
Investigation of Delamination Characteristics in 3D-Printed Hybrid Curved Composite Beams



Abstract
1. Introduction
2. Materials and Methods
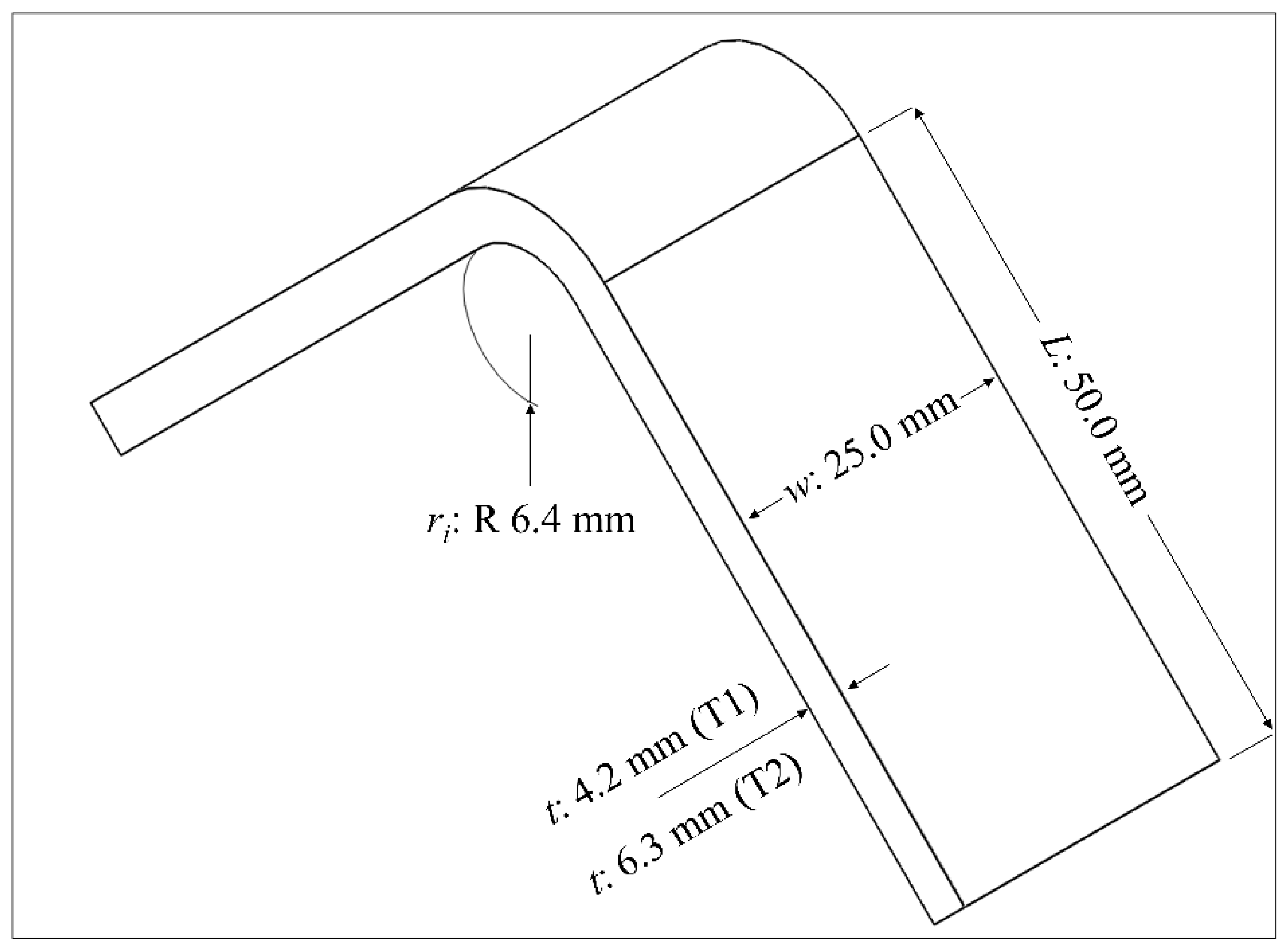
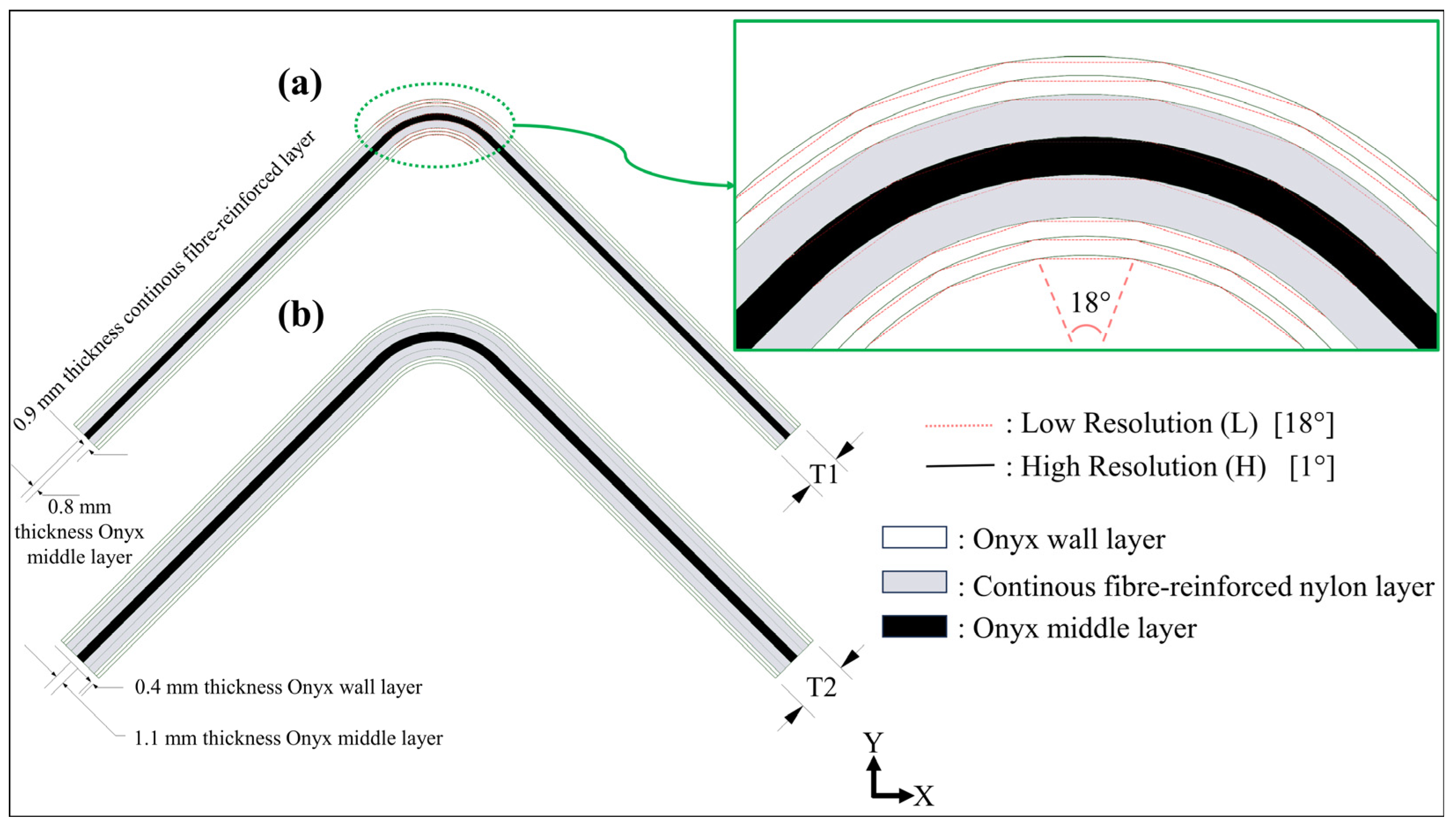
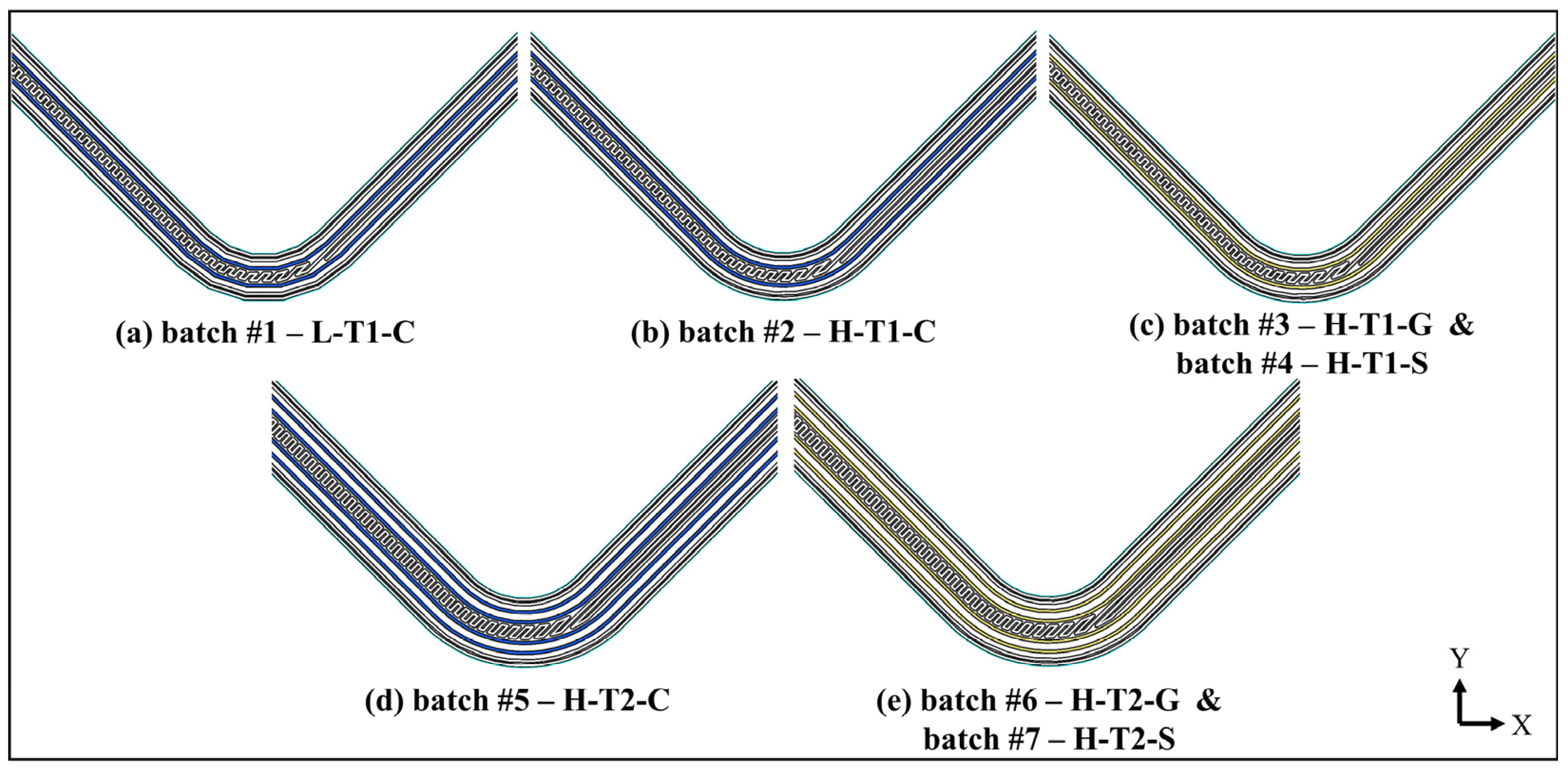
2.1. Composite Curved Beam and AM Method
2.2. Test Method
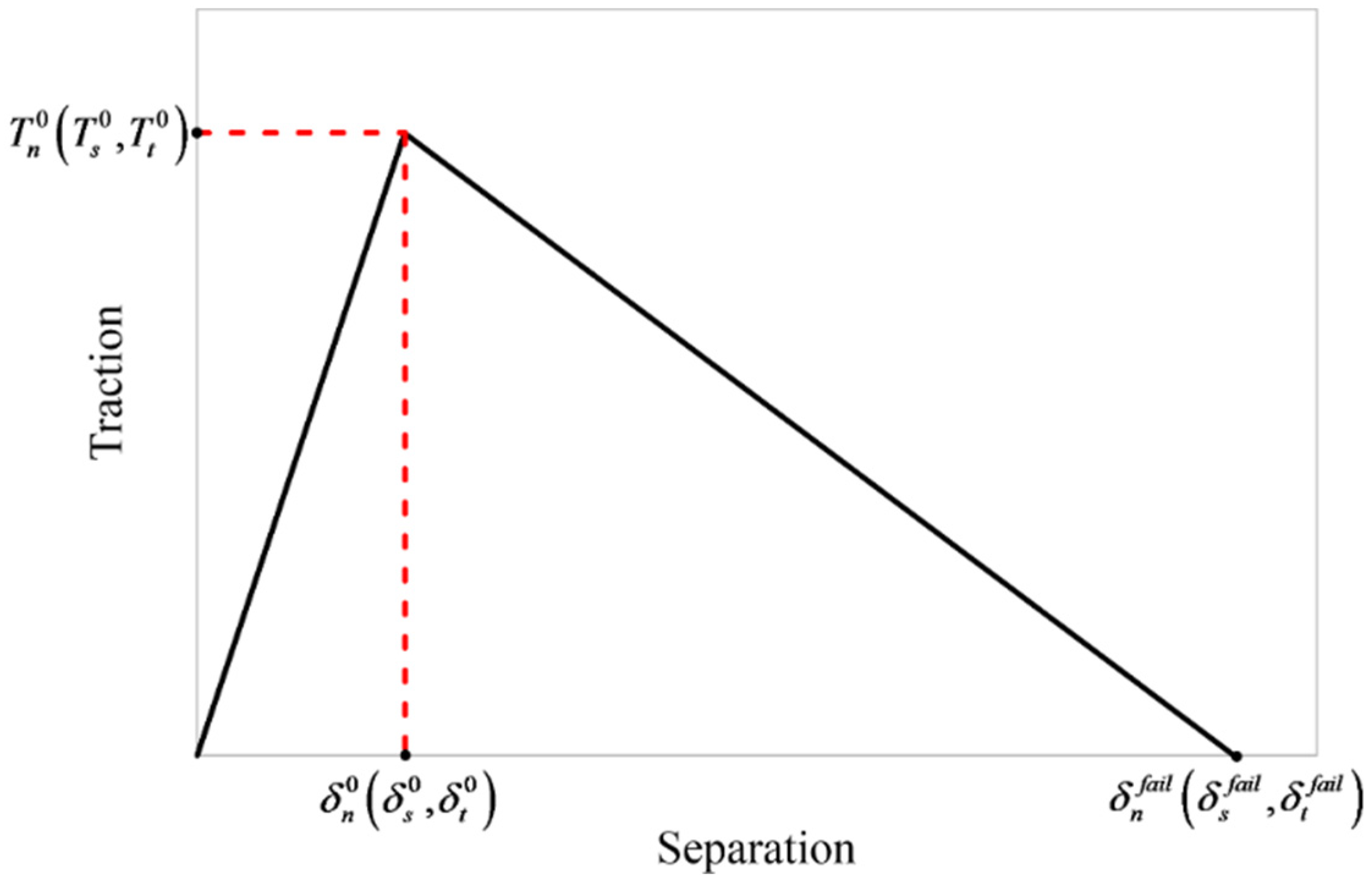
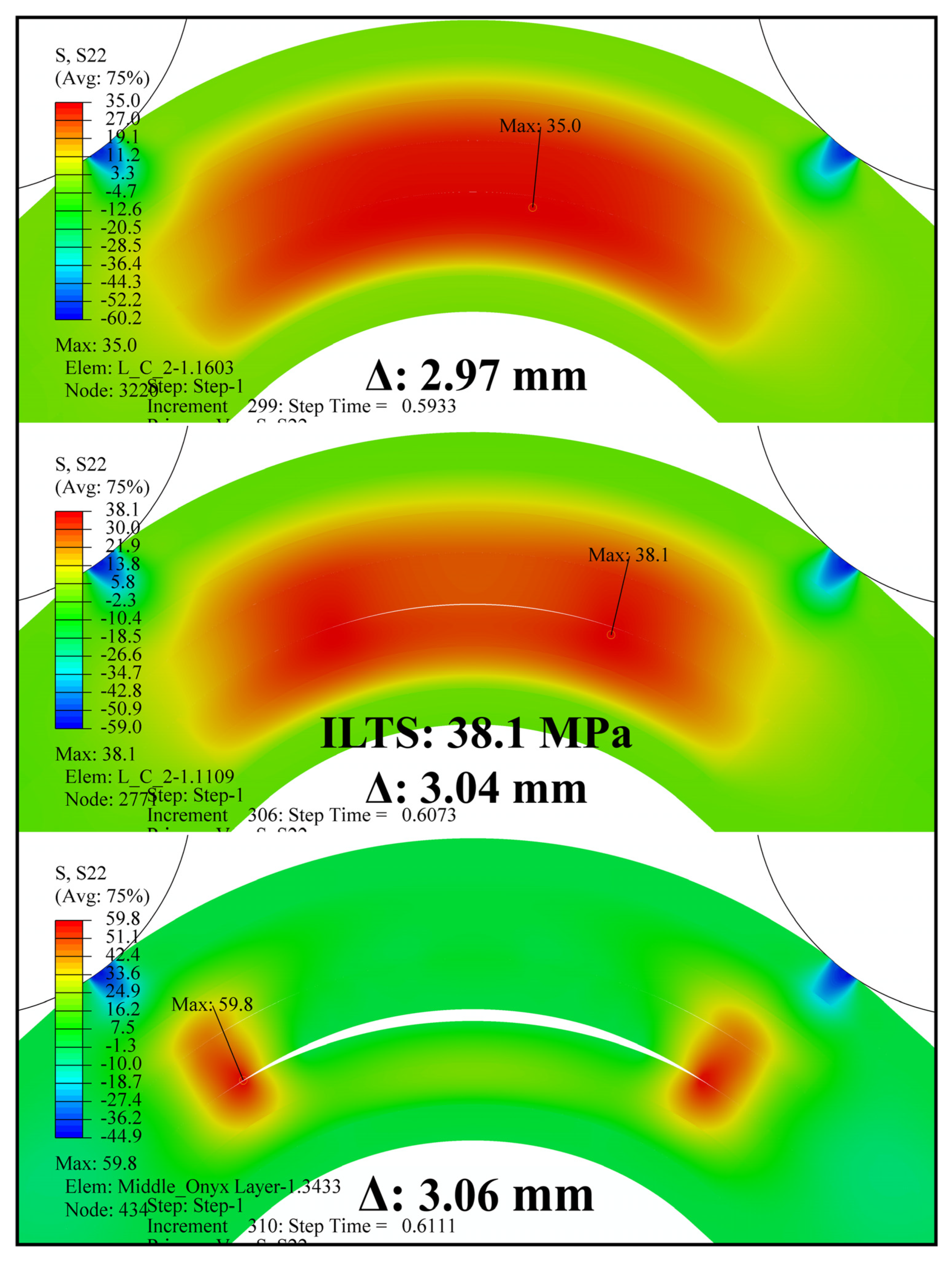
2.3. Finite Element Modelling
3. Results and Discussion
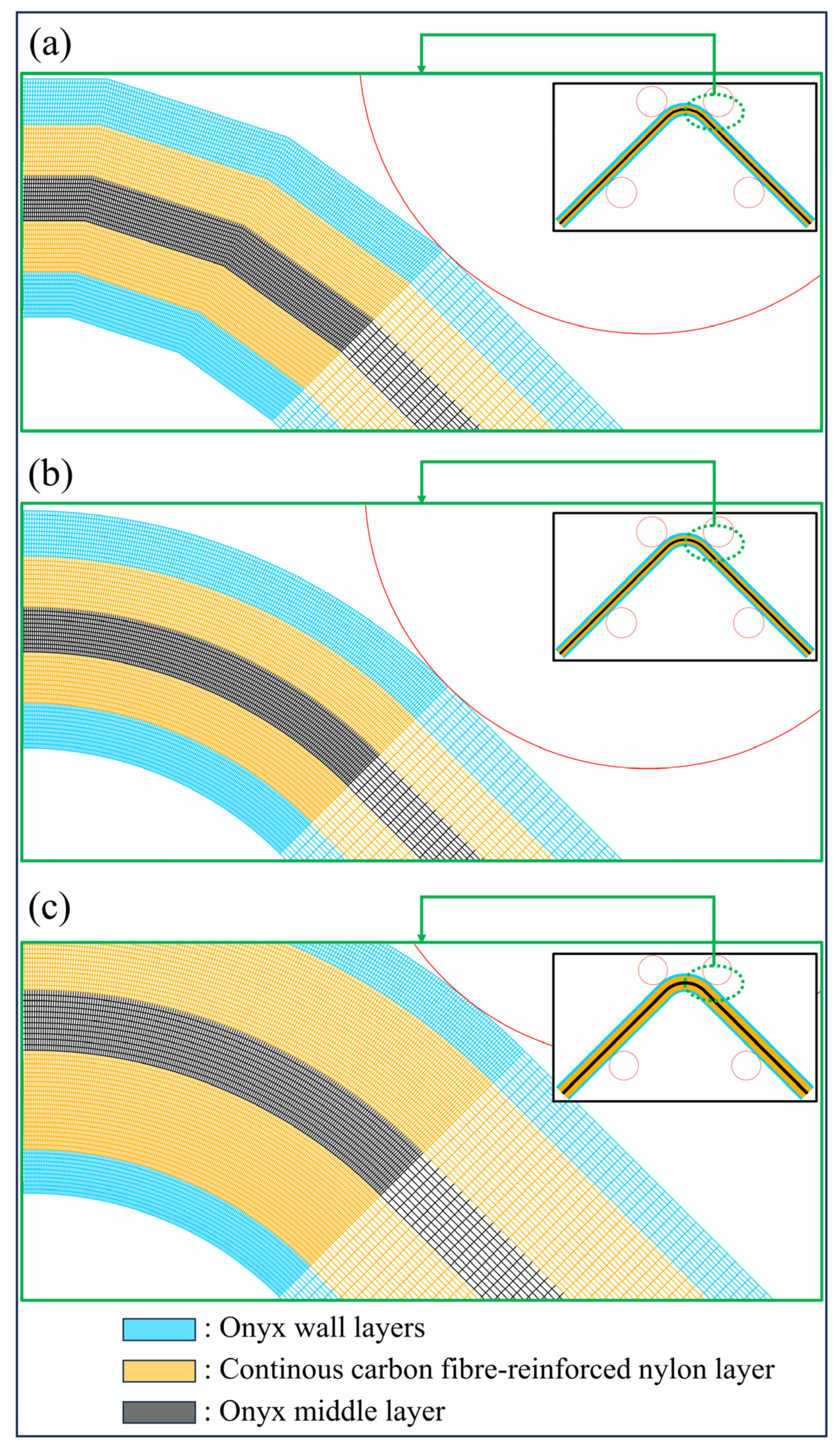
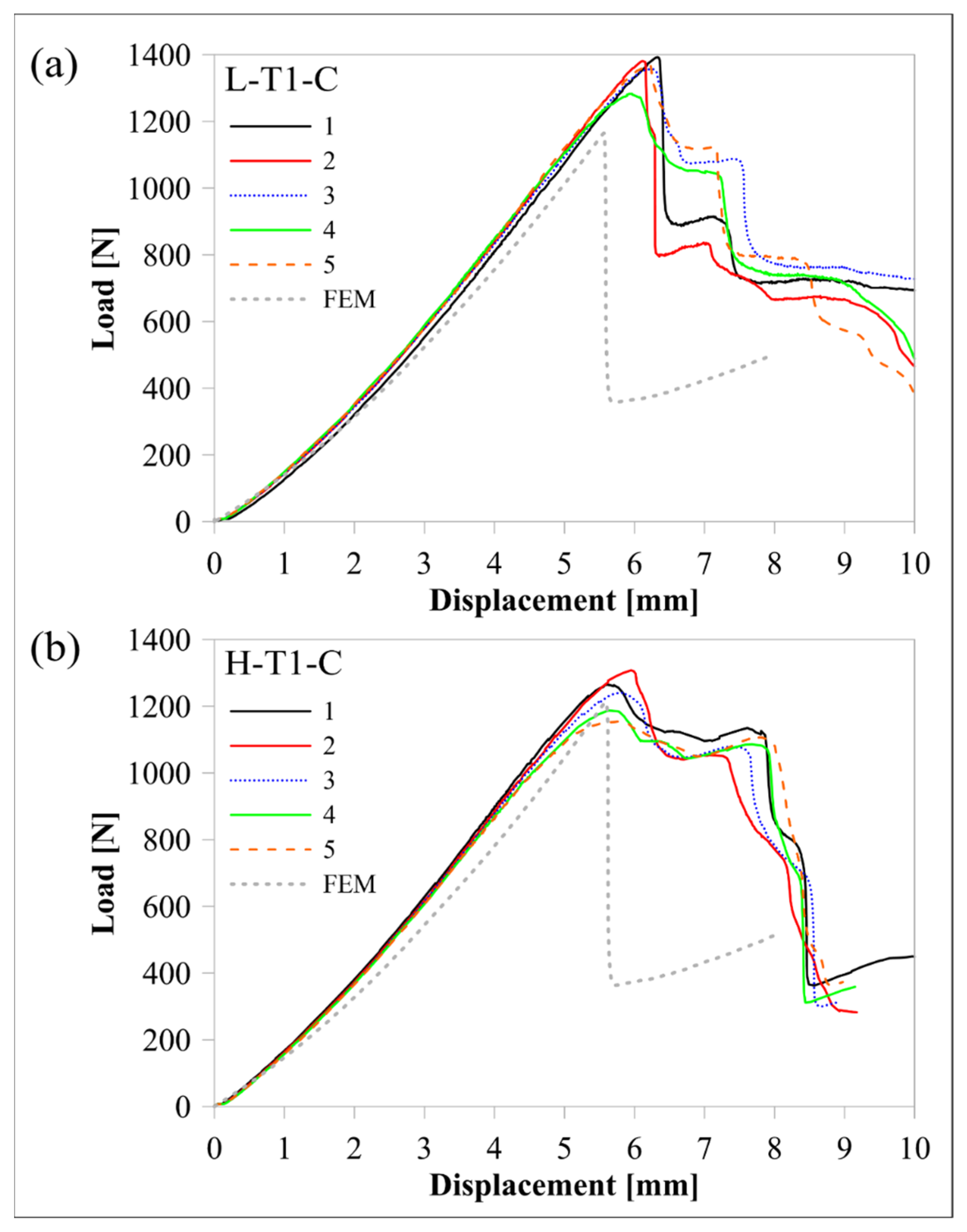
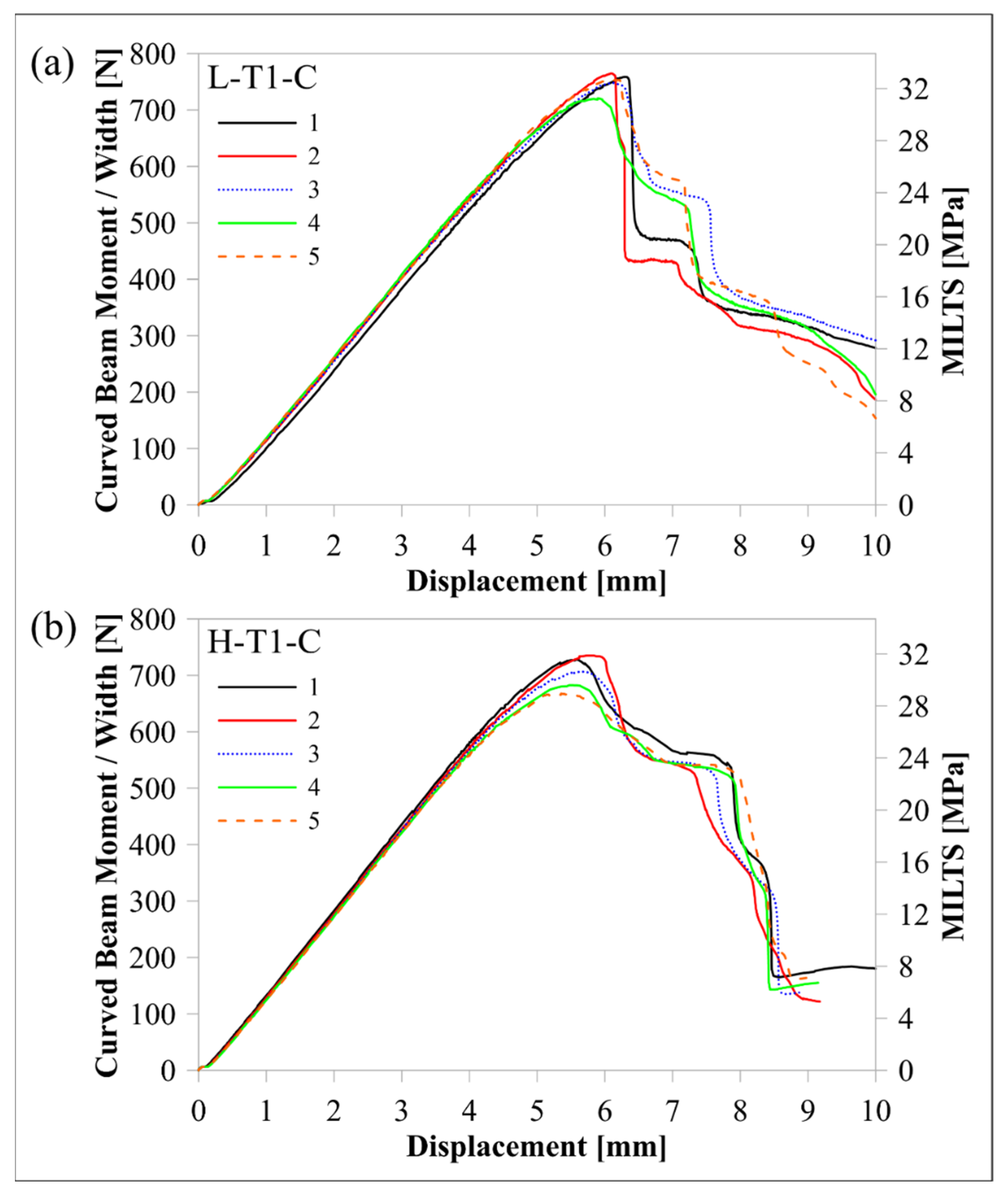
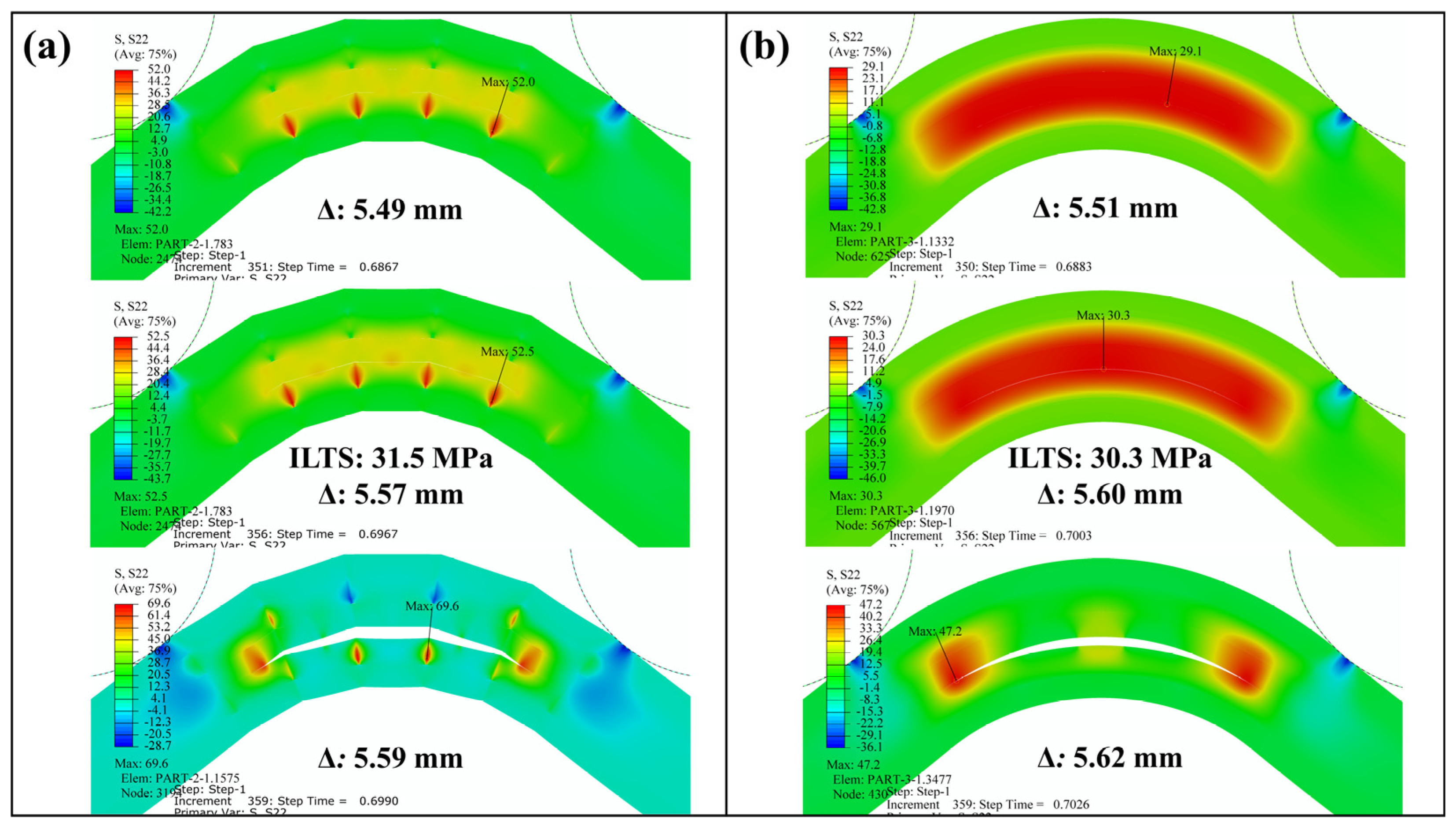
3.1. Print Resolution Effect
3.2. Continuous Fibre Material Effect
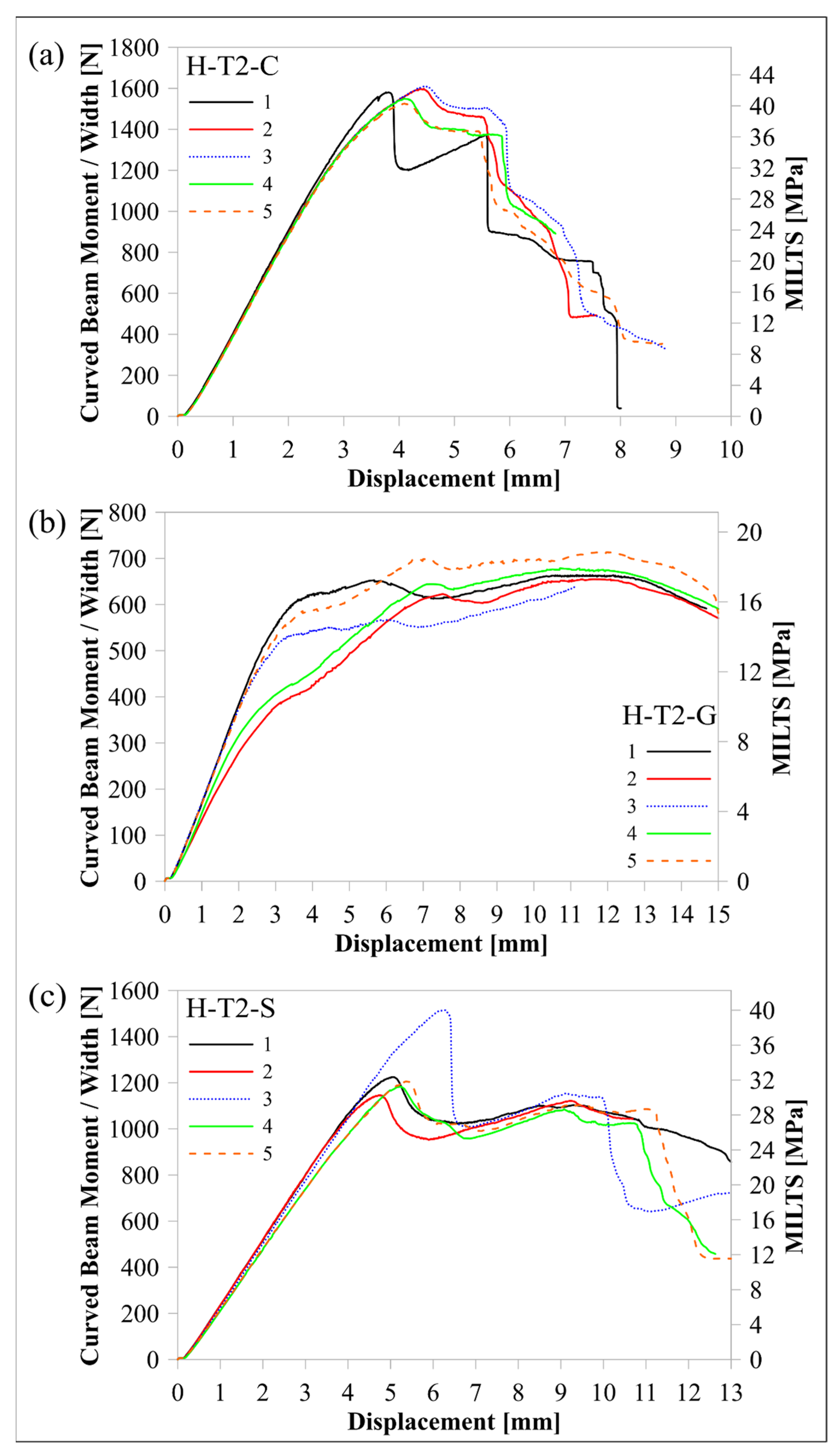
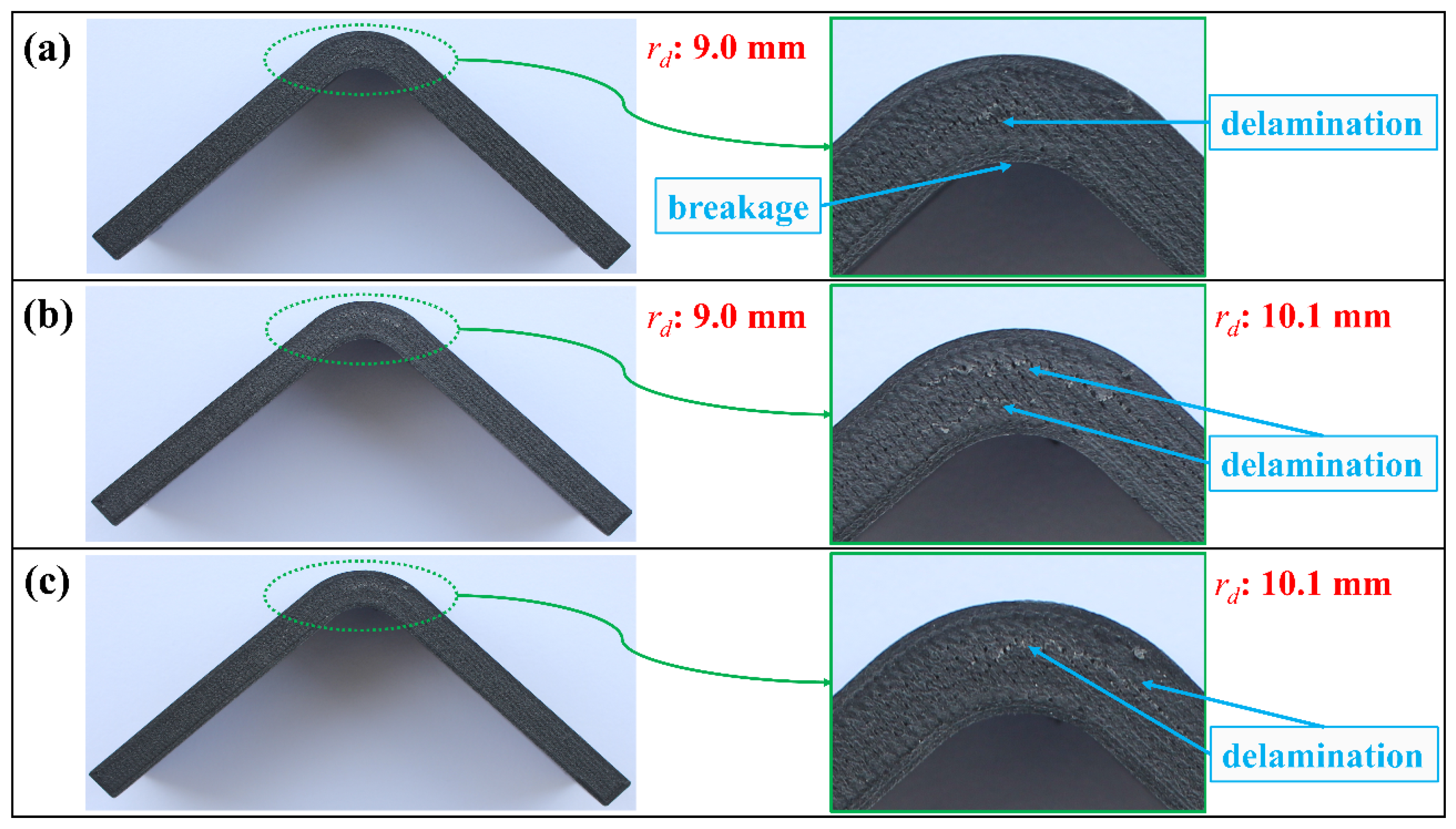
3.3. Thickness Effect
3.4. Onyx versus Nylon White
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Süsler, S.; Kazancı, Z. Delamination strength comparison of additively manufactured composite curved beams using continuous fibers. Polymers 2023, 15, 3928. [Google Scholar] [CrossRef]
- Stamopoulos, A.G.; Glinz, J.; Senck, S. Assessment of the effects of the addition of continuous fiber filaments in PA 6/short fiber 3D-printed components using interrupted in-situ X-ray CT tensile testing. Eng. Fail. Anal. 2024, 159, 108121. [Google Scholar] [CrossRef]
- Fijul Kabir, S.M.; Mathur, K.; Seyam, A.F.M. A critical review on 3D printed continuous fiber-reinforced composites: Histo-ry, mechanism, materials and properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Handwerker, M.; Wellnitz, J.; Marzbani, H. Review of mechanical properties of and optimisation methods for continuous fibre-reinforced thermoplastic parts manufactured by fused deposition modelling. Prog. Addit. Manuf. 2021, 6, 663–677. [Google Scholar] [CrossRef]
- Jamal, M.A.; Shah, O.R.; Ghafoor, U.; Qureshi, Y.; Bhutta, M.R. Additive manufacturing of continuous fiber-reinforced polymer composites via fused deposition modelling: A comprehensive review. Polymers 2024, 16, 1622. [Google Scholar] [CrossRef]
- Shiratori, H.; Todoroki, A.; Ueda, M.; Matsuzaki, R.; Hirano, Y. Mechanism of folding a fiber bundle in the curved section of 3D printed carbon fiber reinforced plastics. Adv. Compos. Mater. 2020, 29, 247–257. [Google Scholar] [CrossRef]
- Shiratori, H.; Todoroki, A.; Ueda, M.; Matsuzaki, R.; Hirano, Y. Compressive strength degradation of the curved sections of 3D-printed continuous carbon fiber composite. Compos. Part A Appl. Sci. Manuf. 2021, 142, 106244. [Google Scholar] [CrossRef]
- Shiratori, H.; Todoroki, A.; Ueda, M.; Matsuzaki, R.; Hirano, Y. Testing method for evaluating mechanical properties of 3D printed CFRP with curved fibers by four-point bending test of L-shaped specimen. Compos. Part C Open Access 2021, 6, 100187. [Google Scholar] [CrossRef]
- ASTM D2344/D2344M-22; Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials and Their Laminates. [CrossRef]
- ASTM D6415/D6415M-22; Standard Test Method for Measuring the Curved Beam Strength of a Fiber-Reinforced Polymer-Matrix Composite. [CrossRef]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Reverte, J.M. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- Iragi, M.; Pascual-González, C.; Esnaola, A.; Lopes, C.S.; Aretxabaleta, L. Ply and interlaminar behaviours of 3D printed continuous carbon fibre-reinforced thermoplastic laminates; effects of processing conditions and microstructure. Addit. Manuf. 2019, 30, 100884. [Google Scholar] [CrossRef]
- Yavas, D.; Zhang, Z.; Liu, Q.; Wu, D. Interlaminar shear behavior of continuous and short carbon fiber reinforced polymer composites fabricated by additive manufacturing. Compos. Part B Eng. 2021, 204, 108460. [Google Scholar] [CrossRef]
- Santos, J.D.; Fernández, A.; Ripoll, L.; Blanco, N. Experimental characterization and analysis of the in-plane elastic properties and interlaminar fracture toughness of a 3D-printed continuous carbon fiber-reinforced composite. Polymers 2022, 14, 506. [Google Scholar] [CrossRef] [PubMed]
- Damodaran, V.; Castellanos, A.G.; Milostan, M.; Prabhakar, P. Improving the mode-II interlaminar fracture toughness of polymeric matrix composites through additive manufacturing. Mater. Des. 2018, 157, 60–73. [Google Scholar] [CrossRef]
- Touchard, F.; Arnault, L.C.; Fournier, T.; Magro, C.; Lafitte, A.; Caradec, A. Interfacial adhesion quality in 3D printed continuous CF/PA6 composites at filament/matrix and interlaminar scales. Compos. Part B Eng. 2021, 218, 108891. [Google Scholar] [CrossRef]
- Gonzalez, C.P.; San Martin, P.; Lizarralde, I.; Fernandez, A.; Leon, A.; Lopes, C.S.; Fernandez-Blazques, J.P. Post-processing effects on microstruture, interlaminar and thermal properties of 3D printed continous carbon fibre composites. Compos. Part B Eng. 2021, 210, 108652. [Google Scholar] [CrossRef]
- Santos, J.D.; Guerrero, J.M.; Blanco, N.; Fajardo, J.I.; Paltan, C.A. Numerical and experimental analysis of the mode I interlaminar fracture toughness in multidirectional 3D-printed thermoplastic composites reinforced with continuous carbon fiber. Polymers 2023, 15, 2403. [Google Scholar] [CrossRef] [PubMed]
- Fisher, T.; Almedia, J.H.S., Jr.; Falzon, B.G.; Kazancı, Z. Tension and compression properties of 3D-printed composites: Print orientation and strain rate effects. Polymers 2023, 15, 1708. [Google Scholar] [CrossRef]
- Dassault Systemes Solidworks 2021 Software. Available online: https://www.solidworks.com/ (accessed on 20 January 2024).
- Markforged Eiger Software. Available online: https://www.eiger.io/ (accessed on 20 January 2024).
- Markforged Mark Two 3D Printer. Available online: https://markforged.com/3d-printers/mark-two (accessed on 20 January 2024).
- Lloyd Instruments Lloyd LS5 Testing Machine. Available online: https://www.ametektest.com/products/material-testers/single-column-test-stands/ls-series (accessed on 20 January 2024).
- Wang, Y.; Gu, Y.; Liu, J. A domain-decomposition generalized finite difference method for stress analysis in three-dimensional composite materials. Appl. Math. Lett. 2020, 104, 106226. [Google Scholar] [CrossRef]
- Kabir, H.; Aghdam, M.M. A generalized 2D Bézier-based solution for stress analysis of notched epoxy resin plates reinforced with graphene nanoplatelets. Thin-Walled Struct. 2021, 169, 108484. [Google Scholar] [CrossRef]
- Simulia Abaqus/CAE 2021 Software. Available online: https://www.3ds.com/products-services/simulia/products/abaqus/ (accessed on 20 March 2024).
- Galati, M.; Viccica, M.; Minetola, P. A finite element approach for the prediction of the mechanical behaviour of layered composite produced by continuous filament fabrication (CFF). Polym. Test. 2021, 98, 107181. [Google Scholar] [CrossRef]
- Benzeggagh, M.L.; Kenane, M. Measurement of mixed-mode delamination fracture toughness of unidirectional glass/epoxy composites with mixed-mode bending apparatus. Compos. Sci. Technol. 1996, 56, 439–449. [Google Scholar] [CrossRef]
- Turon, A.; Davila, C.G.; Camanho, P.P.; Costa, J. An engineering solution for mesh size effects in the simulation of delamination using cohesive zone models. Eng. Fract. Mech. 2007, 74, 1665–1682. [Google Scholar] [CrossRef]
- Kaw, A.K. Mechanics of Composite Materials, 2nd ed.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2005. [Google Scholar] [CrossRef]
- Song, K.; Davila, J.F.; Rose, C. Guidelines and parameter selection for the simulation of progressive delamination. In Proceedings of the ABAQUS User’s Conference, Newport, RI, USA, 19–22 May 2008; pp. 1–15. [Google Scholar]
- Arki, S.; Ferrero, J.F.; Marguet, S.; Redonnet, J.M.; Aury, A. Strengthening of a curved composite beam by introducing a flat portion. Compos. Struct. 2019, 222, 110863. [Google Scholar] [CrossRef]
- How to Create High Quality STL Files for 3D Prints. Available online: https://markforged.com/resources/blog/how-to-create-high-quality-stl-files-for-3d-prints (accessed on 20 February 2024).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Input |
|---|---|
| Fill Pattern | Solid Fill |
| Fill Density | 100% |
| Wall Layers | 2 |
| Fibre Pattern Type | Entire Group |
| Fibre Fill Type | Concentric Fibre |
| Concentric Fibre Rings | 1 (for T1) |
| 2 (for T2) | |
| Start Rotation Percent | 0 |
| Use Supports | Raise Part |
| Use Brim | Yes |
| Sub-Code | Description |
|---|---|
| L | Low Resolution (Five-Flat Zoned Curved Region) |
| H | High Resolution (Smooth Curved Region) |
| T1 | 4.2 mm Thickness-Curved Beam |
| T2 | 6.3 mm Thickness-Curved Beam |
| C | Continuous UD Carbon Fibre-Reinforced Nylon |
| G | Continuous UD Glass Fibre-Reinforced Nylon |
| S | Continuous UD High Strength High Temperature Glass Fibre-Reinforced Nylon |
| Batch | Part Mass | Material Cost | υm | υf | Vr |
|---|---|---|---|---|---|
| [g] | [$] | [cm3] | [cm3] | [%] | |
| L-T1-C | 15.77 | 17.37 | 12.10 | 4.83 | 28.5 |
| H-T1-C | 15.79 | 17.38 | 12.11 | 4.83 | 28.5 |
| H-T1-G | 16.85 | 10.69 | 12.14 | 4.88 | 28.7 |
| H-T1-S | 16.85 | 12.65 | 12.14 | 4.88 | 28.7 |
| H-T2-C | 23.69 | 32.32 | 12.98 | 9.75 | 42.9 |
| H-T2-G | 25.72 | 18.80 | 12.94 | 9.83 | 43.2 |
| H-T2-S | 25.72 | 22.74 | 12.94 | 9.83 | 43.2 |
| Batch ID | No. of Flat Zones | UD Fibre Material | t | No. of Specimens | Placement (lb-lt) [mm] | Testing Speed [mm/min] | Sampling Rate [Hz] |
|---|---|---|---|---|---|---|---|
| 1 | 5 | Carbon | T1 | 5 | 42.1–22.1 | 3 | 10 |
| 2 | 90 | Carbon | T1 | ||||
| 3 | 90 | Glass | T1 | ||||
| 4 | 90 | S-Glass | T1 | ||||
| 5 | 90 | Carbon | T2 | ||||
| 6 | 90 | Glass | T2 | ||||
| 7 | 90 | S-Glass | T2 |
| Material | E1 | E2 | ν12 | G12 | UTS |
|---|---|---|---|---|---|
| [GPa] | [GPa] | [GPa] | [MPa] | ||
| UD Carbon/Nylon [29] | 35.00 | 7.50 | 0.15 | 4.00 | - |
| Onyx [21] | 1.18 | 1.18 | 0.41 | - | 39.98 |
| L-T1-C and H-T1-C | H-T2-C | ||
|---|---|---|---|
| knn = kss = ktt | [MPa/mm] | 116,000 | 140,000 |
| GnC | [mJ/mm2] | 1.4 | 1.6 |
| GsC = GtC | [mJ/mm2] | 1.8 | 2.2 |
| m | 2 | 2 | |
| Tn0 | [MPa] | 28.8 | 33.8 |
| Ts0 = Tt0 | [MPa] | 32.7 | 39.3 |
| Batch | Method | Maximum Load [N] | CBS [N] | ILTS [MPa] |
|---|---|---|---|---|
| L-T1-C | Test | 1357 | 749 | 32.5 |
| FEM | 1165 | n/c | 31.5 | |
| H-T1-C | Test | 1231 | 704 | 30.6 |
| FEM | 1212 | n/c | 30.3 |
| Batch | Method | Maximum Load [N] | CBS [N] | ILTS [MPa] | Specific ILTS [MPa/g] | ILTS/Cost [MPa/$] |
|---|---|---|---|---|---|---|
| H-T1-C | Test | 1231 | 704 | 30.6 | 1.94 | 1.76 |
| H-T1-G | Test | n/c | <334 | <14.4 | <0.85 | <1.35 |
| H-T1-S | Test | 1546 | 676 | 29.3 | 1.74 | 2.32 |
| Batch | Method | Maximum Load [N] | CBS [N] | ILTS [MPa] | Specific ILTS [MPa/g] | ILTS/Cost [MPa/$] |
|---|---|---|---|---|---|---|
| H-T2-C | Test | 2267 | 1573 | 41.5 | 1.75 | 1.28 |
| FEM | 2037 | n/c | 38.1 | n/c | n/c | |
| H-T2-G | Test | n/c | <670 | <17.7 | <0.69 | <0.94 |
| H-T2-S | Test | 2572 | 1255 | 33.1 | 1.29 | 1.46 |
| Batch | Method | Maximum Load [N] | CBS [N] | ILTS [MPa] |
|---|---|---|---|---|
| L-T1-C–Onyx | Test | 1357 | 749 | 32.5 |
| L-T1-C–Nylon White [2] | Test | 1532 | 860 | 37.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Süsler, S.; Kazancı, Z. Investigation of Delamination Characteristics in 3D-Printed Hybrid Curved Composite Beams. Polymers 2024, 16, 2250. https://doi.org/10.3390/polym16162250
Süsler S, Kazancı Z. Investigation of Delamination Characteristics in 3D-Printed Hybrid Curved Composite Beams. Polymers. 2024; 16(16):2250. https://doi.org/10.3390/polym16162250
Chicago/Turabian StyleSüsler, Sedat, and Zafer Kazancı. 2024. "Investigation of Delamination Characteristics in 3D-Printed Hybrid Curved Composite Beams" Polymers 16, no. 16: 2250. https://doi.org/10.3390/polym16162250
APA StyleSüsler, S., & Kazancı, Z. (2024). Investigation of Delamination Characteristics in 3D-Printed Hybrid Curved Composite Beams. Polymers, 16(16), 2250. https://doi.org/10.3390/polym16162250