
Frictional Wear Behavior of Water-Lubrication Resin Matrix Composites under Low Speed and Heavy Load Conditions



Abstract
:1. Introduction
2. Methods and Experiments
2.1. Experimental Materials
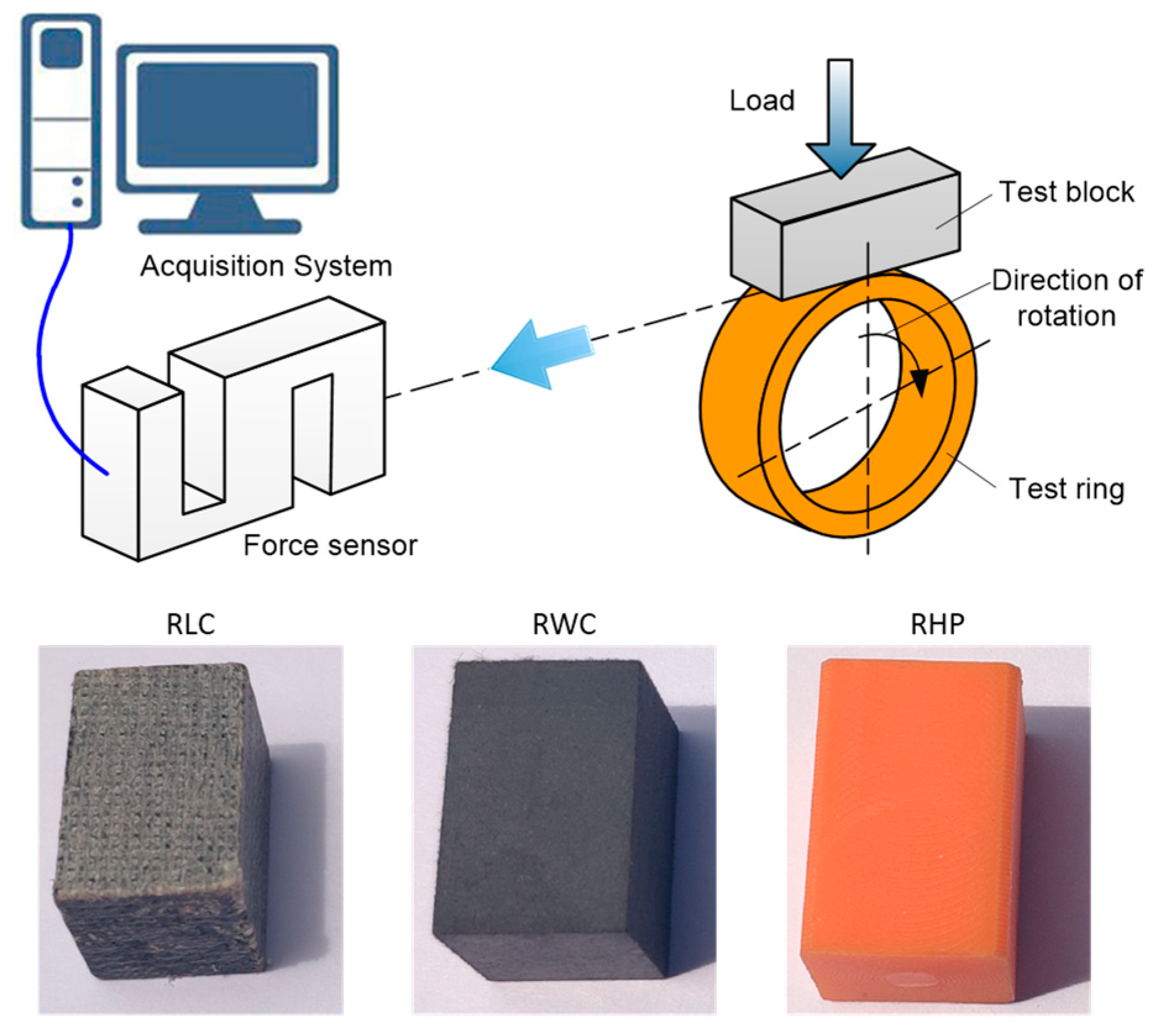
2.2. Tribological Test
2.3. Measurement Techniques and Procedures
3. Results and Discussion
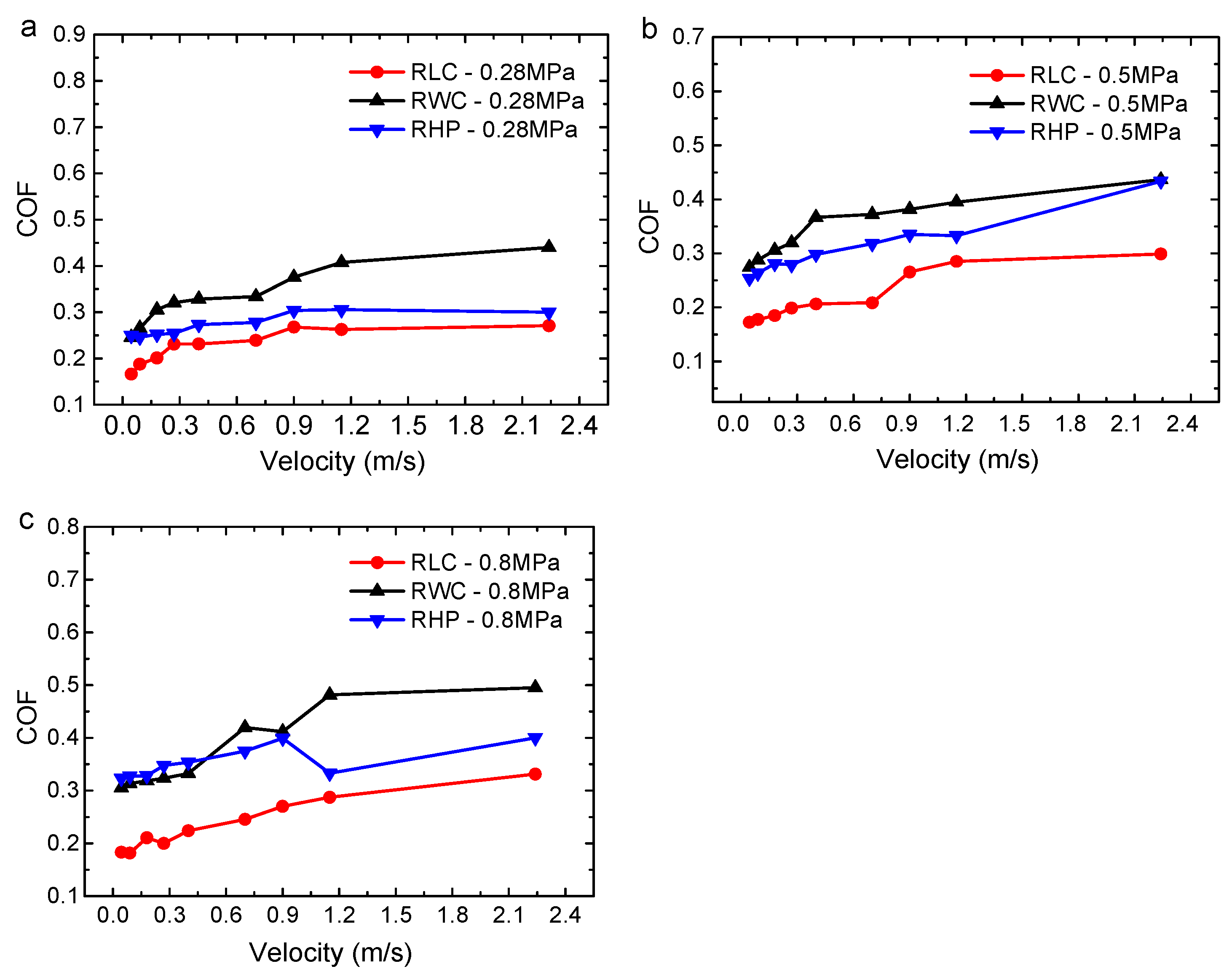
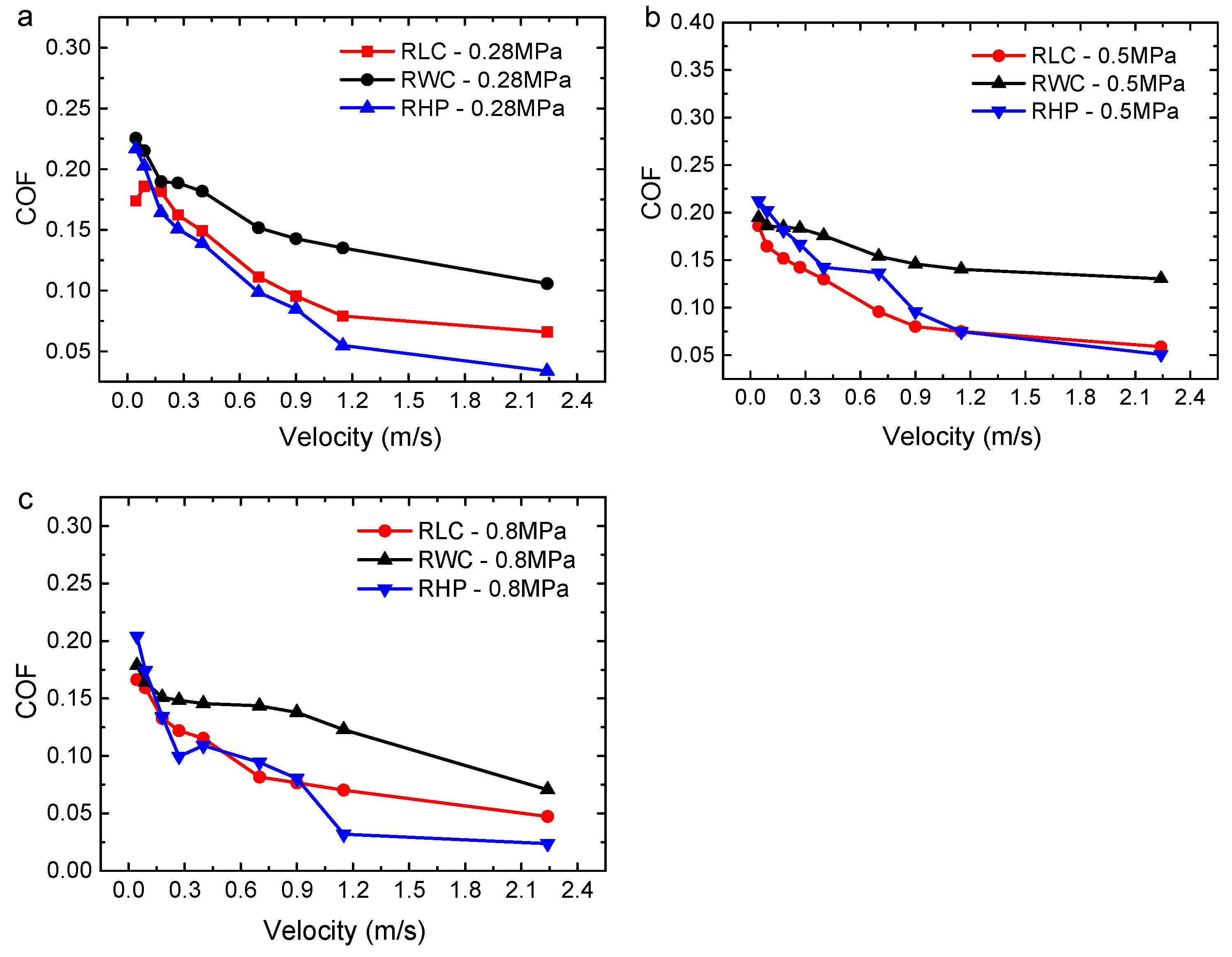
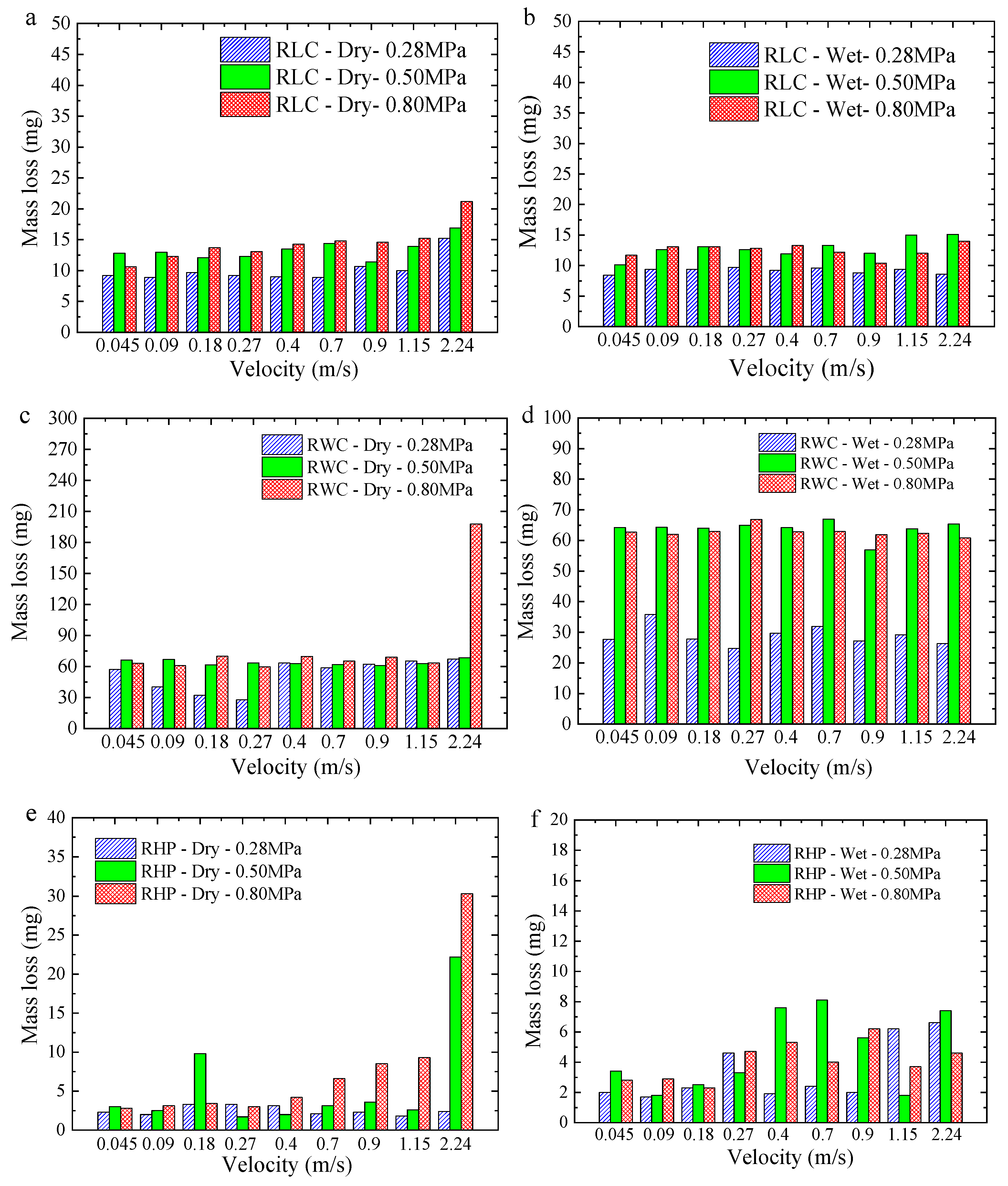
3.1. Friction and Wear Properties
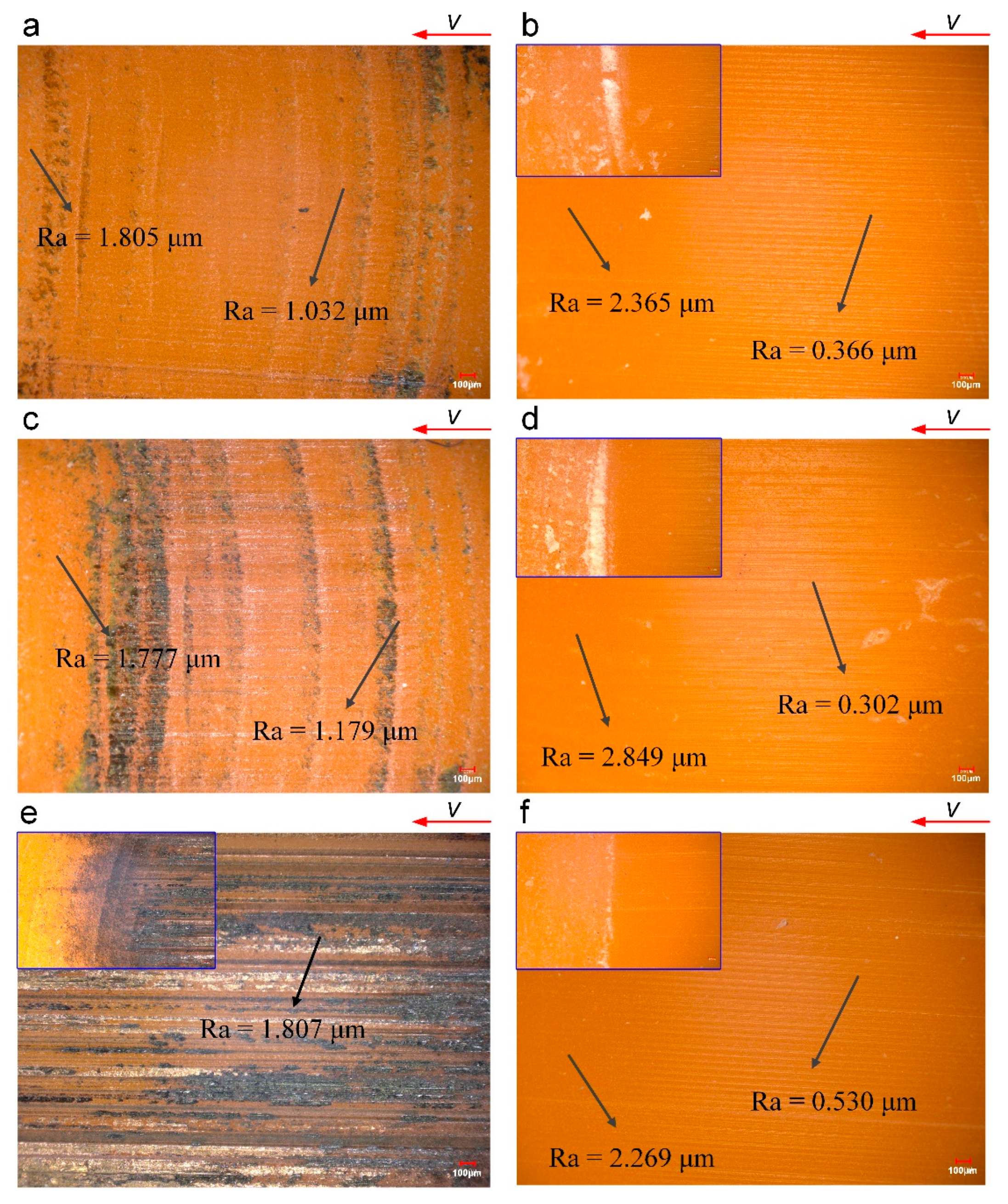
3.2. Observation and Analysis of Surface Topography
4. Conclusions
- (1)
- The COFs of the three materials increase significantly with the speed or load under dry conditions. The COF of the RLC is the smallest and has the best self-lubrication. Under wet conditions, the COFs of the three materials decrease with the increase in speed or load and show an obvious hydrodynamic effect. The COF and mass loss of the RWC are the largest, and the RLC and RHP have small COFs and mass loss values.
- (2)
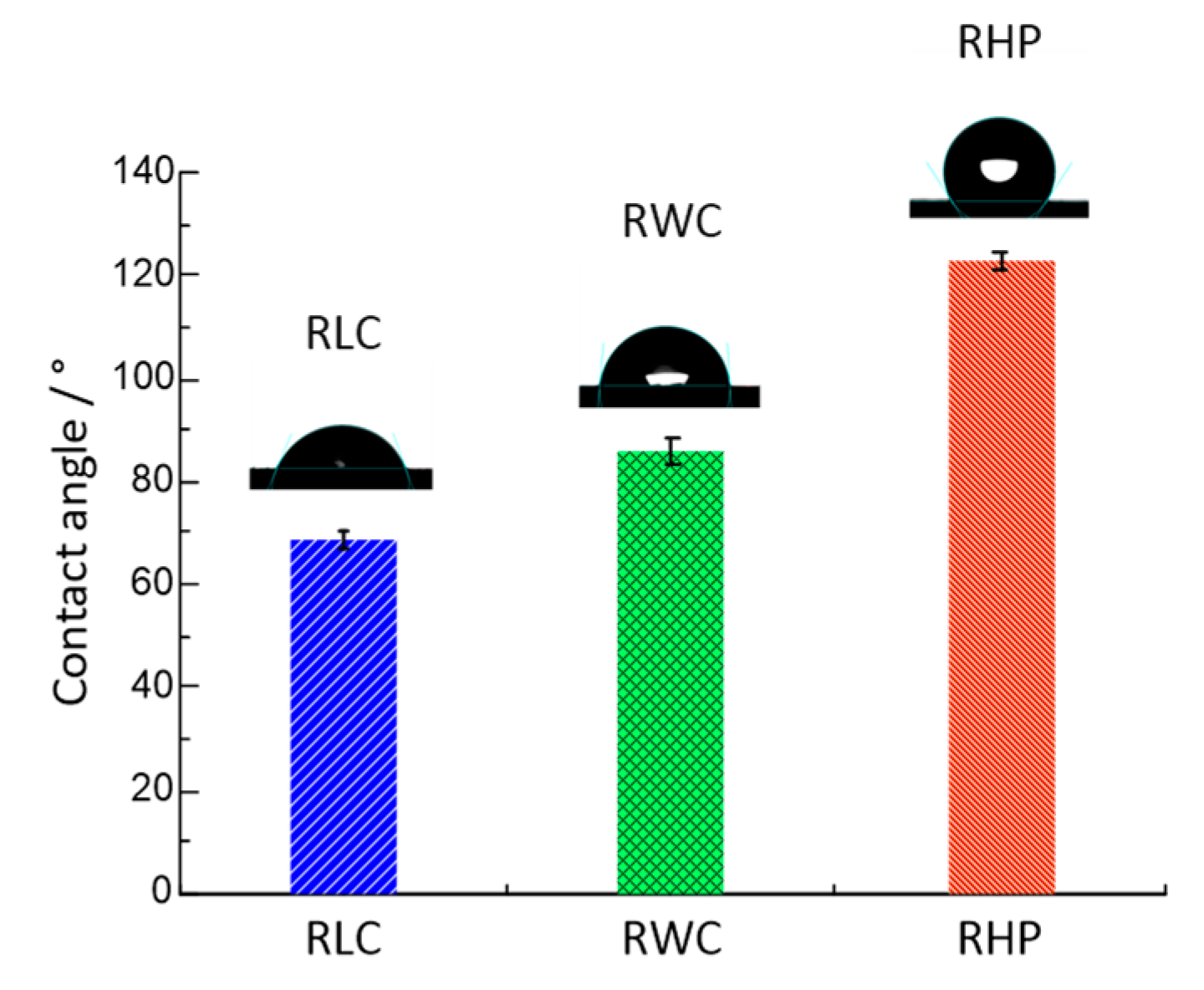
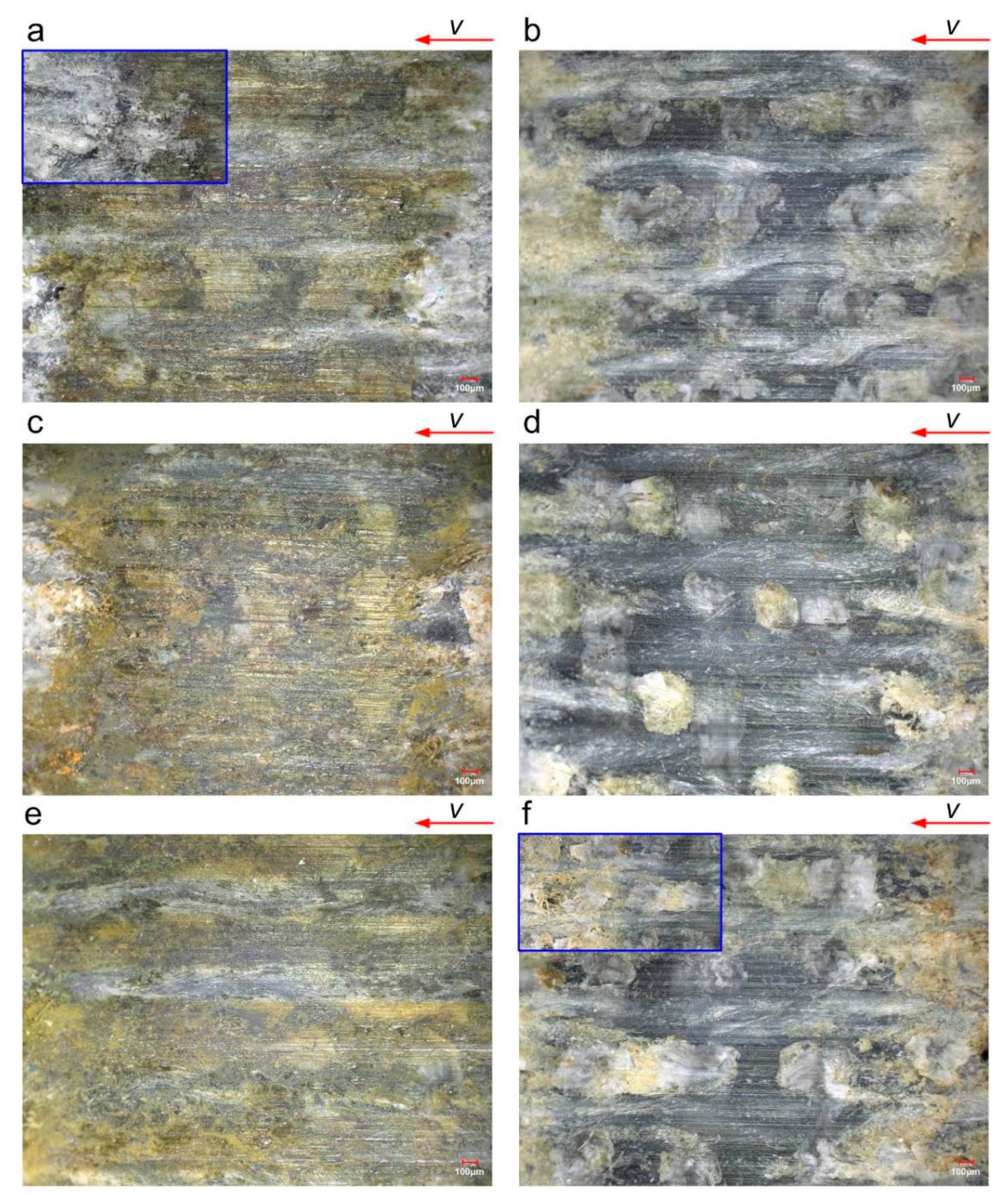
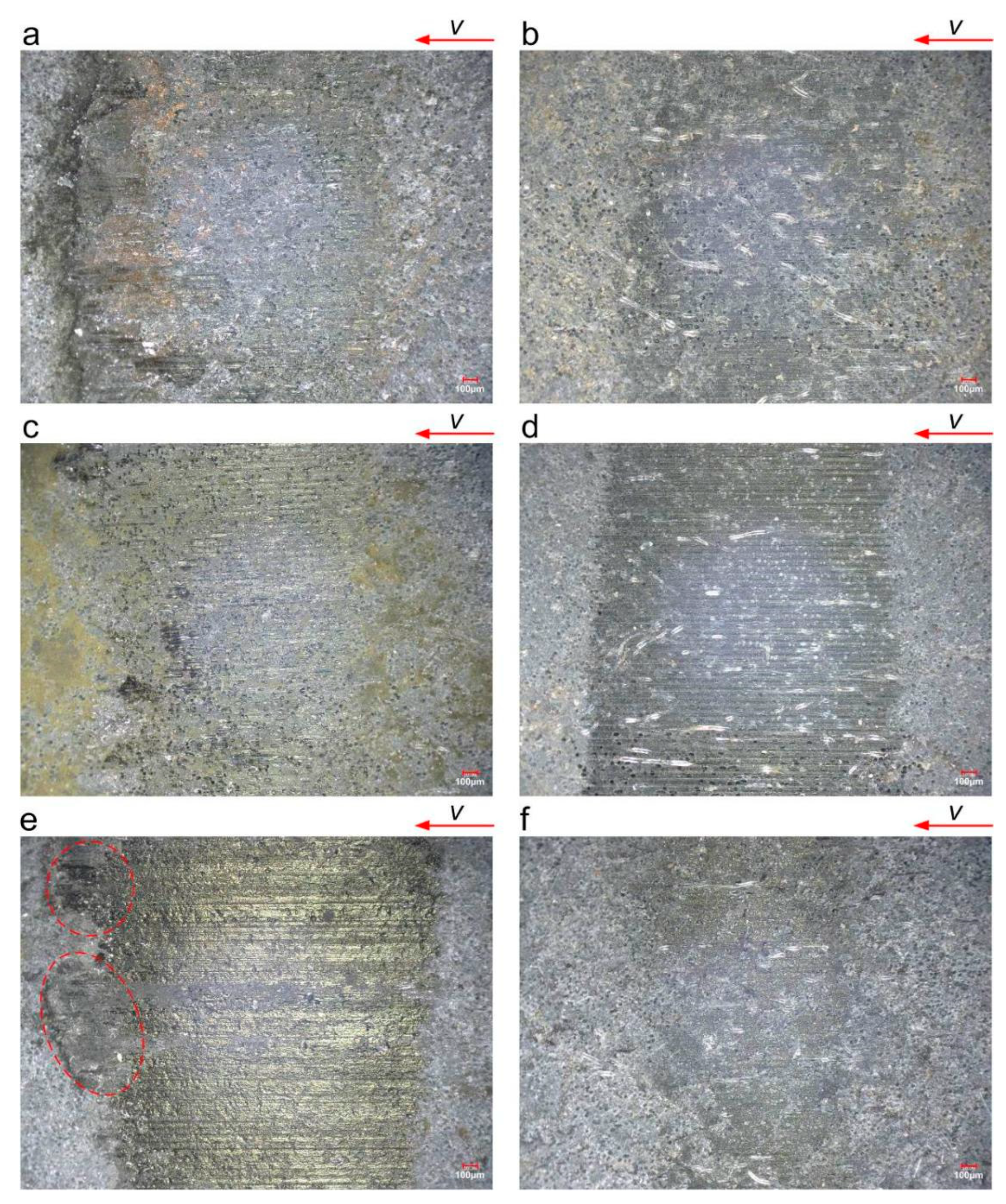
- The surface of the RLC has a reticulum texture. The friction area is brownish and yellow under dry conditions, and a curled floccule appears. The surface of the RWC is dense, and the friction area under dry conditions is melted and brightened. The surface of the RHP is smooth, the worn product has an agglomerate shape, and the surface is easily burnt and blackened under dry friction.
- (3)
- In the process of wear evolution, the laminated forming method has a reticulum texture and floccule fibers. This structure is good for heat diffusion, material wettability, and water storage capacity. Wear-fractured fibers increase the space for storing water and facilitate the release of self-lubricating materials. This forming method has better tribological performance.
- (4)
- In this paper, the tribological properties of various materials were evaluated using a ring block testing machine under a range of operating conditions. Subsequently, the same testing program and equipment can be employed to investigate other types of composites, including ultrahigh-molecular-weight polyethylene (UHMWPE), polytetrafluoroethylene (PTFE), thermoplastic polyurethane etc.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lagersmit, R. Closed oil-lubrication stern tube system replaces merchant ship’s water-lubricated bearings. Seal. Technol. 2010, 2010, 1. [Google Scholar]
- He, T.; Zou, D.Q.; Lu, X.Q.; Guo, Y.B.; Wang, Z.Y.; Li, W.Y. Mixed-lubrication analysis of marine stern tube bearing considering bending deformation of stern shaft and cavitation. Tribol. Int. 2014, 73, 108–116. [Google Scholar] [CrossRef]
- Dong, C.L.; Yuan, C.Q.; Bai, X.Q.; Yang, Y.; Yan, X.P. Study on wear behaviours for NBR/stainless steel under sand water-lubricated conditions. Wear 2015, 332–333, 1012–1020. [Google Scholar] [CrossRef]
- Litwin, W. Water-lubricated bearings of ship propeller shafts problems, experimental tests and theoretical investigations. Pol. Marit. Res. 2009, 16, 42–50. [Google Scholar] [CrossRef]
- Litwin, W.; Dymarski, C. Experimental research on water-lubricated marine stern tube bearings in conditions of improper lubrication and cooling causing rapid bush wear. Tribol. Int. 2016, 95, 449–455. [Google Scholar] [CrossRef]
- Bhushan, B.; Dashnaw, F. Material study for advanced stern-tube bearings and face seals. ASLE Trans. 1981, 24, 398–409. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Takashima, T. Friction and wear of water lubricated PEEK and PPS sliding contacts. Wear 2002, 253, 820–826. [Google Scholar] [CrossRef]
- Bieliński, D.; Ślusarski, L.; Janczak, K.J.; Loden, A. Physical modification of elastomers to improve their tribological properties. Wear 1993, 169, 257–263. [Google Scholar] [CrossRef]
- Yan, Z.M.; Zhou, X.C.; Qin, H.L.; Niu, W.Y.; Wang, H.; Liu, K.; Tang, Y.Y. Study on tribological and vibration performance of a new UHMWPE/graphite/NBR water lubricated bearing material. Wear 2015, 332–333, 872–878. [Google Scholar]
- Yousif, B.F. Design of newly fabricated tribological machine for wear and frictional experiments under dry/wet condition. Mater. Des. 2013, 48, 2–13. [Google Scholar] [CrossRef]
- Saffar, A.; Shojaei, A.; Arjmand, M. Theoretical and experimental analysis of the thermal, fade and wear characteristics of rubber-based composite friction materials. Wear 2010, 269, 145–151. [Google Scholar] [CrossRef]
- Fernández, J.E.; Wang, Y.; Montes, H.J.; Cuetos, J.M.; Miranda, M.; Rincón, A. Friction and wear behaviour of Thordon XL and LgSn80 in sliding against plasma-sprayed Cr2O3 coatings. Tribol. Int. 1996, 29, 323–331. [Google Scholar] [CrossRef]
- Gawarkiewicz, R.; Wasilczuk, M. Wear measurements of self-lubricating bearing materials in small oscillatory movement. Wear 2007, 263, 458–462. [Google Scholar] [CrossRef]
- Orndorff, R.L., Jr. New UHMWPE/rubber bearing alloy. J. Tribol. 2000, 122, 367–373. [Google Scholar] [CrossRef]
- De Baets, P. Comparison of the wear behaviour of six bearing materials for a heavily loaded sliding system in seawater. Wear 1995, 180, 61–72. [Google Scholar] [CrossRef]
- Wang, Y.Z.; Yin, Z.W.; Li, H.L.; Gao, G.Y.; Zhang, X.L. Friction and wear characteristics of ultrahigh molecular weight polyethylene (UHMWPE) composites containing glass fibers and carbon fibers under dry and water-lubricated conditions. Wear 2017, 380–381, 42–51. [Google Scholar] [CrossRef]
- Wang, J.; Yan, F.; Xue, Q. Tribological behaviors of some polymeric materials in sea water. Sci. Bull. 2009, 54, 4541–4548. [Google Scholar] [CrossRef]
- Cui, G.; Bi, Q.; Zhu, S.; Yang, J.; Liu, W. Tribological properties of bronze–graphite composites under sea water condition. Tribol. Int. 2012, 53, 76–86. [Google Scholar] [CrossRef]
- Wang, J.; Yan, F.; Xue, Q. Friction and wear behavior of ultra-high molecular weight polyethylene sliding against GCr15 steel and electroless Ni–P alloy coating under the lubrication of seawater. Tribol. Lett. 2009, 35, 85–95. [Google Scholar] [CrossRef]
- Sumer, M.; Unal, H.; Mimaroglu, A. Evaluation of tribological behaviour of PEEK and glass fibre reinforced PEEK composite under dry sliding and water lubricated conditions. Wear 2008, 265, 1061–1065. [Google Scholar] [CrossRef]
- Tang, Q.; Chen, J.; Liu, L. Tribological behaviours of carbon fibre reinforced PEEK sliding on silicon nitride lubricated with water. Wear 2010, 269, 541–546. [Google Scholar] [CrossRef]
- Li, H.L.; Yin, Z.W.; Jiang, D.; Li, Y.J. Tribological behavior of hybrid PTFE/Kevlar fabric composites with different weave densities. Ind. Lubr. Tribol. 2016, 68, 278–286. [Google Scholar] [CrossRef]
- Golchin, A.; Nguyen, T.D.; De Baets, P.; Glavatskih, S.; Prakash, B. Effect of shaft roughness and pressure on friction of polymer bearings in water. Proc. Inst. Mech. Eng. J J. Eng. Tribol. 2013, 228, 371–381. [Google Scholar] [CrossRef]
- Liu, N.; Wang, J.; Chen, B.; Han, G.; Yan, F. Effect of UHMWPE microparticles on the tribological performances of high-strength glass fabric/phenolic laminate composites under water lubrication. Tribol. Lett. 2014, 55, 253–260. [Google Scholar] [CrossRef]
- Fleischer, J.; Teti, R.; Lanza, G.; Mativenga, P.; Möhring, H.C.; Caggiano, A. Composite materials parts manufacturing. CIRP Ann. 2018, 67, 603–626. [Google Scholar] [CrossRef]
- Morioka, K.; Tomita, Y.; Takigawa, K. High-temperature fracture properties of CFRP composite for aerospace applications. Mater. Sci. Eng. A 2001, 319, 675–678. [Google Scholar] [CrossRef]
- GB/T 12444-2006; Metallic Materials-Wear Test Method-Block-on-Ring Sliding Wear Test. China Standard Press: Beijing, China, 2006.
- Wang, L.; Zhou, X.; Zhou, Z.; Xin, S.; Yang, F.; Zheng, C. Quantitative Study on Wear of Water-Lubricated Bearings in Sediment Environment. In Proceedings of the 2023 7th International Conference on Transportation Information and Safety (ICTIS), Xi’an, China, 4–6 August 2023; IEEE: Piscataway, NJ, USA, 2023; pp. 1–7. [Google Scholar]
- GB/T 12444-2006; Cast Copper and Copper Alloys. China Standard Press: Beijing, China, 2006.
- Zheng, C.; Deng, Y.; Zhou, X.; Luo, B.; Zou, Q.; Huang, J. Effect of creep on tribological properties of water-lubricated tail bearing materials. In Proceedings of the 2023 7th International Conference on Transportation Information and Safety (ICTIS), Xi’an, China, 4–6 August 2023; IEEE: Piscataway, NJ, USA, 2023; pp. 1–7. [Google Scholar]
- Ouyang, W.; Zhang, X.B.; Jin, Y.; Yuan, X.Y. Experimental study on the dynamic performance of water-lubricated rubber bearings with local contact. Shock Vib. 2018, 2018, 6309727. [Google Scholar] [CrossRef]
- Yuan, C.Q.; Li, J.; Yan, X.P.; Peng, Z.X. The use of the fractal descriptio25n to characterize engineering surfaces and wear particles. Wear 2003, 255, 315–326. [Google Scholar] [CrossRef]
- Liu, S.; Dong, C.; Yuan, C.; Yang, Z.; Wu, Y. Effect of Physical Properties of Three Typical Ship Bearing Composite Materials on Tribological Properties. Tribology 2018, 38, 528–536. (In Chinese) [Google Scholar]
- Litwin, W. Properties comparison of rubber and three layer PTFE-NBR-bronze water lubricated bearings with lubricating grooves along entire bush circumference based on experimental tests. Tribol. Int. 2015, 90, 404–411. [Google Scholar] [CrossRef]
- Ning, C.; Ouyang, W.; Hu, F.; Yan, X.; Xu, D. A wear monitoring method and influencing factors of water-lubricated polymer bearings based on improved ultrasonic reflection coefficient amplitude spectrum and ultrasonic reconfiguration calculation. Wear 2023, 522, 204689. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | RLC | RWC | RHP |
|---|---|---|---|
| Compression modulus (MPa) | 2320 | 2300 | 440 |
| Compressive strength (MPa) | 280 | 80 | 30 |
| Density (g/cm3) | 1.30 | 1.34 | 1.16 |
| Hardness | 90 (HRM) | 70 (HRM) | 67 (shore D) |
| Thermal expansion coefficient (×10−5 °C−1) | 9 | 6 | 15.1–21.1 |
| Water absorption coefficient (%) | 0.1 | 0.2 | 1.3 |
| Tensile Strength (MPa) | Yield Strength | Elongation | Hardness (HRM) |
|---|---|---|---|
| 270 | 140 | 7 | 80 |
| No. | Lubrication Condition | Load (MPa) | Linear Velocity (m/s) |
|---|---|---|---|
| 1 | Dry Wet b | 0.28 0.5 0.8 | 0.045 |
| 2 | 0.09 | ||
| 3 | 0.18 | ||
| 4 | 0.27 | ||
| 5 | 0.40 | ||
| 6 | 0.77 | ||
| 7 | 0.90 | ||
| 8 | 1.15 | ||
| 9 | 2.24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ouyang, W.; Pan, F.; Wang, L.; Zheng, R. Frictional Wear Behavior of Water-Lubrication Resin Matrix Composites under Low Speed and Heavy Load Conditions. Polymers 2024, 16, 2753. https://doi.org/10.3390/polym16192753
Ouyang W, Pan F, Wang L, Zheng R. Frictional Wear Behavior of Water-Lubrication Resin Matrix Composites under Low Speed and Heavy Load Conditions. Polymers. 2024; 16(19):2753. https://doi.org/10.3390/polym16192753
Chicago/Turabian StyleOuyang, Wu, Feipeng Pan, Lei Wang, and Ruicong Zheng. 2024. "Frictional Wear Behavior of Water-Lubrication Resin Matrix Composites under Low Speed and Heavy Load Conditions" Polymers 16, no. 19: 2753. https://doi.org/10.3390/polym16192753
APA StyleOuyang, W., Pan, F., Wang, L., & Zheng, R. (2024). Frictional Wear Behavior of Water-Lubrication Resin Matrix Composites under Low Speed and Heavy Load Conditions. Polymers, 16(19), 2753. https://doi.org/10.3390/polym16192753