
Micro-Injection Molding of Carbon-Fiber-Reinforced Plastic (CFRP)/Polymethyl Methacrylate (PMMA) Composite Components



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Experimental Equipment
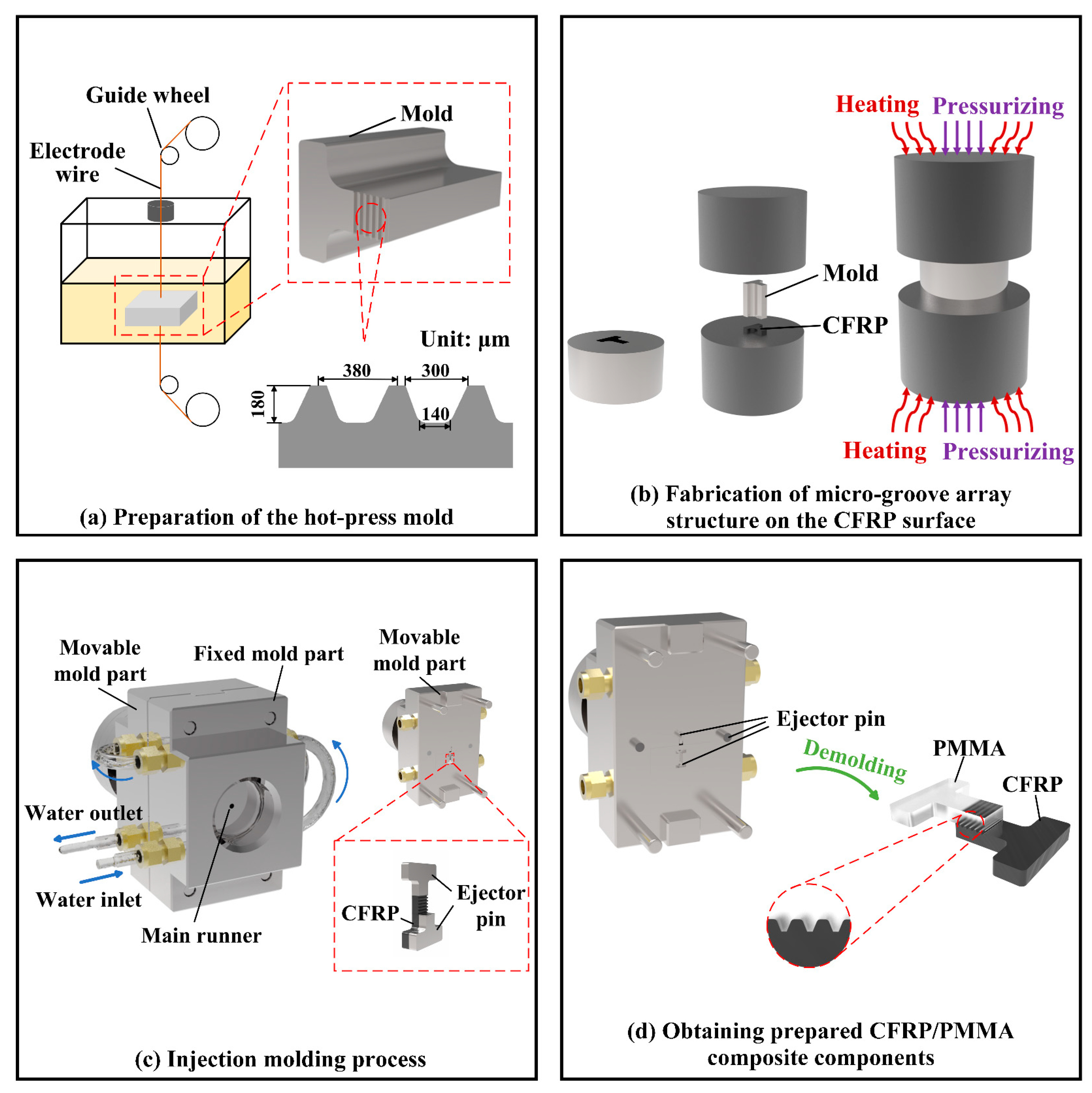
2.2. Fabrication Process
- (1)
- A slow wire-cutting machine was used to prepare the mold. The micro-groove array structure was fabricated on the surface of the mold using a wire-cutting technique (Figure 2a).
- (2)
- The mold and CFRP were placed in a hot press machine, and compression molding was carried out under a certain temperature, pressure, and time, thus completing the preparation of the micro-groove structure (Figure 2b).
- (3)
- A gasket and the CFRP obtained from the above process were sequentially installed in the injecting mold. The dried PMMA was poured into the inlet of the injection molding machine. Then, through injection molding, the melted PMMA was filled into the micro-groove (Figure 2c) such that a tight connection was formed between the CFRP and PMMA (Figure 2d).
2.3. Design of Experiments
3. Results and Discussion
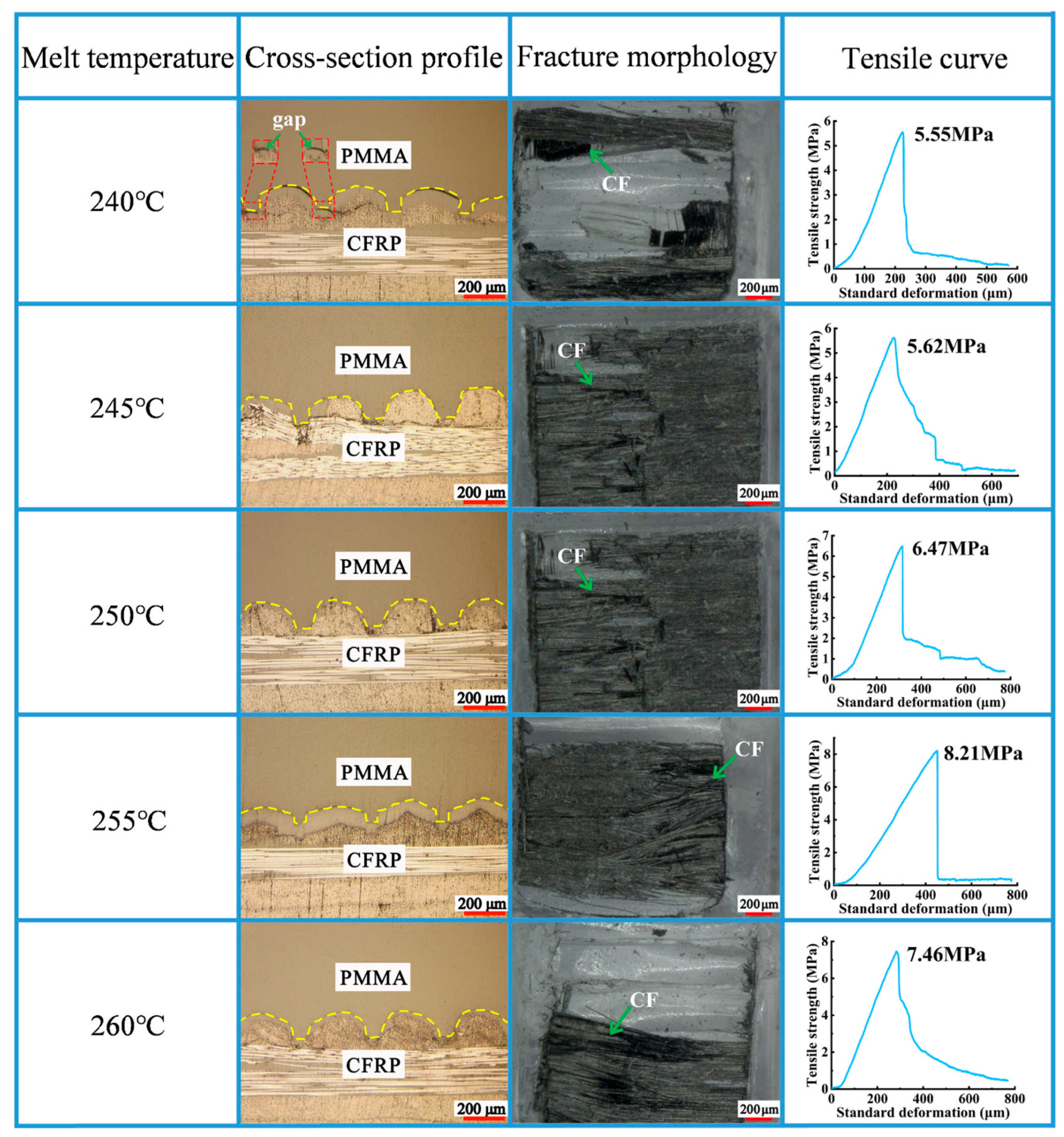
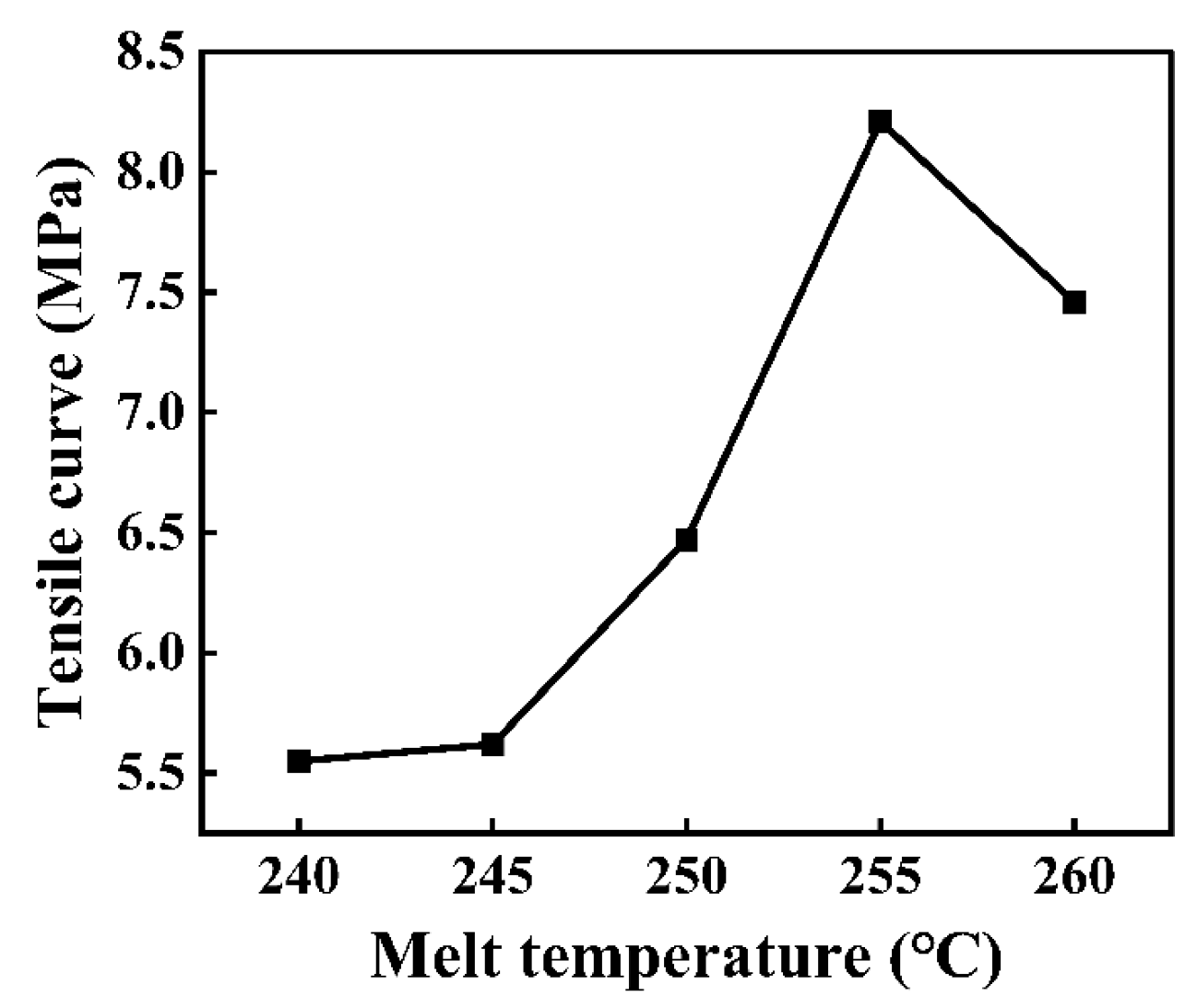
3.1. Melt Temperature
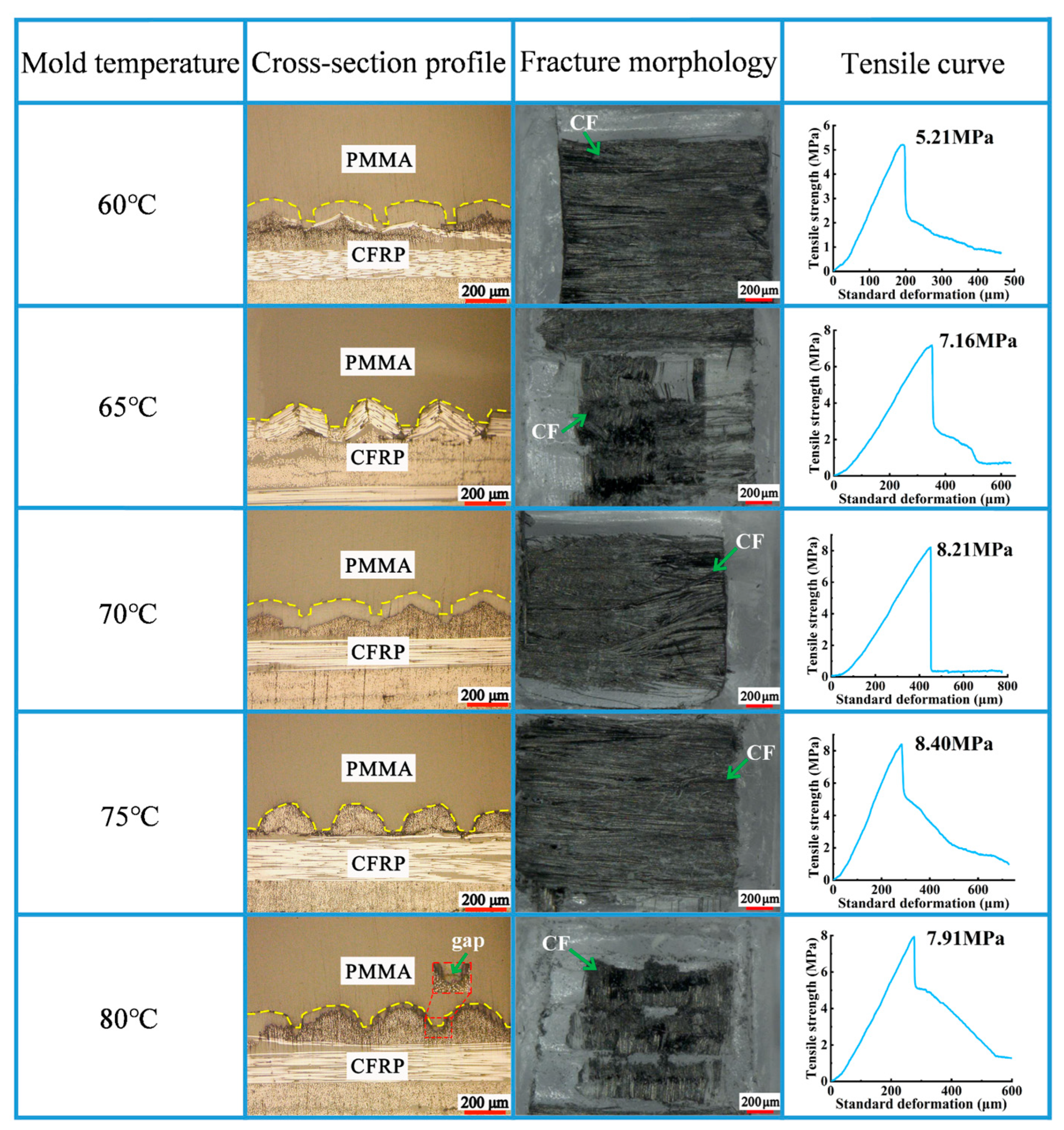
3.2. Mold Temperature
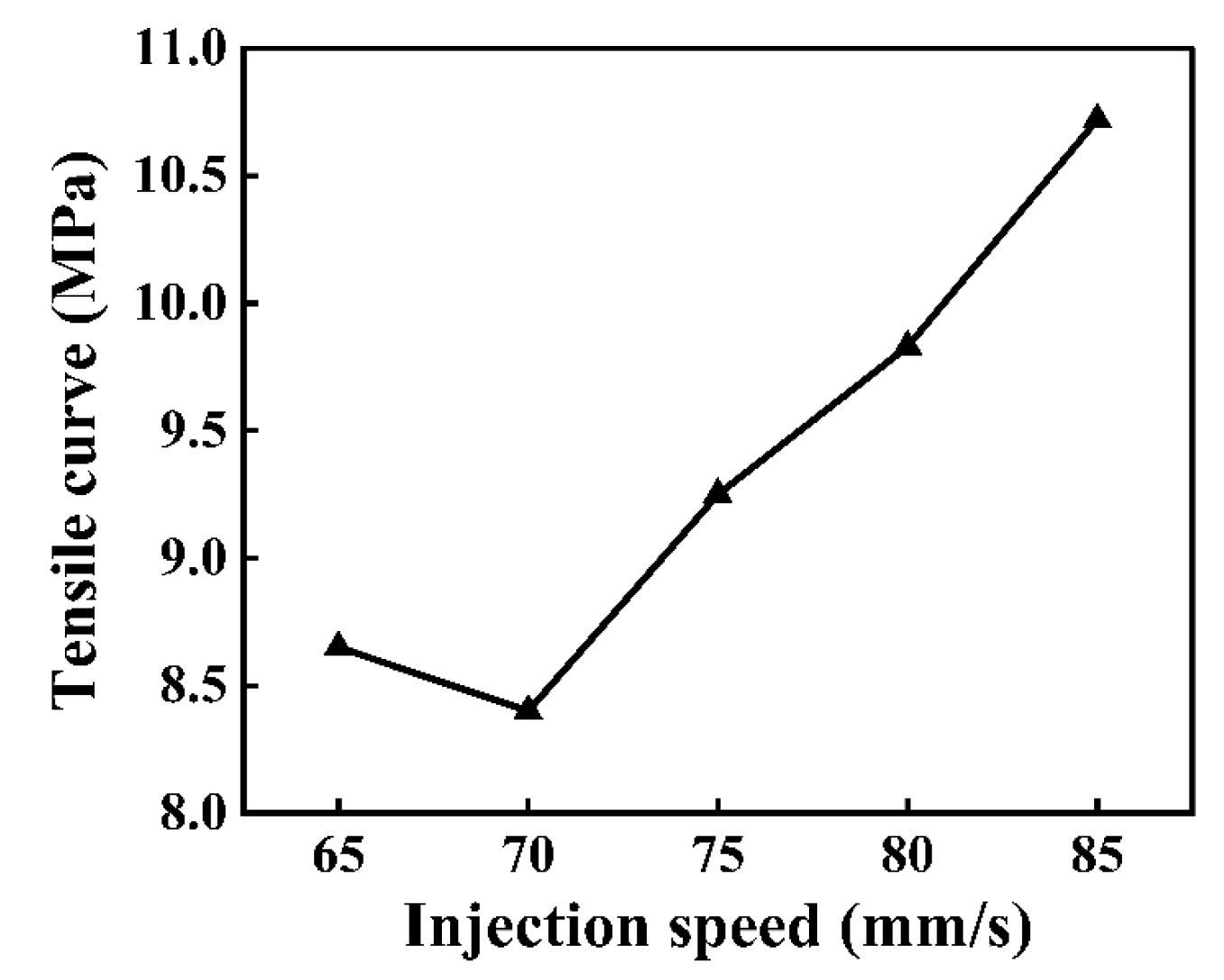
3.3. Injection Speed
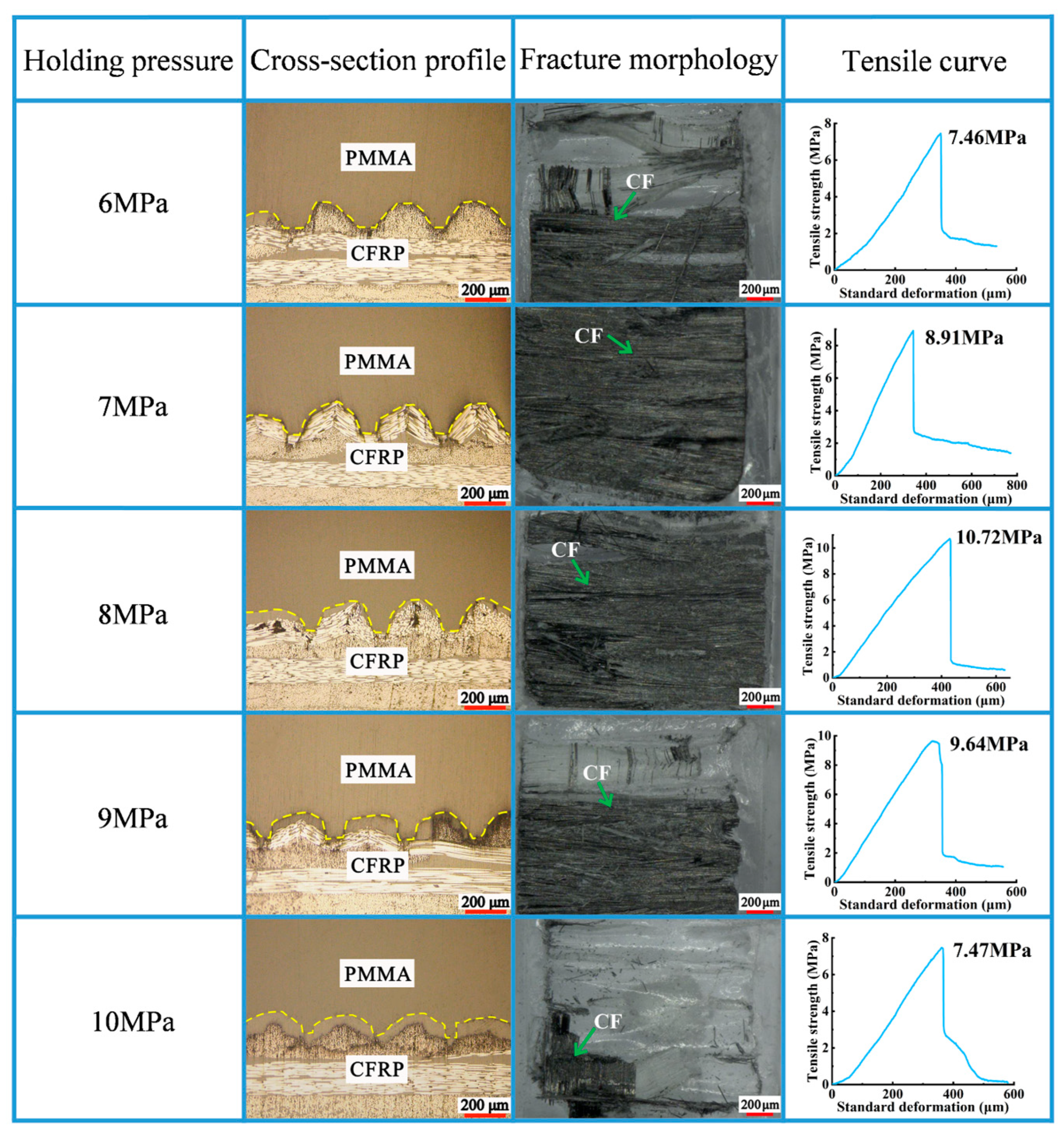
3.4. Holding Pressure
4. Conclusions
- (1)
- Using hot pressing technology and micro-injection molding technology, CFRP/PMMA composite components were successfully fabricated. The experimental results show that this method can effectively improve the tensile strength of composite components (from 1.18 MPa to 10.72 MPa). These results are mainly attributed to the preparation of micro-grooves on the surface of CFRP. These micro-grooves can increase the contact area between CFRP and PMMA, thereby enhancing the bonding strength of the CRFP and PMMA interface.
- (2)
- Based on an analysis of the single-factor experiment, it was observed that the injection molding process parameters had a distinct influence on the tensile strength of PMMA in this experiment. Specifically, as the melt temperature, mold temperature, and holding time increased, the tensile strength of PMMA exhibited an initially increasing trend that then decreased, reaching the peak tensile strength value under a melt temperature of 260 °C, a mold temperature of 75 °C, and a holding pressure of 8 MPa. Conversely, the tensile strength of PMMA exhibited an initially decreasing trend that increased with respect to an increase in injection speed, and it reached the maximum value at an injection speed of 85 mm/s.
- (3)
- According to the experimental results, with a melt temperature, mold temperature, injection speed, and holding pressure of 255 °C, 75 °C, 85 mm/s, and 8 MPa, relatively optimized process parameters can be obtained. Further optimizations and mechanism analyses of this process will be carried out in future studies.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Klein, L.; Joseph, Y.; Kröger, M. Product Integration of Established Crash Sensors for Safety Applications in Lightweight Vehicles. Sensors 2021, 21, 6994. [Google Scholar] [CrossRef]
- Zhang, S.; Song, H.; Xu, L.; Cai, K. Application Research on the Lightweight Design and Optimization of Carbon Fiber Reinforced Polymers (CFRP) Floor for Automobile. Polymers 2022, 14, 4768. [Google Scholar] [CrossRef]
- Ahmed, R.; Mushtaq, A.; Hashmi, S.; Abbasi, S.; Ali, Z.U. To Explore the Effect of Injection Molding Processing Parameters on Crazing in Acrylic Polymers. J. Chem. Soc. Pak. 2022, 44, 294–309. [Google Scholar] [CrossRef]
- Zafar, M.S. Prosthodontic Applications of Polymethyl Methacrylate (PMMA): An Update. Polymers 2020, 12, 2299. [Google Scholar] [CrossRef] [PubMed]
- Kim, D. Thermal and Mechanical Properties of Polymeric Materials for Automotive Applications Using Molecular Dynamics Simulation. Mater. Today Commun. 2023, 36, 106529. [Google Scholar] [CrossRef]
- Li, L. Effects of Strain Rate and Temperature on the Mechanical Behavior of Polymethyl Methacrylate (PMMA). Polym. Bull. 2023, 80, 8685–8702. [Google Scholar] [CrossRef]
- Seo, H.Y. High Mechanical Properties of Covalently Functionalized Carbon Fiber and Polypropylene Composites by Enhanced Interfacial Adhesion Derived from Rationally Designed Polymer Compatibilizers. Compos. Part B 2022, 228, 109439. [Google Scholar] [CrossRef]
- Miao, T.; Wang, W.; Zhai, Z.; Ding, Y. Effect of Injection Overmolding Parameters on the Interface Bonding Strength of Hybrid Thermoset–Thermoplastic Composites. Polymers 2023, 15, 2879. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Li, C.; He, J.; Gao, Y.; Hu, Z. Effect of functionalized nano-SiO2 addition on bond behavior of adhesively bonded CFRP-steel double-lap joint. Constr. Build. Mater. 2020, 244, 118400. [Google Scholar] [CrossRef]
- Wen, L.; Xu, X.; Qin, L. Effect of Low-Temperature Plasma Surface Treatment on Bonding Properties of Single-Lap Joint of Thermosetting Composites. Polymers 2023, 15, 1631. [Google Scholar] [CrossRef]
- Altmeyer, J. Effect of the Friction Riveting Process Parameters on the Joint Formation and Performance of Ti Alloy/Short-Fibre Reinforced Polyether Ether Ketone Joints. Mater. Des. 2014, 60, 164–176. [Google Scholar] [CrossRef]
- Ciftci, C. Experimental Investigation on the Bonding Strength of Knotted CFRP Bars in Bulk Plastics. Polymers 2023, 15, 2036. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y. Mechanical Behavior and Progressive Failure Analysis of Riveted, Bonded and Hybrid Joints with CFRP-Aluminum Dissimilar Materials. Thin-Walled Struct. 2019, 139, 271–280. [Google Scholar] [CrossRef]
- Jin, S.; Chen, L.; Zhu, S.; Du, B.; Liu, T.; Hou, X. Joint performance of a continuous glass fiber/polypropylene composite. Polymers 2023, 15, 3942. [Google Scholar] [CrossRef] [PubMed]
- Hu, S. Joints of Continuous Carbon Fiber Reinforced Lithium Aluminosilicate Glass Ceramics Matrix Composites to Ti60 Alloy Brazed Using Ti-Zr-Ni-Cu Active Alloy. Chin. J. Aeronaut. 2019, 32, 715–722. [Google Scholar] [CrossRef]
- Nguyen, V.-T.; Uyen, T.M.T.; Minh, P.S.; Do, T.T.; Huynh, T.H.; Nguyen, T.; Nguyen, V.T.; Nguyen, V.T.T. Weld Line Strength of Polyamide Fiberglass Composite at Different Processing Parameters in Injection Molding Technique. Polymers 2023, 15, 4102. [Google Scholar] [CrossRef]
- Jung, K.-W.; Kawahito, Y.; Takahashi, M.; Katayama, S. Laser Direct Joining of Carbon Fiber Reinforced Plastic to Aluminum Alloy. J. Laser Appl 2013, 25, 032003. [Google Scholar] [CrossRef]
- Wu, M.; Tong, X.; Wang, H.; Hua, L.; Chen, Y. Effect of Ultrasonic Vibration on Adhesive Bonding of CFRP/Al Alloy Joints Grafted with Silane Coupling Agent. Polymers 2020, 12, 947. [Google Scholar] [CrossRef]
- Liu, H. Laser Transmission Welding of PMMA to Alumina Ceramic. Ceram. Int. 2022, 48, 11018–11030. [Google Scholar] [CrossRef]
- Huang, Y.; Gao, X.; Ma, B.; Zhang, Y. Interface Formation and Bonding Mechanisms of Laser Welding of PMMA Plastic and 304 Austenitic Stainless Steel. Metals 2021, 11, 1495. [Google Scholar] [CrossRef]
- Abdel-Wahab, A.A. Temperature-dependent mechanical behaviour of PMMA: Experimental analysis and modelling. Polym. Test. 2017, 58, 86–95. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Tensile Strength (MPa) | Water Absorbing Capacity (%) |
|---|---|---|
| 1.19 | 70 | 0.3 |
| Sequence Number | Melt Temperature (°C) | Mold Temperature (°C) | Injection (mm/s) | Hold Pressure (MPa) |
|---|---|---|---|---|
| 1 | 240 | 70 | 70 | 8 |
| 2 | 245 | 70 | 70 | 8 |
| 3 | 250 | 70 | 70 | 8 |
| 4 | 255 | 70 | 70 | 8 |
| 5 | 260 | 70 | 70 | 8 |
| 6 | 255 | 60 | 70 | 8 |
| 7 | 255 | 65 | 70 | 8 |
| 8 | 255 | 75 | 70 | 8 |
| 9 | 255 | 80 | 70 | 8 |
| 10 | 255 | 75 | 65 | 8 |
| 11 | 255 | 75 | 75 | 8 |
| 12 | 255 | 75 | 80 | 8 |
| 13 | 255 | 75 | 85 | 8 |
| 14 | 255 | 75 | 85 | 6 |
| 15 | 255 | 75 | 85 | 7 |
| 16 | 255 | 75 | 85 | 9 |
| 17 | 255 | 75 | 85 | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Y.; Xu, B.; Zhao, H.; Zhu, L.; Lei, J. Micro-Injection Molding of Carbon-Fiber-Reinforced Plastic (CFRP)/Polymethyl Methacrylate (PMMA) Composite Components. Polymers 2024, 16, 3338. https://doi.org/10.3390/polym16233338
Xiao Y, Xu B, Zhao H, Zhu L, Lei J. Micro-Injection Molding of Carbon-Fiber-Reinforced Plastic (CFRP)/Polymethyl Methacrylate (PMMA) Composite Components. Polymers. 2024; 16(23):3338. https://doi.org/10.3390/polym16233338
Chicago/Turabian StyleXiao, Yingying, Bin Xu, Hang Zhao, Likuan Zhu, and Jianguo Lei. 2024. "Micro-Injection Molding of Carbon-Fiber-Reinforced Plastic (CFRP)/Polymethyl Methacrylate (PMMA) Composite Components" Polymers 16, no. 23: 3338. https://doi.org/10.3390/polym16233338
APA StyleXiao, Y., Xu, B., Zhao, H., Zhu, L., & Lei, J. (2024). Micro-Injection Molding of Carbon-Fiber-Reinforced Plastic (CFRP)/Polymethyl Methacrylate (PMMA) Composite Components. Polymers, 16(23), 3338. https://doi.org/10.3390/polym16233338