
Effects of Carbon Fiber Content on the Crystallization and Rheological Properties of Carbon Fiber-Reinforced Polyamide 6

Abstract
:
1. Introduction
2. Experiment
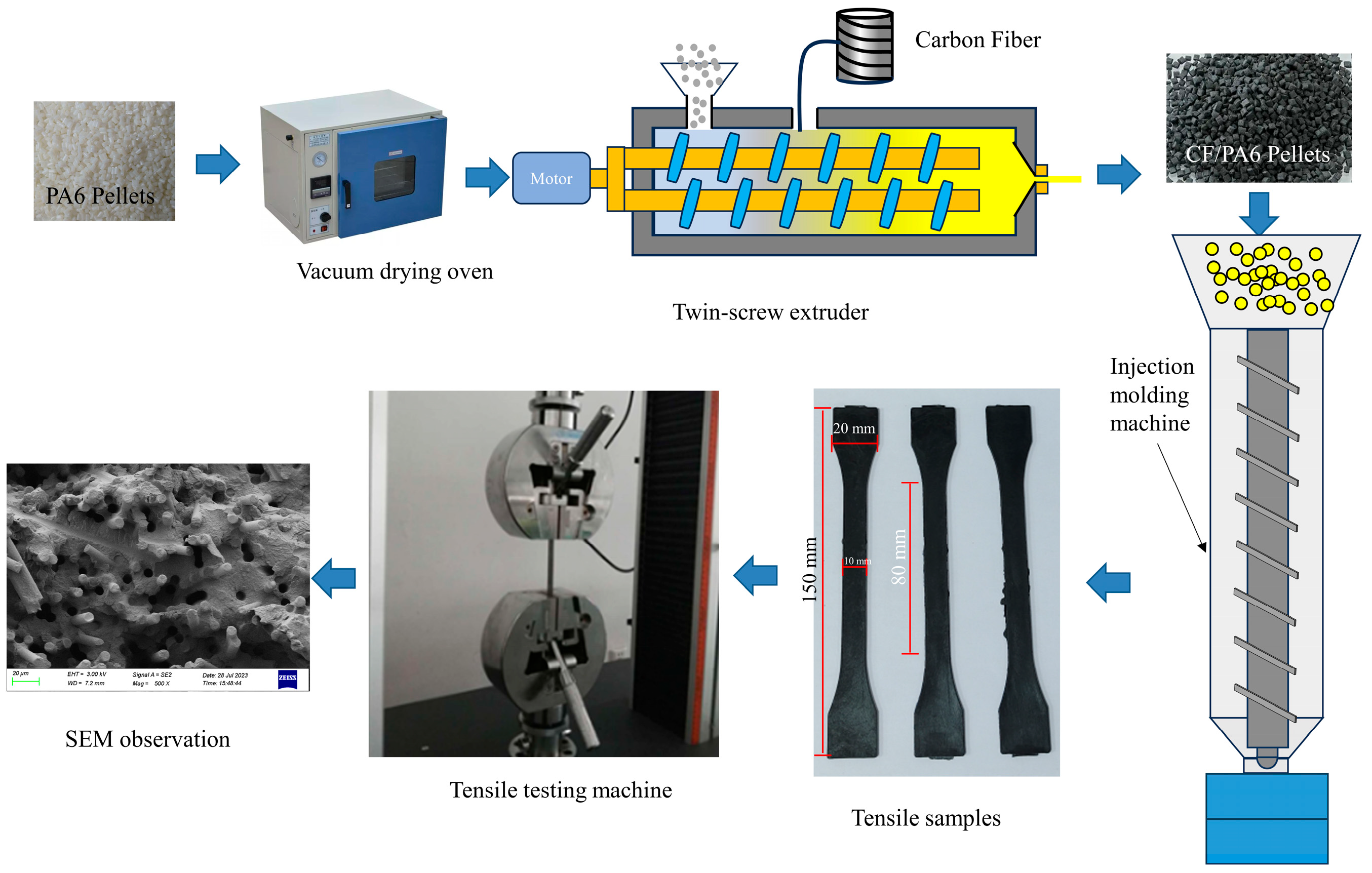
2.1. Materials
2.2. Sample Preparation
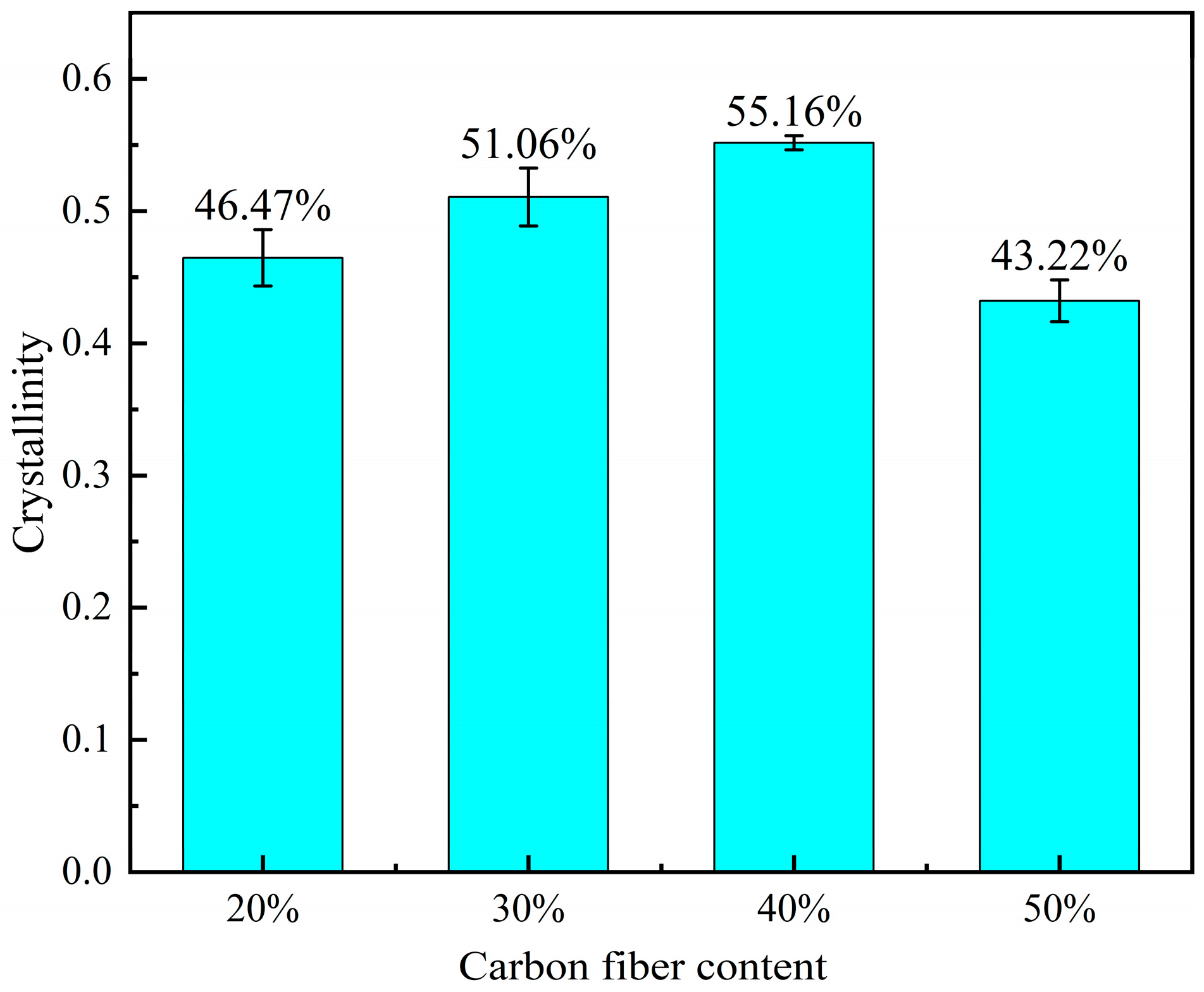
2.3. Crystallinity
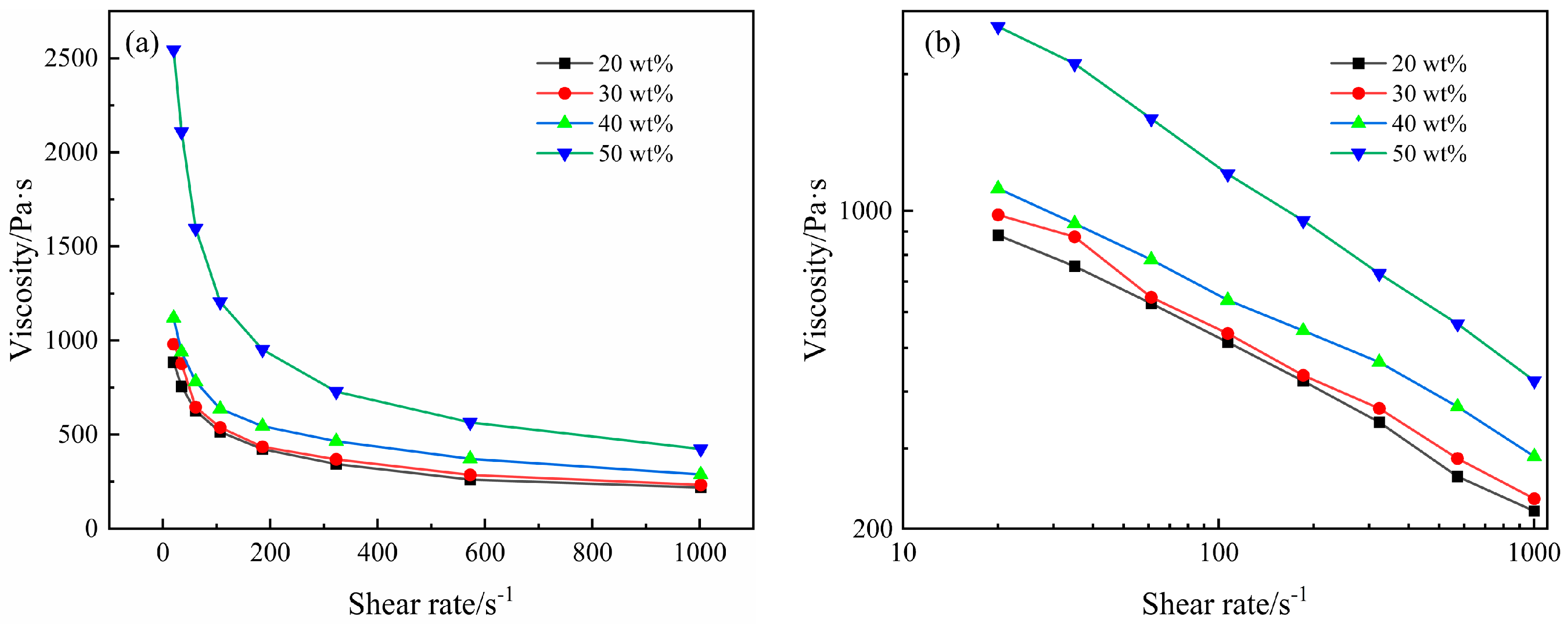
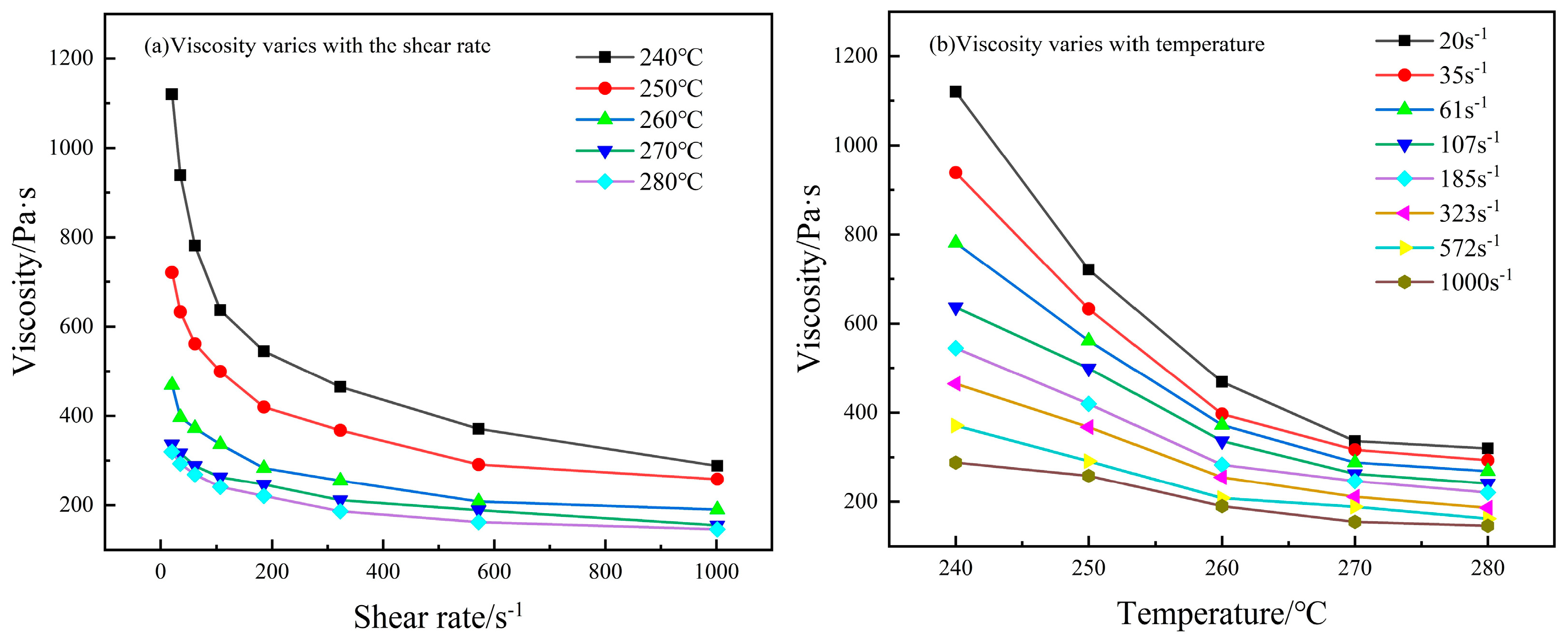
2.4. Rheological Properties
2.5. Tensile Strength
2.6. SEM Observation
3. Results and Discussion
3.1. Crystallinity
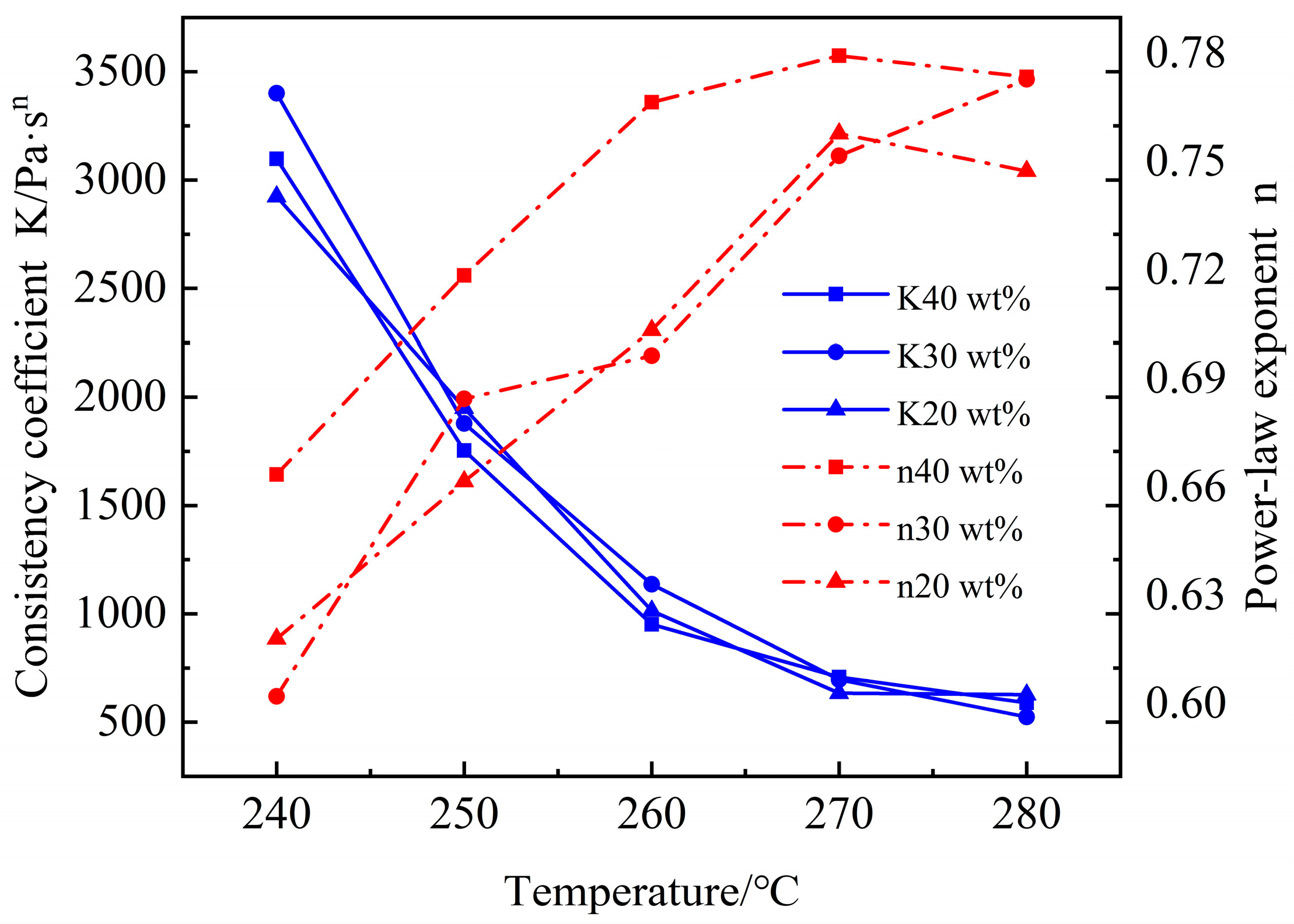
3.2. Steady-State Rheological
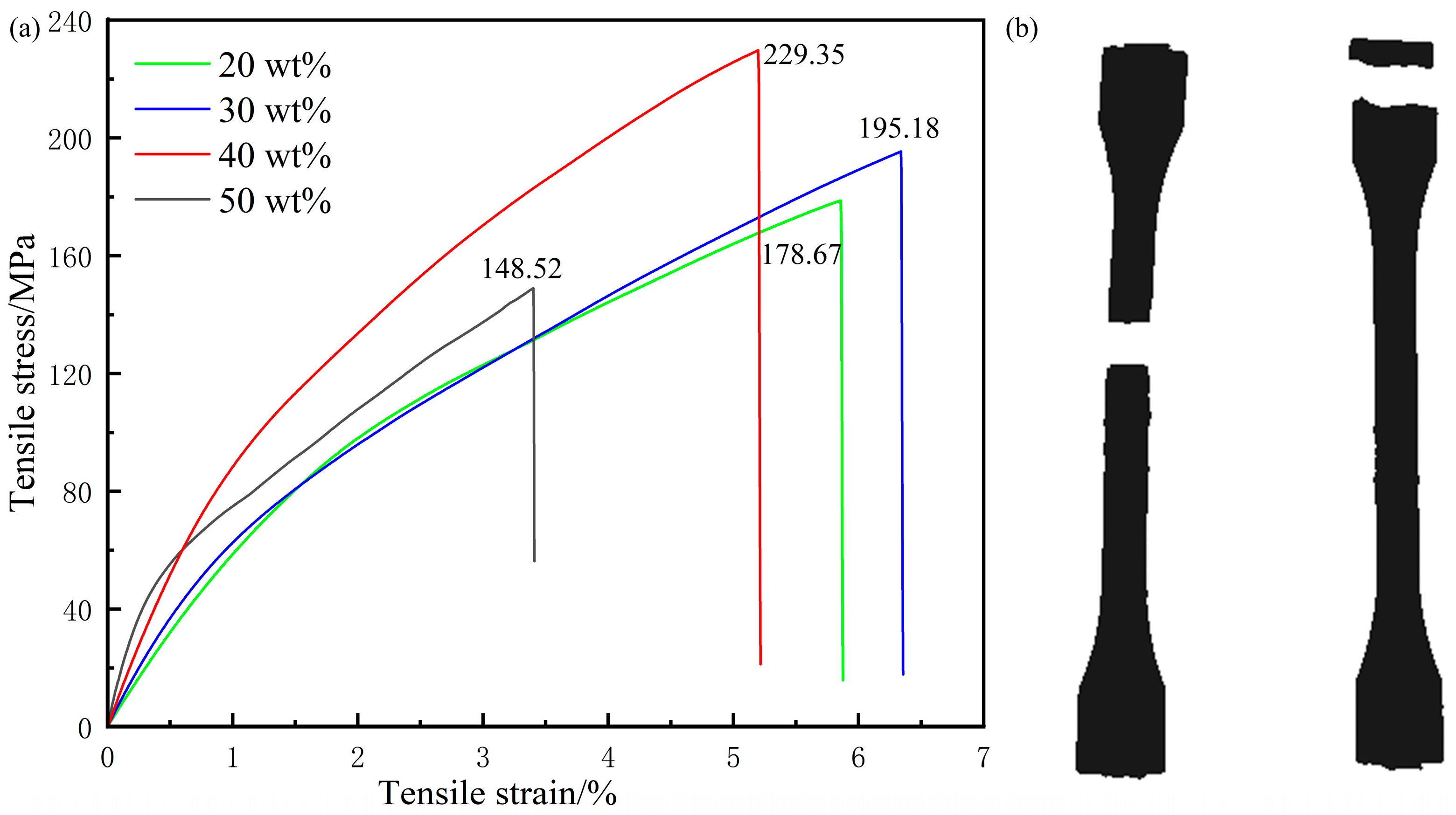
3.3. Tensile Strength
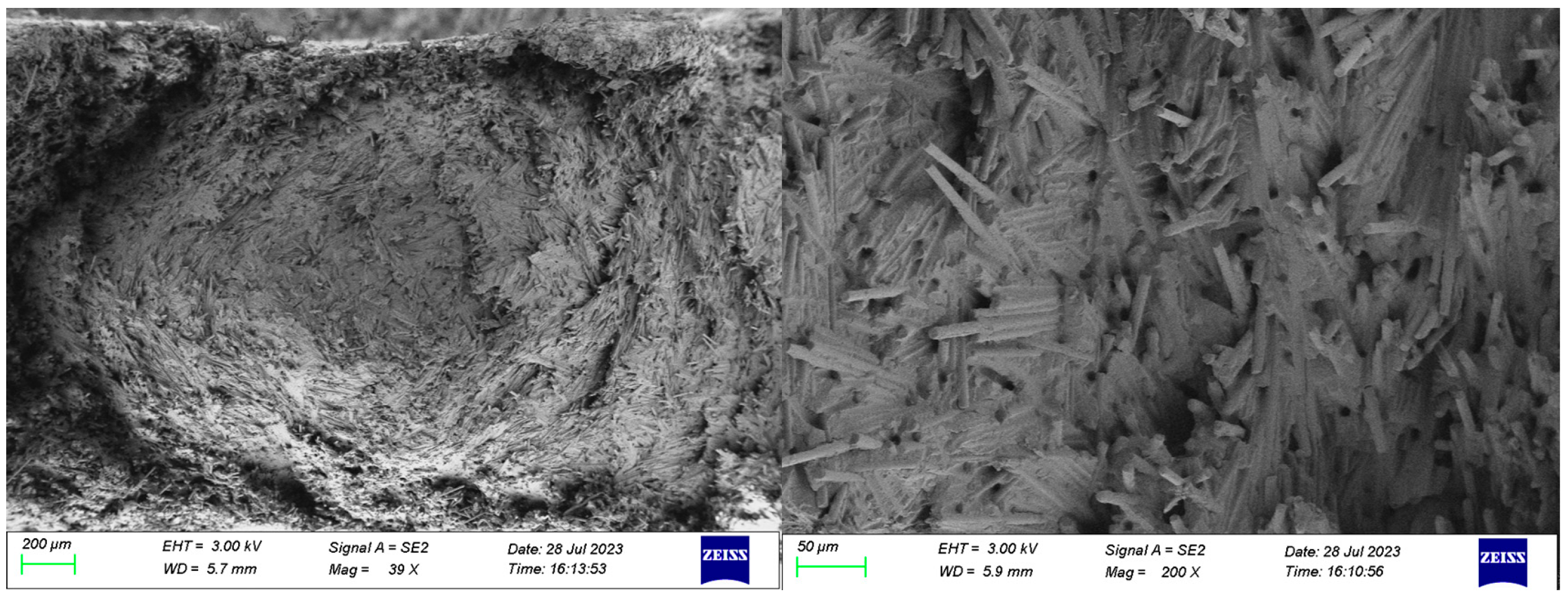
3.4. SEM Topography
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Pomazi, A.; Toldy, A. Development of fire retardant epoxy-based gelcoats for carbon fibre reinforced epoxy resin composites. Prog. Org. Coat. 2021, 151, 106015. [Google Scholar] [CrossRef]
- Kuwashiro, S.; Nakao, N.; Matsuda, S.; Kakibe, T.; Kishi, H. Ionic cross-linked methacrylic copolymers for carbon fiber reinforced thermoplastic composites. Express Polym. Lett. 2022, 16, 116–129. [Google Scholar] [CrossRef]
- Szebenyi, G. High-performance composites and medical applications of polymers-the sunny sides of the polymer industry. Express Polym. Lett. 2022, 16, 1113. [Google Scholar] [CrossRef]
- Campos, B.M.; Bourbigot, S.; Fontaine, G.; Bonnet, F. Thermoplastic matrix-based composites produced by resin transfer molding: A review. Polyme. Compos. 2022, 43, 2485–2506. [Google Scholar] [CrossRef]
- Toldy, A. Challenges and opportunities of polymer recycling in the changing landscape of European legislation. Express Polym. Lett. 2023, 17, 1081. [Google Scholar] [CrossRef]
- Valente, M.; Rossitti, I.; Biblioteca, I.; Sambucci, M. Thermoplastic Composite Materials Approach for More Circular Components: From Monomer to In Situ Polymerization, a Review. J. Compos. Sci. 2022, 6, 132. [Google Scholar] [CrossRef]
- Hirai, T.; Amano, K.; Onochi, Y.; Inoue, Y. Superior hygrothermal resistance and interfacial adhesion by ternary thermoplastic polymer blend matrix for carbon fiber composite. Compos. Part A Appl Sci. Manuf. 2021, 144, 106338. [Google Scholar] [CrossRef]
- Hirai, T.; Yagi, K.; Nakai, K.; Okamoto, K.; Matsunaga, T.; Okamoto, H. Transparent thermoplastic composite from a refractive index-adjustable polymer blend. Compos. Part B Eng. 2021, 225, 109258. [Google Scholar] [CrossRef]
- Ishikawa, T.; Amaoka, K.; Masubuchi, Y.; Yamamoto, T.; Yamanaka, A.; Arai, M.; Takahashi, J. Overview of automotive structural composites technology developments in Japan. Compos. Sci. Technol. 2018, 155, 221–246. [Google Scholar] [CrossRef]
- Um, H.-J.; Hwang, Y.-T.; Choi, K.-H.; Kim, H.-S. Effect of crystallinity on the mechanical behavior of carbon fiber reinforced polyethylene-terephthalate (CF/PET) composites considering temperature conditions, Compos. Sci. Technol. 2021, 207, 108745. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, Y.; Zhan, F.; Qiu, Y.; Chen, T.; Zhao, L. Crystallization behaviour of polyamide 4 and its effect on melting point. Polymer 2024, 291, 126613. [Google Scholar] [CrossRef]
- Xu, M.; Lu, J.; Zhao, J.; Wei, L.; Liu, T.; Zhao, L.; Park, C.B. Rheological and foaming behaviors of long-chain branched polyamide 6 with controlled branch length. Polymer 2021, 224, 123730. [Google Scholar] [CrossRef]
- Perez-Martin, H.; Mackenzie, P.; Baidak, A.; Bradaigh, C.M.O.; Ray, D. Crystallisation behaviour and morphological studies of PEKK and carbon fibre/PEKK composites. Compos. Part A Appl Sci. Manuf. 2022, 159, 106992. [Google Scholar] [CrossRef]
- Kim, Y.H.; Yoon, S.H.; Jang, S.H.; Lee, Y.K.; Sung, Y.T.; Lee, H.S.; Kim, W.N. Effects of Fiber Characteristics on the Rheological and Mechanical Proper ties of Polycarbonate/Carbon Fiber Composites. Compos. Interface 2009, 16, 477–491. [Google Scholar] [CrossRef]
- Das, A.; Etemadi, M.; Davis, B.A.; McKnight, S.H.; Williams, C.B.; Case, S.W.; Bortner, M.J. Rheological investigation of nylon-carbon fiber composites fabricated using material extrusion-based additive manufacturing. Polym. Compos. 2021, 42, 6010–6024. [Google Scholar] [CrossRef]
- Li, X.; He, J.; Hu, Z.; Ye, X.; Wang, S.; Zhao, Y.; Wang, B.; Ou, Y.; Zhang, J. High strength carbon-fiber reinforced polyamide 6 composites additively manufactured by screw-based extrusion. Compos. Sci. Technol. 2022, 229, 109707. [Google Scholar] [CrossRef]
- Atabek Savas, L.; Mutlu, A.; Dike, A.S.; Tayfun, U.; Dogan, M. Effect of carbon fiber amount and length on flame retardant and mechanical properties of intumescent polypropylene composites. J. Compos. Mater. 2018, 52, 519–530. [Google Scholar] [CrossRef]
- GB/T 1447-2005; Fiber-Reinforced Plastics Composites—Determination of Tensile Properties. Standardization Administration of the People’s Republic of China: Beijing, China, 2005.
- GB/T 1040.2-2022; Plastics-Determination of Tensile Properties-Part II: Test Conditions for Moulding and Extrusion Plastics. Standardization Administration of the People’s Republic of China: Beijing, China, 2022.
- Rwei, S.-P.; Ranganathan, P.; Lee, Y.-H. Isothermal Crystallization Kinetics Study of Fully Aliphatic PA6 Copolyamides: Effect of Novel Long-Chain Polyamide Salt as a Comonomer. Polymers 2019, 11, 472. [Google Scholar] [CrossRef]
- Zhang, J.; Han, Y.; Wang, Z. Accelerating Effects of Flow Behavior Index n on Breakup Dynamics for Droplet Evolution in Non-Newtonian Fluids. Materials 2022, 15, 4392. [Google Scholar] [CrossRef]
- Wang, Z.; Bai, E.; Ren, B.; Huang, H.; Ren, W. Effect of carbon fiber on the properties of polymer cement based building sealant. J. Appl. Polym. Sci. 2022, 139, e53149. [Google Scholar] [CrossRef]
- Unterweger, C.; Mayrhofer, T.; Piana, F.; Duchoslav, J.; Stifter, D.; Poitzsch, C.; Furst, C. Impact of fiber length and fiber content on the mechanical properties and electrical conductivity of short carbon fiber reinforced polypropylene composites. Compos. Sci. Technol. 2020, 188, 107998. [Google Scholar] [CrossRef]
- Nargis, R.A.; Jack, D.A. Fiber Orientation Quantification for Large Area Additively Manufactured Parts Using SEM Imaging. Polymers 2023, 15, 2871. [Google Scholar] [CrossRef] [PubMed]
- Botelho, E.C.; Figiel, Ł.; Rezende, M.C.; Lauke, B. Mechanical behavior of carbon fiber reinforced polyamide composites. Compos. Sci. Technol. 2003, 63, 1843–1855. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mass Fraction of CF/wt.% | T1/°C | T2/°C | T3/°C | |
|---|---|---|---|---|
| 20 | 200.91 | 191.59 | 9.32 | 69.89 |
| 30 | 200.10 | 190.95 | 9.15 | 67.19 |
| 40 | 199.62 | 191.63 | 7.99 | 62.22 |
| 50 | 198.61 | 190.65 | 7.96 | 40.63 |
| 20 wt.% | 30 wt.% | 40 wt.% | 50 wt.% | |
|---|---|---|---|---|
| 1048.33 | 1241.84 | 1655.35 | 3333.05 | |
| 0.06 | 0.07 | 0.15 | 0.07 | |
| 0.62 | 0.60 | 0.66 | 0.51 | |
| 2923.58 | 3401.05 | 3098.07 | 11,600.35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; He, L.; Yang, D.; Liang, J.; Zhao, R.; Wang, Z.; Li, X.; Chen, Z. Effects of Carbon Fiber Content on the Crystallization and Rheological Properties of Carbon Fiber-Reinforced Polyamide 6. Polymers 2024, 16, 2395. https://doi.org/10.3390/polym16172395
Liu J, He L, Yang D, Liang J, Zhao R, Wang Z, Li X, Chen Z. Effects of Carbon Fiber Content on the Crystallization and Rheological Properties of Carbon Fiber-Reinforced Polyamide 6. Polymers. 2024; 16(17):2395. https://doi.org/10.3390/polym16172395
Chicago/Turabian StyleLiu, Jianglin, Lang He, Dongdong Yang, Jianguo Liang, Runtian Zhao, Zhihui Wang, Xiaodong Li, and Zhanchun Chen. 2024. "Effects of Carbon Fiber Content on the Crystallization and Rheological Properties of Carbon Fiber-Reinforced Polyamide 6" Polymers 16, no. 17: 2395. https://doi.org/10.3390/polym16172395