
A Comprehensive Review on the Incremental Sheet Forming of Polycarbonate



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
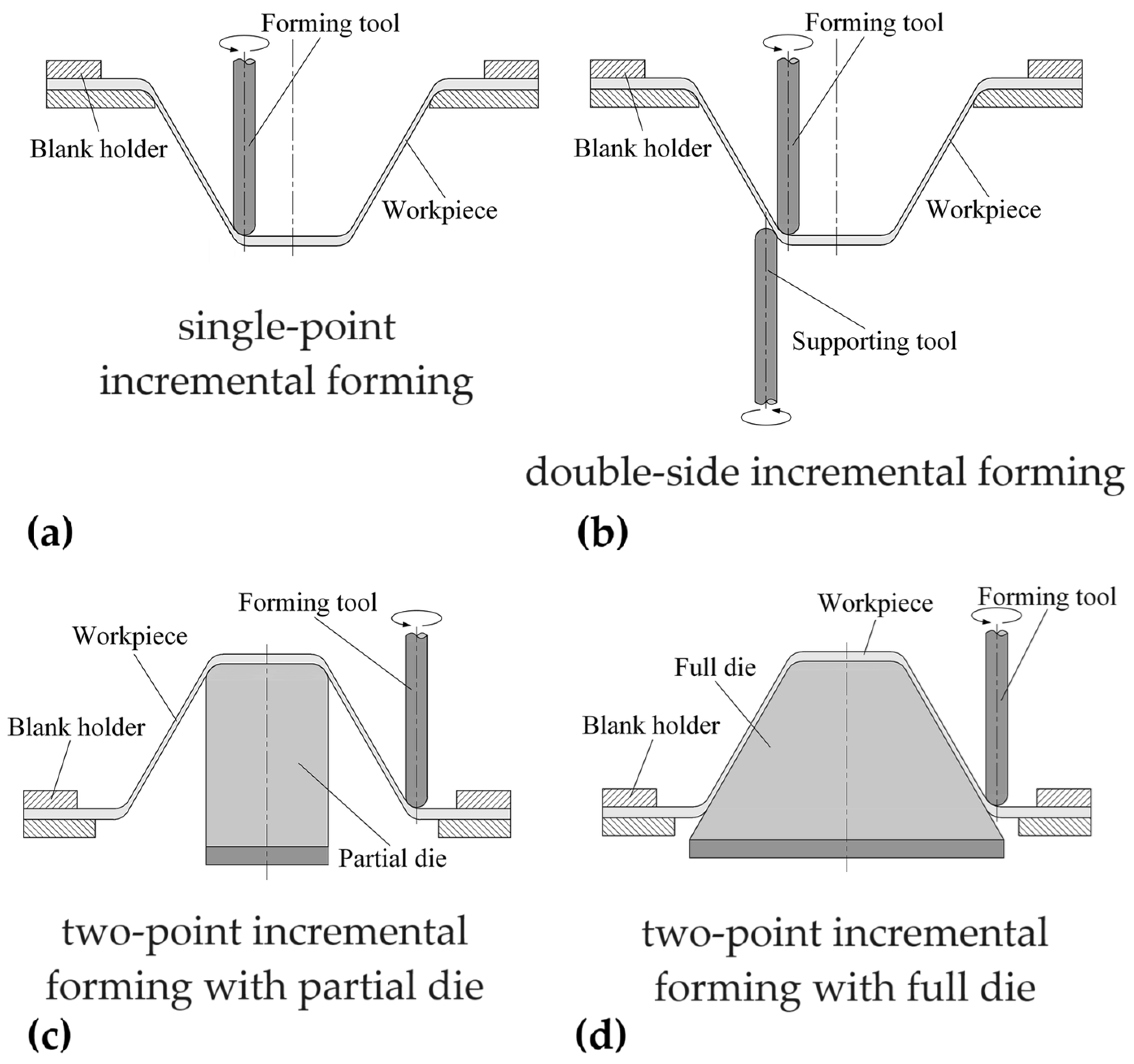
1.1. General Introduction to the Process
1.2. Incremental Forming of Polymer Sheets
2. Incremental Forming of Polycarbonate Sheets
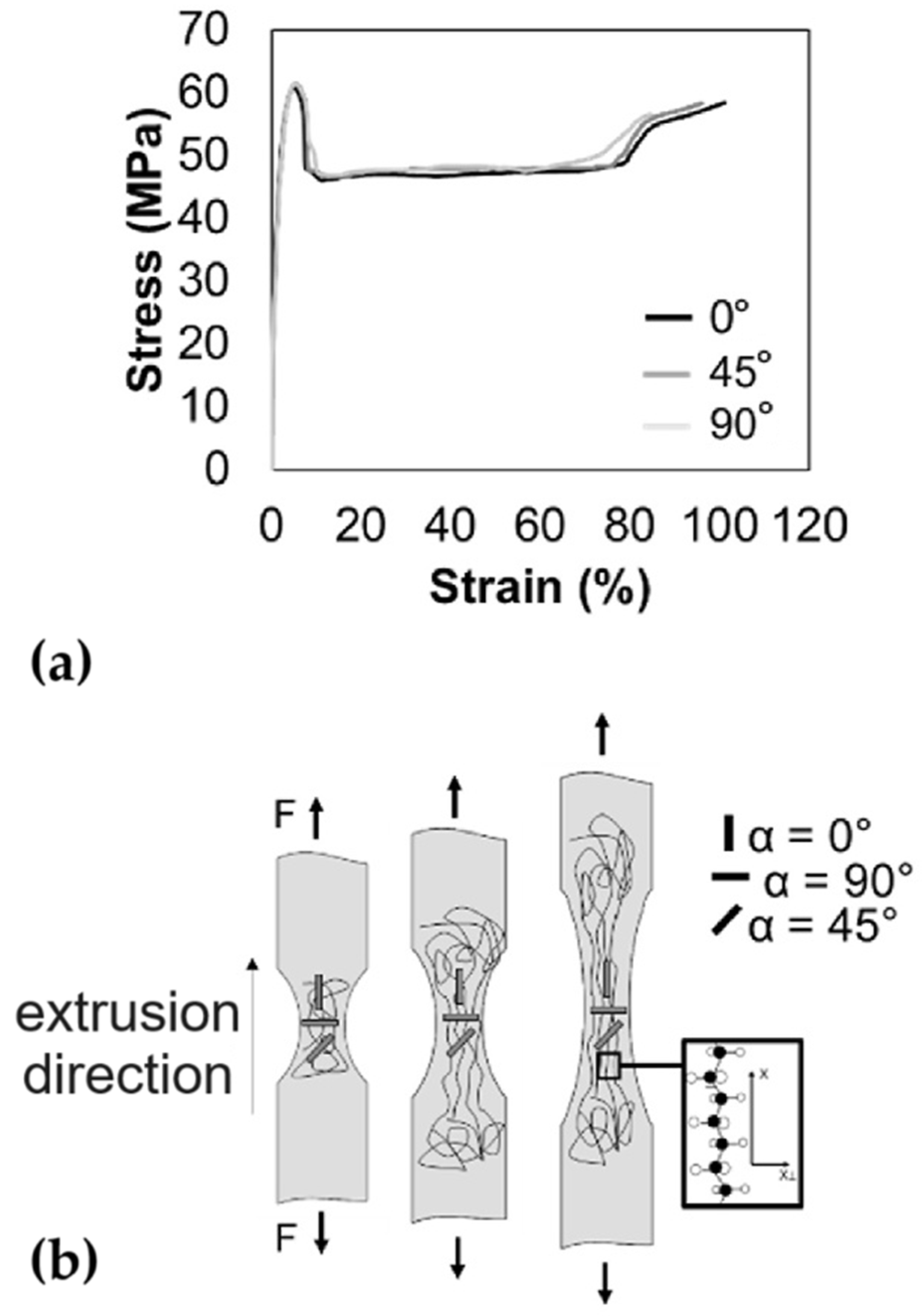
2.1. Polycarbonate: Main Properties
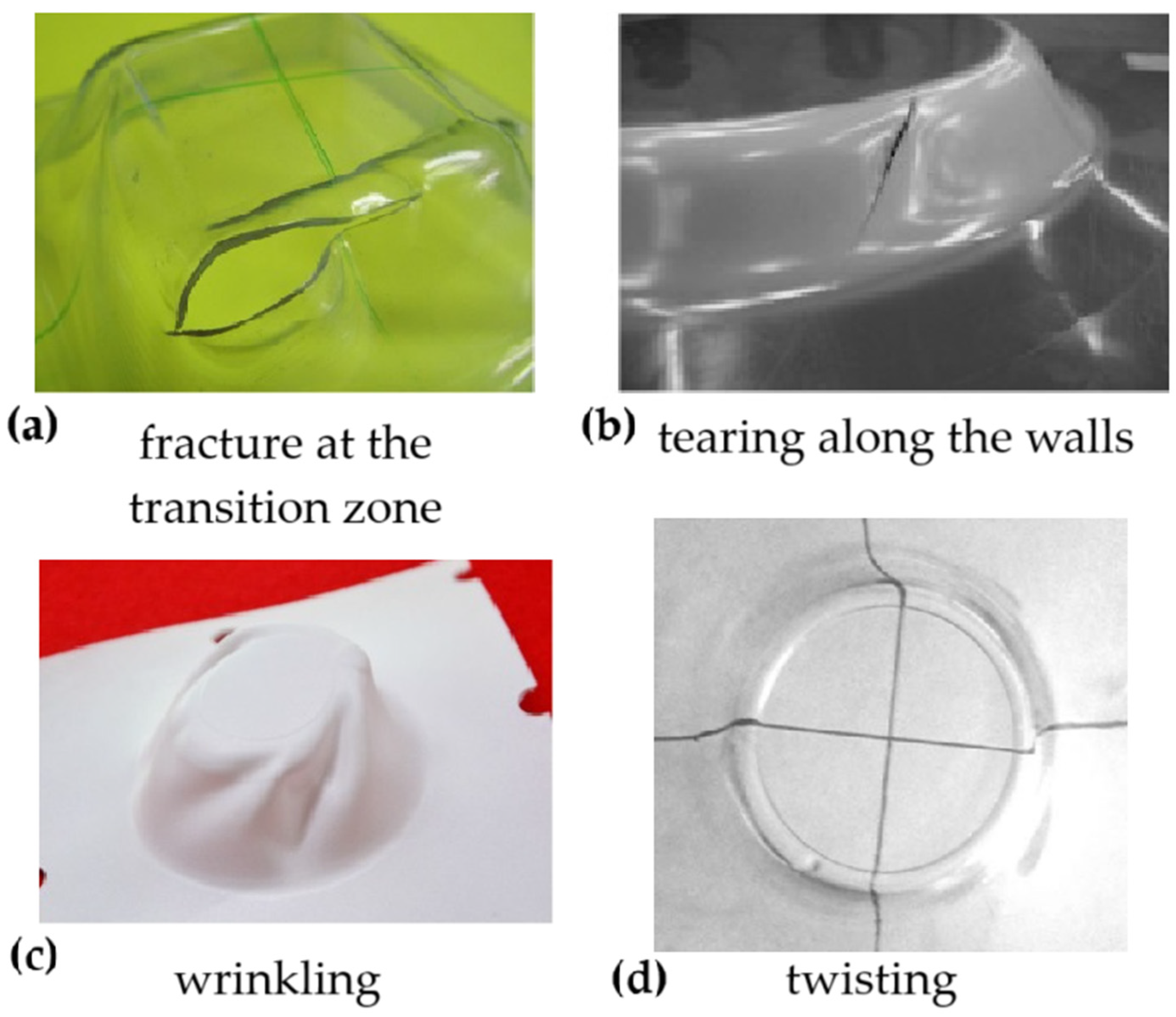
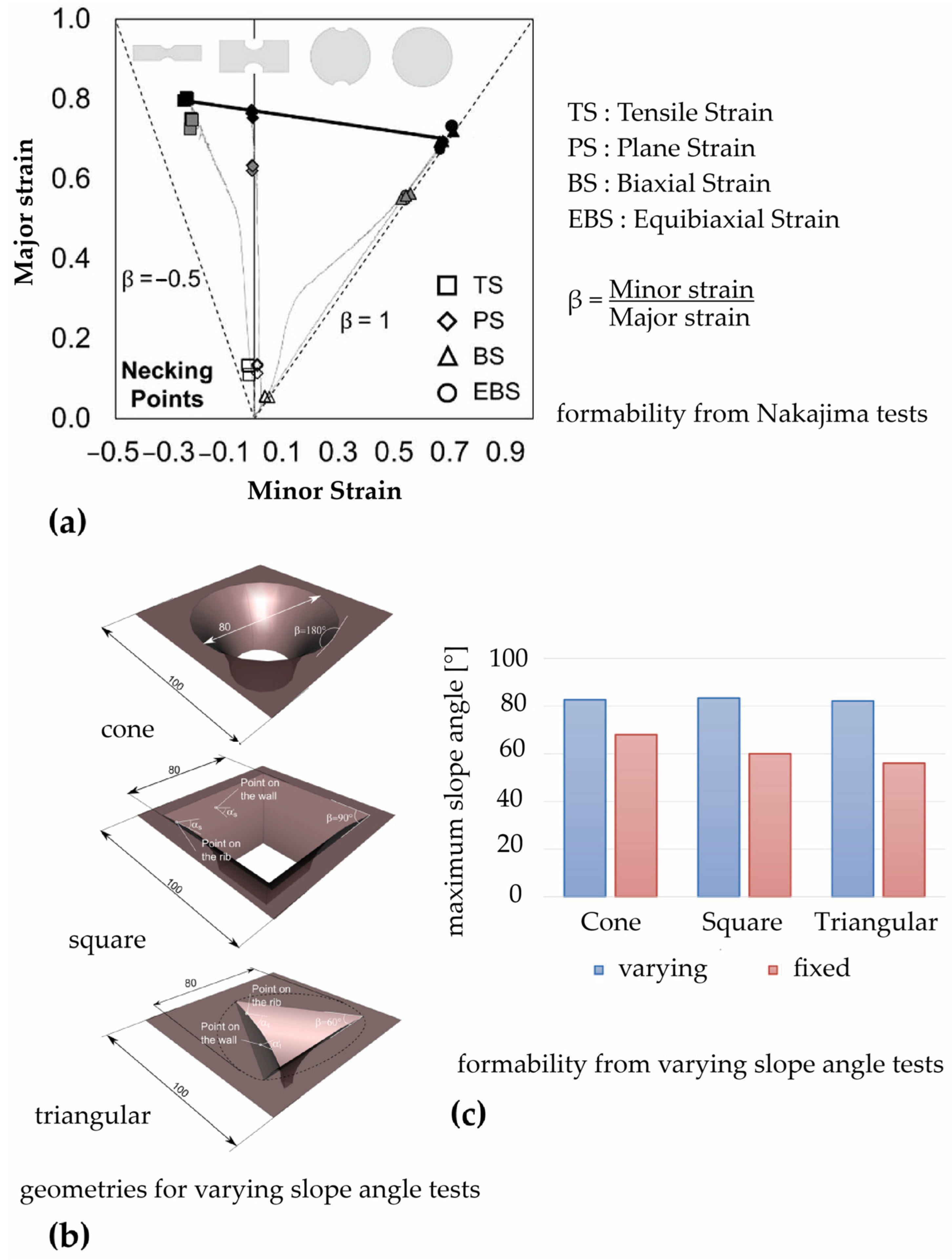
2.2. Formability of Polycarbonate Worked by ISF
3. Enhancement of Incremental Forming of Polycarbonate Sheets
3.1. Toolpath Strategy
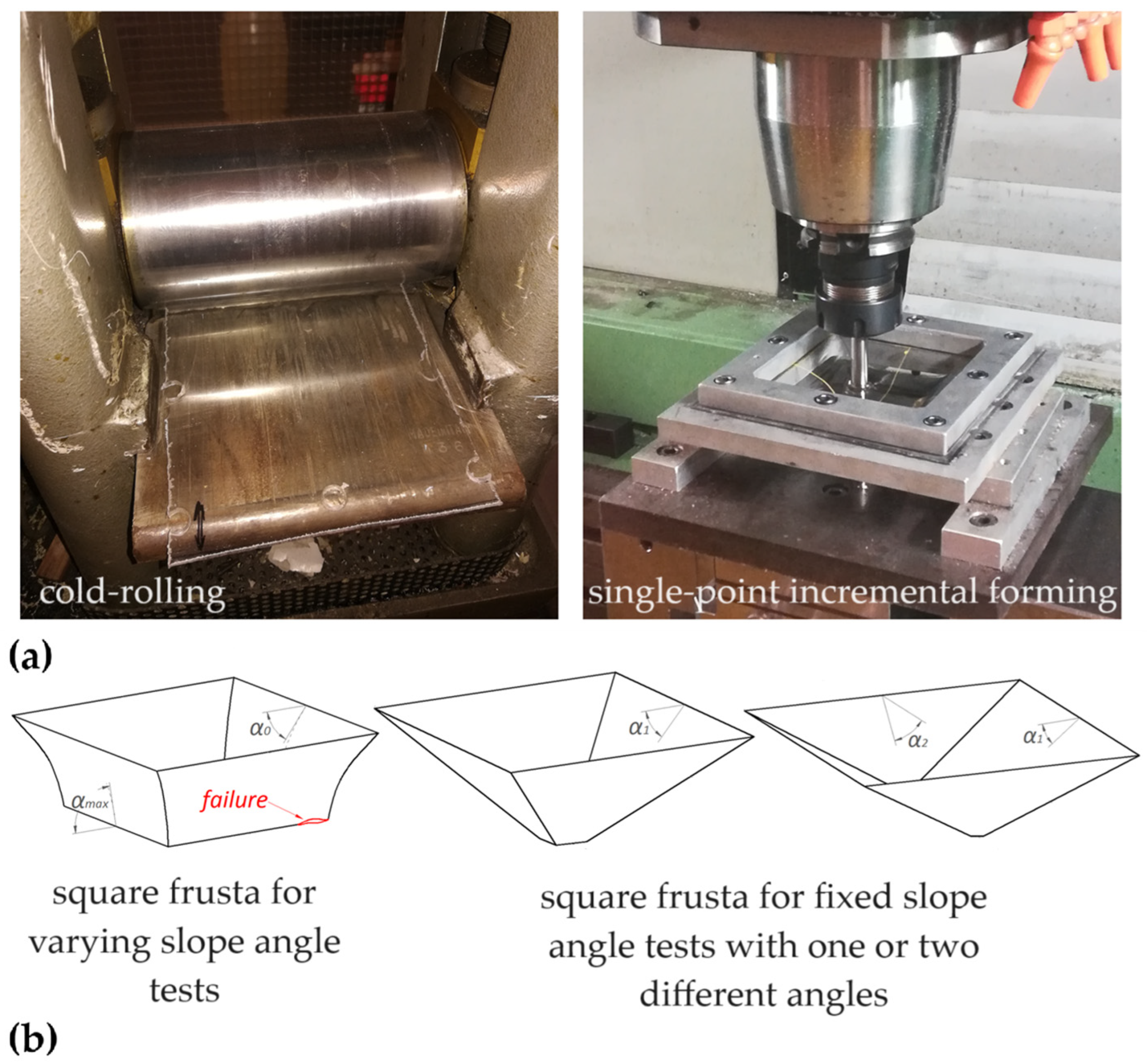
3.2. Preliminary Cold-Rolling
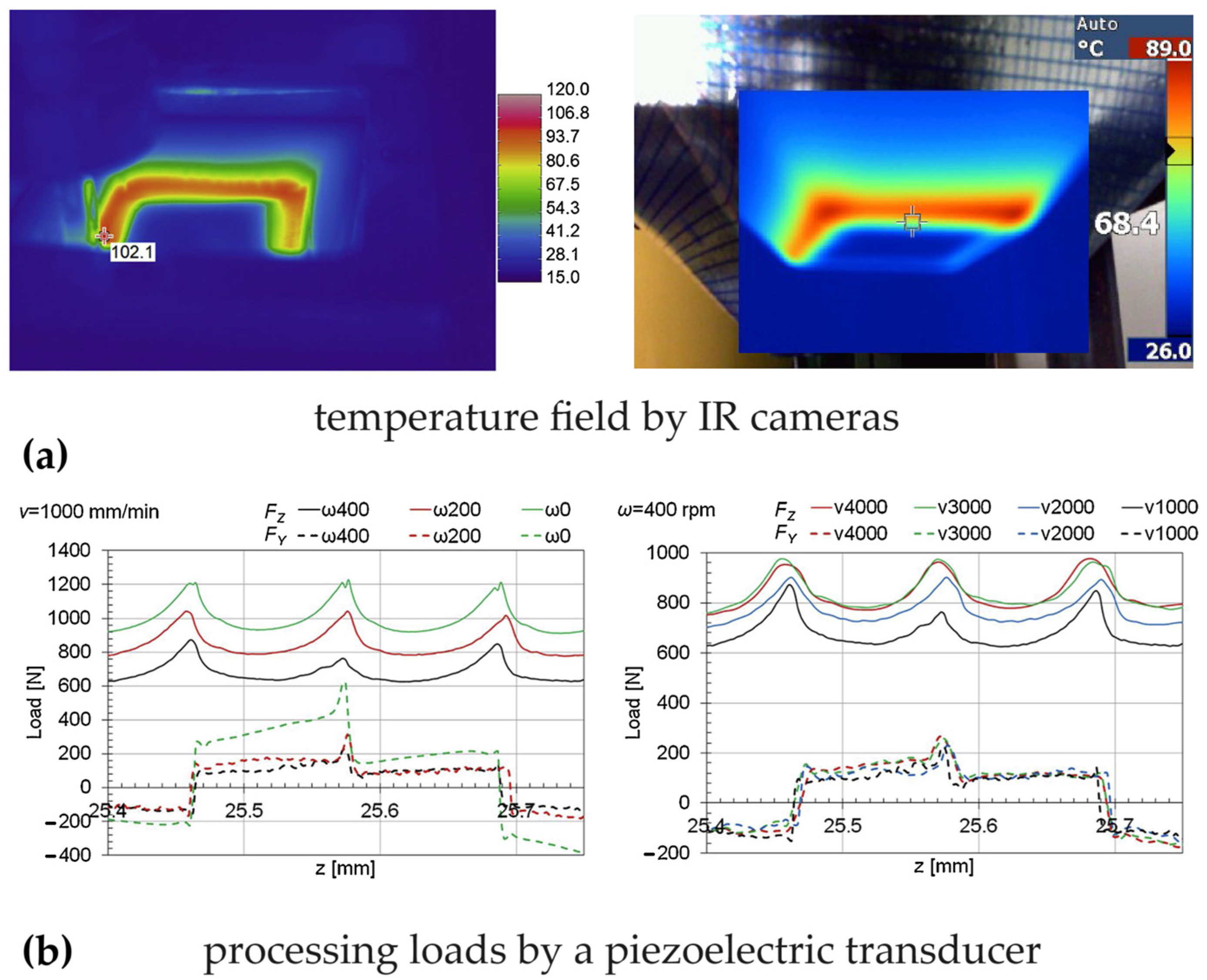
3.3. Self-Heating by Tool Rotation and Travelling Speed
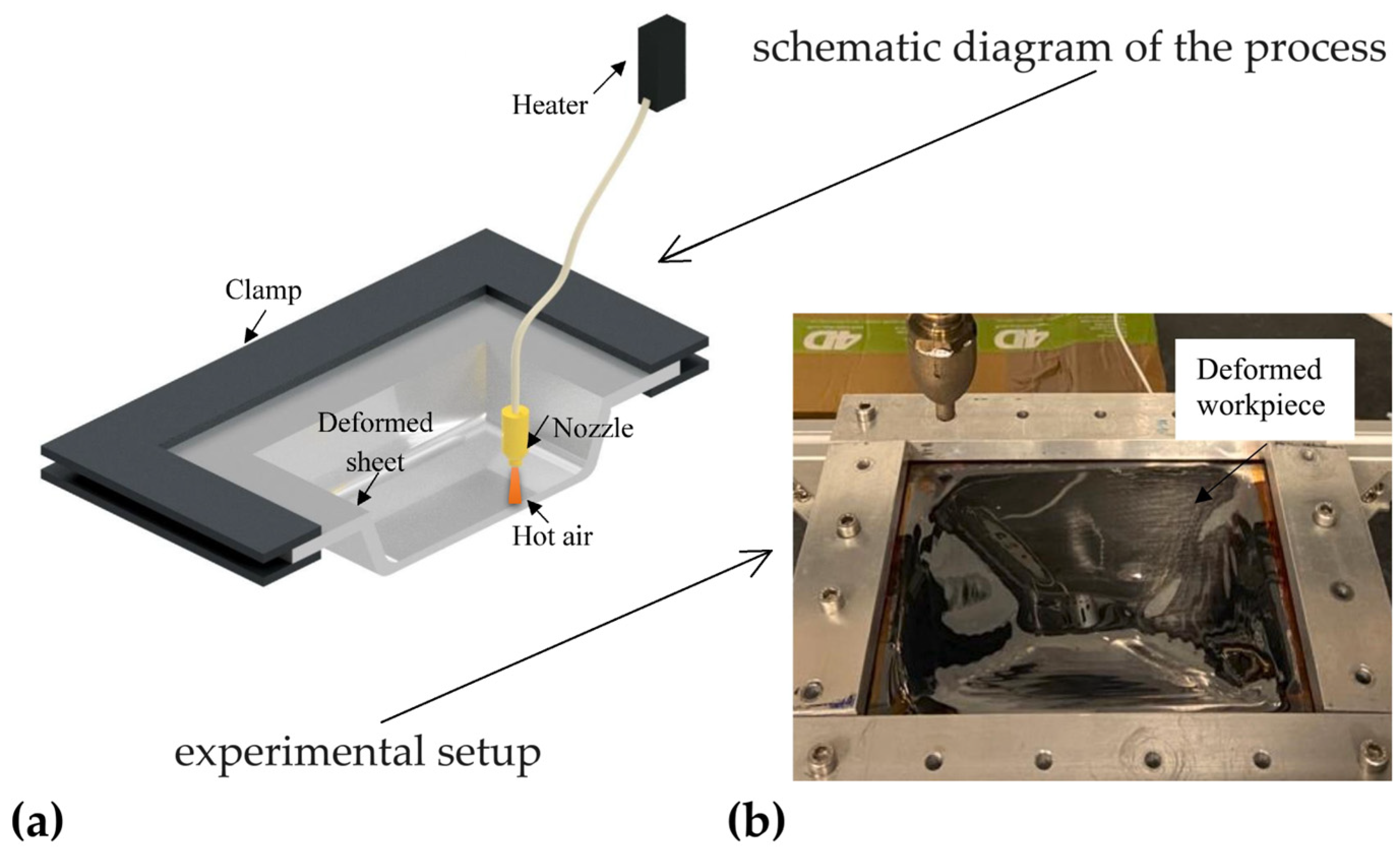
3.4. Contactless Method by Hot Air
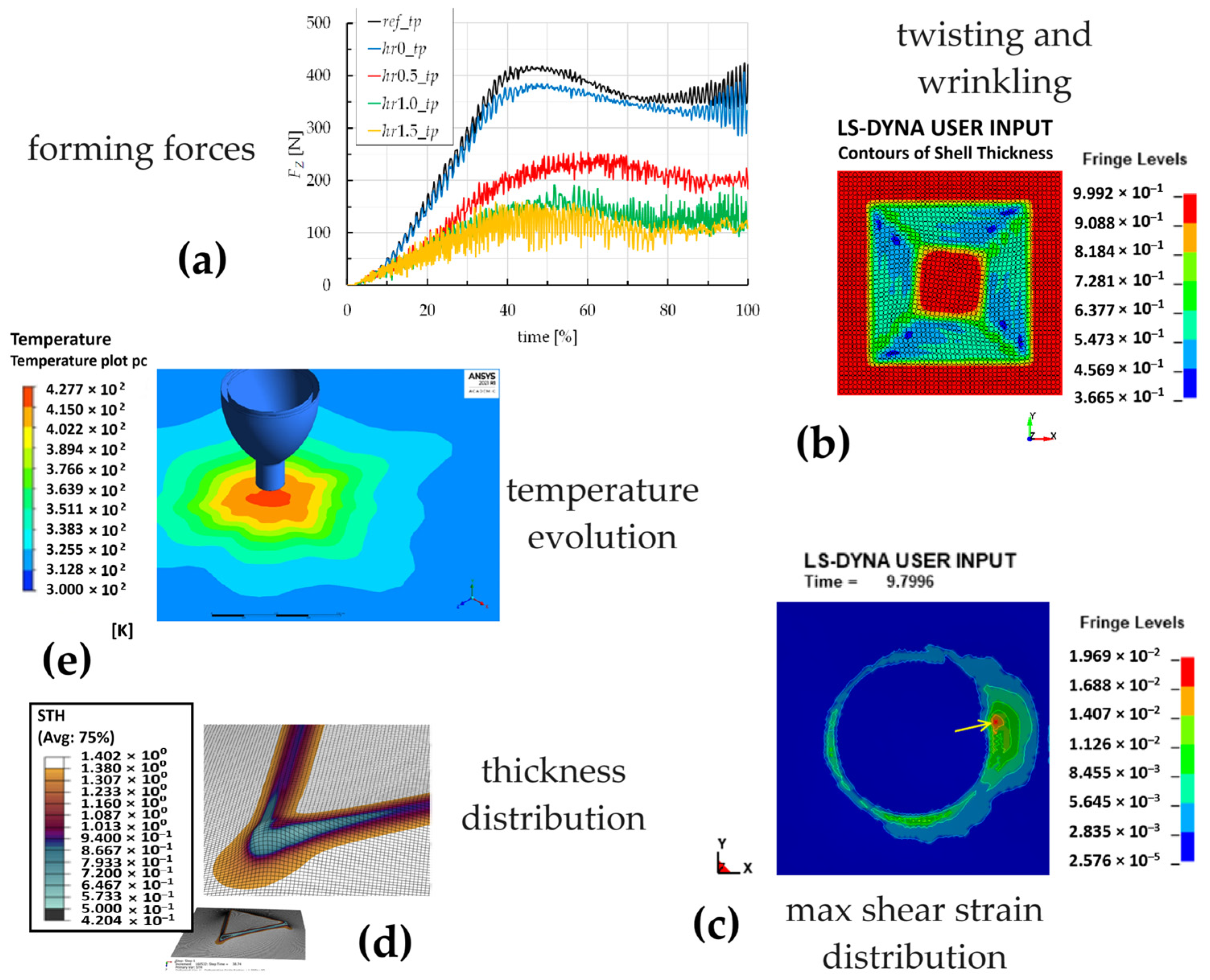
3.5. Numerical Analyses
4. Conclusions and Future Perspectives
- More effective analytical mechanics—this allows for a better description of the material behaviour of thermoplastics under ISF conditions;
- The development or improvement of alternative hybrid forming and toolpath strategies—these solutions represent a viable way to improve the process in terms of the material formability and the variety and complexity of the components, among others;
- The increased use of thermo-mechanical numerical simulations—the development of accurate numerical models represents a valid tool to investigate various features, such as deformations and failure mechanisms.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive Manufacturing: Scientific and Technological Challenges, Market Uptake and Opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Barimani-Varandi, A.; Nasrabadi, M.K.; Ravan, B.A.; Javadi, M. Rapid Prototyping of Aircraft Canopy Based on the Incremental Forming Process. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 59. [Google Scholar] [CrossRef]
- Hussain, G.; Khan, H.R.; Gao, L.; Hayat, N. Guidelines for Tool-Size Selection for Single-Point Incremental Forming of an Aerospace Alloy. Mater. Manuf. Process. 2013, 28, 324–329. [Google Scholar] [CrossRef]
- Duc-Toan, N.; Seung-Han, Y.; Dong-Won, J.; Tae-Hoon, C.; Young-Suk, K. Incremental Sheet Metal Forming: Numerical Simulation and Rapid Prototyping Process to Make an Automobile White-Body. Steel Res. Int. 2011, 82, 795–805. [Google Scholar] [CrossRef]
- Bertini, L.; Kubit, A.; Al-Sabur, R.; Gradzik, A.; Ochał, K.; Slota, J.; Korzeniowski, M. Investigating Residual Stresses in Metal-Plastic Composites Stiffening Ribs Formed Using the Single Point Incremental Forming Method. Materials 2022, 15, 8252. [Google Scholar] [CrossRef]
- Behera, A.K.; de Sousa, R.A.; Ingarao, G.; Oleksik, V. Single Point Incremental Forming: An Assessment of the Progress and Technology Trends from 2005 to 2015. J. Manuf. Process. 2017, 27, 37–62. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric Single Point Incremental Forming of Sheet Metal. CIRP Ann. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Martins, P.A.F.; Bay, N.; Skjoedt, M.; Silva, M.B. Theory of Single Point Incremental Forming. CIRP Ann. Manuf. Technol. 2008, 57, 247–252. [Google Scholar] [CrossRef]
- Peng, W.; Ou, H.; Becker, A. Double-Sided Incremental Forming: A Review. J. Manuf. Sci. Eng. Trans. ASME 2019, 141, 50802. [Google Scholar] [CrossRef]
- Silva, M.B.; Martins, P.A.F. Two-Point Incremental Forming with Partial Die: Theory and Experimentation. J. Mater. Eng. Perform. 2013, 22, 1018–1027. [Google Scholar] [CrossRef]
- Xu, P.; Li, X.; Feng, F.; Li, X.; Yang, Y. Experimental and Numerical Studies on Two-Point Incremental Forming of Woven Fabric Composite Sheet. J. Manuf. Process. 2023, 85, 205–215. [Google Scholar] [CrossRef]
- Gatea, S.; Ou, H.; McCartney, G. Review on the Influence of Process Parameters in Incremental Sheet Forming. Int. J. Adv. Manuf. Technol. 2016, 87, 479–499. [Google Scholar] [CrossRef]
- Echrif, S.B.M.; Hrairi, M. Research and Progress in Incremental Sheet Forming Processes. Mater. Manuf. Process. 2011, 26, 1404–1414. [Google Scholar] [CrossRef]
- Emmens, W.C.; Sebastiani, G.; van den Boogaard, A.H. The Technology of Incremental Sheet Forming-A Brief Review of the History. J. Mater. Process. Technol. 2010, 210, 981–997. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Oleksik, V.; Pepelnjak, T.; Najm, S.M.; Paniti, I.; Maji, K. Emerging Trends in Single Point Incremental Sheet Forming of Lightweight Metals. Metals 2021, 11, 1188. [Google Scholar] [CrossRef]
- Mandaloi, G.; Nagargoje, A.; Gupta, A.K.; Banerjee, G.; Shahare, H.Y.; Tandon, P. A Comprehensive Review on Experimental Conditions, Strategies, Performance, and Applications of Incremental Forming for Deformation Machining. J. Manuf. Sci. Eng. 2022, 144, 1–15. [Google Scholar] [CrossRef]
- Agrawal, M.K.; Singh, P.; Mishra, P.; Deb, R.K.; Mohammed, K.A.; Kumar, S.; Kumar, G. A Brief Review on the Perspective of a Newer Incremental Sheet Forming Technique and Its Usefulness. Adv. Mater. Process. Technol. 2024, 10, 506–516. [Google Scholar] [CrossRef]
- McAnulty, T.; Jeswiet, J.; Doolan, M. Formability in Single Point Incremental Forming: A Comparative Analysis of the State of the Art. CIRP J. Manuf. Sci. Technol. 2017, 16, 43–54. [Google Scholar] [CrossRef]
- Emmens, W.C.; van den Boogaard, A.H. An Overview of Stabilizing Deformation Mechanisms in Incremental Sheet Forming. J. Mater. Process. Technol. 2009, 209, 3688–3695. [Google Scholar] [CrossRef]
- Ai, S.; Long, H. A Review on Material Fracture Mechanism in Incremental Sheet Forming. Int. J. Adv. Manuf. Technol. 2019, 104, 33–61. [Google Scholar] [CrossRef]
- Kumar, A.; Gulati, V.; Kumar, P.; Singh, H. Forming Force in Incremental Sheet Forming: A Comparative Analysis of the State of the Art; Springer: Berlin/Heidelberg, Germany, 2019; Volume 41, ISBN 0123456789. [Google Scholar]
- Hirt, G.; Bambach, M.; Bleck, W.; Prahl, U.; Stollenwerk, J. The Development of Incremental Sheet Forming from Flexible Forming to Fully Integrated Production of Sheet Metal Parts; Springer: Berlin/Heidelberg, Germany, 2015; pp. 117–129. [Google Scholar] [CrossRef]
- Scheffler, S.; Pierer, A.; Scholz, P.; Melzer, S.; Weise, D.; Rambousek, Z. Incremental Sheet Metal Forming on the Example of Car Exterior Skin Parts. Procedia Manuf. 2019, 29, 105–111. [Google Scholar] [CrossRef]
- Lu, B.; Ou, H.; Shi, S.Q.; Long, H.; Chen, J. Titanium Based Cranial Reconstruction Using Incremental Sheet Forming. Int. J. Mater. Form. 2016, 9, 361–370. [Google Scholar] [CrossRef]
- Mohan, S.R.; Dewang, Y.; Sharma, V. Tool Path Planning for Hole-Flanging Process Using Single Point Incremental Forming. MATEC Web Conf. 2024, 393, 01003. [Google Scholar] [CrossRef]
- Chen, X.; Wen, T.; Qin, J.; Hu, J.; Zhang, M.; Zhang, Z. Deformation Feature of Sheet Metals During Inclined Hole-Flanging by Two-Point Incremental Forming. Int. J. Precis. Eng. Manuf. 2020, 21, 169–176. [Google Scholar] [CrossRef]
- Zhu, H.; Ou, H.; Popov, A. Incremental Sheet Forming of Thermoplastics: A Review. Int. J. Adv. Manuf. Technol. 2020, 111, 565–587. [Google Scholar] [CrossRef]
- Jackson, K.P.; Allwood, J.M.; Landert, M. Incremental Forming of Sandwich Panels. J. Mater. Process. Technol. 2008, 204, 290–303. [Google Scholar] [CrossRef]
- Fiorotto, M.; Sorgente, M.; Lucchetta, G. Preliminary Studies on Single Point Incremental Forming for Composite Materials. Int. J. Mater. Form. 2010, 3, 951–954. [Google Scholar] [CrossRef]
- Conte, R.; Ambrogio, G.; Pulice, D.; Gagliardi, F.; Filice, L. Incremental Sheet Forming of a Composite Made of Thermoplastic Matrix and Glass-Fiber Reinforcement. Procedia Eng. 2017, 207, 819–824. [Google Scholar] [CrossRef]
- AL-Obaidi, A.; Kunke, A.; Kräusel, V. Hot Single-Point Incremental Forming of Glass-Fiber-Reinforced Polymer (PA6GF47) Supported by Hot Air. J. Manuf. Process. 2019, 43, 17–25. [Google Scholar] [CrossRef]
- Okada, M.; Kato, T.; Otsu, M.; Tanaka, H.; Miura, T. Development of Optical-Heating-Assisted Incremental Forming Method for Carbon Fiber Reinforced Thermoplastic Sheet—Forming Characteristics in Simple Spot-Forming and Two-Dimensional Sheet-Fed Forming. J. Mater. Process. Technol. 2018, 256, 145–153. [Google Scholar] [CrossRef]
- Borić, A.; Kalendová, A.; Urbanek, M.; Pepelnjak, T. Characterisation of Polyamide (PA)12 Nanocomposites Withmontmorillonite (MMT) Filler Clay Used for the Incremental Forming of Sheets. Polymers 2019, 11, 1248. [Google Scholar] [CrossRef] [PubMed]
- Mohammadi, A.; Vanhove, H.; Attisano, M.; Ambrogio, G.; Duflou, J.R. Single Point Incremental Forming of Shape Memory Polymer Foam. In Proceedings of the MATEC Web of Conferences, Zürich, Switzerland, 19–21 October 2015; Volume 21, p. 4007. [Google Scholar]
- Rosa-Sainz, A.; Centeno, G.; Silva, M.B.; Vallellano, C. Experimental Failure Analysis in Polycarbonate Sheet Deformed by Spif. J. Manuf. Process. 2021, 64, 1153–1168. [Google Scholar] [CrossRef]
- Rosa-Sainz, A.; Centeno, G.; Silva, M.B.; Andrés López-Fernández, J.; Jesus Martínez-Donaire, A.; Vallellano, C. On the Determination of Forming Limits in Polycarbonate Sheets. Materials 2020, 13, 928. [Google Scholar] [CrossRef] [PubMed]
- Bagudanch, I.; Centeno, G.; Vallellano, C.; Garcia-Romeu, M.L. Revisiting Formability and Failure of Polymeric Sheets Deformed by Single Point Incremental Forming. Polym. Degrad. Stab. 2017, 144, 366–377. [Google Scholar] [CrossRef]
- Alkas Yonan, S.; Silva, M.B.; Martins, P.A.F.; Tekkaya, A.E. Plastic Flow and Failure in Single Point Incremental Forming of PVC Sheets. Express Polym. Lett. 2014, 8, 301–311. [Google Scholar] [CrossRef]
- Le, V.S.; Ghiotti, A.; Lucchetta, G. Preliminary Studies on Single Point Incremental Forming for Thermoplastic Materials. Int. J. Mater. Form. 2008, 1, 1179–1182. [Google Scholar] [CrossRef]
- Rajenthirakumar, D.; Sridhar, R. Single Point Incremental Sheet Forming of Polymer on Computer Numerically Controlled (CNC) Milling Machine Tool. Key Eng. Mater. 2014, 622, 420–426. [Google Scholar] [CrossRef]
- Rosca, N.; Oleksik, M.; Rosca, L.; Avrigean, E.; Trzepieciński, T.; Najm, S.M.; Oleksik, V. Minimizing the Main Strains and Thickness Reduction in the Single Point Incremental Forming Process of Polyamide and High-Density Polyethylene Sheets. Materials 2023, 16, 1644. [Google Scholar] [CrossRef]
- Centeno, G.; Bagudanch, I.; Morales-Palma, D.; García-Romeu, M.L.; Gonzalez-Perez-Somarriba, B.; Martinez-Donaire, A.J.; Gonzalez-Perez, L.M.; Vallellano, C. Recent Approaches for the Manufacturing of Polymeric Cranial Prostheses by Incremental Sheet Forming. Procedia Eng. 2017, 183, 180–187. [Google Scholar] [CrossRef]
- Bagudanch, I.; García-Romeu, M.L.; Ferrer, I.; Ciurana, J. Customized Cranial Implant Manufactured by Incremental Sheet Forming Using a Biocompatible Polymer. Rapid Prototyp. J. 2018, 24, 120–129. [Google Scholar] [CrossRef]
- Centeno, G.; Morales-Palma, D.; Gonzalez-Perez-Somarriba, B.; Bagudanch, I.; Egea-Guerrero, J.J.; Gonzalez-Perez, L.M.; García-Romeu, M.L.; Vallellano, C. A Functional Methodology on the Manufacturing of Customized Polymeric Cranial Prostheses from CAT Using SPIF. Rapid Prototyp. J. 2017, 23, 771–780. [Google Scholar] [CrossRef]
- Franzen, V.; Kwiatkowski, L.; Martins, P.A.F.; Tekkaya, A.E. Single Point Incremental Forming of PVC. J. Mater. Process. Technol. 2009, 209, 462–469. [Google Scholar] [CrossRef]
- Hernández-Ávila, M.; Lozano-Sánchez, L.M.; Perales-Martínez, I.A.; Elías-Zúñiga, A.; Bagudanch, I.; García-Romeu, M.L.; Elizalde, L.E.; Barrera, E.V. Single Point Incremental Forming of Bilayer Sheets Made of Two Different Thermoplastics. J. Appl. Polym. Sci. 2019, 136, 47093. [Google Scholar] [CrossRef]
- Marques, T.A.; Silva, M.B.; Martins, P.A.F. On the Potential of Single Point Incremental Forming of Sheet Polymer Parts. Int. J. Adv. Manuf. Technol. 2012, 60, 75–86. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.L.; Centeno, G.; Elías-Zúñiga, A.; Ciurana, J. Forming Force and Temperature Effects on Single Point Incremental Forming of Polyvinylchloride. J. Mater. Process. Technol. 2015, 219, 221–229. [Google Scholar] [CrossRef]
- Davarpanah, M.A.; Mirkouei, A.; Yu, X.; Malhotra, R.; Pilla, S. Effects of Incremental Depth and Tool Rotation on Failure Modes and Microstructural Properties in Single Point Incremental Forming of Polymers. J. Mater. Process. Technol. 2015, 222, 287–300. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Lambiase, F. Incremental Forming of Polycarbonate Sheets. J. Mater. Process. Technol. 2018, 253, 57–63. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Lambiase, F. Formability of Polycarbonate Sheets in Single-Point Incremental Forming. Int. J. Adv. Manuf. Technol. 2019, 102, 2049–2062. [Google Scholar] [CrossRef]
- Chang, Z.; Chen, J. Mechanism of the Twisting in Incremental Sheet Forming Process. J. Mater. Process. Technol. 2019, 276, 116396. [Google Scholar] [CrossRef]
- Duflou, J.R.; Vanhove, H.; Verbert, J.; Gu, J.; Vasilakos, I.; Eyckens, P. Twist Revisited: Twist Phenomena in Single Point Incremental Forming. CIRP Ann. Manuf. Technol. 2010, 59, 307–310. [Google Scholar] [CrossRef]
- Asghar, J.; Lingam, R.; Shibin, E.; Reddy, N.V. Tool Path Design for Enhancement of Accuracy in Single-Point Incremental Forming. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 1027–1035. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; Capece Minutolo, F.; Carrino, L.; Durante, M.; Langella, A. Negative and Positive Incremental Forming: Comparison by Geometrical, Experimental, and FEM Considerations. Mater. Manuf. Process. 2017, 32, 530–536. [Google Scholar] [CrossRef]
- Peng, H.; Li, M.; Liu, C.; Fu, W.; Cao, J. Numerical Simulation of Multi-Point Forming Accuracy for Polycarbonate Sheet. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2014, 228, 87–96. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Grossi, V.; Di Ilio, A. Analysis of Loads, Temperatures and Welds Morphology in FSW of Polycarbonate. J. Mater. Process. Technol. 2019, 266, 639–650. [Google Scholar] [CrossRef]
- Hou, Z.X.; Wu, J.; Wang, Z.R. A Study of the Bulge-Forming of Polycarbonate (PC) Sheet. J. Mater. Process. Technol. 2004, 151, 312–315. [Google Scholar] [CrossRef]
- Beşliu, I.; Tamaşag, I.; Slătineanu, L. An Experimental Study on Incremental Forming Process of Polycarbonate Sheets. Macromol. Symp. 2021, 395, 2000282. [Google Scholar] [CrossRef]
- Kyriacos, D. Polycarbonates. In Brydson’s Plastics Materials, 8th ed.; Elsevier: Amsterdam, The Netherlands, 2017; Chapter 17; pp. 457–485. ISBN 978-0-323-35824-8. [Google Scholar]
- Rey Calderón, A.A.; Díaz Díaz, A. New Aspects in the Mechanical Behavior of a Polycarbonate Found by an Experimental Study. Adv. Mater. Sci. Eng. 2018, 2018, 1540919. [Google Scholar] [CrossRef]
- Gedde, U.W. Polymer Physics; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Rosa-Sainz, A.; Magrinho, J.P.; Vaz, M.F.; Silva, M.B.; Centeno, G.; Vallellano, C. Analysing the Mechanisms of Failure in Polycarbonate Sheets Deformed by SPIF. J. Mater. Res. Technol. 2024, 31, 2156–2168. [Google Scholar] [CrossRef]
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014.
- Lampman, S. Characterization and Failure Analysis of Plastics; ASM International: Novelty, OH, USA, 2004; ISBN 978 0 87170 789 5. [Google Scholar]
- Hussain, G.; Gao, L.; Zhang, Z.Y. Formability Evaluation of a Pure Titanium Sheet in the Cold Incremental Forming Process. Int. J. Adv. Manuf. Technol. 2008, 37, 920–926. [Google Scholar] [CrossRef]
- Formisano, A.; Durante, M.; Boccarusso, L.; Astarita, A. The Influence of Thermal Oxidation and Tool-Sheet Contact Conditions on the Formability and the Surface Quality of Incrementally Formed Grade 1 Titanium Thin Sheets. Int. J. Adv. Manuf. Technol. 2017, 93, 3723–3732. [Google Scholar] [CrossRef]
- ISO12004-2; Metallic Materials-Sheet and Strip-Determination of Forming Limit Curves Part 2: Determination of Forming Limit Curves in Laboratory. ISO: Geneva, Switzerland, 2008.
- Martínez-Donaire, A.J.; García-Lomas, F.J.; Vallellano, C. New Approaches to Detect the Onset of Localised Necking in Sheets under Through-Thickness Strain Gradients. Mater. Des. 2014, 57, 135–145. [Google Scholar] [CrossRef]
- Liu, Z. Heat-Assisted Incremental Sheet Forming: A State-of-the-Art Review. Int. J. Adv. Manuf. Technol. 2018, 98, 2987–3003. [Google Scholar] [CrossRef]
- Araghi, B.T.; Göttmann, A.; Bambach, M.; Hirt, G.; Bergweiler, G.; Diettrich, J.; Steiners, M.; Saeed-Akbari, A. Review on the Development of a Hybrid Incremental Sheet Forming System for Small Batch Sizes and Individualized Production. Prod. Eng. 2011, 5, 393–404. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; De Fazio, D.; Durante, M. Effects of Toolpath on Defect Phenomena in the Incremental Forming of Thin Polycarbonate Sheets. Int. J. Adv. Manuf. Technol. 2024, 133, 4957–4966. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; De Fazio, D.; Durante, M. Experimental Evidence on Incremental Formed Polymer Sheets Using a Stair Toolpath Strategy. J. Manuf. Mater. Process. 2024, 8, 105. [Google Scholar] [CrossRef]
- Wang, J.; Nair, M.; Zhang, Y. An Efficient Force Prediction Strategy for Single Point Incremental Sheet Forming. Int. J. Adv. Manuf. Technol. 2017, 92, 3931–3939. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Boccarusso, L.; Langella, A. Influence of Cold-Rolling on Incremental Sheet Forming of Polycarbonate. Mater. Manuf. Process. 2020, 35, 328–336. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Boccarusso, L.; Astarita, A.; Langella, A. Single Point Incremental Forming of Cold-Rolled Polycarbonate Sheets. AIP Publ. 2019, 2113, 060007. [Google Scholar]
- Formisano, A.; Lambiase, F.; Durante, M. Polymer Self-Heating during Incremental Forming. J. Manuf. Process. 2020, 58, 1189–1199. [Google Scholar] [CrossRef]
- Formisano, A.; Durante, M.; Langella, A.; Minutolo, F.M.C. Localized Heat Assisted Incremental Forming of Polycarbonate Sheets by Tool Rotation. AIP Conf. Proc. 2019, 2113, 110002. [Google Scholar] [CrossRef]
- Almadani, M.; Guner, A.; Hassanin, H.; Essa, K. Hot-Air Contactless Single-Point Incremental Forming. J. Manuf. Mater. Process. 2023, 7, 179. [Google Scholar] [CrossRef]
- Almadani, M.; Guner, A.; Hassanin, H.; Essa, K. Optimisation of a Novel Hot Air Contactless Single Incremental Point Forming of Polymers. J. Manuf. Process. 2024, 117, 302–314. [Google Scholar] [CrossRef]
- Nagargoje, A.; Kankar, P.K.; Jain, P.K.; Tandon, P. Application of Artificial Intelligence Techniques in Incremental Forming: A State-of-the-Art Review. J. Intell. Manuf. 2023, 34, 985–1002. [Google Scholar] [CrossRef]
- Gómez-López, L.M.; Miguel, V.; Martínez, A.; Coello, J.; Calatayud, A. Simulation and Modeling of Single Point Incremental Forming Processes within a Solidworks Environment. Procedia Eng. 2013, 63, 632–641. [Google Scholar] [CrossRef]
- Medina-Sanchez, G.; Garcia-Collado, A.; Carou, D.; Dorado-Vicente, R. Force Prediction for Incremental Forming of Polymer Sheets. Materials 2018, 11, 1597. [Google Scholar] [CrossRef]
- Ostasevicius, V.; Eidukynas, D.; Grigaliunas, V.; Jurenas, V.; Paleviciute, I.; Gudauskis, M. Investigation of Advanced Robotized Polymer Sheet Incremental Forming Process. Sensors 2021, 21, 7459. [Google Scholar] [CrossRef]
- Formisano, A.; Durante, M.; Boccarusso, L.; Memola Capece, F. A Numerical Approach to Optimize the Toolpath Strategy for Polymers Forming. Mater. Res. Proc. 2023, 28, 1697–1702. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; Durante, M. Optimization of Single-Point Incremental Forming of Polymer Sheets through FEM. Materials 2023, 16, 451. [Google Scholar] [CrossRef]
- Suresh, K.; Bagade, S.D.; Regalla, S.P. Deformation Behavior of Extra Deep Drawing Steel in Single-Point Incremental Forming. Mater. Manuf. Process. 2015, 30, 1202–1209. [Google Scholar] [CrossRef]
- Formisano, A.; Durante, M.; Formisano, A.; Durante, M. A Numerical-Experimental Investigation of the Wrinkling Defect in Incremental Forming of Thin Polycarbonate Sheets. Int. Rev. Model. Simul. 2019, 12, 206–211. [Google Scholar] [CrossRef]
- Almadani, M.; Guner, A.; Hassanin, H.; De Lisi, M.; Essa, K. Contactless Single Point Incremental Forming: Experimental and Numerical Simulation. Int. J. Adv. Manuf. Technol. 2023, 129, 5167–5179. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, C.; Gao, M.; Liu, C. Emergy-Based Sustainability Measurement and Evaluation of Industrial Production Systems. Environ. Sci. Pollut. Res. 2022, 1, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Bagudanch, I.; Garcia-Romeu, M.L.; Sabater, M. Incremental Forming of Polymers: Process Parameters Selection from the Perspective of Electric Energy Consumption and Cost. J. Clean. Prod. 2016, 112, 1013–1024. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Formisano, A.; Durante, M. A Comprehensive Review on the Incremental Sheet Forming of Polycarbonate. Polymers 2024, 16, 3098. https://doi.org/10.3390/polym16213098
Formisano A, Durante M. A Comprehensive Review on the Incremental Sheet Forming of Polycarbonate. Polymers. 2024; 16(21):3098. https://doi.org/10.3390/polym16213098
Chicago/Turabian StyleFormisano, Antonio, and Massimo Durante. 2024. "A Comprehensive Review on the Incremental Sheet Forming of Polycarbonate" Polymers 16, no. 21: 3098. https://doi.org/10.3390/polym16213098
APA StyleFormisano, A., & Durante, M. (2024). A Comprehensive Review on the Incremental Sheet Forming of Polycarbonate. Polymers, 16(21), 3098. https://doi.org/10.3390/polym16213098