
Study on the Melt Rheological Characterization of Micro-Tube Gas-Assisted Extrusion Based on the Cross-Scale Viscoelastic Model


Abstract
:1. Introduction
2. Gas-Assisted Extrusion Modeling and Numerical Methods
2.1. Physical Models
2.2. Cross-Scale Control Equations
- (1)
- Continuity equation.
- (2)
- Motion equation.
- (3)
- Energy equation.
- (4)
- Cross-scale constitutive equation.
- (5)
- Gas state equation.
2.3. Boundary Conditions
- (1)
- Melt inlet boundary: Due to the assumption that the polymer melt flows as a fully developed non-Newtonian viscoelastic flow when it enters the shaping section, its velocity along the extrusion direction is constant and the radial velocity is 0. Therefore, the melt satisfies the following relation at the inlet interface: , where νx, νy, and νz are the velocities of the melt in the x, y, and z directions, respectively. Thus, the melt inlet boundary is defined as the flow inlet boundary with a flow rate set at 5 mm3/s.
- (2)
- Gas inlet boundary: After the gas enters its form as a stable gas cushion layer, the gas is in a fully developed state at this time. As a result, the gas inlet is set to meet the relationship and the inlet interface mechanics relationship to meet . Therefore, in the numerical simulation, the gas inlet is set as the pressure inlet boundary conditions. Since the inner gas pressure needs to be greater than the outer gas pressure [13], we set the inner gas pressure to 6000 Pa and the outer gas pressure to 5000 Pa initially.
- (3)
- Wall boundary: In the gas-assisted extrusion process, the gas forms a stable gas cushion layer, so the melt is not in contact with the die wall but with the gas. There is almost no relative slip between the gas and the wall, so the wall adopts the complete slip boundary condition, which satisfies the relation .
- (4)
- Interface boundary: At the interface between the gas and the melt, the relative slip and surface tension between the gas and melt are neglected, the stresses on both sides of the interface are in equilibrium, and the fluid does not penetrate the interface. That is, the boundary satisfies the dynamics condition , where I and II denote the melt and gas, respectively.
- (5)
- Free surface boundary: After the polymer melt is extruded out of the die, in the absence of external pressure and surface tension on the inner and outer walls, the boundary satisfies the following dynamics conditions: .
- (6)
- Symmetry plane boundary: To improve the computational efficiency of the numerical simulation, the one-quarters micro-tube model is used for the simulation, so there are two symmetry planes that are not affected by the tangential force and normal velocity, and these meet the following boundary conditions: .
- (7)
- Melt outlet boundary: Without any traction force applied to the end of the micro-tube melt, its end is sufficiently cooled and shaped so that the following boundary conditions are satisfied: .
- (8)
- Gas outlet boundary: Due to the unknown pressure and motion state of the gas at the die outlet, the outflow condition is set, satisfying the following dynamics conditions: .
2.4. Numerical Simulation Parameters
2.5. Quantification of Extrusion Quality
2.6. Numerical Calculation
3. Numerical Results and Analysis
3.1. Extrusion Quality Results and Analysis
3.2. Velocity Distribution Results and Analysis
- (1)
- Axial velocity.
- (2)
- Radial velocity.
3.3. Pressure Distribution Results and Analysis
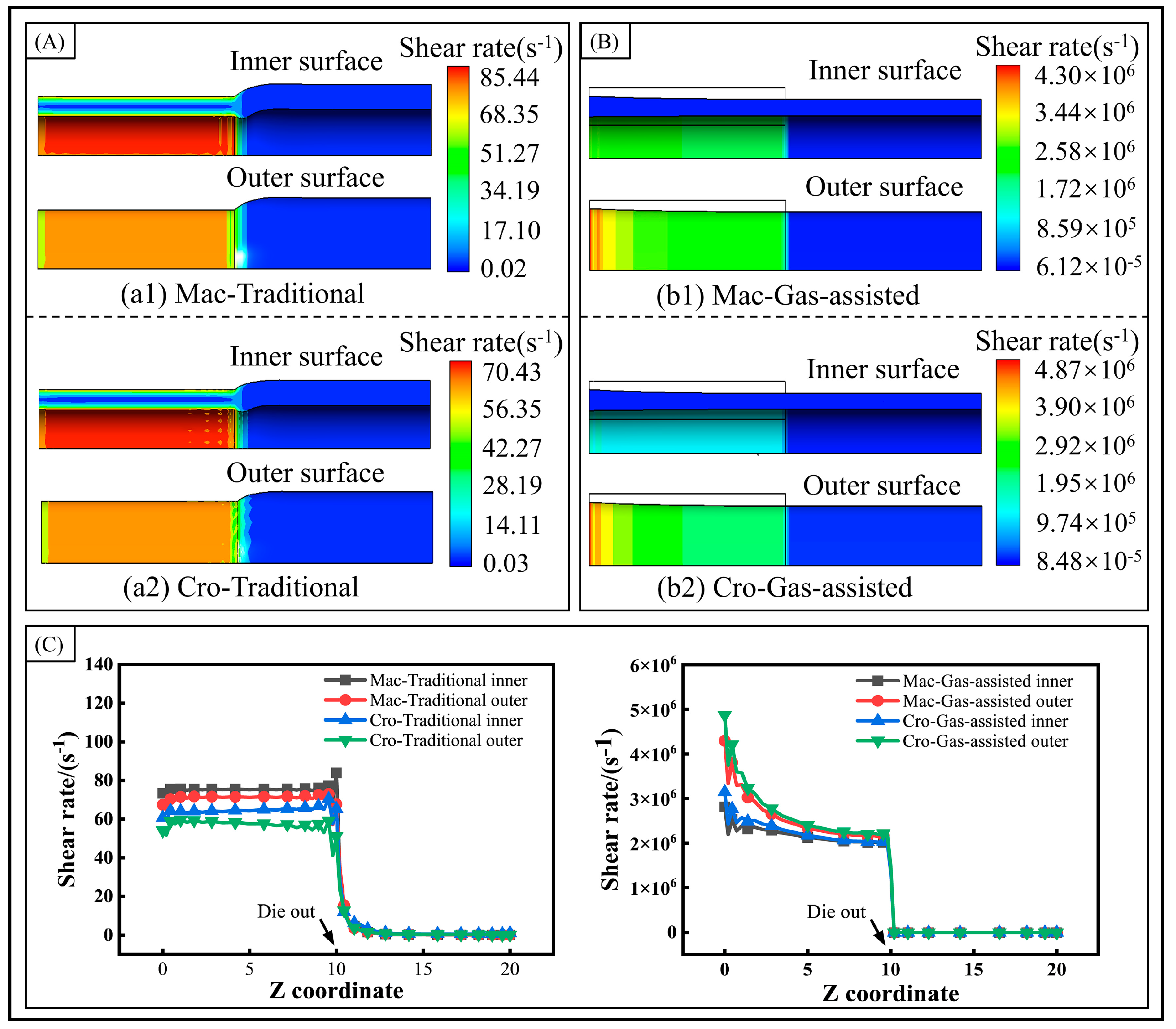
3.4. Shear Rate Distribution Results and Analysis
3.5. First Normal Stress Difference Distribution Results and Analysis
4. Numerical Simulation with Different Parameters
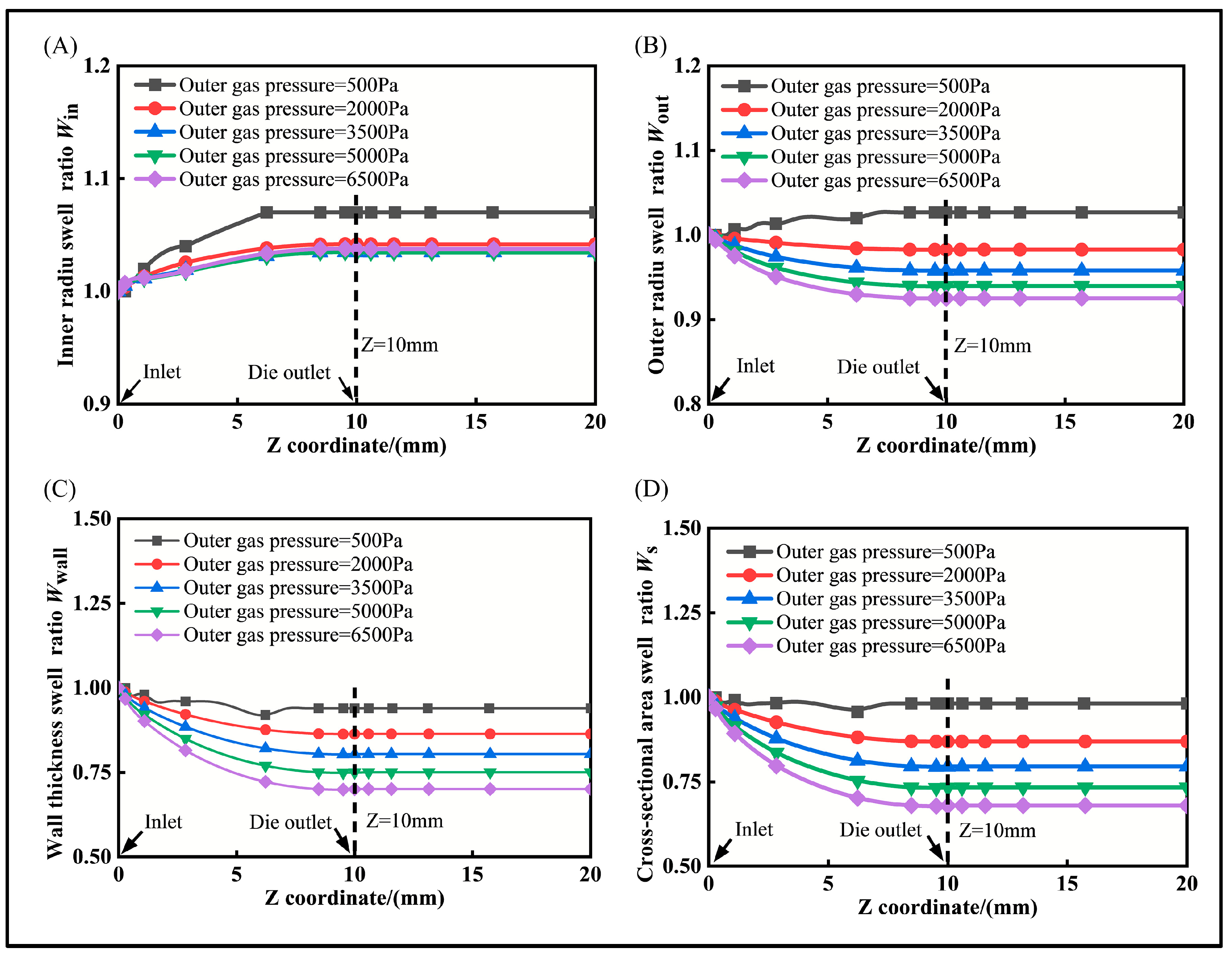
4.1. The Effect of Gas Pressure in Gas-Assisted Extrusion
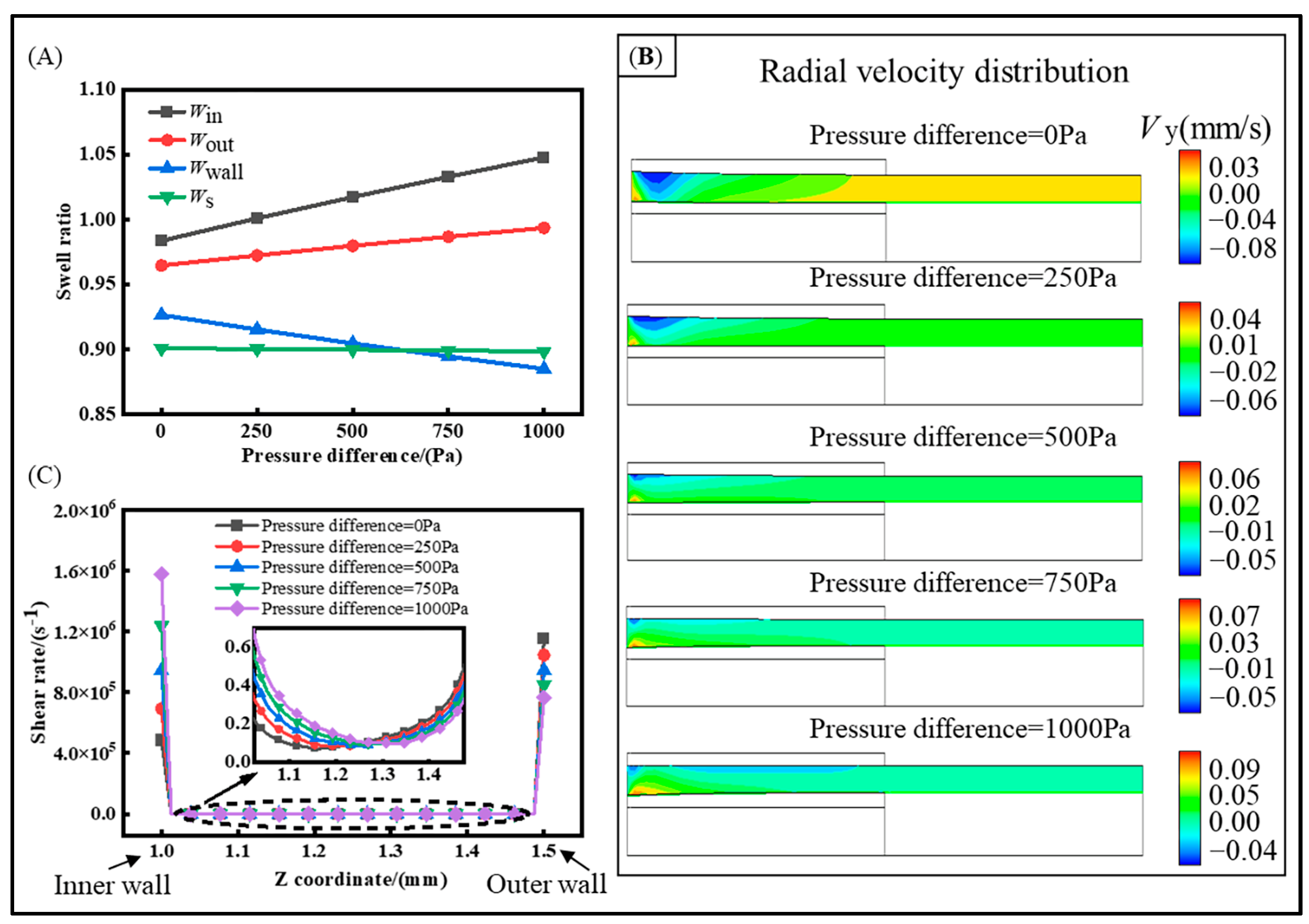
4.2. The Effect of Inner and Outer Gas Pressure Difference in Gas-Assisted Extrusion
5. Experimental Results and Analysis
5.1. Experimental Equipment
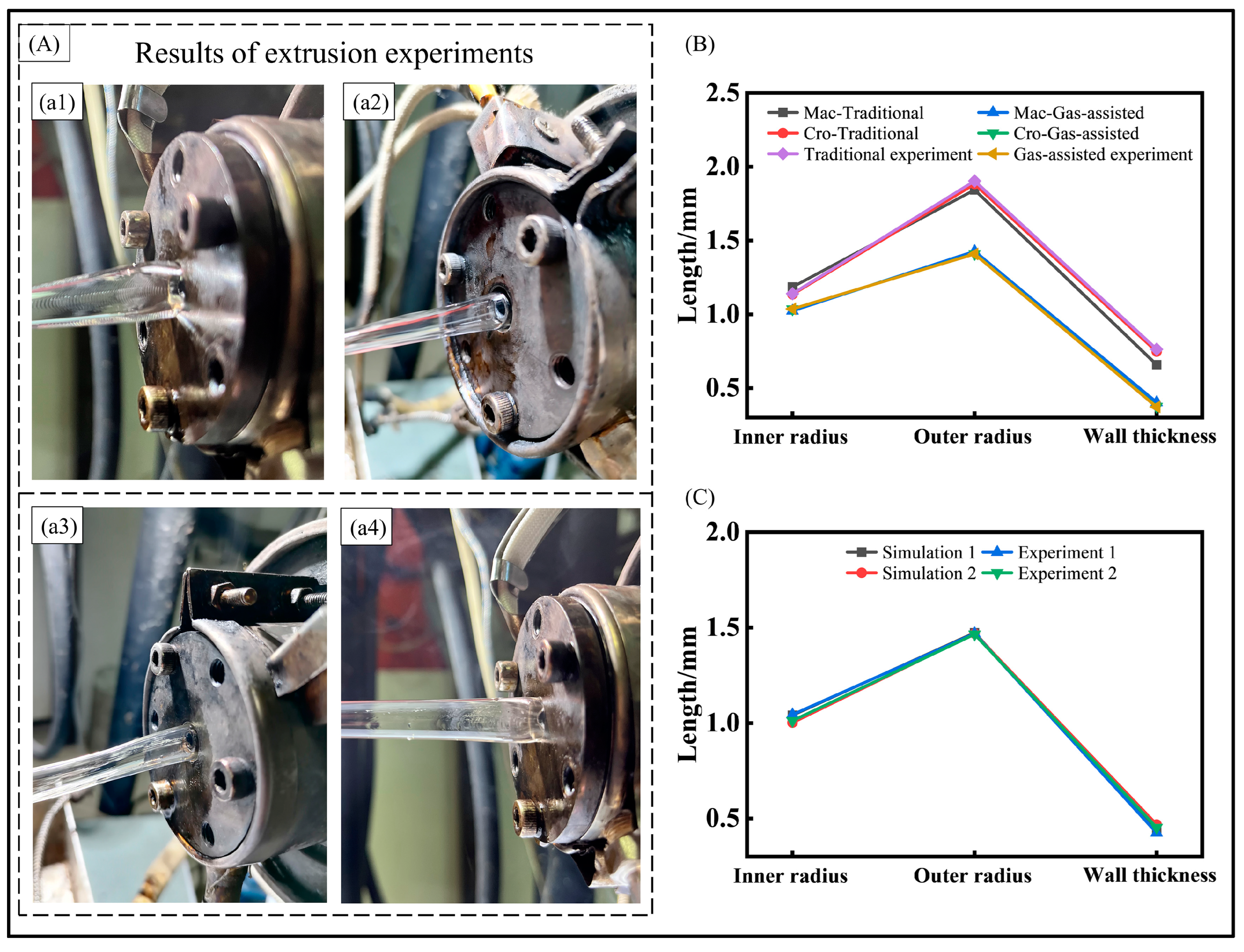
5.2. Extrusion Quality Results and Analysis
6. Conclusions
- (1)
- To investigate the impact of melt viscosity variation on the micro-tube extrusion quality, a multiphase flow gas-assisted extrusion 3D model was constructed. The size factor was then introduced to formulate the cross-scale viscosity equation, and the DCPP viscoelastic constitutive model was refined. Subsequently, a multidimensional extrusion quality evaluation system was established. Ultimately, the numerical and experimental results from the traditional extrusion and gas-assisted extrusion under both the macroscale and cross-scale models were compared. The melt deformation behavior under the cross-scale model is more pronounced than under the macroscale. Furthermore, the numerical results under the cross-scale model align more closely with the experimental outcomes, thereby validating the feasibility of the theoretical analysis and numerical simulation. The predictive capability of the cross-scale model is further confirmed through numerical simulations with varied parameterizations and experimental analysis. It was demonstrated that the cross-scale effect is critical and cannot be overlooked in the design of the micro-tube extrusion dies and in the numerical simulation.
- (2)
- Furthermore, to better control the gas pressure, the effects of the gas pressure and gas pressure differences were investigated. As the gas pressure increases, the inner radius tends to increase and the outer radius tends to decrease, implying that the shrinkage behavior becomes more pronounced; however, the rate of change slows down. With an increase in the pressure difference, the change rate of the inner radius accelerates, while the change rate of the outer radius decelerates, and the center line moves outward. This suggests that an appropriate pressure difference can effectively minimize the discrepancies between the inner and outer dimensions, thereby reducing any dimensional deformation.
- (3)
- Due to the interactions among the process parameters, the coupled effects of the extrusion flow rate, gas pressure, pressure difference, temperature, and viscoelastic behavior will be further considered in future studies. This approach aims to more accurately reflect the actual extrusion process and to develop reasonable extrusion parameters.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Feng, X.; Monro, T.M. Extruded single-mode high-index-core one-dimensional microstructure optical fiber with high index-contrast for highly nonlinear optical devices. Appl. Phys. Lett. 2005, 87, 081110. [Google Scholar] [CrossRef]
- Wei, Y.; Bai, J. Study on the Extrusion Molding Process of Polylactic Acid Micro Tubes for Biodegradable Vascular Stents. Polymers 2022, 14, 4790. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Rabhi, F. Experimental and numerical investigation of extrudate swell of polylactic acid via extrusion-based additive manufacturing process. Int. J. Adv. Manuf. Technol. 2024, 131, 663–674. [Google Scholar] [CrossRef]
- Tang, D.; Marchesini, F.H. Isothermal flow of neat polypropylene through a slit die and its die swell: Bridging experiments and 3D numerical simulations. J. Non-Newton. Fluid 2019, 266, 33–45. [Google Scholar] [CrossRef]
- Deng, Y.J.; Peng, L.F. Constitutive modeling of size effect on deformation behaviors of amorphous polymers in micro-scaled deformation. Int. J. Plasticity 2017, 89, 197–222. [Google Scholar] [CrossRef]
- Deng, X.; Xiao, B. Progress on Polymer Gas-Assisted Extrusion Molding. Polym. Mater. Sci. Eng. 2022, 38, 151–158. [Google Scholar]
- Liang, R.F.; Mackley, M.R. The gas-assisted extrusion of molten polyethylene. J. Rheol. 2001, 45, 211–226. [Google Scholar] [CrossRef]
- Huang, X. Theoretical and Experimental Study of Polymer Gas-Assisted Extrusion from Dies. Ph.D. Thesis, Nanchang University, Nanchang, China, 2006. [Google Scholar]
- Jiang, S.; Liu, H. Improved die assembly for gas-assisted sheet extrusion using different up and down gas layer thicknesses. Polym. Eng. Sci. 2021, 61, 1546–1558. [Google Scholar] [CrossRef]
- Sharma, S.; Sarkar, K. An approach to design extrusion dies for complex shaped rubber profiles using finite element analysis. J. Manuf. Process 2020, 57, 700–711. [Google Scholar] [CrossRef]
- Jin, G.; Wang, M. Design and experiments of extrusion die for polypropylene five-lumen micro tube. J. Mater. Process Technol. 2014, 214, 50–59. [Google Scholar] [CrossRef]
- Lu, Y.; Jiang, K. Study on rheological properties of in-mold co-injection self-reinforced polymer melt. Polym. Test. 2021, 93, 106910. [Google Scholar] [CrossRef]
- Liu, B.; Huang, X. Effect of Pressure Difference between Inner and Outer Gas Layer on Micro-Tube Deformation during Gas-Assisted Extrusion. Polymers 2022, 14, 3559. [Google Scholar] [CrossRef]
- Liu, K.; Wang, M. Effect of characteristic scale on the extrudate swelling behavior of polypropylene melt in a micro-extrusion process. Polym. Eng. Sci. 2021, 61, 1864–1881. [Google Scholar] [CrossRef]
- Ren, Z.; Huang, X. Experimental and numerical studies for the gas-assisted extrusion forming of polypropylene micro-tube. Int. J. Mater. Form. 2020, 13, 235–256. [Google Scholar] [CrossRef]
- Tang, D.; Marchesini, F.H. Three-dimensional flow simulations for polymer extrudate swell out of slit dies from low to high aspect ratios. Phys. Fluids 2019, 31, 093103. [Google Scholar] [CrossRef]
- Tian, H. Extrusion Theory and Die Design Method of Polymer Multi-lumen Micro Tubes. Ph.D. Thesis, Dalian University of Technology, Dalian, China, 2016. [Google Scholar]
- Xu, B. Research on Microscale Effects of Filling Flow and Key Technology of Micro Mold in Micro Injection Molding. Ph.D. Thesis, Dalian University of Technology, Dalian, China, 2010. [Google Scholar]
- Xu, Z.; Sun, R. Nature of Steady-State Fast Flow in Entangled Polymer Melts: Chain Stretching, Shear Thinning, and Viscosity Scaling. Macromolecules 2022, 55, 10737–10750. [Google Scholar] [CrossRef]
- Rean-Der Chien, W.J.S.C. Study on rheological behavior of polymer melt flowing through micro-channels considering the wall-slip effect. J. Micromech. Microeng. 2005, 15, 1389. [Google Scholar] [CrossRef]
- Xu, B.; Wang, M. Theoretical and Experimental Approach of the Viscosity of Polymer Melt under Micro-scale Effect. J. Mech. Eng. 2010, 46, 125–132. [Google Scholar] [CrossRef]
- Zhao, D.; Jin, Y. Study on viscosity of polymer melt flowing through microchannels considering the wall-slip effect. Polym. Eng. Sci. 2012, 52, 1806–1814. [Google Scholar] [CrossRef]
- Tang, D.; Marchesini, F.H. The impact of upstream contraction flow on three-dimensional polymer extrudate swell from slit dies. J. Non-Newton. Fluid 2020, 282, 104337. [Google Scholar] [CrossRef]
- Sugeng, F.; Phan Thien, N. A Study of Non-Isothermal Non-Newtonian Extrudate Swell by a Mixed Boundary Element and Finite Element Method. J. Rheol. 1987, 31, 37–58. [Google Scholar] [CrossRef]
- Azaiez, J.; Guénette, R. Numerical simulation of viscoelastic flows through a planar contraction. J. Non-Newton. Fluid 1996, 2, 253–277. [Google Scholar] [CrossRef]
- Tanoue, S.; Iemoto, Y. Effect of die gap width on annular extrudates by the annular extrudate swell simulation in steady-states. Polym. Eng. Sci. 1999, 39, 2172–2180. [Google Scholar] [CrossRef]
- Clemeur, N.; Rutgers, R.P. On the evaluation of some differential formulations for the pom-pom constitutive model. Rheol. Acta 2003, 42, 217–231. [Google Scholar] [CrossRef]
- Ren, Z.; Huang, X. Numerical and experimental studies for gas assisted extrusion forming of molten polypropylene. J. Appl. Polym. Sci. 2015, 132, 42682. [Google Scholar] [CrossRef]
- McLeish, T.C.B.; Larson, R.G. Molecular constitutive equations for a class of branched polymers: The pom-pom polymer. J. Rheol. 1998, 42, 81–110. [Google Scholar] [CrossRef]
- Tian, H.; Zhao, D. Study on extrudate swell of polypropylene in double-lumen micro profile extrusion. J. Mater. Process Technol. 2015, 225, 357–368. [Google Scholar] [CrossRef]
- Wang, M.; Tian, H. Micro-scale Shear Viscosity Testing Approach and Viscosity Model of Polymer Melts. J. Mech. Eng. 2012, 48, 21–29. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Boundary Conditions | Faces | Boundary Types | Boundary Conditions | |
|---|---|---|---|---|
| 1 | Melt inlet boundary | bcgf | Volume flow inlet | |
| 2 | Gas inlet boundary | abfe, cdhg | Pressure inlet | |
| 3 | Wall boundary | dhpl | Full slip condition | |
| 4 | Interface boundary | cgok, bfnj | Interface boundary | |
| 5 | Free surface boundary | Jnsq, kotr | Without forces | |
| 6 | Symmetry plane | ehts, adrq | Plane of symmetry | |
| 7 | Melt outlet boundary | qrts | Without traction forces | |
| 8 | Gas outlet boundary | Ijnm, klpo | Outflow |
| Mode | G/(Pa) | /(s) | /(s) | ||
|---|---|---|---|---|---|
| 1 | 334.3 | 6.317 | 3.158 | 8 | 0.105 |
| 2 | 5236 | 0.5471 | 0.2736 | 4 | 0.125 |
| 3 | 30990 | 0.052 | 0.026 | 1 | 0.2 |
| 4 | 97460 | 0.0042 | 0.0021 | 1 | 0.2 |
| Experiment Conditions | Gas-Assisted Extrusion | Traditional Extrusion |
|---|---|---|
| Temperature of the die (°C) | 215 | 215 |
| Extruder speed (r/min) | 5 | 5 |
| Temperature of the gas (°C) | 210 | / |
| Temperature of the melt (°C) | 215 | 215 |
| Pulling speed (r/min) | 4 | 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Huang, X.; Liu, B.; Chen, S. Study on the Melt Rheological Characterization of Micro-Tube Gas-Assisted Extrusion Based on the Cross-Scale Viscoelastic Model. Polymers 2024, 16, 973. https://doi.org/10.3390/polym16070973
Zhang X, Huang X, Liu B, Chen S. Study on the Melt Rheological Characterization of Micro-Tube Gas-Assisted Extrusion Based on the Cross-Scale Viscoelastic Model. Polymers. 2024; 16(7):973. https://doi.org/10.3390/polym16070973
Chicago/Turabian StyleZhang, Xiaohui, Xingyuan Huang, Bin Liu, and Shuiquan Chen. 2024. "Study on the Melt Rheological Characterization of Micro-Tube Gas-Assisted Extrusion Based on the Cross-Scale Viscoelastic Model" Polymers 16, no. 7: 973. https://doi.org/10.3390/polym16070973
APA StyleZhang, X., Huang, X., Liu, B., & Chen, S. (2024). Study on the Melt Rheological Characterization of Micro-Tube Gas-Assisted Extrusion Based on the Cross-Scale Viscoelastic Model. Polymers, 16(7), 973. https://doi.org/10.3390/polym16070973