
Effect of Ultraviolet Aging on Properties of Epoxy Resin and Its Pultruded Fiber-Reinforced Composite

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.2.1. Preparation of Epoxy Resin Castings
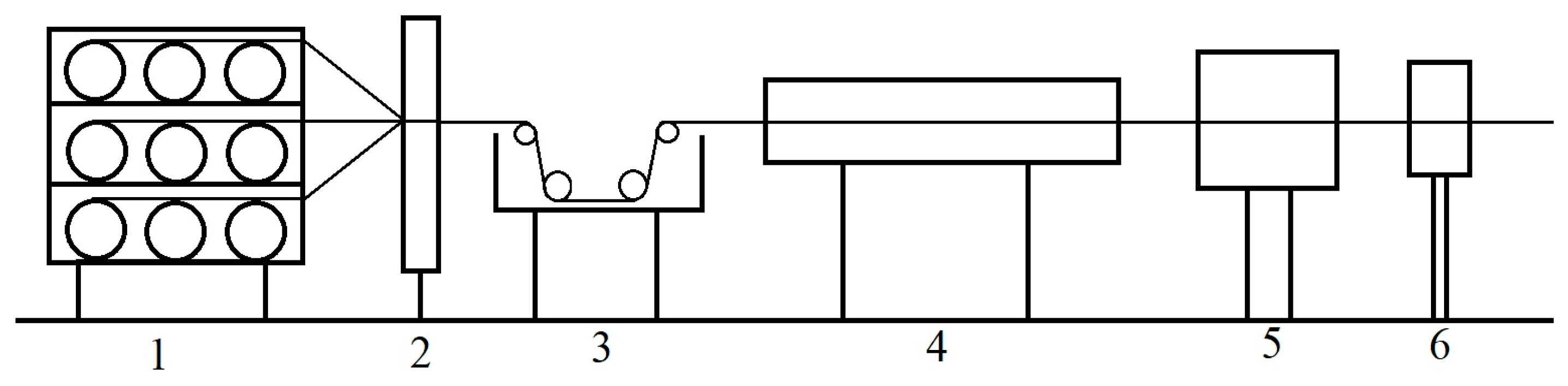
2.2.2. Preparation of Carbon Fiber/Glass Fiber Hybrid Reinforced Epoxy Pultruded Composites
2.3. Experimental Methods
2.4. Characterization Methods
3. Results and Discussion
3.1. Aging Properties of Epoxy Castings
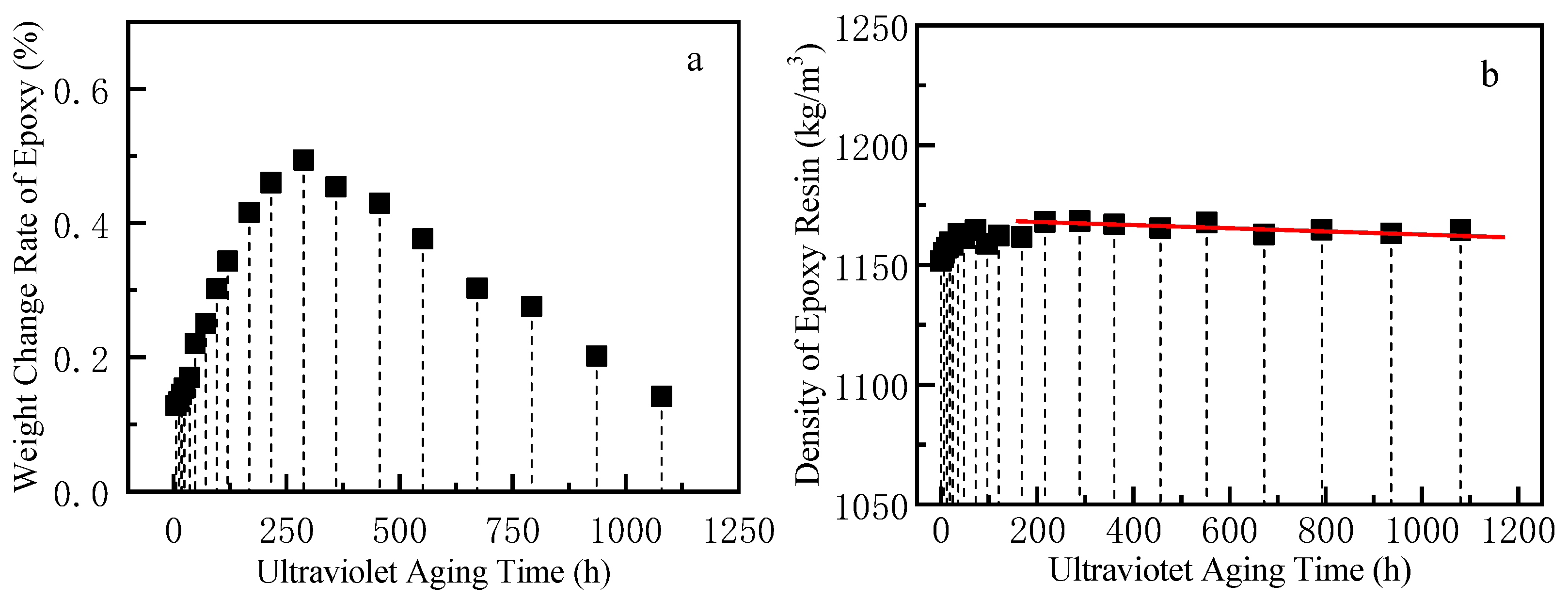
3.1.1. Weight and Density
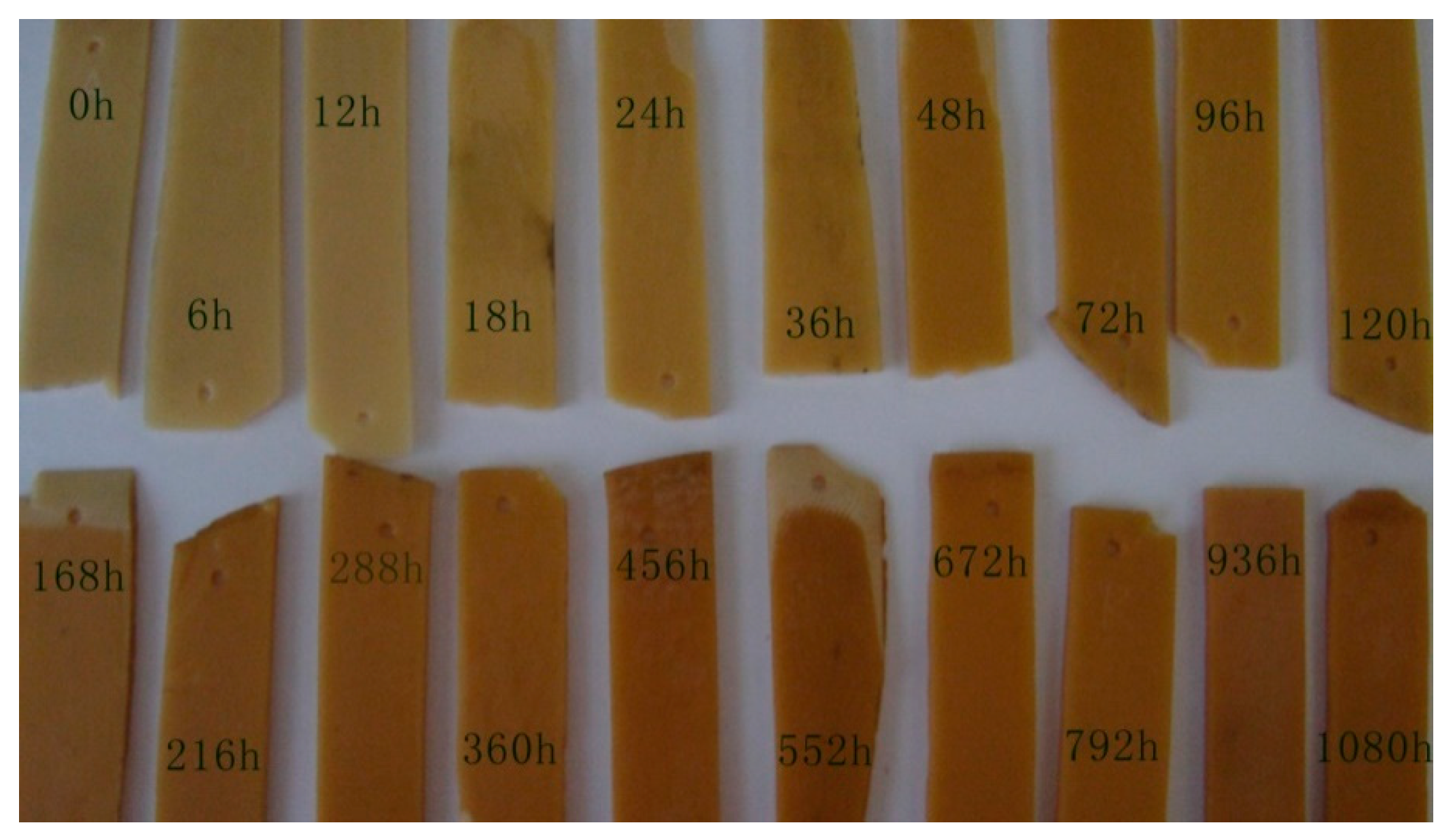
3.1.2. Color
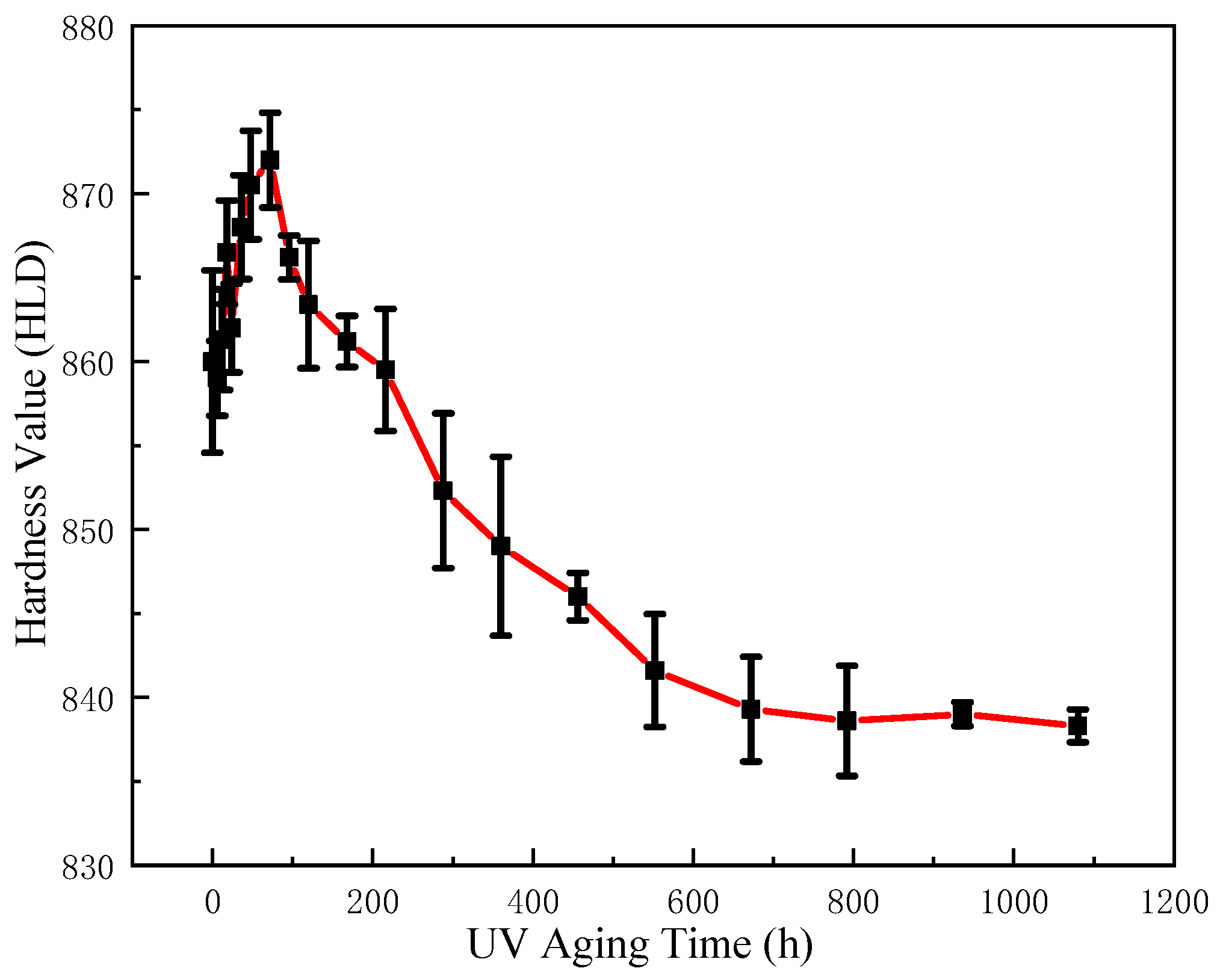
3.1.3. Hardness
3.1.4. FTIR Analysis
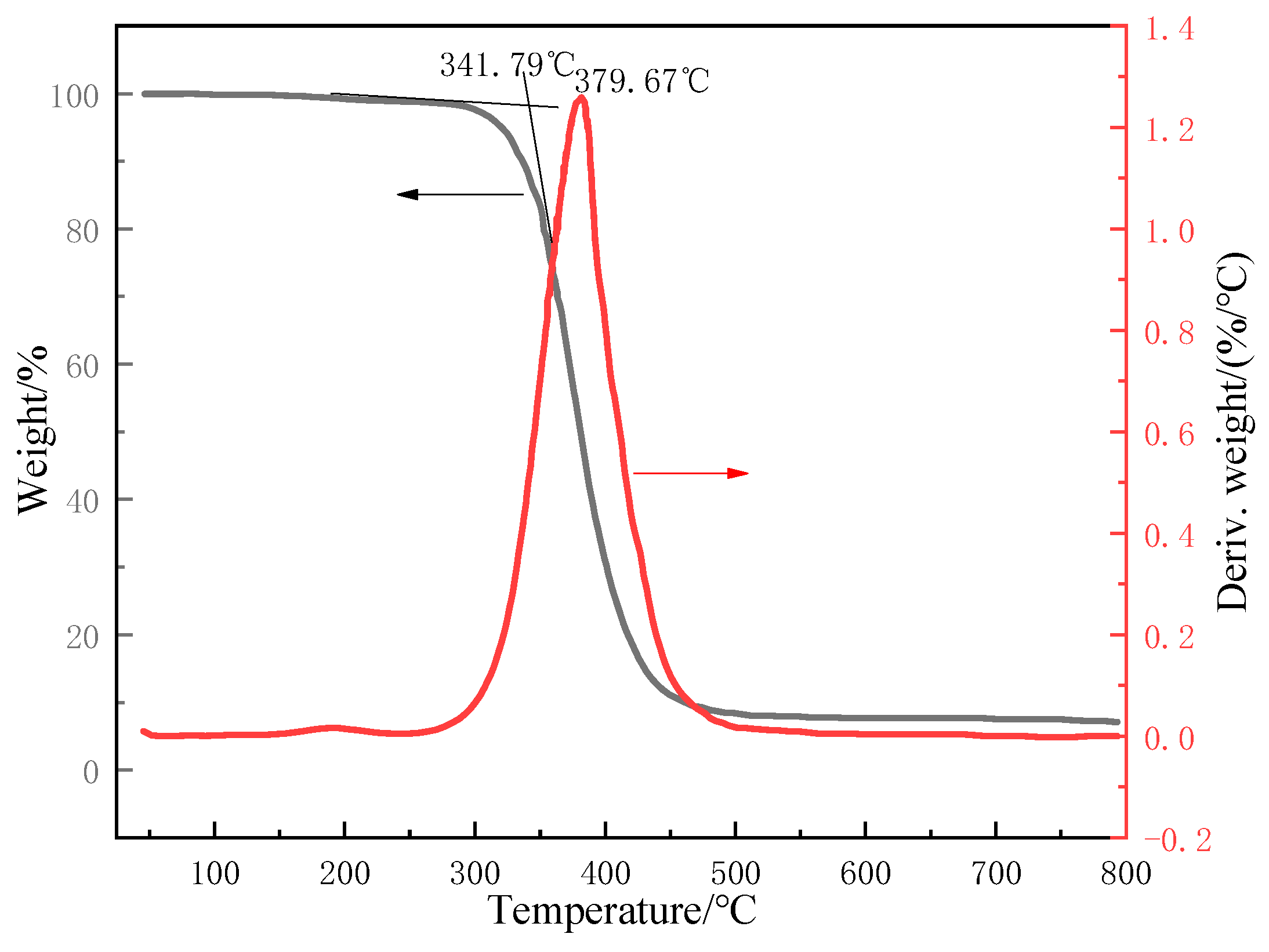
3.1.5. TG and DTG
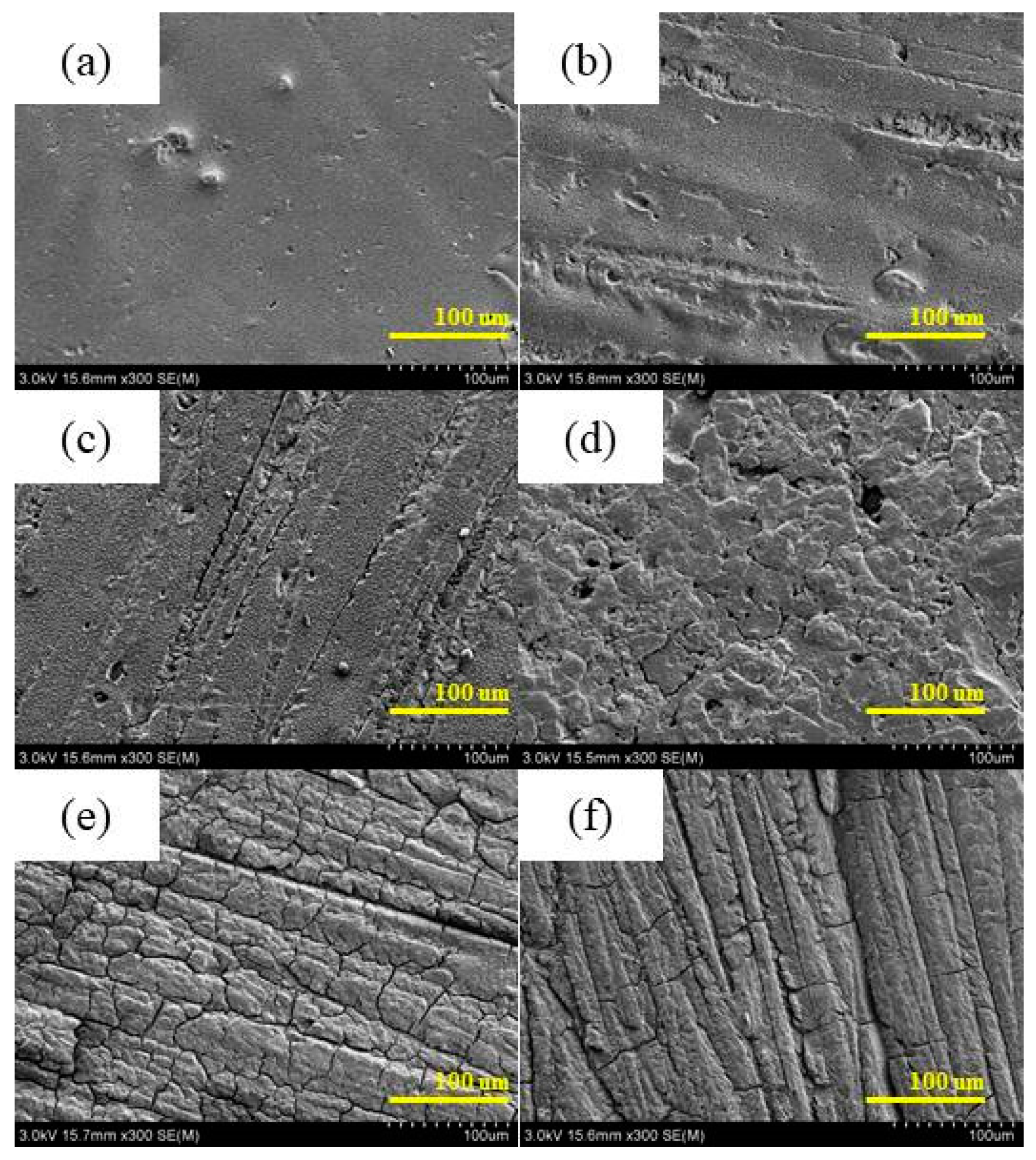
3.1.6. SEM Analysis
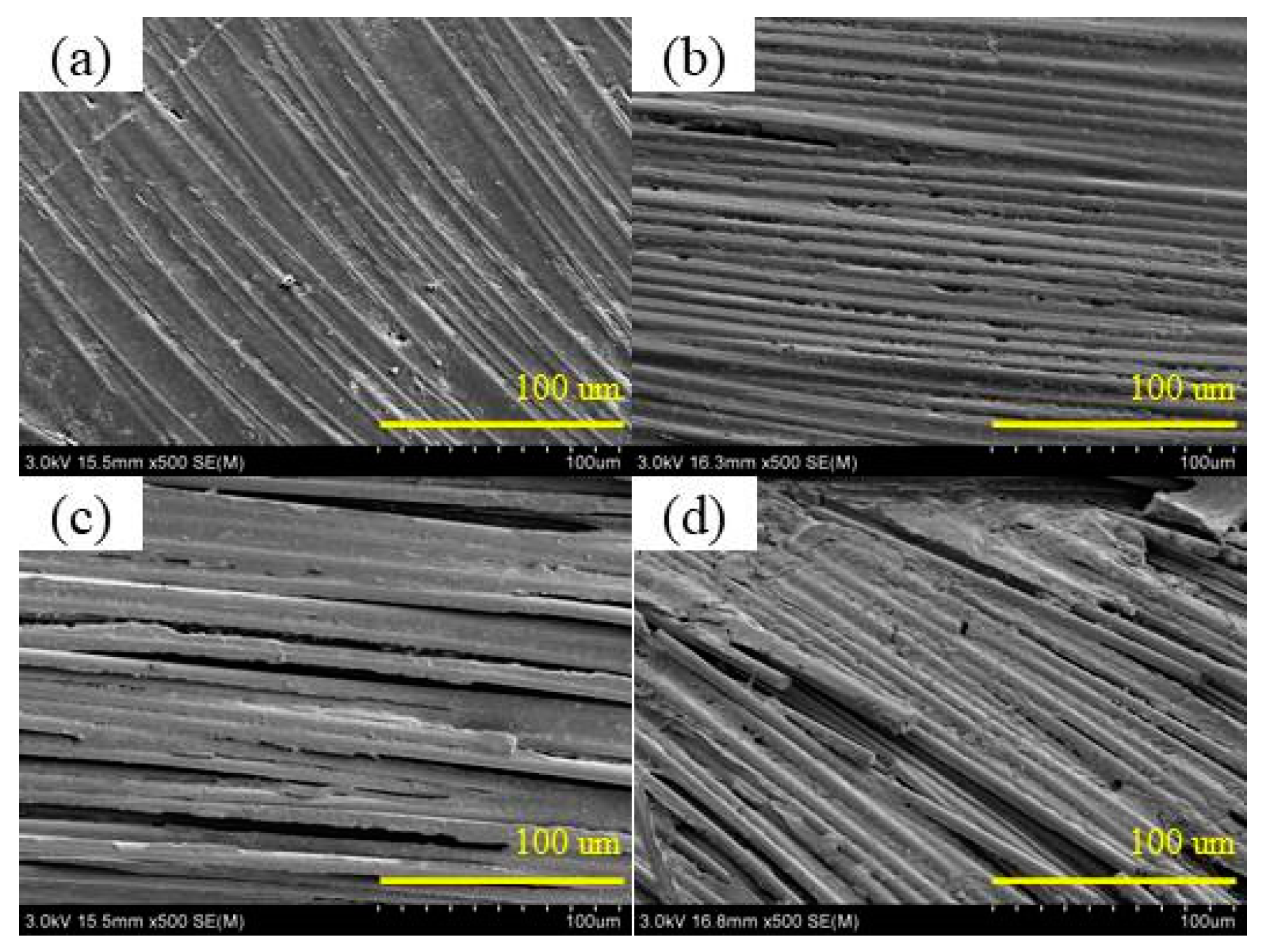
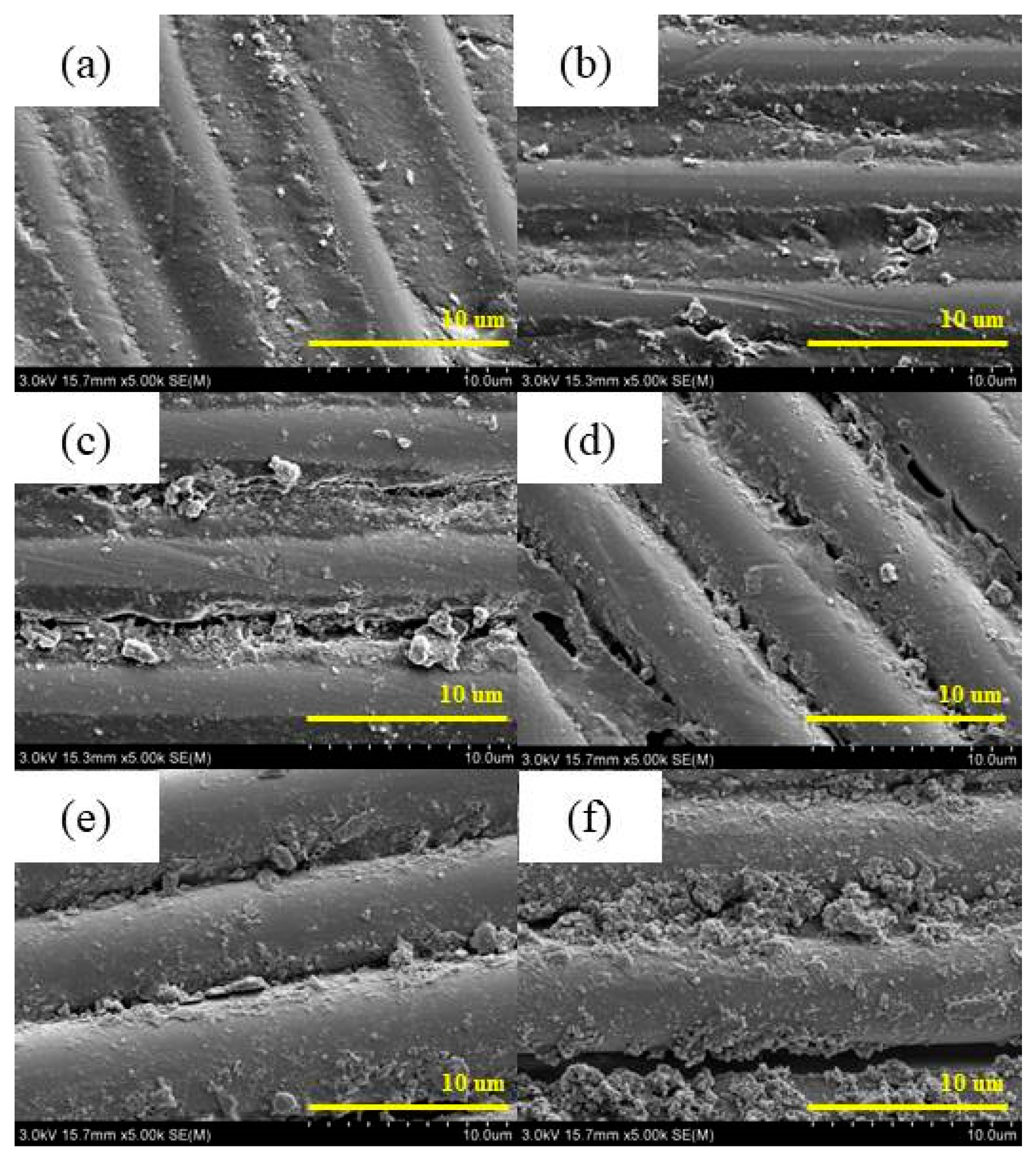
3.2. Ageing Properties of CFRP
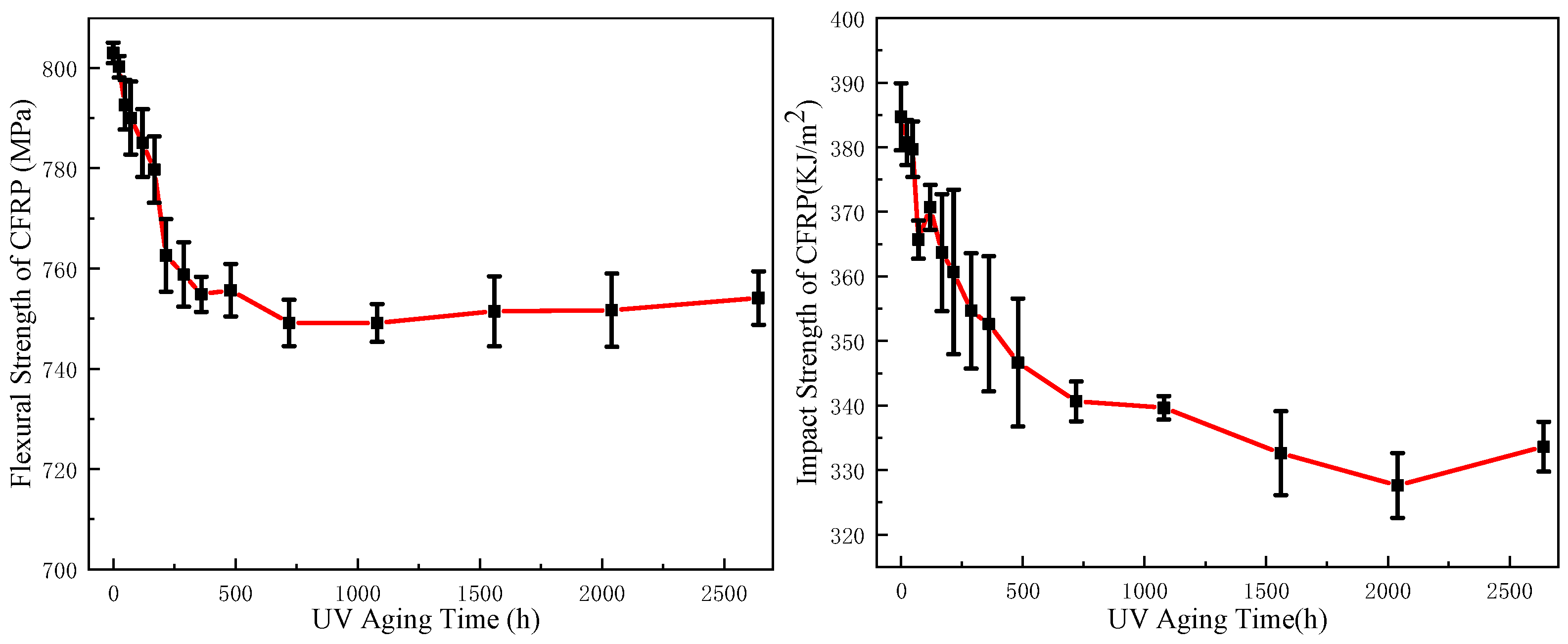
3.2.1. Mechanical Properties
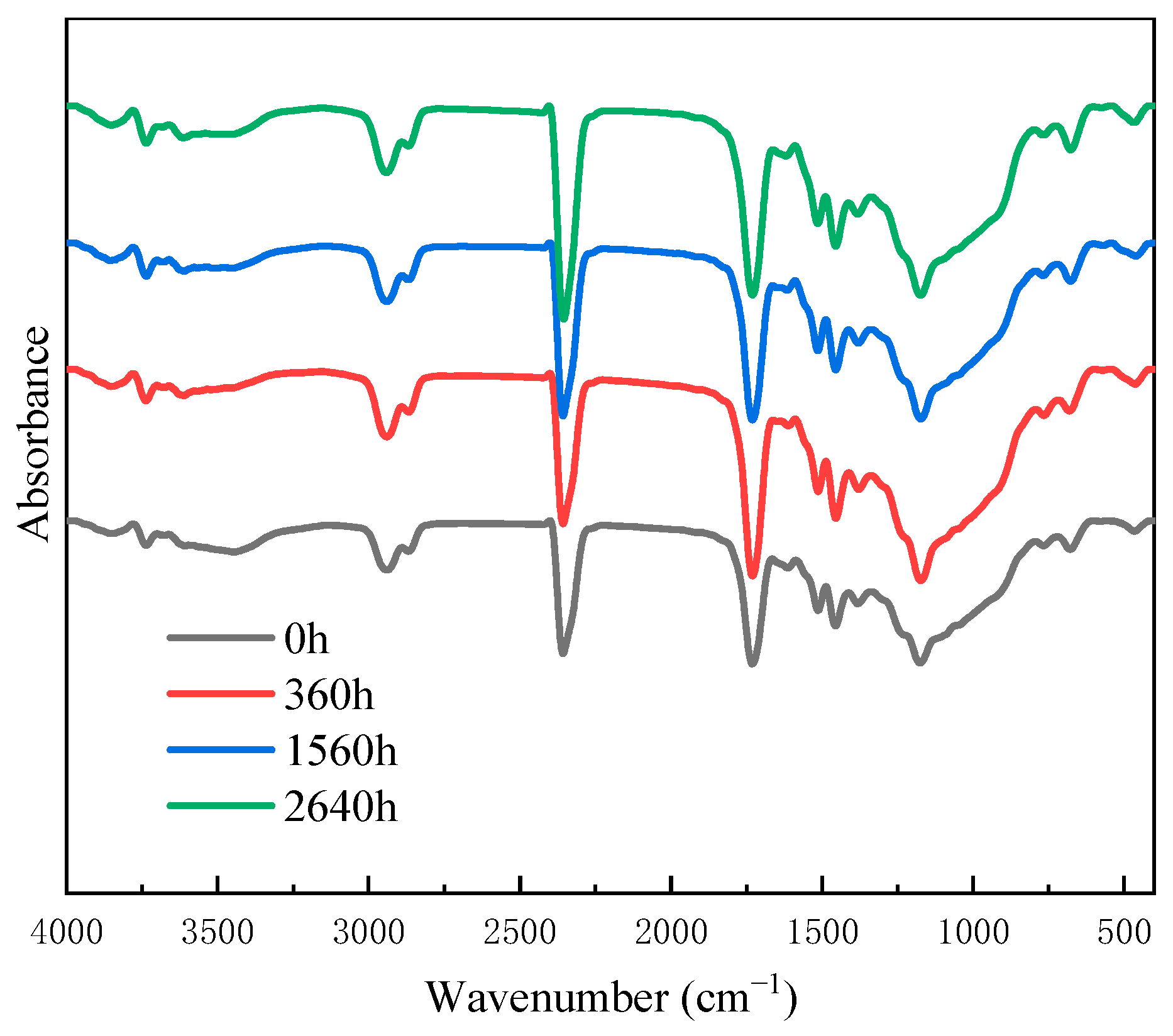
3.2.2. FTIR Analysis
4. Conclusions
- (1)
- UV aging mainly impacted the properties of the surface layer resin in epoxy resin. Under UV radiation, the resin underwent photooxidation, degradation, and cross-linking chemical reactions.
- (2)
- These reactions led to changes in the resin’s weight, density, hardness, and color. The weight change rate and density first increased and then decreased with the increase in aging time. The color deepened, and cracks appeared in the network-like distribution. The heat resistance of the resin showed a slight improvement. The hardness of the resin initially increased, then reached a constant value lower than the non-aging material’s initial value, with a decrease of 1.4%.
- (3)
- Ultraviolet irradiation could also cause the deterioration of CFRP properties. The bending and impact properties of CFRP showed a change law similar to that of the hardness of resin, and the values initially increased, then reached a constant value lower than the non-aging material’s initial value, with decreases of 6.0% and 12.8%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Seo, J.; Kim, D.C.; Park, H.; Kang, Y.S.; Park, H.W. Advancements and Challenges in the Carbon Fiber-Reinforced Polymer (CFRP) Trimming Process. Int. J. Precis. Eng. Manuf.-Green Technol. Artic. 2024, 11, 1341–1360. [Google Scholar] [CrossRef]
- Vijayan, D.S.; Sivasuriyan, A.; Devarajan, P.; Stefańska, A.; Wodzyński, Ł.; Koda, E. Carbon Fibre-Reinforced Polymer (CFRP) Composites in Civil Engineering Application—A Comprehensive Review. Buildings 2023, 13, 1509. [Google Scholar] [CrossRef]
- Zhang, J.; Lin, G.; Vaidya, U.; Wang, H. present and future prospective of global carbon fibre composite developments and applications. Compos. Part B Eng. 2023, 250, 110463. [Google Scholar] [CrossRef]
- Mayya, H.B.; Pai, D.; Kini, V.M.; Padmaraj, N.H. Effect of Marine Environmental Conditions on Physical and Mechanical Properties of Fiber-Reinforced Composites—A Review. J. Inst. Eng. (India) Ser. C 2021, 102, 843–849. [Google Scholar] [CrossRef]
- Baoming, W.; Ci, S.; Zhou, M.; Di, C.; Yu, J.; Zhu, B.; Qiao, K. Effects of Hygrothermal and Salt Mist Ageing on the Properties of Epoxy Resins and Their Composites. Polymers 2023, 15, 725. [Google Scholar] [CrossRef]
- Sethi, S.; Ray, B.C. Environmental effects on fibre reinforced polymeric composites: Evolving reasons and remarks on interfacial strength and stability. Adv. Colloid Interface Sci. 2015, 217, 43–67. [Google Scholar] [CrossRef] [PubMed]
- Vizentin, G.; Vukelic, G. Degradation and Damage of Composite Materials in Marine Environment. Mater. Sci. 2020, 26, 337–342. [Google Scholar] [CrossRef]
- Prameela, E.; Pollock, T.M.; Raabe, D.; Meyers, M.A.; Aitkaliyeva, A.; Chintersingh, K.-L.; Cordero, Z.C.; Graham-Brady, L. Materials for extreme environments. Nat. Rev. Mater. 2023, 8, 81–88. [Google Scholar] [CrossRef]
- Zhao, X.; Ren, H.; Du, W.; Song, D.; Ouyang, Y.; Xu, W.; Liu, Y. Accelerated ultraviolet aging behavior and numerical simulation of ramie/carbon fiber reinforced polyethylene terephthalate glycol hybrid composites. Ind. Crops Prod. 2023, 205, 117531. [Google Scholar] [CrossRef]
- Awaja, F.; Pigram, P.J. Surface molecular characterisation of different epoxy resin composites subjected to UV accelerated degradation using XPS and ToF-SIMS. Polym. Degrad. Stab. 2009, 94, 651–658. [Google Scholar] [CrossRef]
- Awaja, F.; Nguyen, M.-T.; Zhang, S.; Arhatari, B. The investigation of inner structural damage of UV and heat degraded polymer composites using X-ray micro CT. Compos. Part A Appl. Sci. Manuf. 2011, 42, 408–418. [Google Scholar] [CrossRef]
- Lu, T.; Solis-Ramos, E.; Yi, Y.; Kumosa, M. UV degradation model for polymers and polymer matrix composites. Polym. Degrad. Stab. 2018, 154, 203–210. [Google Scholar] [CrossRef]
- Zhong, B.; Tang, Y.; Chen, Y.; Luo, Y.; Jia, Z.; Jia, D. Improvement of UV aging resistance of PBAT composites with silica-immobilized UV absorber prepared by a facile method. Polym. Degrad. Stab. 2023, 211, 110337. [Google Scholar] [CrossRef]
- Singh, B.; Sharma, N. Mechanistic implications of plastic degradation. Polym. Degrad. Stab. 2008, 93, 561–584. [Google Scholar] [CrossRef]
- Makki, H.; Adema, K.N.S.; Peters, E.A.J.F.; Laven, J.; van der Ven, L.G.; van Benthem, R.A.; de With, G. Multi-scale simulation of degradation of polymer coatings: Thermo-mechanical simulations. Polym. Degrad. Stab. 2016, 123, 1–12. [Google Scholar] [CrossRef]
- da Silva, K.I.M.; Santos, M.J.L.; Gil, M.P. Dependence of the photodegradation rate on the crystalline portion of PE films obtained through in situ polymerization in the presence of TiO2 nanospheres, nanoribbons and microspheres. Polym. Degrad. Stab. 2015, 112, 78–85. [Google Scholar] [CrossRef]
- Ghasemi-Kahrizsangi, A.; Neshati, J.; Shariatpanahi, H.; Shariatpanahi, H.; Akbarinezhad, E. Improving the UV degradation resistance of epoxy coatings using modified carbon black nanoparticles. Prog. Org. Coat. 2015, 85, 199–207. [Google Scholar] [CrossRef]
- Wang, X.; Chen, J.; Jia, W.; Huang, K.; Ma, Y. Comparing the Aging Processes of PLA and PE: The Impact of UV Irradiation and Water. Processes 2024, 12, 635. [Google Scholar] [CrossRef]
- Cao, Y.; Teng, Y.; Zhang, P.; Bao, J.; Feng, P.; Li, R.; Wang, W. UV ageing of epoxy resin-based glass fiber-reinforced polymer composites incorporating with various curing agents. Mater. Today Commun. 2024, 40, 110061. [Google Scholar] [CrossRef]
- Deng, K.; Luo, B.; Suo, H.; Zhang, K.; Wang, L.; Cheng, H.; Liang, B. Characterization of material degradation mechanism of carbon fiber reinforced epoxy resin composites under ultraviolet radiation and salt-fog synergistic environment. Polym. Compos. 2024, 45, 805–824. [Google Scholar] [CrossRef]
- Qiao, K.; Zhu, A.; Wang, B.; Di, C.; Yu, J.; Zhu, B. Characteristics of Heat Resistant Aluminum Alloy Composite Core Conductor Used in overhead Power Transmission Lines. Materials 2020, 13, 1592. [Google Scholar] [CrossRef]
- China National Standard GB/T 14522-2008; Artificial Weathering Test Method For Plastics, Coating, and Rubber Materials Used for Machinery Industrial Products—Fluorescent UV Lamps. Standardization Administration: Beijing, China, 2008.
- Dai, Y.; Wen, R.; Zhao, C.; Al-Mansour, A.; Xu, C.; Li, L.; Zeng, Q.; Li, K.; Li, Q.; Xu, S. Distinct photooxidation and interface degradation of waterborne epoxy resin coatings on mortar substrate affected by bulk water. Polym. Degrad. Stab. 2024, 230, 111079. [Google Scholar] [CrossRef]
- Ng, J.X.Y.; Tan, N.S.L.; Chung, W.H.; Golovanevskiy, V.; Farhat, H.; Pojtanabuntoeng, T. A study on the surface responses and degradation mechanisms of epoxy-amine coating subjected to UV accelerated weathering and hygrothermal ageing using ToF-SIMS and FTIR analysis. Polym. Degrad. Stab. 2024, 228, 110930. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, G.; Bao, J.; Tang, B.; Zhong, X.; Chen, X. Environmental aging performance and mechanism of T700 carbon fiberreinforced epoxy resin matrix composites. Acta Mater. Compos. Sin. 2016, 33, 1390–1399. [Google Scholar] [CrossRef]
- Wypych, G.; Ma, Y.; Wang, R. Handbook of Material Weathering, 3rd ed.; China Petrochemical Press: Beijing, China, 2004; pp. 27–49. [Google Scholar]
- Zhao, M.; Wang, J.; Ni, A.; Chen, J.; Wang, C.; Wu, Z. Study on Anti-ultraviolet Aging of Flame Retardant Modified Epoxy Resin. Mater. Rep. 2024, 38, 22080234–22080237. [Google Scholar] [CrossRef]
- Goel, A.; Chawla, K.K.; Vaidya, U.K.; Koopman, M.; Dean, D.R. Effect of UV exposure on the microstructure and mechanical properties of long fiber thermoplastic (LFT) composites. J. Mater. Sci. 2008, 43, 4423–4432. [Google Scholar] [CrossRef]
- Shi, Z.; Zou, C.; Zhou, F.; Zhao, J. Analysis of the Mechanical Properties and Damage Mechanism of Carbon Fiber/Epoxy Composites under UV Aging. Materials 2022, 15, 2919. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exposure | Fluorescent Lamp | Irradiation (W/m2 × nm) | Wavelength nm | Temperature °C |
|---|---|---|---|---|
| Irradiation for 8 h | UV-340 | 1.55 ± 0.02 | 340 | 60 ± 3 |
| Spray for 0.25 h | / | 0 | / | Uncontrolled |
| Condensation for 3.75 h | / | 0 | / | 50 ± 3 |
| Aging Time/h | The Initial Degradation Temperature/°C | The Maximum Degradation Rate Temperature/°C |
|---|---|---|
| 0 | 341.79 | 379.67 |
| 216 | 343.26 | 381.34 |
| 792 | 341.56 | 378.43 |
| 1080 | 343.89 | 380.60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ci, S.; Wang, B.; Di, C.; Wang, M.; Zhu, B.; Qiao, K. Effect of Ultraviolet Aging on Properties of Epoxy Resin and Its Pultruded Fiber-Reinforced Composite. Polymers 2025, 17, 294. https://doi.org/10.3390/polym17030294
Ci S, Wang B, Di C, Wang M, Zhu B, Qiao K. Effect of Ultraviolet Aging on Properties of Epoxy Resin and Its Pultruded Fiber-Reinforced Composite. Polymers. 2025; 17(3):294. https://doi.org/10.3390/polym17030294
Chicago/Turabian StyleCi, Shengzong, Baoming Wang, Chengrui Di, Mingyu Wang, Bo Zhu, and Kun Qiao. 2025. "Effect of Ultraviolet Aging on Properties of Epoxy Resin and Its Pultruded Fiber-Reinforced Composite" Polymers 17, no. 3: 294. https://doi.org/10.3390/polym17030294
APA StyleCi, S., Wang, B., Di, C., Wang, M., Zhu, B., & Qiao, K. (2025). Effect of Ultraviolet Aging on Properties of Epoxy Resin and Its Pultruded Fiber-Reinforced Composite. Polymers, 17(3), 294. https://doi.org/10.3390/polym17030294