

Enhancing the Fire Resistance of Ablative Materials: Role of the Polymeric Matrix and Silicon Carbide Reinforcement


Abstract
:
1. Introduction
2. Materials and Methods
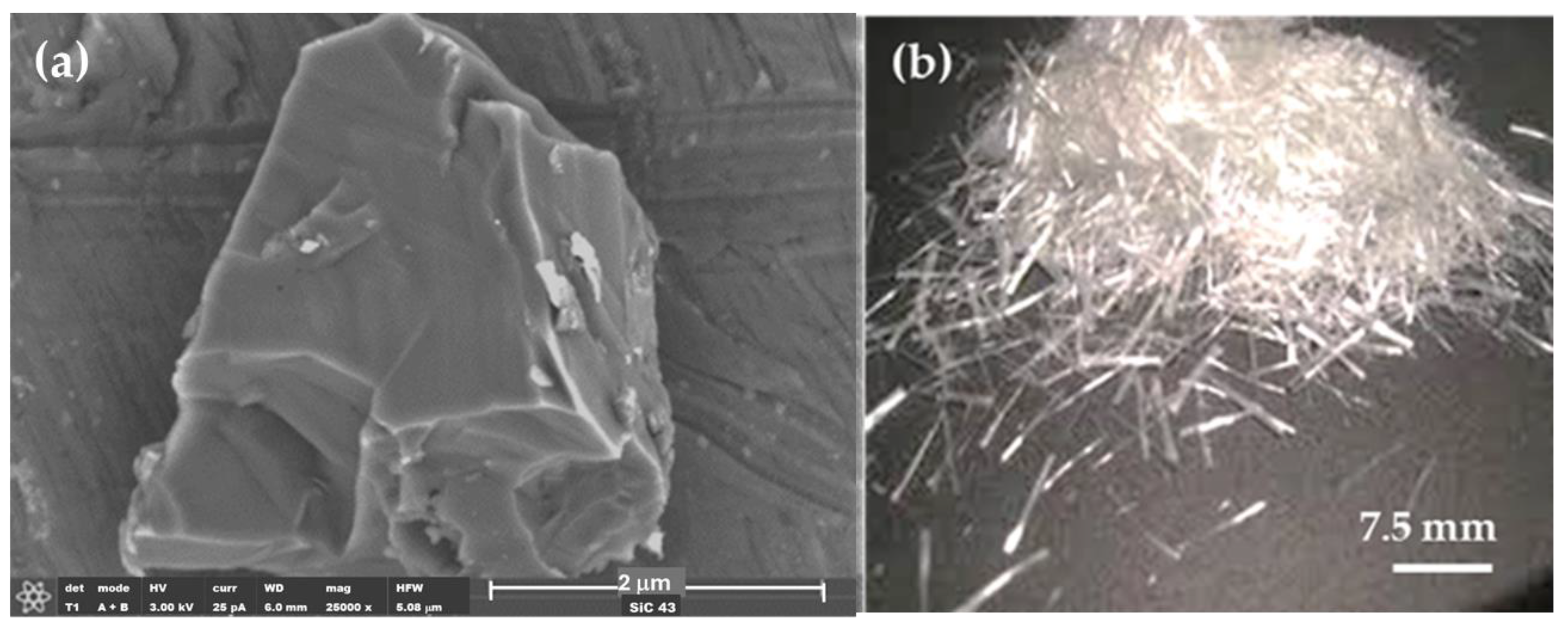
2.1. Materials
2.2. Sample Preparation
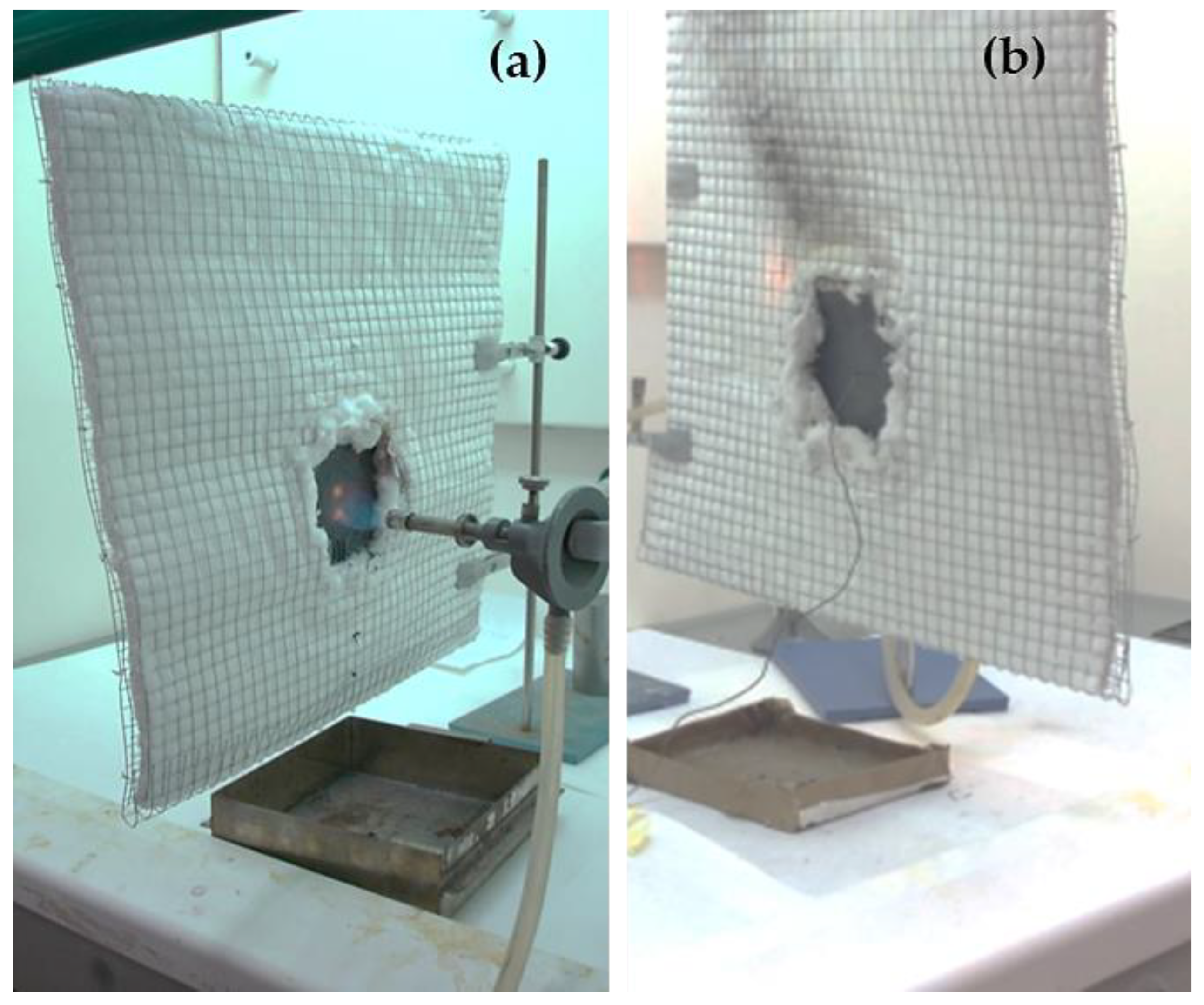
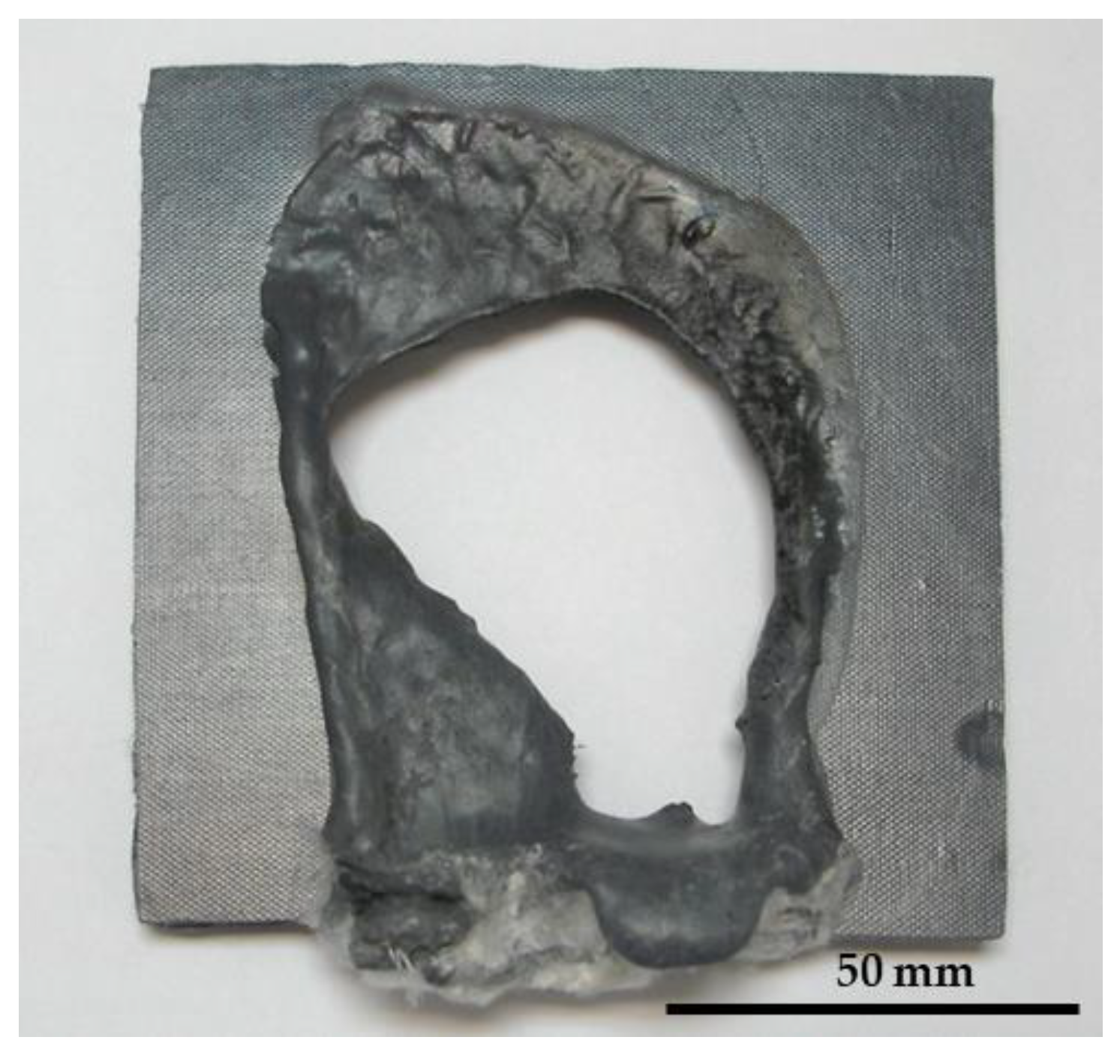
2.3. Fire Test
2.4. Wear Test
2.5. Impact Test
2.6. Differential Scanning Calorimetric (DSC) Technique
3. Results
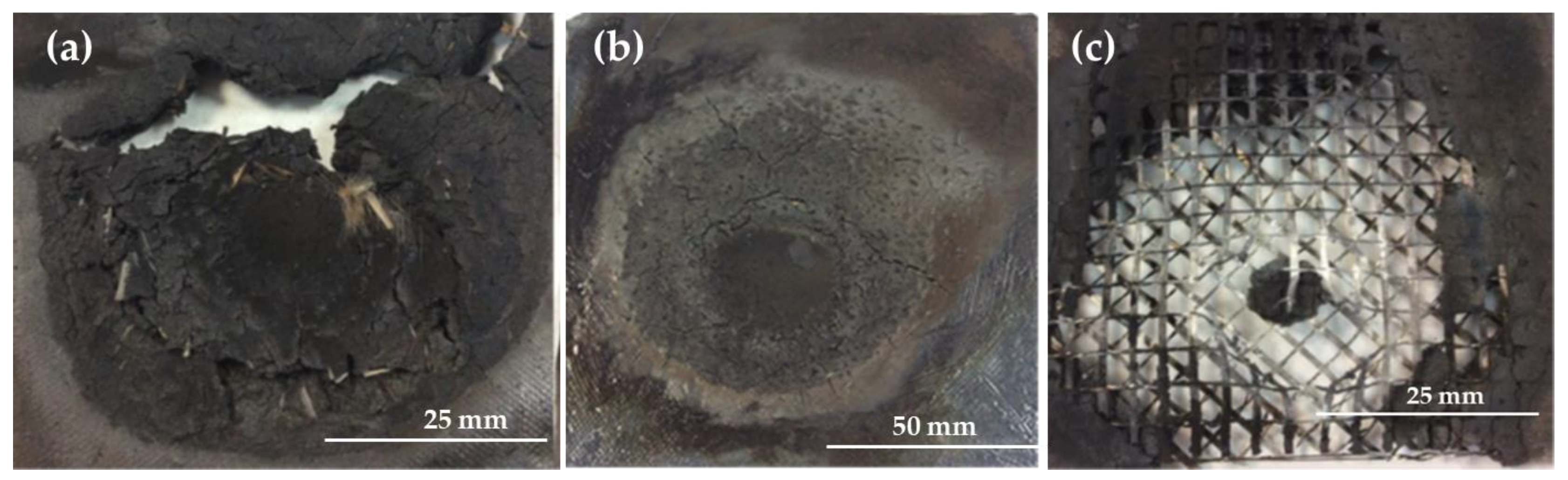
3.1. Fire Test
3.1.1. Polypropylene
3.1.2. Polyester
3.2. Wear Tests
3.3. Impact Test
4. Discussion
4.1. Fire Resistance
4.1.1. Polypropylene
4.1.2. Polyester Resin
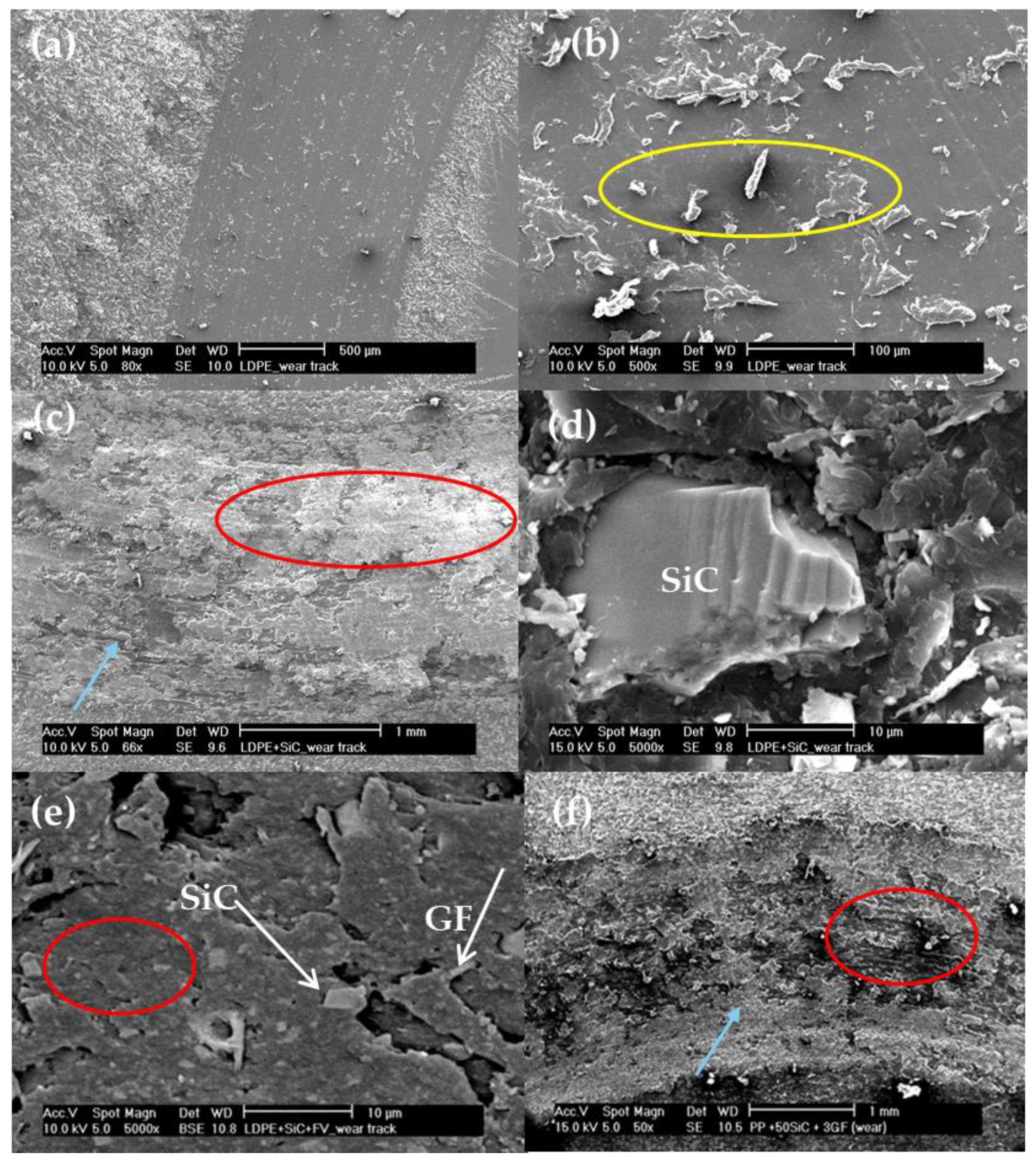
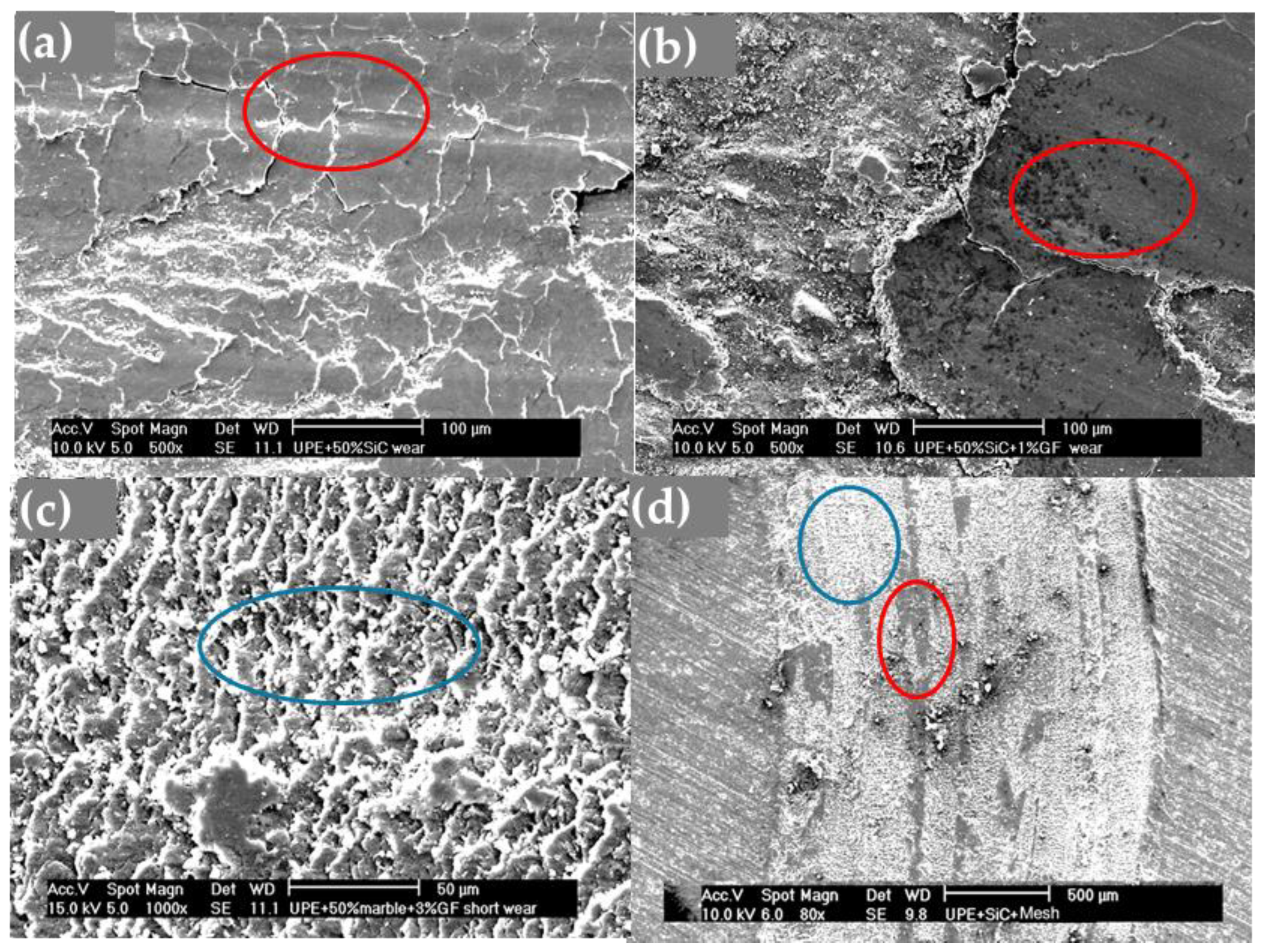
4.2. Wear Behaviour
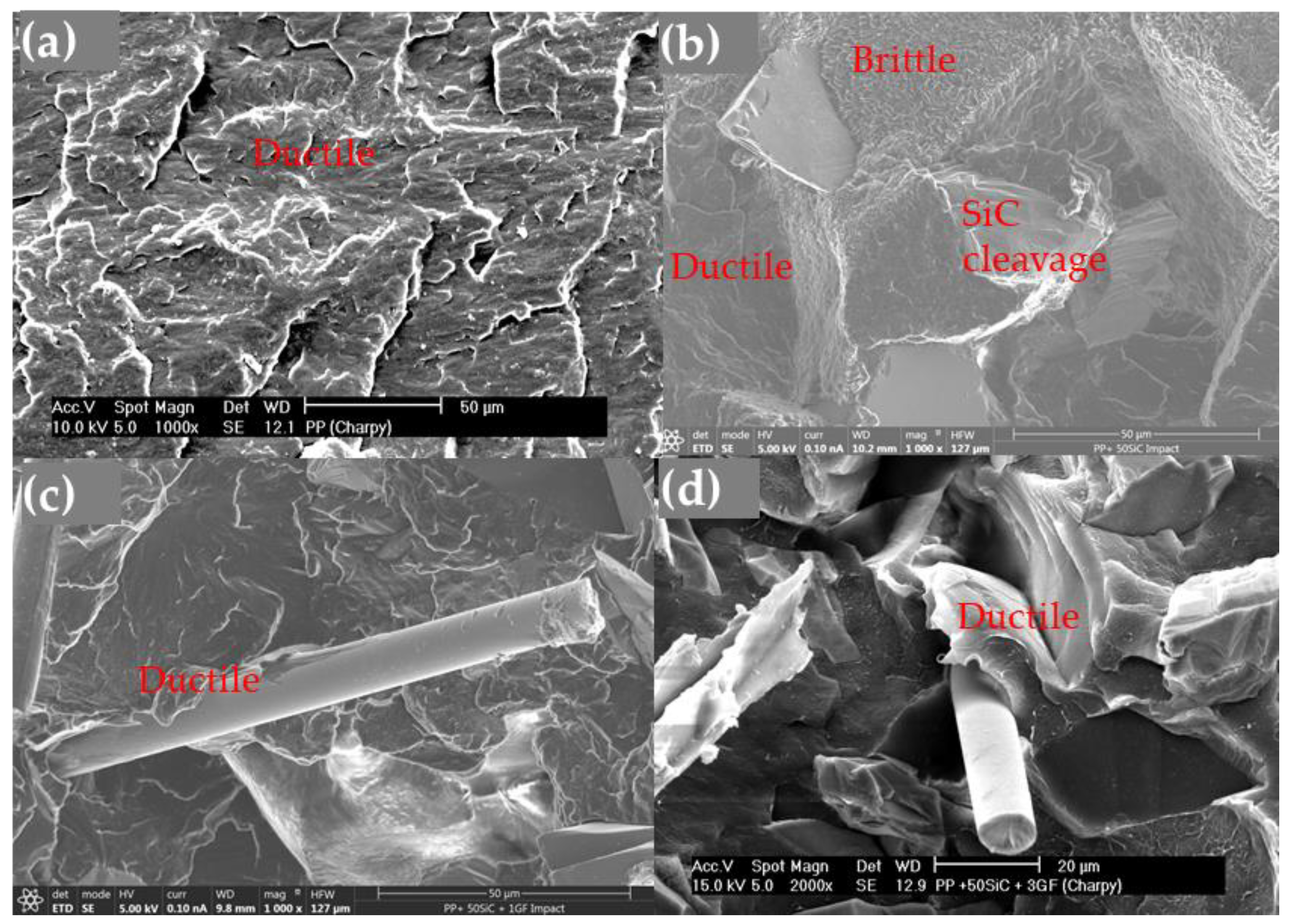
4.3. Impact Resistance
4.4. Comparison between Composites
5. Conclusions
- (a)
- Fire resistance:
- -
- Polypropylene (PP): the fire resistance of PP improves with the addition of SiC and glass fibers (GFs), which form a protective silica layer that insulates and reduces smoke.
- -
- Polyester resin (UPE): UPE decomposes at high temperatures, but the addition of GF improves its fire resistance by forming protective carbon layers.
- (b)
- Wear behavior:
- -
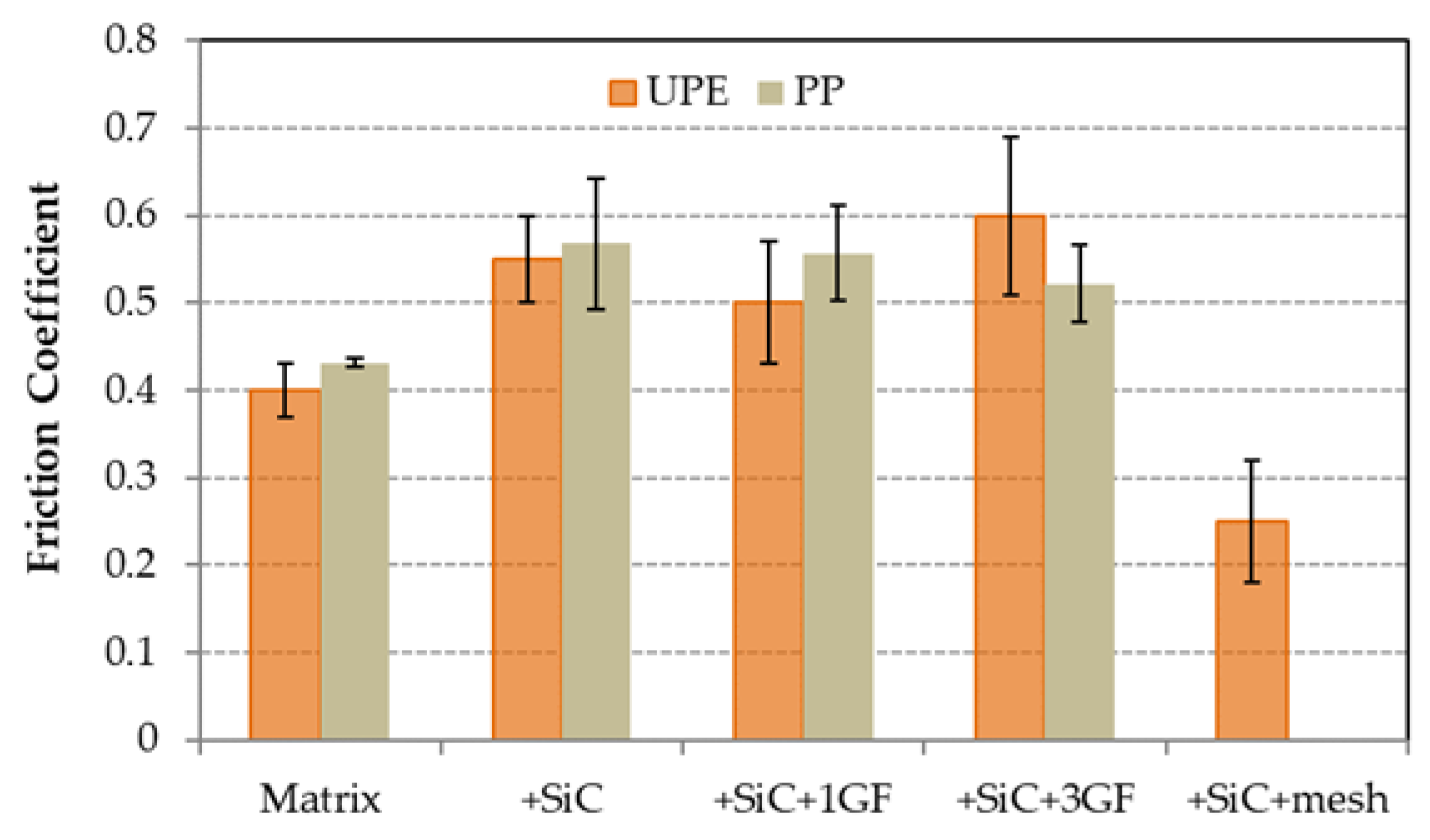
- PP matrix composites: Their behavior is derived from the ductile matrix of PP, which results in narrower and shallower wear tracks. This behavior is improved by adding SiC and GF.
- -
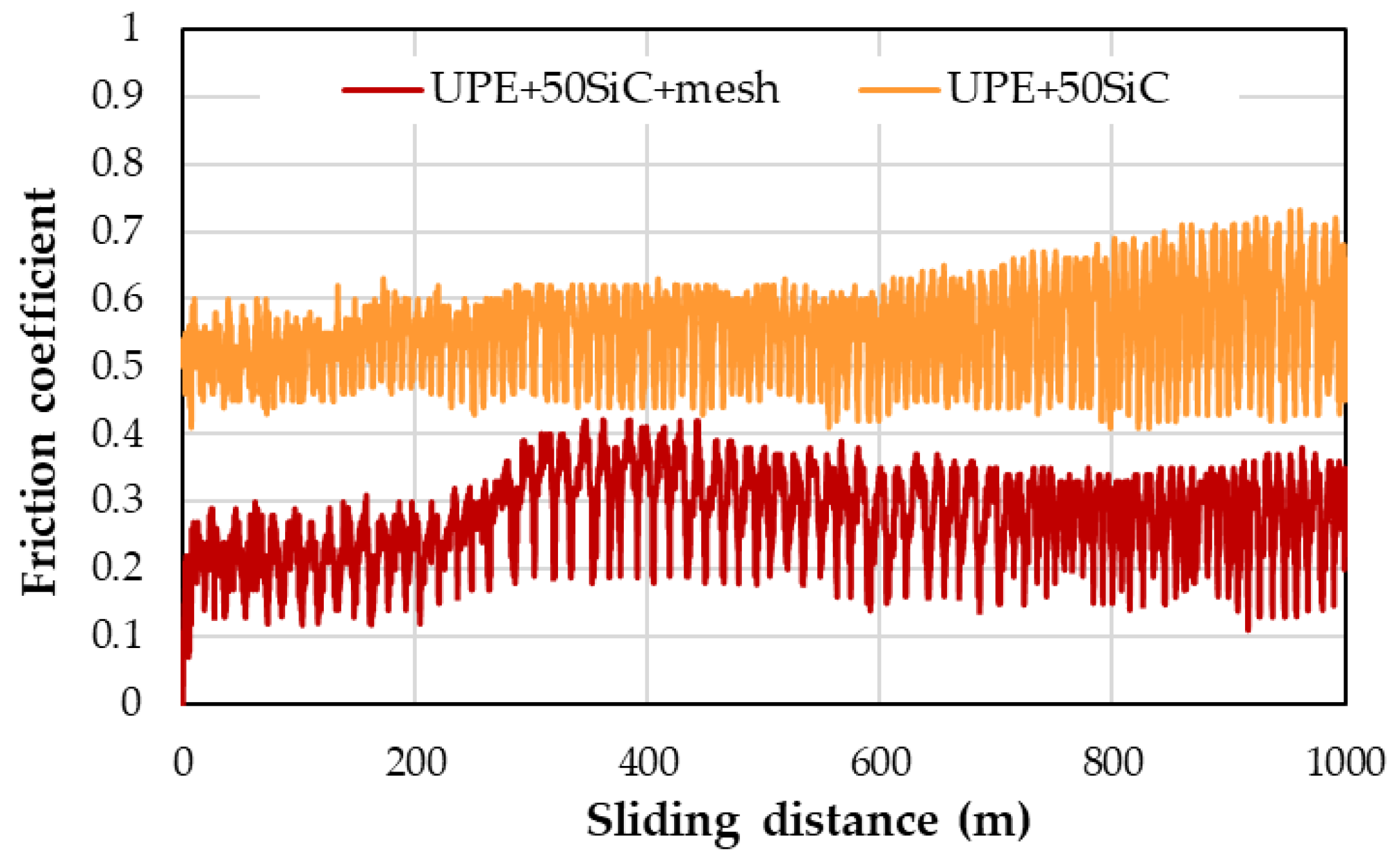
- UPE matrix composites: although the wear of the UPE matrix is relatively high, its wear resistance increases with SiC and GF, forming wedge-shaped agglomerates that reduce the depth of wear.
- (c)
- Impact resistance:
- -
- Effect of GF: the addition of GF increases energy absorption and resilience.
- -
- PP versus UPE: PP becomes more rigid with SiC, which reduces resilience, while UPE compounds become more resistant and have increased resilience with SiC and GF, being particularly high when a mesh is added.
- (d)
- The best material for industrial applications:
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Torre, L.; Kenny, J.M.; Maffezzoli, A.M. Degradation Behaviour of a Composite Material for Thermal Protection Systems Part I—Experimental Characterization. J. Mater. Sci. 1998, 33, 3137–3143. [Google Scholar] [CrossRef]
- Pulci, G.; Tirillò, J.; Marra, F.; Fossati, F.; Bartuli, C.; Valente, T. Carbon-Phenolic Ablative Materials for Re-Entry Space Vehicles: Manufacturing and Properties. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1483–1490. [Google Scholar] [CrossRef]
- Cheng, H.; Xue, H.; Hong, C.; Zhang, X. Preparation, Mechanical, Thermal and Ablative Properties of Lightweight Needled Carbon Fibre Felt/Phenolic Resin Aerogel Composite with a Bird’s Nest Structure. Compos. Sci. Technol. 2017, 140, 63–72. [Google Scholar] [CrossRef]
- Rallini, M.; Torre, L.; Kenny, J.M.; Natali, M. Effect of Boron Carbide Nanoparticles on the Thermal Stability of Carbon/Phenolic Composites. Polym. Compos. 2017, 8, 1819–1827. [Google Scholar] [CrossRef]
- Cheon, J.H.; Shin, E.S. Assessment of the Ablation Characteristics of Carbon/Phenolic Composites Using X-Ray Microtomography. Compos. Sci. Technol. 2019, 182, 107740. [Google Scholar] [CrossRef]
- Milos, F.S.; Gasch, M.J.; Prabhu, D.K.; Russell, G. Conformal Phenolic Impregnated Carbon Ablator Arcjet Testing, Ablation, and Thermal Response. J. Spacecr. Rocket. 2015, 52, 804–812. [Google Scholar] [CrossRef]
- Bessire, B.K.; Minton, T.K. Decomposition of Phenolic Impregnated Carbon Ablator (PICA) as a Function of Temperature and Heating Rate. ACS Appl. Mater. Interfaces 2017, 9, 21422–21437. [Google Scholar] [CrossRef] [PubMed]
- Natali, M.; Puri, I.; Kenny, J.M.; Torre, L.; Rallini, M. Microstructure and Ablation Behavior of an Affordable and Reliable Nanostructured Phenolic Impregnated Carbon Ablator (PICA). Polym. Degrad. Stab. 2017, 141, 84–96. [Google Scholar] [CrossRef]
- Zhang, J.; Fang, G.D.; Yang, L.W.; Li, W.; Hong, C.Q.; Meng, S.H. Comparison of Ablative and Compressive Mechanical Behavior of Several PICA-like Ablative Materials. Sci. China Technol. Sci. 2020, 63, 1478–1486. [Google Scholar] [CrossRef]
- Liu, D.; Chen, H.; Chacon, L.A.; Ramu, V.M.; Poovathingal, S.J. Micro-CT Image-Based Computation of Effective Thermal and Mechanical Properties of Fibrous Porous Materials. Compos. Part B Eng. 2024, 281, 111502. [Google Scholar] [CrossRef]
- Park, J.K.; Cho, D.; Kang, T.J. A Comparison of the Interfacial, Thermal, and Ablative Properties between Spun and Filament Yarn Type Carbon Fabric/Phenolic Composites. Carbon 2004, 42, 795–804. [Google Scholar] [CrossRef]
- Bafekrpour, E.; Simon, G.P.; Yang, C.; Chipara, M.; Habsuda, J.; Fox, B. A Novel Carbon Nanofibre/Phenolic Nanocomposite Coated Polymer System for Tailoring Thermal Behaviour. Compos. Part A Appl. Sci. Manuf. 2013, 46, 80–88. [Google Scholar] [CrossRef]
- Park, J.M.; Kwon, D.J.; Wang, Z.J.; Roh, J.U.; Lee, W.I.; Park, J.K.; Lawrence Devries, K. Effects of Carbon Nanotubes and Carbon Fiber Reinforcements on Thermal Conductivity and Ablation Properties of Carbon/Phenolic Composites. Compos. Part B Eng. 2014, 67, 22–29. [Google Scholar] [CrossRef]
- Natali, M.; Monti, M.; Puglia, D.; Kenny, J.M.; Torre, L. Ablative Properties of Carbon Black and MWNT/Phenolic Composites: A Comparative Study. Compos. Part A Appl. Sci. Manuf. 2012, 43, 174–182. [Google Scholar] [CrossRef]
- Si, J.; Li, J.; Wang, S.; Li, Y.; Jing, X. Enhanced Thermal Resistance of Phenolic Resin Composites at Low Loading of Graphene Oxide. Compos. Part A Appl. Sci. Manuf. 2013, 54, 166–172. [Google Scholar] [CrossRef]
- Ma, Y.; Yang, Y.; Lu, C.; Wen, X.; Liu, X.; Lu, K.; Wu, S.; Liu, Q. Extraordinary Improvement of Ablation Resistance of Carbon/Phenolic Composites Reinforced with Low Loading of Graphene Oxide. Compos. Sci. Technol. 2018, 167, 53–61. [Google Scholar] [CrossRef]
- Srikanth, I.; Padmavathi, N.; Kumar, S.; Ghosal, P.; Kumar, A.; Subrahmanyam, C. Mechanical, Thermal and Ablative Properties of Zirconia, CNT Modified Carbon/Phenolic Composites. Compos. Sci. Technol. 2013, 80, 1–7. [Google Scholar] [CrossRef]
- Shi, S.; Li, L.; Liang, J.; Tang, S. Surface and Volumetric Ablation Behaviors of SiFRP Composites at High Heating Rates for Thermal Protection Applications. Int. J. Heat Mass Transf. 2016, 102, 1190–1198. [Google Scholar] [CrossRef]
- Shi, S.; Yi, F.; Tang, S.; Gong, C.; Wang, Y. A Solar Radiant Heating Apparatus for Measuring the Thermal Behavior of Silica Fiber Phenolic Composite for Thermal Protection Applications. Appl. Therm. Eng. 2016, 106, 236–243. [Google Scholar] [CrossRef]
- Cheng, T.; Wang, X.; Zhang, R.; Pei, Y.; Ai, S.; He, R.; Fang, D.; Yang, Y. Tensile Properties of Two-Dimensional Carbon Fiber Reinforced Silicon Carbide Composites at Temperatures up to 2300 °C. J. Eur. Ceram. Soc. 2020, 40, 630–635. [Google Scholar] [CrossRef]
- Ren, Y.; Qian, Y.; Xu, J.; Jiang, Y.; Zuo, J.; Li, M. Oxidation and Cracking/Spallation Resistance of ZrB2–SiC–TaSi2–Si Coating on Siliconized Graphite at 1500 °C in Air. Ceram. Int. 2020, 46, 6254–6261. [Google Scholar] [CrossRef]
- Meng, S.; Zhou, Y.; Xie, W.; Yi, F.; Du, S. Multiphysics Coupled Fluid/Thermal/Ablation Simulation of Carbon/Carbon Composites. J. Spacecr. Rocket. 2016, 53, 930–935. [Google Scholar] [CrossRef]
- Li, W.; Huang, J.; Zhang, Z.; Huang, H.; Liang, J.; Wang, L. Evaluation Method and Key Factor Analysis for Thermal Protection Performance of Multifunctional Integrated Ablative Materials. Polym. Compos. 2020, 41, 5043–5058. [Google Scholar] [CrossRef]
- Li, W.; Huang, J.; Zhang, Z.; Wang, L.; Huang, H.; Liang, J. A Model for Thermal Protection Ablative Material with Local Thermal Non-Equilibrium and Thermal Radiation Mechanisms. Acta Astronaut. 2021, 183, 101–111. [Google Scholar] [CrossRef]
- Olawoyin, R. Nanotechnology: The Future of Fire Safety. Saf. Sci. 2018, 110, 214–221. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, S.; Yoon, H. Fire-Safe Polymer Composites: Flame-Retardant Effect of Nanofillers. Polymers 2021, 13, 540. [Google Scholar] [CrossRef]
- Shahari, S.; Fathullah, M.; Abdullah, M.M.A.B.; Shayfull, Z.; Mia, M.; Budi Darmawan, V.E. Recent Developments in Fire Retardant Glass Fibre Reinforced Epoxy Composite and Geopolymer as a Potential Fire-Retardant Material: A Review. Constr. Build. Mater. 2021, 277, 122246. [Google Scholar] [CrossRef]
- Vahabi, H.; Rastin, H.; Movahedifar, E.; Antoun, K.; Brosse, N.; Saeb, M.R. Flame Retardancy of Bio-Based Polyurethanes: Opportunities and Challenges. Polymers 2020, 12, 1234. [Google Scholar] [CrossRef] [PubMed]
- Mastalska-Popławska, J.; Kadac, K.; Izak, P.; Gierej, M.; Stempkowska, A.; Góral, Z. The Influence of Ceramic Additives on Intumescence and Thermal Activity of Epoxy Coatings for Steel. J. Appl. Polym. Sci. 2021, 138, 49914. [Google Scholar] [CrossRef]
- Yu, B.; Wang, X.; Qian, X.; Xing, W.; Yang, H.; Ma, L.; Lin, Y.; Jiang, S.; Song, L.; Hu, Y.; et al. Functionalized Graphene Oxide/Phosphoramide Oligomer Hybrids Flame Retardant Prepared via in Situ Polymerization for Improving the Fire Safety of Polypropylene. RSC Adv. 2014, 4, 31782–31794. [Google Scholar] [CrossRef]
- Wang, X.; Guo, W.; Cai, W.; Wang, J.; Song, L.; Hu, Y. Recent Advances in Construction of Hybrid Nano-Structures for Flame retardant Polymers Application. Appl. Mater. Today 2020, 20, 100762. [Google Scholar] [CrossRef]
- Hermann, J.P.; Osorio, J.D.; Robayo-Salazar, R.A. Ablative Composites of Polymeric Matrix (Polyester Resin) Reinforced with Industrial Residue Materials and Fiberglass. Rev. Ing. Univ. Medellín 2020, 19, 223–237. [Google Scholar] [CrossRef]
- ASTM G99-05; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2010.
- Shipway, P.H.; Kirk, A.M.; Bennett, C.J.; Zhu, T. Understanding and Modelling Wear Rates and Mechanisms in Fretting via the Concept of Rate-Determining Processes—Contact Oxygenation, Debris Formation and Debris Ejection. Wear 2021, 486–487, 204066. [Google Scholar] [CrossRef]
- Ni, C. Scanning Electron Microscopy (SEM). In Encyclopedia of Tribology; Wang, Q.J., Chung, Y., Eds.; Springer: Boston, MA, USA, 2013; pp. 2977–2982. [Google Scholar]
- ASTM E23-24; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2024.
- Kaiser, G.; Füglein, E.; Jeschke, Y.; Kapsch, E.; Steidl, D. Handbook Differential Scanning Calorimetry (DSC) on Polymers; NETZSCH Gerätebau GmbH: Selb, Germany, 2015. [Google Scholar]
- Balkaev, D.; Neklyudov, V.; Starshinova, V.; Stolov, M.; Amirova, L.M.; Ziyatdinova, A.; Amirov, R.R. Novel Nucleating Agents for Polypropylene and Modifier of its Physical-Mechanical Properties. Mater. Today Commun. 2021, 26, 101783. [Google Scholar] [CrossRef]
- Kord, B. Effect of Nanoparticles Loading on Properties of Polymeric Composite Based on Hemp Fiber/Polypropylene. J. Thermoplast. Compos. Mater. 2012, 25, 793–806. [Google Scholar] [CrossRef]
- Velmurugan, G.; Chohan, J.S.; Muhammed Abraar, S.A.; Sathish, R.; Senthil Murugan, S.; Nagaraj, M.; Suresh Kumar, S.; Siva Shankar, V.; Elil Raja, D. Investigation of Nano SiO2 Filler Loading on Mechanical and Flammability Properties of Jute-Based Hybrid Polypropylene Composites. Silicon 2023, 15, 7247–7263. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Mathys, Z.; Gibson, A.G. Heat Release of Polymer Composites in Fire. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1040–1054. [Google Scholar] [CrossRef]
- Laoubi, K.; Hamadi, Z.; Ahmed Benyahia, A.; Serier, A.; Azari, Z. Thermal Behavior of E-Glass Fiber-Reinforced Unsaturated Polyester Composites. Compos. Part B Eng. 2014, 56, 520–526. [Google Scholar] [CrossRef]
- Ricciardi, M.R.; Antonucci, V.; Zarrelli, M.; Giordano, M. Fire Behavior and Smoke Emission of Phosphate–Based Inorganic Fire-retarded Polyester Resin. Fire Mater. 2012, 36, 203–215. [Google Scholar] [CrossRef]
- Chu, F.; Yu, X.; Hou, Y.; Mu, X.; Song, L.; Hu, W. A Facile Strategy to Simultaneously Improve the Mechanical and Fire Safety Properties of Ramie Fabric-Reinforced Unsaturated Polyester Resin Composites. Compos. Part A Appl. Sci. Manuf. 2018, 115, 264–273. [Google Scholar] [CrossRef]
- Van der Heide, E.; Schipper, D.J. Volume 18, Friction, Lubrication, and Wear Technology; Chapter “Basic Theory of Solid Friction”; Totten, G.E.P.S.U., Ed.; ASM International: Materials Park, OH, USA, 2017; pp. 35–42. ISBN 978-1-62708-141-2. [Google Scholar]
- Fivel, M.; Franc, J.-P. Volume 18, Fricition, Lubrication, and Wear Technology; Chapter “Cavitation Erosion”; Totten, G.E., Ed.; ASM International: Materials Park, OH, USA, 2017; pp. 290–299. ISBN 978-1-62708-141-2. [Google Scholar]
- Mekicha, M.A.; de Rooij, M.B.; Mishra, T.; Matthews, D.T.A.; Jacobs, L.; Schipper, D.J. Study of Wear Particles Formation at Single Asperity Contact: An Experimental and Numerical Approach. Wear 2021, 470–471, 203644. [Google Scholar] [CrossRef]
- Abenojar, J.; Martínez, M.A.; de Armentia, S.L.; Paz, E.; del Real, J.C.; Velasco, F. Mechanical Properties and Fire-Resistance of Composites with Marble Particles. J. Mater. Res. Technol. 2021, 12, 1403–1417. [Google Scholar] [CrossRef]
- Nayak, S.K.; Satapathy, A. Development and Characterization of Polymer-Based Composites Filled with Micro-Sized Waste Marble Dust. Polym. Polym. Compos. 2021, 29, 497–508. [Google Scholar] [CrossRef]
- Abdelbary, A. Wear of Polymers and Composites; Woodhead, P., Ed.; Elsevier Science: Kidlington, UK, 2015; ISBN 978-1-78242-178-8. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix | Reinforcement | Nomenclature |
|---|---|---|
| PP | 50 wt% SiC | PP + 50SiC |
| 50 wt% SiC + 1 wt% GF | PP + 50SiC + 1GF | |
| 50 wt% SiC + 3 wt% GF | PP + 50SiC + 3GF | |
| UPE | 50 wt% SiC | UPE + 50SiC |
| 50 wt% SiC + 1 wt% GF | UPE + 50SiC + 1GF | |
| 50 wt% SiC + 3 wt% GF | UPE + 50SiC + 3GF | |
| 50 wt% SiC + mesh GF | UPE + 50SiC + mesh |
| PP Composites | Time (s) |
|---|---|
| PP + SiC | 65 |
| PP + 50SiC + 1GF | 74 |
| PP + 50SiC + 3GF | 105 |
| UPE Composites | Time until the Flame Passed through the Material(s) |
|---|---|
| UPE + SiC | 76 |
| UPE + 50SiC + 1GF | 101 |
| UPE + 50SiC + 3GF | 120 |
| UPE + 50SiC + mesh | 430 |
| PP Composites | Tm ± 2 (°C) | ΔHm ± 1 (J/g) | Crystallinity (%) |
|---|---|---|---|
| PP | 175 | 63 | 31 |
| PP + 50SiC | 169 | 38 | 37 |
| PP + 50SiC + 1GF | 169 | 30 | 30 |
| PP + 50SiC + 3GF | 160 | 29 | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abenojar, J.; López de Armentia, S.; Martínez, M.A. Enhancing the Fire Resistance of Ablative Materials: Role of the Polymeric Matrix and Silicon Carbide Reinforcement. Polymers 2024, 16, 2454. https://doi.org/10.3390/polym16172454
Abenojar J, López de Armentia S, Martínez MA. Enhancing the Fire Resistance of Ablative Materials: Role of the Polymeric Matrix and Silicon Carbide Reinforcement. Polymers. 2024; 16(17):2454. https://doi.org/10.3390/polym16172454
Chicago/Turabian StyleAbenojar, Juana, Sara López de Armentia, and Miguel Angel Martínez. 2024. "Enhancing the Fire Resistance of Ablative Materials: Role of the Polymeric Matrix and Silicon Carbide Reinforcement" Polymers 16, no. 17: 2454. https://doi.org/10.3390/polym16172454