1. Introduction
Polyamide 6, also known as nylon 6, has been widely utilized in engineering plastics because of its exceptional mechanical properties and resilience to harsh physical and chemical environments. It has applications in various industries [
1,
2,
3,
4]. PA6 is widely recognized as an optimal material for replacing heavy metals in lightweight automotive technology owing to its exceptional mechanical strength, processing capabilities, high temperature resistance, abrasion resistance, and corrosion resistance [
5,
6]. Growing engineering requirements in the automotive industry have led to a significant increase in the demand for structurally complex lightweight components, resulting in the increased use of PA6. However, the traditional injection molding process used for processing and molding PA6is limited in its ability to produce complex due to the nature of the process method and difficulty in control. These restricts its application in the field of lightweight automotive technology and its ability to meet the growing demand for lightweight components [
7].
Three-dimensional printing, a leading technology in material processing and manufacturing, offers extensive design freedom and customization. Its widespread adoption has led to significant changes in various industries, particularly the production of complex structural components [
8,
9]. FDM 3D printing, one of the most widely used technologies, is practical, cost-effective, and environmentally friendly. Its simple working principle, low equipment and maintenance costs, and pollution-free production process make it well-suited for producing complex structural parts [
10]. Process parameters, such as temperature, speed, and material flow, significantly influence the quality and characteristics of the final printed object [
11,
12,
13]. Additionally, the advent of multi-material FDM printing has expanded the potential for creating complex, high-performance parts, although it introduces complexities related to the material feeding mechanisms and interlayer adhesion [
14]. Ongoing research and development aims to optimize the process parameters of FDM, expand its capabilities, address inherent limitations, and explore new applications in various industries [
15,
16].
With FDM 3D printing technology, the raw material undergoes a solid–liquid–solid phase transition during the printing process, where it is constructed layer by layer [
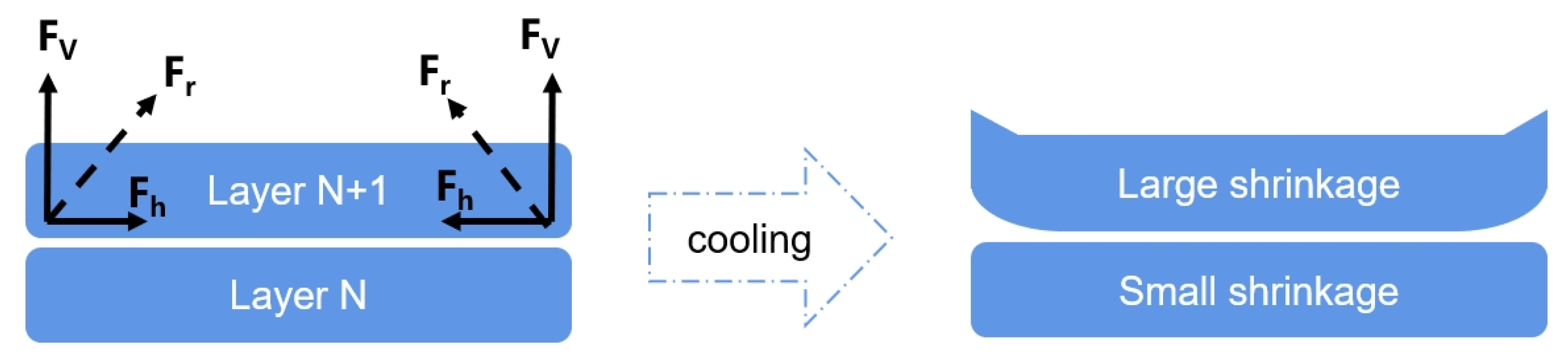
17]. The lower layer exhibited a reduced temperature, which resulted in diminished molecular chain mobility and subsequent volume contraction. Conversely, the newly formed upper layer sustains an elevated temperature, thereby facilitating enhanced molecular chain movement and resulting in a pronounced volume shrinkage. The variation in the volume shrinkage rates between these layers induced internal shrinkage stresses (Fh and Fv). Throughout the printing process, these internal stresses (resultant Fr) accumulate, leading to deformations such as bending and delamination between layers, as depicted in
Figure 1. Owing to the time difference in layer stacking, a temperature difference arises between the layers. The bottom deposition layer cooled rapidly upon contact with the printing platform, resulting in minimal shrinkage and slower molecular chain movement [
18]. In contrast, the newly stacked layer experiences higher volume shrinkage and faster molecular chain movement owing to higher temperatures [
19]. This variation in the volume reduction between the layers causes internal stress, which accumulates as the printing process continues, potentially leading to dimensional instability in the sample, such as bending, warping, and interlayer peeling [
20]. The molecular chain arrangement is more orderly, and the intermolecular forces are stronger when the polymer crystallinity is higher, making the volume contraction inequality during cooling more noticeable and affecting the dimensional stability of the printed sample. PA6’s crystallinity makes it prone to warping, bending, and delamination during the 3D printing process, which can result in unsuitable printed products or even printing failures, thereby restricting its applications in the field [
21].
The crystallinity of polyamide 6 (PA6) has been shown to influence its mechanical properties, which can affect the performance of 3D-printed components. In Sakai et al., the study found that an increase in the crystallinity of PA6, achieved through longer heat treatment times, made the matrix resin of carbon fiber-reinforced polyamide 6 (CFRTP) more brittle, which could potentially lead to warping and bending issues during the 3D printing process. However, the study also noted that while crystallinity was related to bending strength, it resulted in a decrease in the Young’s modulus, which is a measure of stiffness [
19]. The mechanical properties and dimensional stability of PA6 during 3D printing are influenced by various factors, including the reinforcement with continuous carbon fibers and printing parameters [
20].
Advances in fused deposition modeling (FDM) 3D printing technology have been significant in addressing both material and process limitations to expand applications. Notably, the development of polyamide-based composites to mitigate issues such as warping and distortion in pure polyamide prints has been highlighted [
21]. Additionally, the mechanical properties of FDM prints have been improved through post-processing techniques such as ultrasonic strengthening, which has been shown to enhance the tensile strength and Young’s modulus of acrylonitrile butadiene styrene (ABS) samples [
22]. While some studies focused on material enhancements, others emphasized the importance of the printing process itself. For instance, the material-feeding mechanism in multimaterial FDM printing is crucial for the interlayer adhesion quality, which determines the strength of the final product. Therefore, eliminating the internal stress caused by interlayer shrinkage during PA6 printing and improving the dimensional stability of printed products are crucial for expanding their applications in 3D printing.
In recent studies, researchers have enhanced PA6 by incorporating amorphous polymers and inorganic fillers to minimize the interlayer shrinkage and improve the dimensional stability of PA6 printed components. Jia et al. [
23]. combined PA6 with maleic anhydride-grafted ethylene-octene copolymer (POE-g-MAH) and polypropylene (PS) to fabricate FDM 3D printing filaments. The addition of amorphous POE-g-MAH and PS disrupted the regular arrangement of PA6 molecular chains, reducing their crystallinity, and the molecular chains of the blends were irregularly arranged, significantly reducing warping in the PA6 composite printed products [
23,
24]. Furthermore, introducing functional fillers, such as graphene [
25,
26] and boron nitride [
26], can further reduce warping and shrinkage, enhancing the mechanical, electrical, and thermal conductivities of the composites. However, it is often necessary to introduce a higher content of amorphous polymers (mass fraction greater than 40%) into PA6 to ensure its high dimensional stability during FDM printing, and the incorporation of amorphous polymers reduces the mechanical properties of the composites, thus seriously sacrificing the mechanical properties while enhancing the dimensional stability of PA6 for 3D printing.
To address the issues of dimensional stability of PA6 during 3D printing, this study employed single-nozzle two-component composite fused deposition modeling (S2-FDM) technology to create a gradient structure. The successful preparation of 3D-printable PA6 composite filaments with high filler content was achieved by incorporating multi-walled carbon nanotubes and boron nitride as dimensional stability modifiers. S2-FDM technology was utilized to precisely control the gradient structure, resulting in PA6 composites with high dimensional stability. The PA6 prints produced using this method exhibited exceptional mechanical properties and dimensional stability. This straightforward approach to building gradient structures through S2-FDM 3D printing presents a new solution for the challenge of warpage during PA6 printing.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}