/221a4fcf-6a4d-49f3-837f-9d85c3c34f74/itF97A/TAC/Documents/Data_sheets/Thermoplastic/UD%20tapes,%20prepregs%20and%20laminates/Toray-Cetex-TC1100_PPS_PDS (accessed on 13 September 2021).
- Toray Cetex TC1000 PEI, Toray Advanced Composites. Available online: https://www.toraytac.com/media/3f5498bb-fe0e-40db-8112-38987e15cb44/JERvzQ/TAC/Documents/Data_sheets/Thermoplastic/%20UD%20tapes,%20prepregs%20andlaminates/Toray-Cetex-TC1000-Design_PEI_PDS (accessed on 13 September 2021).
- Legrand, X.; Cochrane, C.; Koncar, V. A complex shaped-reinforced thermoplastic composite part made of commingled yarns with an integrated sensor. In Smart Textiles and Their Applications; Koncar, V., Ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2016; pp. 353–374. [Google Scholar]
- Esfandiari, P.; Silva, J.F.; Novo, P.J.; Nunes, J.P.; Marques, A.T. Production and processing of pre-impregnated thermoplastic tapes by pultrusion and compression moulding. J. Compos. Mater. 2022, 56, 1667–1676. [Google Scholar] [CrossRef]
- Boon, Y.D.; Joshi, S.C.; Bhudolia, S.K. Review: Filament Winding and Automated Fiber Placement with In Situ Consolidation for Fiber Reinforced Thermoplastic Polymer Composites. Polymers 2021, 13, 1951. [Google Scholar] [CrossRef]
- Zhang, D.; Heider, D.; Gillespie, J.W., Jr. Void reduction of high-performance thermoplastic composites via oven vacuum bag processing. J. Compos. Mater. 2017, 51, 4219–4230. [Google Scholar] [CrossRef]
- Popineau, V.; Célino, A.; Gall, M.L.; Martineau, L.; Baley, C.; Duigou, A.L. Vacuum-Bag-Only (VBO) Molding of Flax Fiber-reinforced Thermoplastic Composites for Naval Shipyards. Appl. Compos. Mater. 2021, 28, 791–808. [Google Scholar] [CrossRef]
- Boztepe, S.; Simácek, P.; Labastie, K.; Chevalier, M.; Sandre, P.; Des, J.-M.; Advani, S.G. Effect of the initial resin distribution in partially impregnated thermoplastic prepregs on consolidation. Compos. Sci. Technol. 2022, 225, 109488. [Google Scholar] [CrossRef]
- Saenz-Castillo, D.; Martín, M.; Calvo, S.; Rodriguez-Lence, F.; Güemes, A. Effect of processing parameters and void content on mechanical properties and NDI of thermoplastic composites. Compos. Part A 2019, 121, 308–320. [Google Scholar] [CrossRef]
- Schappe Techniques. Available online: http://www.schappe.com/en/products (accessed on 2 July 2018).
- ASTM D3039; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: Limbiate, Italy, 2002.
- Suppliers of Advanced Composite Materials Association. SACMA SRM 1R-94: Recommended Test Method for Compressive of Properties of Oriented Fiber-Resin Composites; Suppliers of Advanced Composite Materials Association: Arlington, VA, USA, 1994. [Google Scholar]
- ESI Group. PAM-FORM 2022.0 User’s Guide 18.0; ESI Group: Bagneux, France, 2022. [Google Scholar]
- Wakeman, M.D.; Cain, T.A.; Rudd, C.D.; Brooks, R. Compression moulding of glass and polypropylene composites for optimised macro- and micro-mechanical properties—1 Commingled glass and polypropylene. Compos. Sci. Technol. 1998, 58, 1879–1898. [Google Scholar] [CrossRef]
- Ng, S.-P.; Tse, P.-C.; Lau, K.-J. Numerical and experimental determination of in-plane elastic properties of 2/2 twill weave fabric composites. Compos. Part B Eng. 1998, 29, 735–744. [Google Scholar] [CrossRef]
- Boursier Niutta, C.; Ciardiello, R.; Tridello, A.; Paolino, D.S. Epoxy and bio-based epoxy carbon fiber twill composites: Comparison of the quasi-static properties. Materials 2023, 16, 1601. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experience | Consolidation Temperature (°C) | Consolidation Time (min) |
|---|---|---|
| 1 | 230 | 86 |
| 2 | 230 | 135 |
| 3 | 250 | 70 |
| Property | Value |
|---|---|
| Total Areal Weight (g/m2) | 160 |
| Fibre Areal Weight (g/m2) | 102 |
| Fibre Volume Fraction (%) | 50 |
| Thickness (mm) | 0.20 |
| Yarn Density (warp × weft/cm) | 8 × 8 |
| Density of Composite (g/cm3) | 1.48 |
| Fibre Direction | Initial Angle Between Fibres (°) | Maximum Strength of the Material (MPa) | Bending Stiffness (Pa) | Maximum Shear Strength of the Material (MPa) |
|---|---|---|---|---|
| 0° | 90 | 22.4 | 620 | 8.78 |
| 90° | 21.5 | 585 |
| Property | Aluminium | SF-0940 Foam |
|---|---|---|
| ρ (kg/m3) | 2750 | 500 |
| E (MPa) | 70,000 | 521.2 |
| ν | 0.33 | 0.4 |
| σy (MPa) | 250 | 25 |
| E1 = E2 (GPa) | ν12 | Xt (MPa) | Xc (MPa) | G12 (GPa) | τ12 (MPa) | |
|---|---|---|---|---|---|---|
| PA11/CF | 45.27 ± 2.72 | 0.08 ± 0.03 | 362.61 ± 17.20 | 194.6 ± 18.8 | 1.43 ± 0.08 | 45.64 ± 3.31 |
| PA12/CF | 32.30 ± 8.47 | 0.08 ± 0.04 | 357.94 ± 16.15 | 114.9 ± 4.3 | 2.06 ± 0.13 | 51.64 ± 1.21 |
| Total Maximum Stress (MPa) | Location | Total Maximum Shear Stress (MPa) | Location | Angle Variation (°) | Thickness Variation (mm/ply) |
|---|---|---|---|---|---|
| 2.049 | Narrow edge | 0.987 | Narrow edge | [65.17; 108.31] | [0.19; 0.21] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rocha, H.; Rocha, A.; Malheiro, J.; Sousa, B.; Vilela, A.; Carneiro, F.; Antunes, P. Development and Manufacturing of a Fibre Reinforced Thermoplastic Composite Spar Produced by Oven Vacuum Bagging. Polymers 2024, 16, 2216. https://doi.org/10.3390/polym16152216
Rocha H, Rocha A, Malheiro J, Sousa B, Vilela A, Carneiro F, Antunes P. Development and Manufacturing of a Fibre Reinforced Thermoplastic Composite Spar Produced by Oven Vacuum Bagging. Polymers. 2024; 16(15):2216. https://doi.org/10.3390/polym16152216
Chicago/Turabian StyleRocha, Helena, Agnieszka Rocha, Joana Malheiro, Bruno Sousa, Andreia Vilela, Filipa Carneiro, and Paulo Antunes. 2024. "Development and Manufacturing of a Fibre Reinforced Thermoplastic Composite Spar Produced by Oven Vacuum Bagging" Polymers 16, no. 15: 2216. https://doi.org/10.3390/polym16152216