
In Situ Punch–Shear Testing of Polymers

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Quality Control
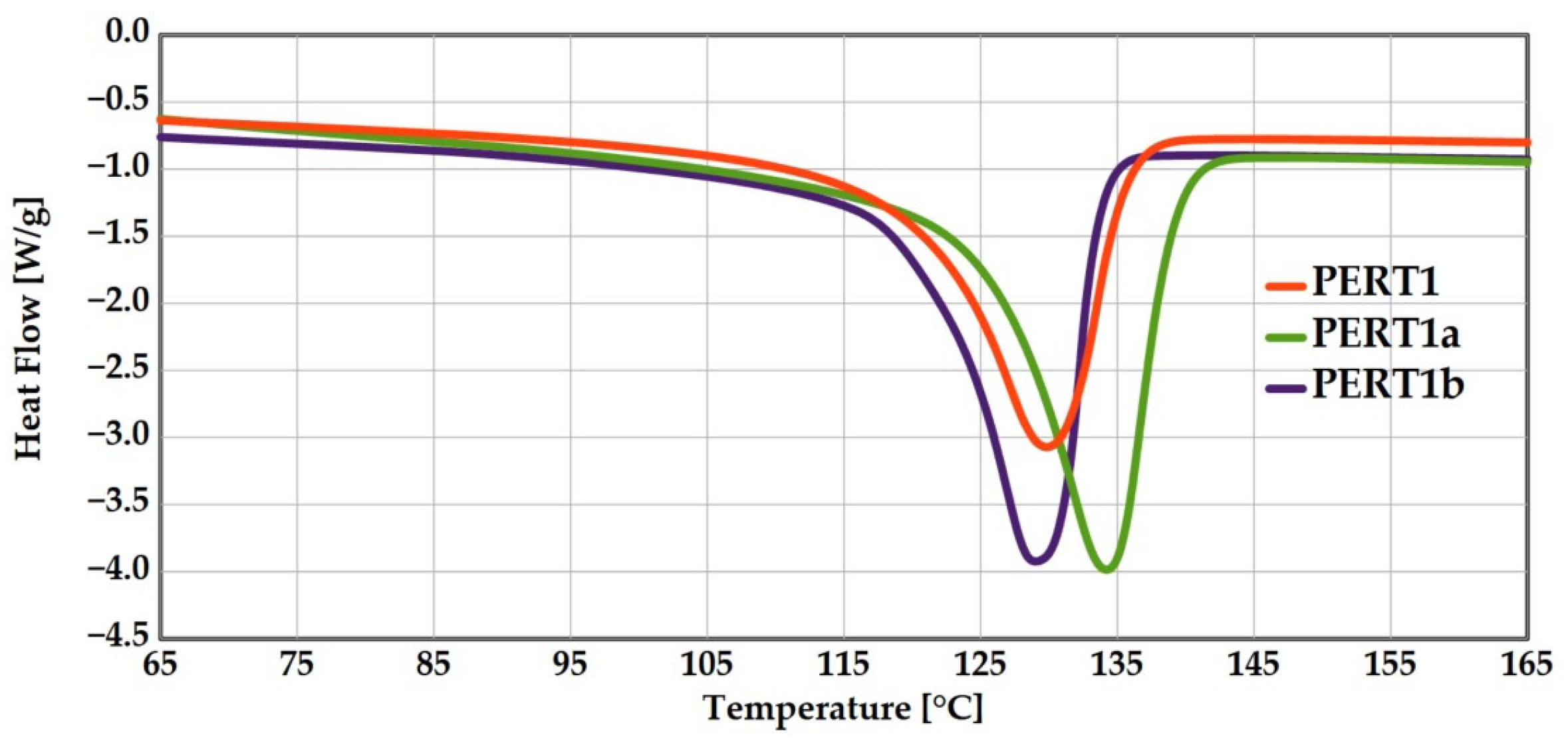
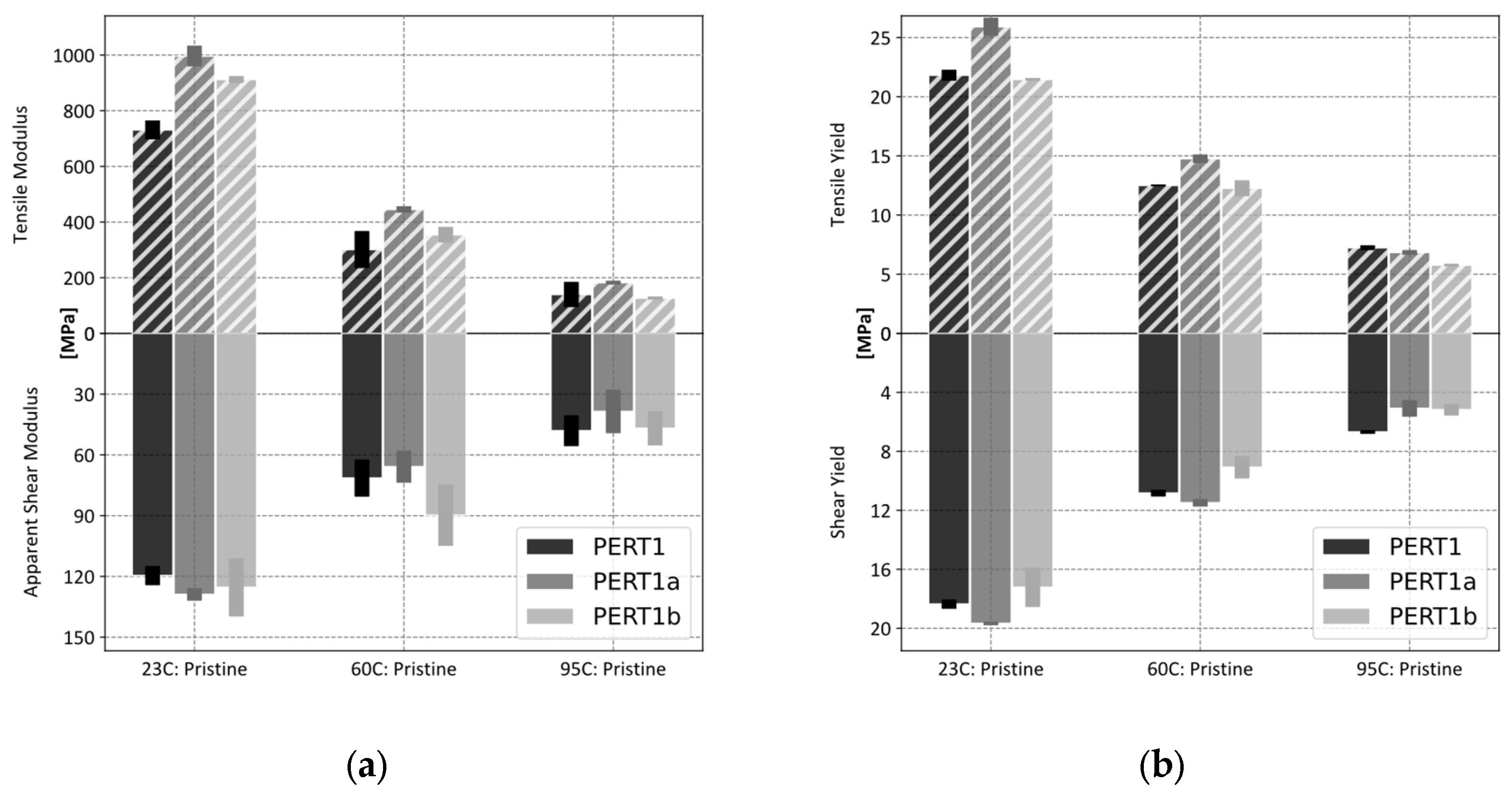
3.2. Effect of Sample Preparation Method
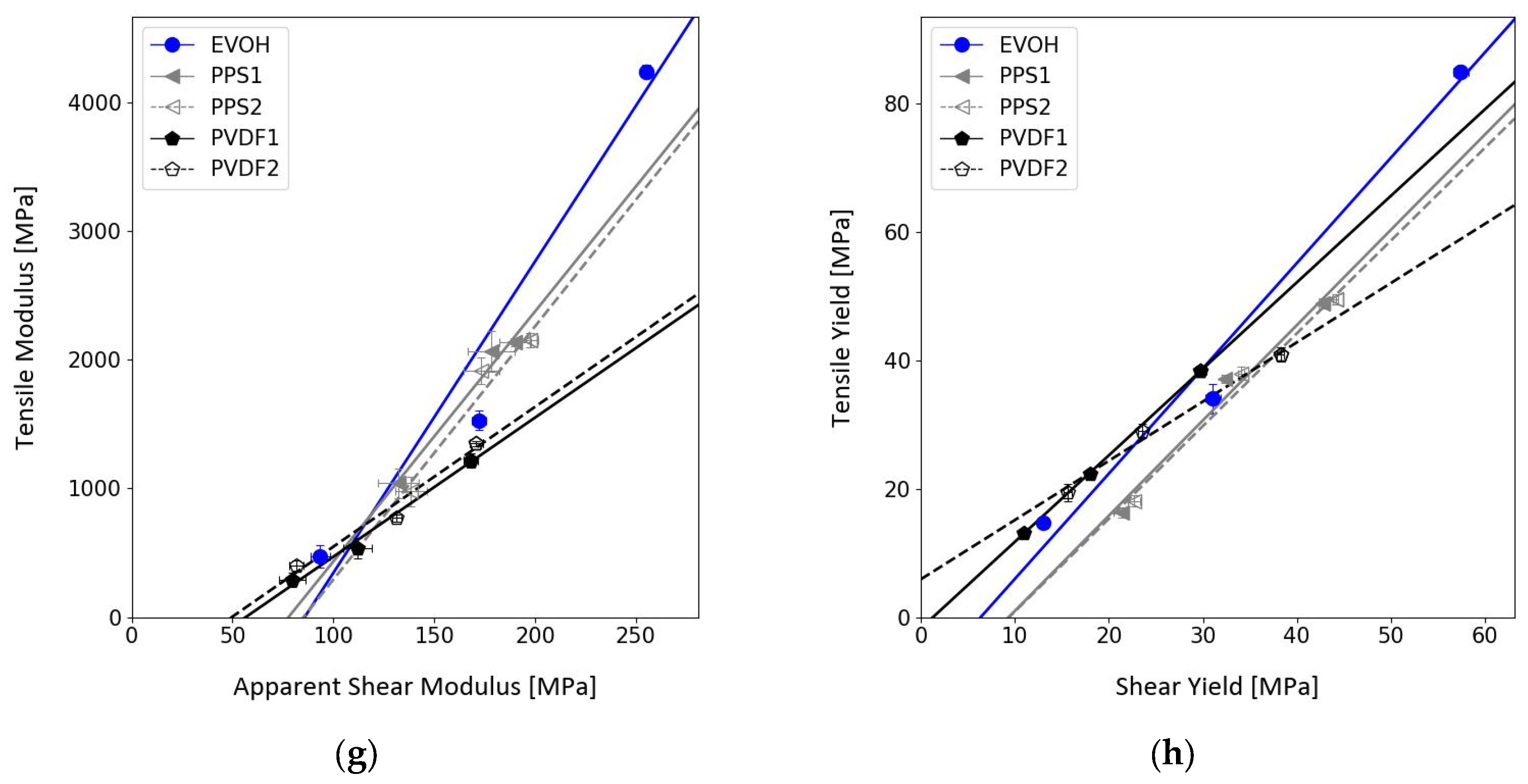
3.3. Tensile to Shear Correlation
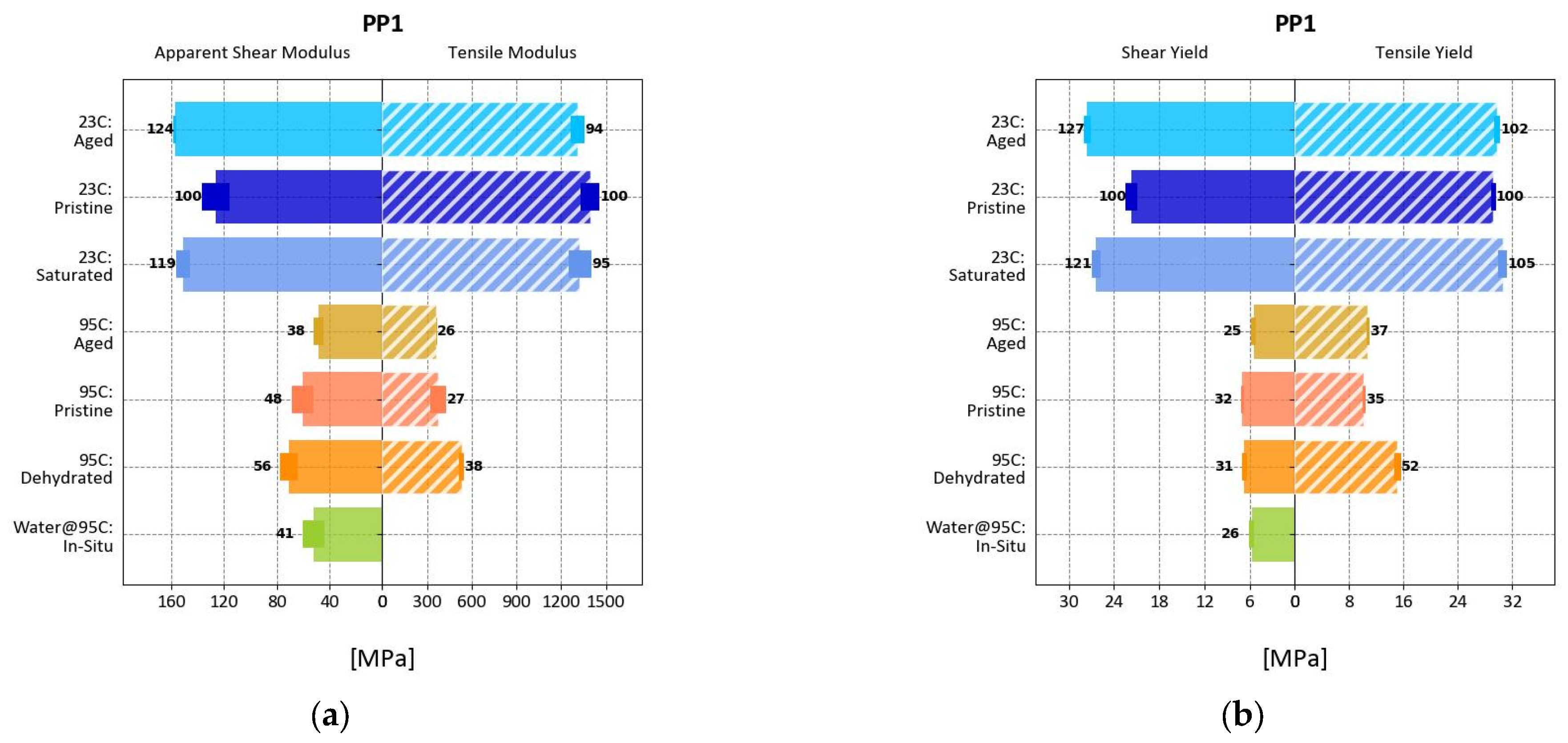
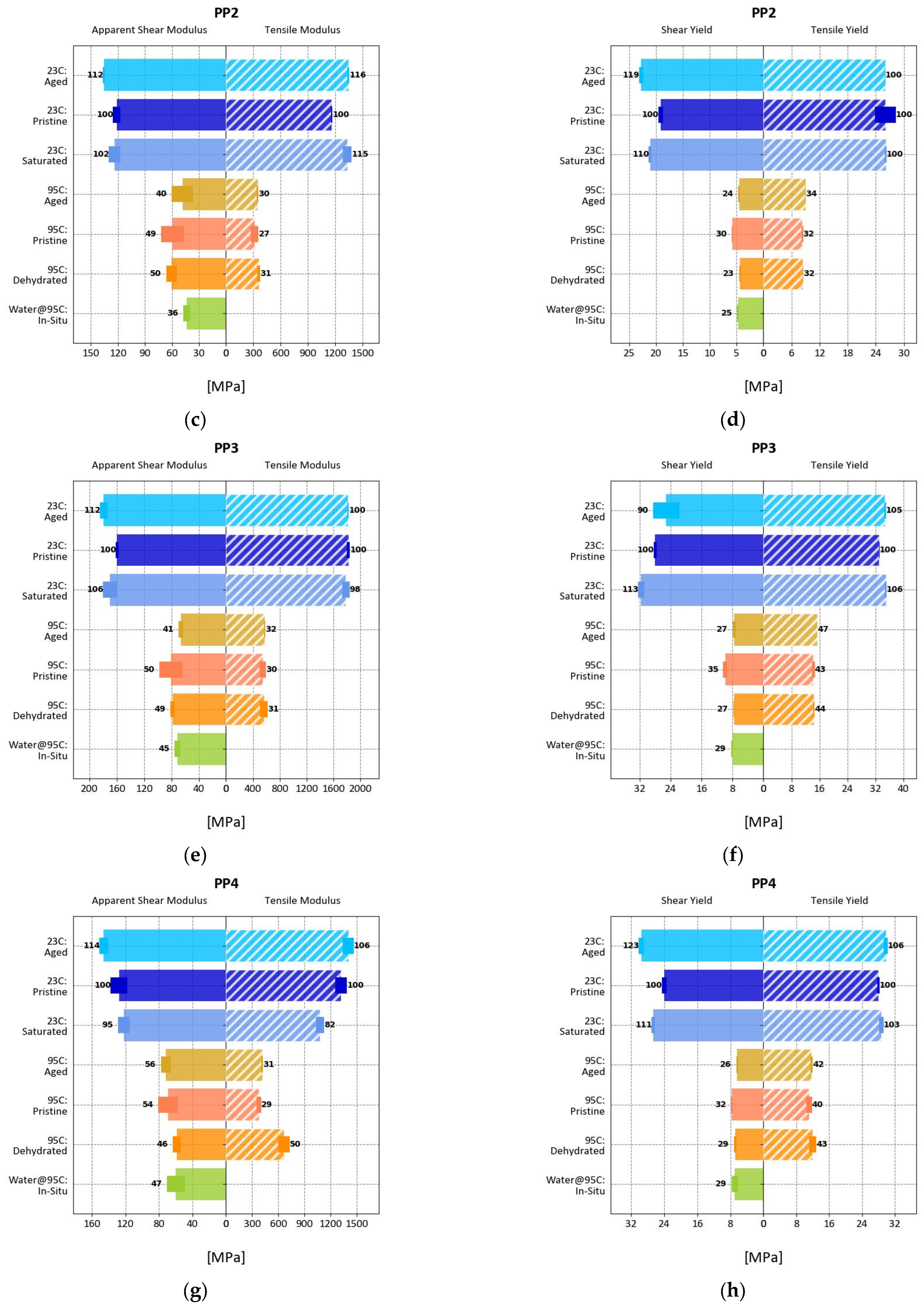
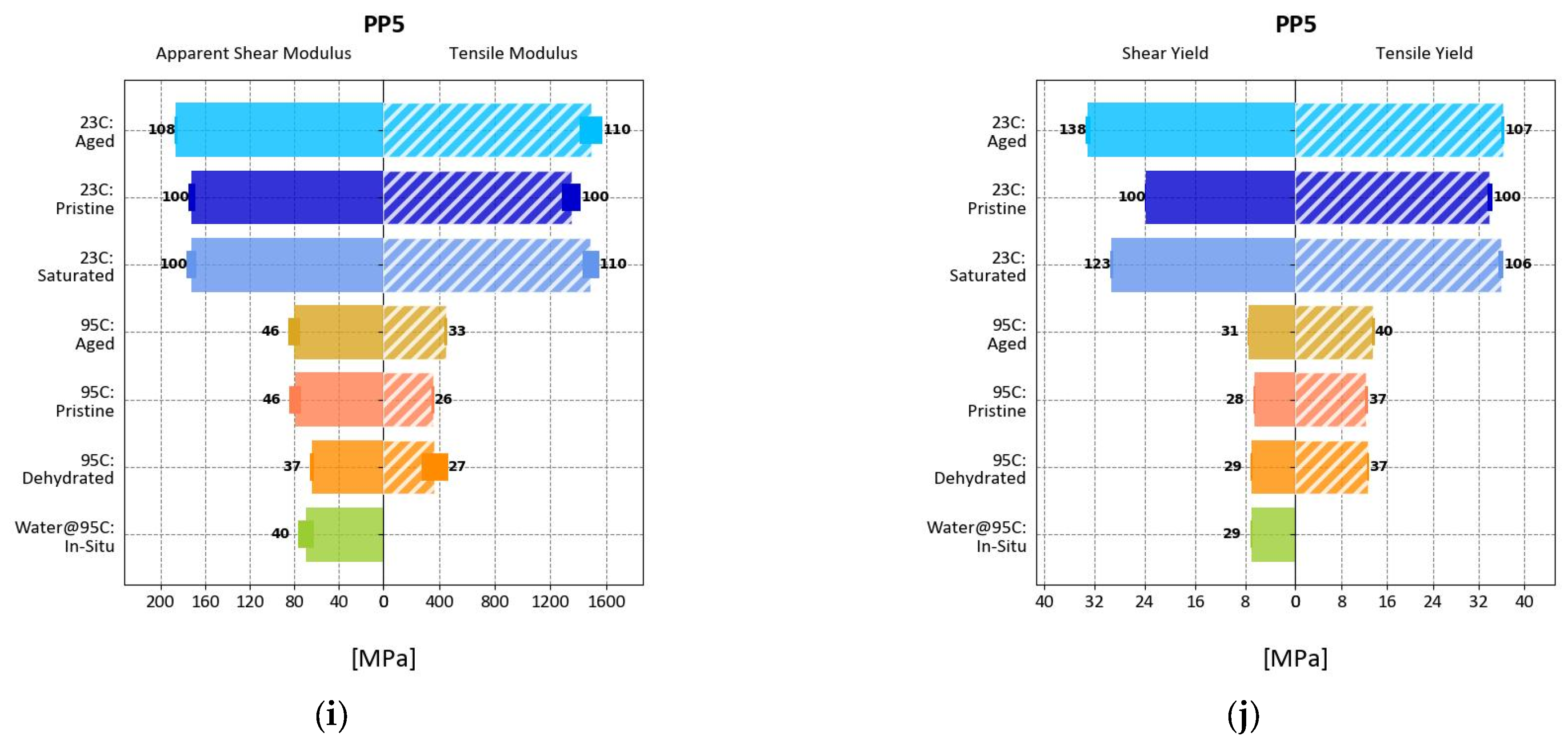
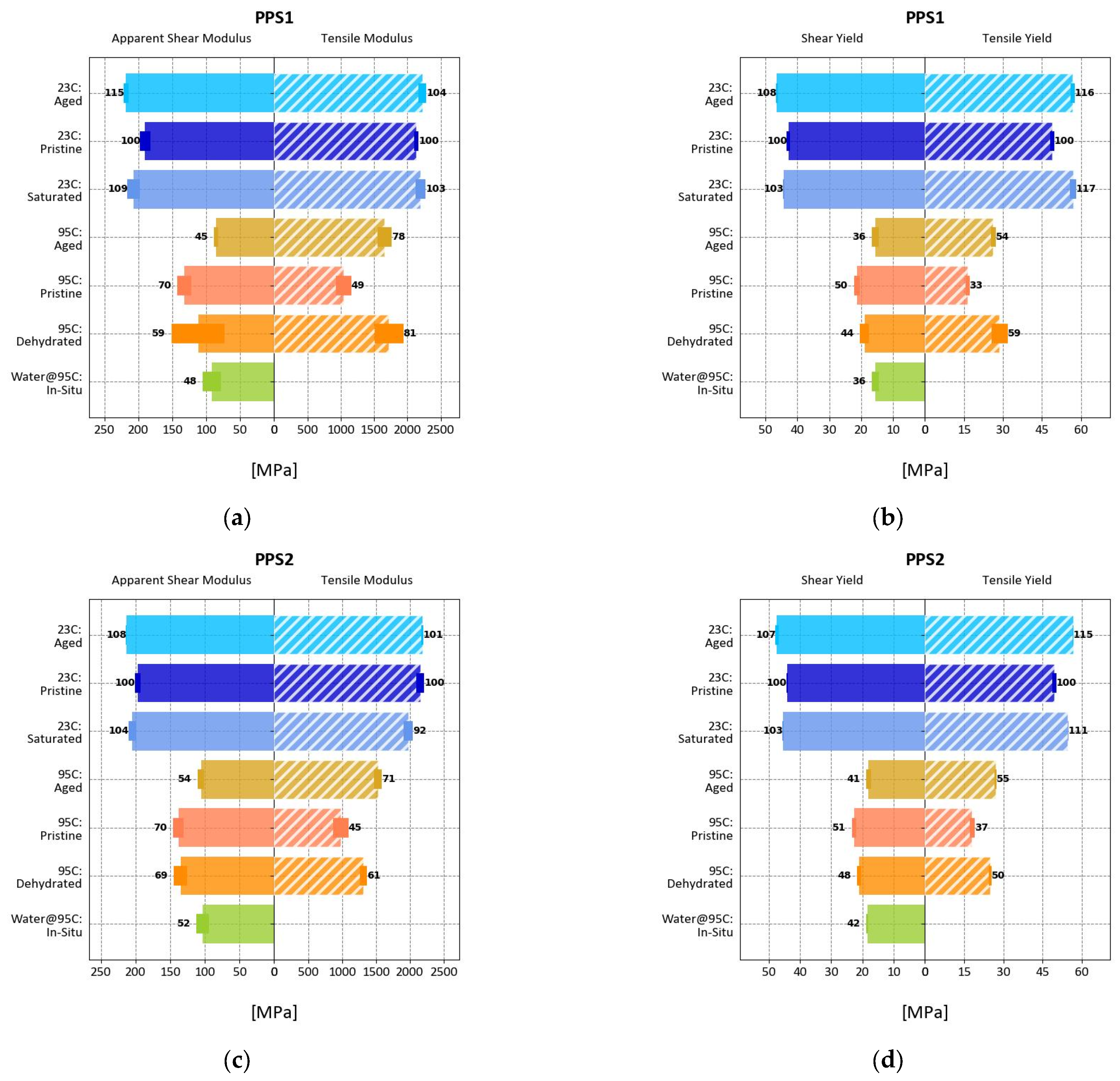
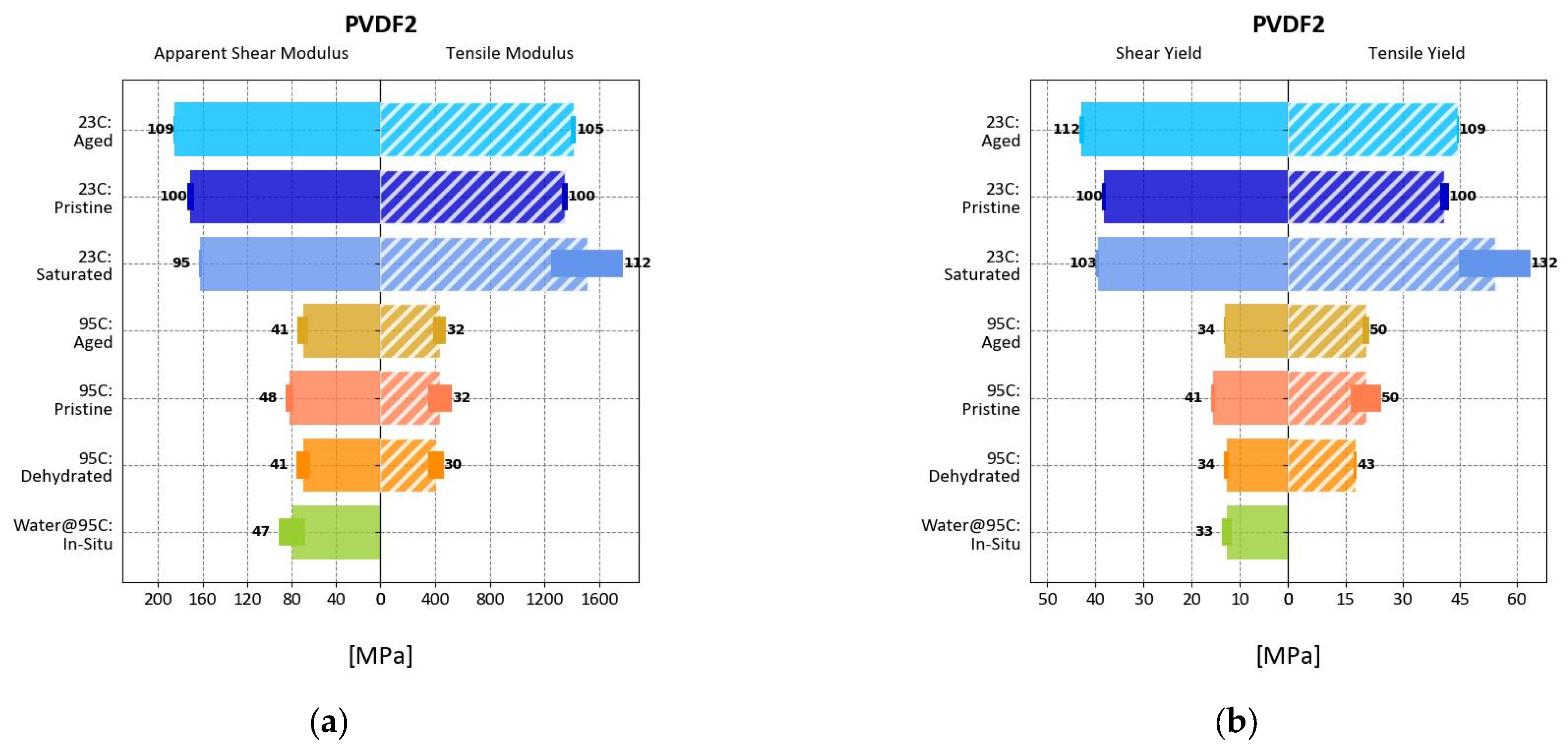
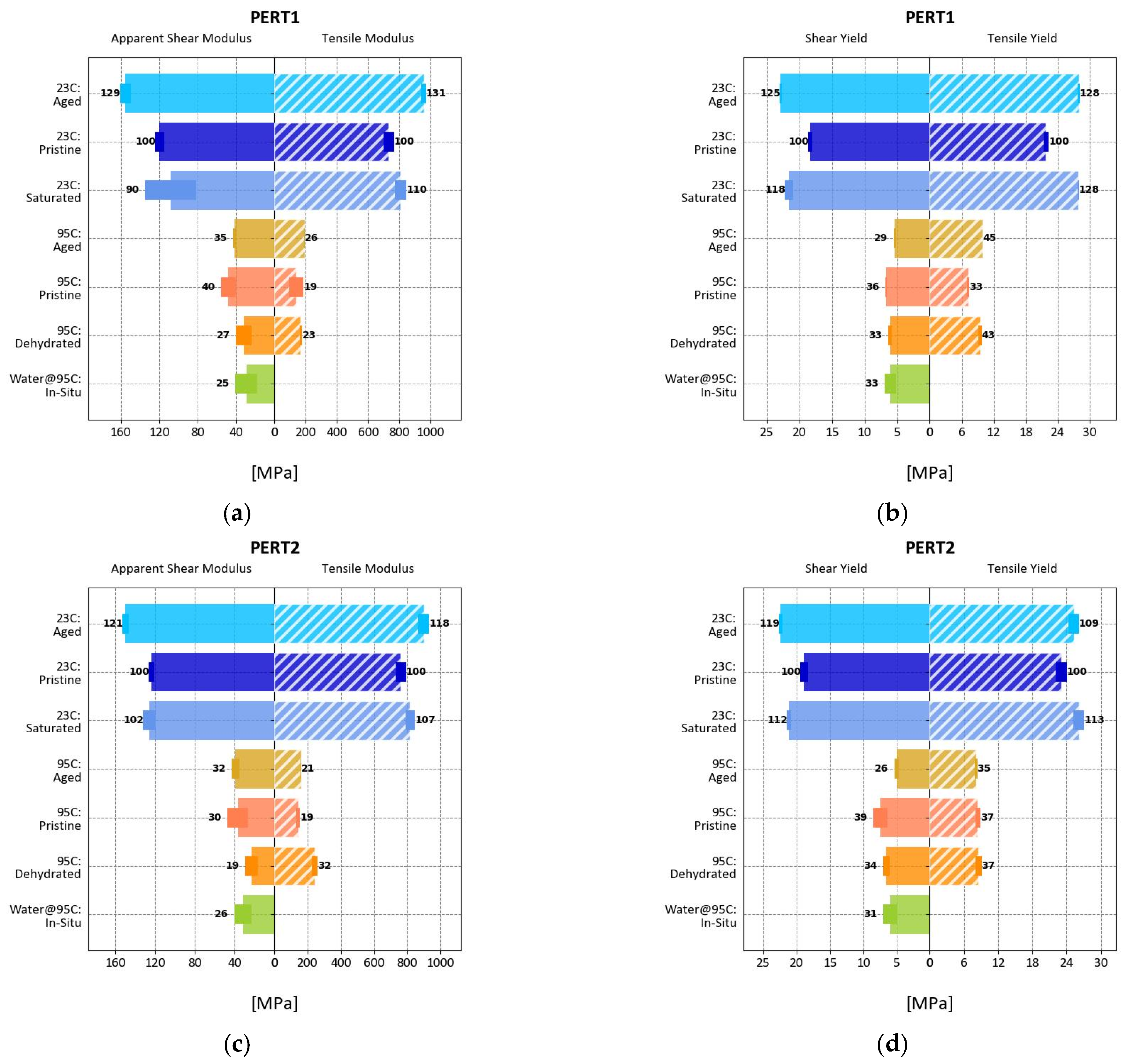
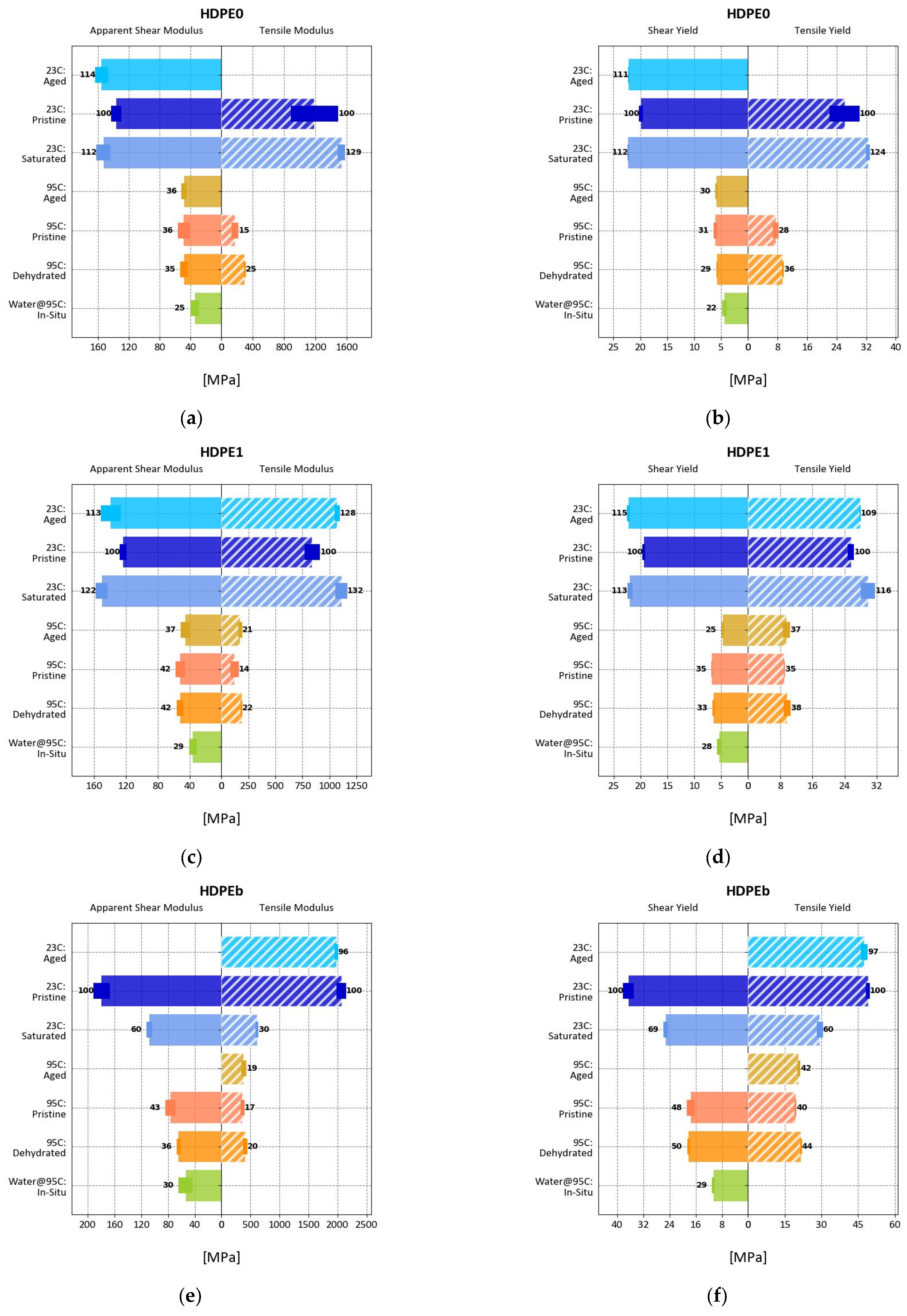
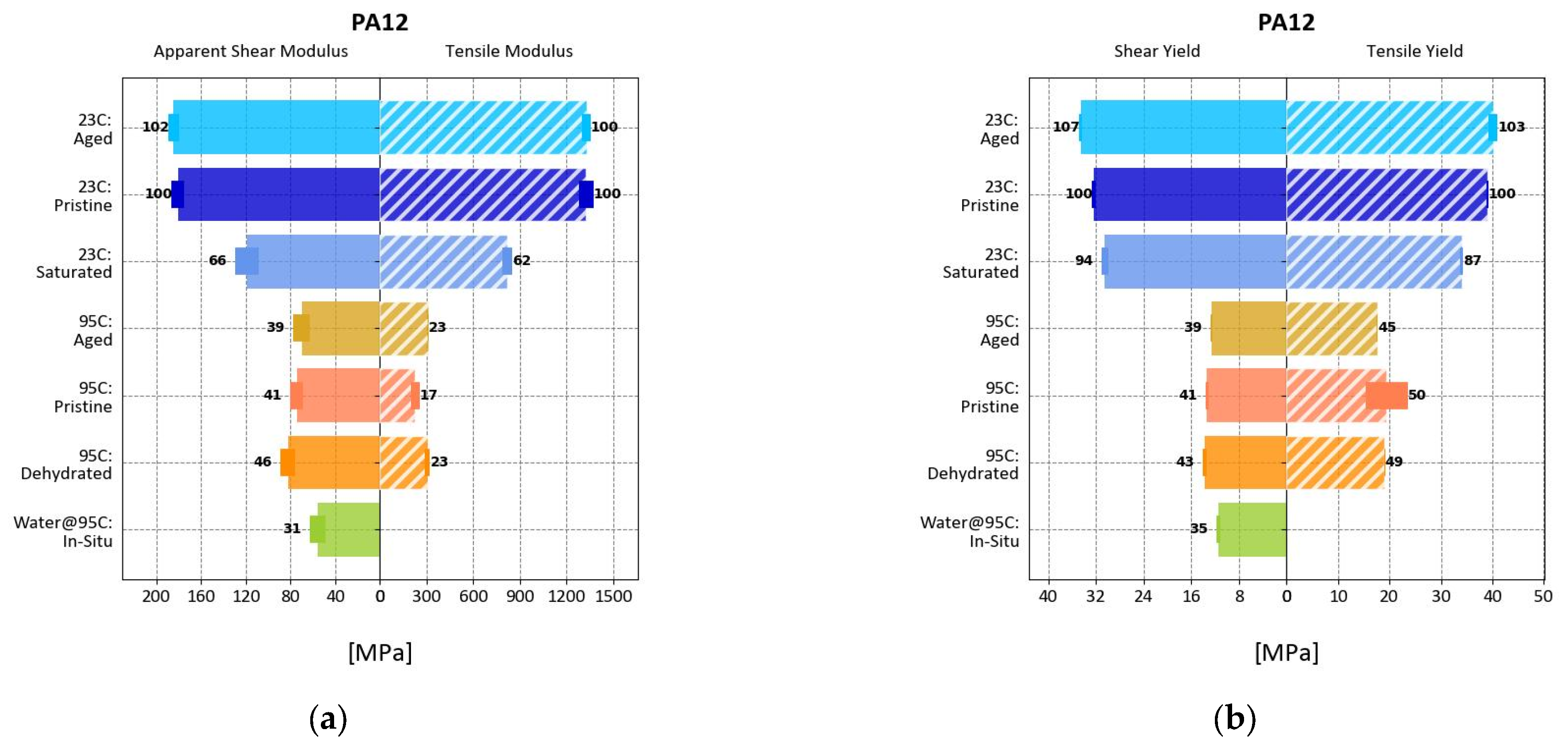
3.4. Effect of Evaluation Environment on the Measured Properties
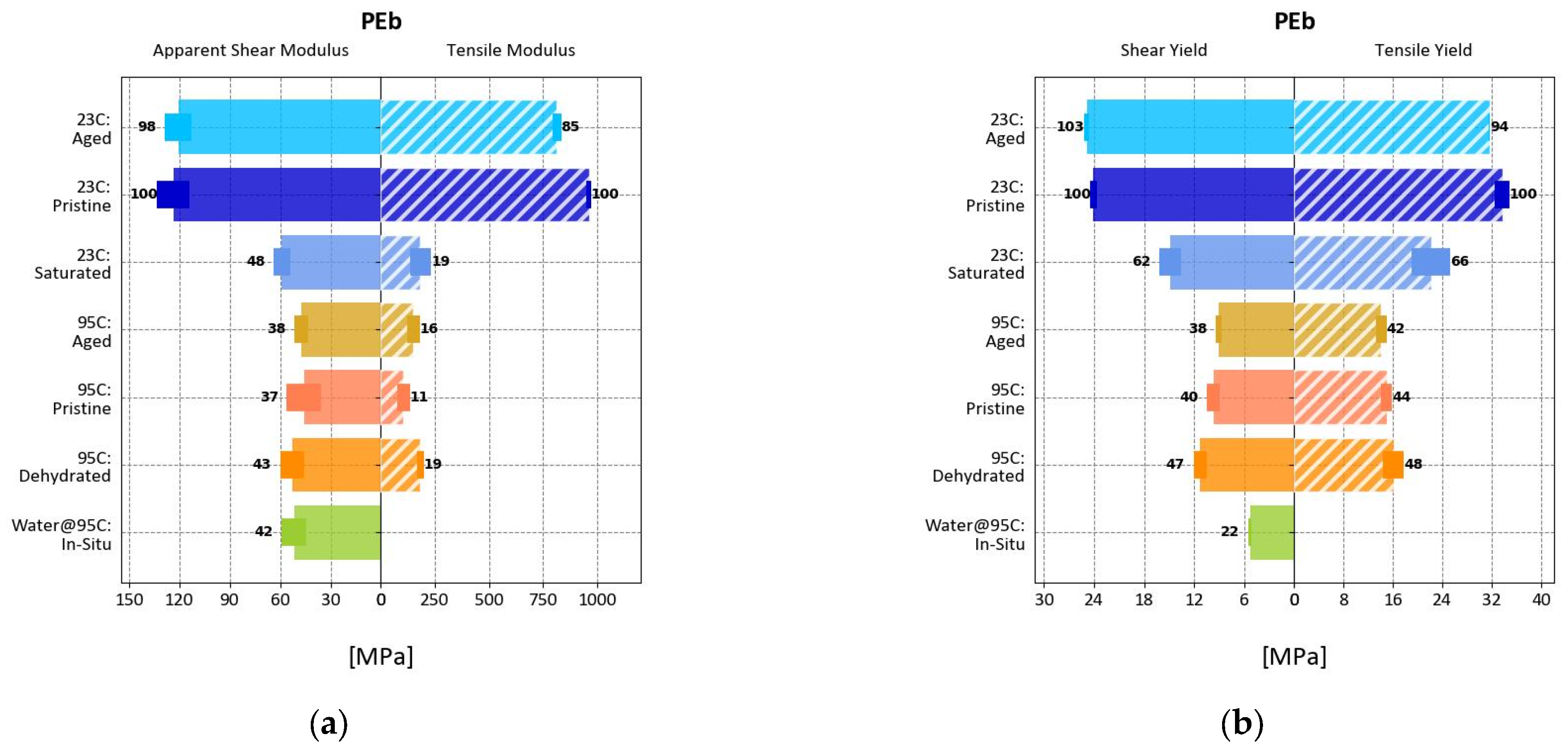
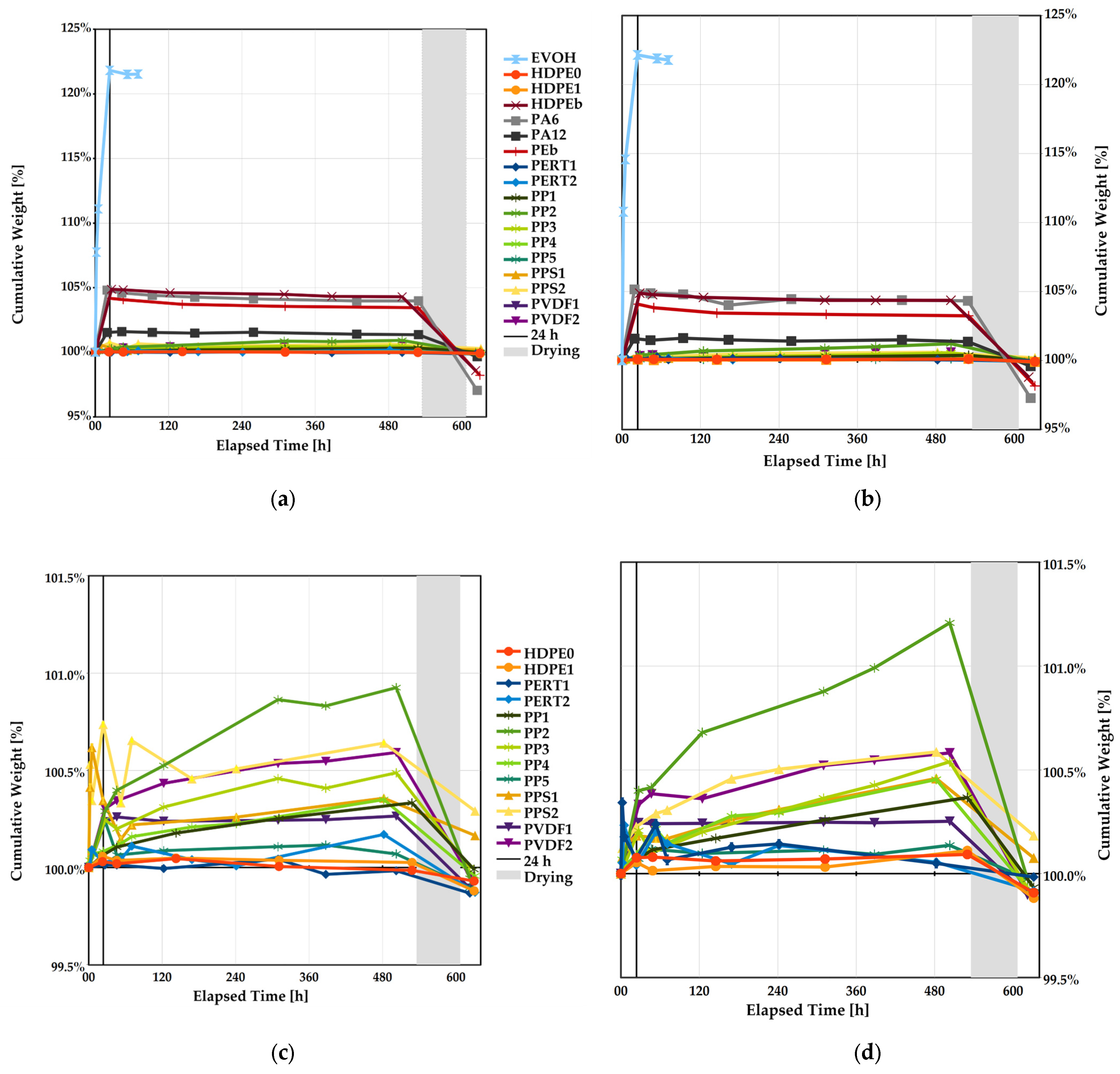
3.4.1. Saturation
- EVOH was most affected and became unusable after approximately 72 h;
- PA and corresponding blends exhibited appreciable absorption, with PA12 being on the lower end;
- PP copolymers, PPS and PVDF exhibited mild absorption;
- HDPE, PERT, and PP homopolymer remained mostly unaffected.
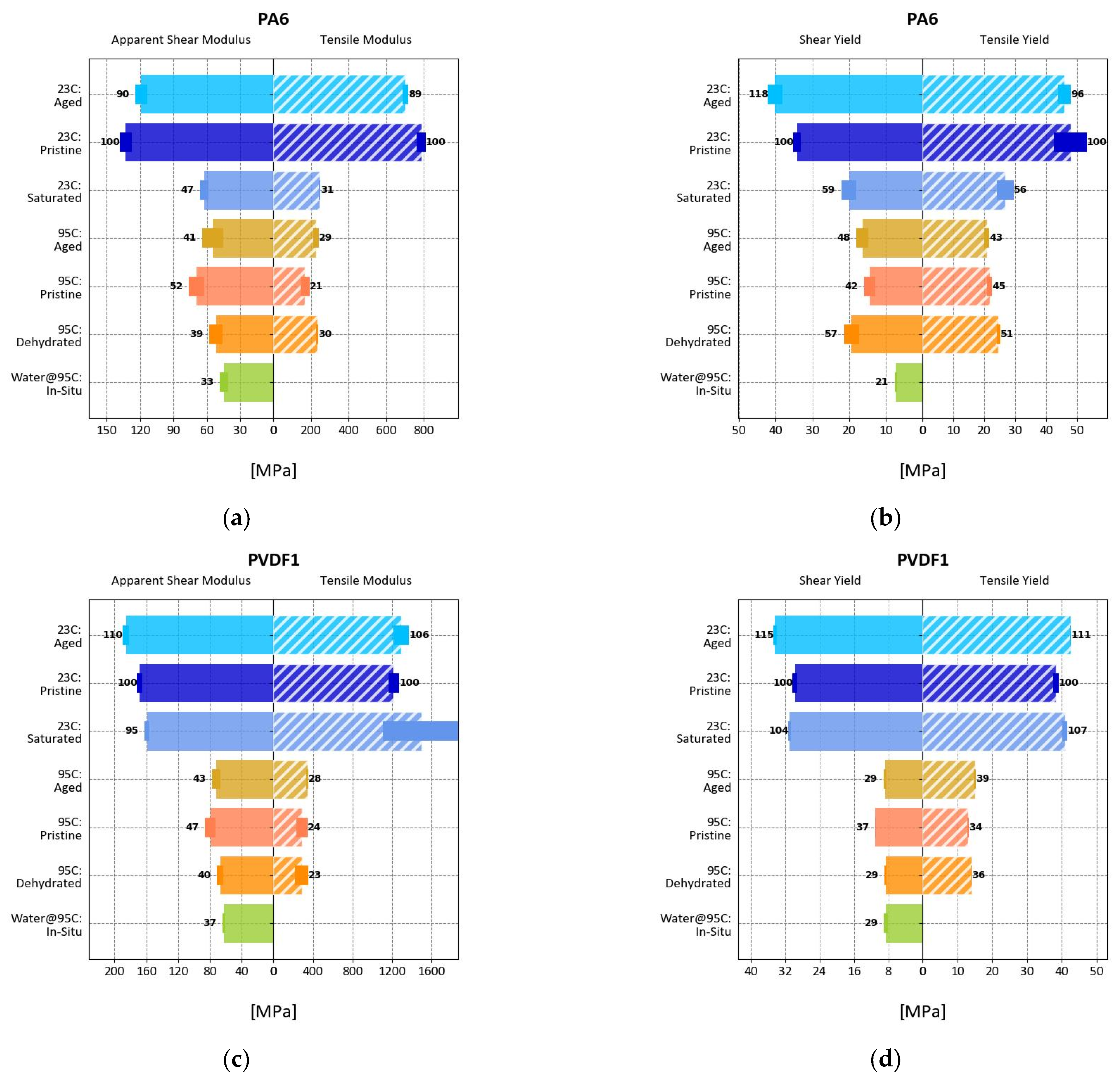
3.4.2. Reversibility
4. Conclusions
- (i)
- Using polyethylene with raised temperature as an example, the experiments showed that material fabrication and sample preparation methods can influence the measured properties. Higher crystallinity samples showed increased yield strength values when normalized to injection molded samples.
- (ii)
- For samples in their pristine condition, the study demonstrates a clear correlation between the two test methods for yield strength measurements. However, the interpretation of the apparent shear modulus data from punch–shear testing is not straightforward. While yield correlations are linear and close to a 1:1 ratio (within 33%), the modulus correlations deviate from a 1:1 ratio by average factor of 12 yet retain linear behavior. This observed linearity motivates ongoing efforts by the present researchers to gain further insight into the fundamental aspects that affect apparent modulus measurements.
- (iii)
- The experiments revealed the reversibility of exposure effects after immersion. Therefore, to assess the effects of aging in fluids on the mechanical properties of polymers, in situ punch–shear testing is considered an expedient and superior technique compared to conventional tensile testing, as the latter may overestimate properties. For the polymers that exhibited appreciable absorption, in situ yield strength decreased to approximately half as compared to dehydrated sample values.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Xu, B.; Redmond, M.; Hammami, A.; Mertiny, P. In Situ Testing of Polymers Immersed in Aging Fluids at Elevated Temperature and Pressure. Materials 2022, 15, 2690. [Google Scholar] [CrossRef] [PubMed]
- Massy, J. Thermoplastic and Thermosetting Polymers. In A Little Book About BIG Chemistry; Springer: Cham, Switzerland, 2017; pp. 19–26. [Google Scholar]
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Castillo Montes, J.; Cadoux, D.; Creus, J.; Touzain, S.; Gaudichet-Maurin, E.; Correc, O. Ageing of polyethylene at raised temperature in contact with chlorinated sanitary. Part I—Chemical aspects. Polym. Degrad. Stab. 2012, 97, 149–157. [Google Scholar] [CrossRef]
- Kong, L.; Qi, D.; Li, H.; Ding, N.; Ge, P.; Xu, Y.; Zhang, C.; Pan, C.; Fan, X. Aging of Polyethylene of Raised Temperature Resistance Pipe Liner After a Four-Year Service in a Crude Oil Gathering System. JFAP 2021, 21, 1323–1330. [Google Scholar] [CrossRef]
- Zha, S.; Lan, H.-q.; Lin, N.; Meng, T. Degradation and characterization methods for polyethylene gas pipes after natural and accelerated aging. Polym. Degrad. Stab. 2023, 208, 110247. [Google Scholar] [CrossRef]
- Chen, Y.-C.; Yang, Y.; Li, Y.-F.; Miao, R.; Fan, X.-L. The aging behavior of HDPE pipe bodies and butt-fusion welded joints: Effects of thermal oxidative and hydrothermal accelerated aging. Mech. Time-Depend. Mat. 2024, 28, 985–1002. [Google Scholar] [CrossRef]
- Mouallif, I.; Zhouri, O.; Haddouch, I.; Mouallif, Z. Influence of accelerated aging (temperature and acid attack) on the mechanical properties, structural, and morphological characteristics of high-density polyethylene sewer pipes. IJNeaM 2023, 17, 35–44. [Google Scholar] [CrossRef]
- Rjeb, A.; Letarte, S.; Tajounte, L.; El Idrissi, M.C.; Adnot, A.; Roy, D.; Claire, Y.; Kaloustian, J. Polypropylene natural aging studied by X-ray photoelectron spectroscopy. J. Electron Spectros. Relat. Phenom. 2000, 107, 221–230. [Google Scholar] [CrossRef]
- Delbruel, V.; Lajoie, H.; Steiner, V.; Gerard, J.-F.; Duchet-Rumeau, J.; Chevalier, J. Effects of polypropylene compositions and processing conditions on its aging resistance under tropical environments. Polym. Degrad. Stab. 2024, 228, 110883. [Google Scholar] [CrossRef]
- Celanese Corporation. Engineered Materials: Solutions Overview; EMMaterialSolutions-001-Portfolio_Bro-EN-1122; Celanese Corporation: Florence, KY, USA, 2022. [Google Scholar]
- Yan, P.; Peng, W.; Yang, F.; Cao, Y.; Xiang, M.; Wu, T.; Fu, Q. Investigation on thermal degradation mechanism of poly-(phenylene sulfide). Polym. Degrad. Stab. 2022, 197, 109863. [Google Scholar] [CrossRef]
- Guo, Y.; Bradshaw, R.D. Isothermal physical aging characterization of Polyether-ether-ketone (PEEK) and Polyphenylene sulfide (PPS) films by creep and stress relaxation. Mech. Time-Depend. Mat. 2007, 11, 61–89. [Google Scholar]
- Yang, B.; Yang, Y.; Huo, Z.; Yu, Y. Advances in research on aging properties of polyvinyl chloride and polyvinylidene fluoride membranes. Constr. Build. Mater. 2023, 367, 130292. [Google Scholar]
- Thomson, B. In-situ issues direct view. In Proceedings of the Polymers in Hydrogen and CCUS Infrastructure, London, UK, 7 December 2023. [Google Scholar]
- Rodriguez Barrera, D.; Schuett, C. Enabling CCS: Polymeric lining for CO2 pipeline corrosion protection. In Proceeding of the Polymer Engineering for Energy, London, UK, 7 December 2023. [Google Scholar]
- Alvine, K.J.; Kafentzis, T.A.; Pitman, S.G.; Johnson, K.I.; Skorski, D.; Tucker, J.C.; Roosendaal, T.J.; Dahl, M.E. An in situ tensile test apparatus for polymers in high pressure hydrogen. Rev. Sci. Instrum. 2014, 85, 105110. [Google Scholar]
- Slay, B. Extreme Environment “In Situ” Material Testing. In Proceeding of the Polymer Engineering for Energy, London, UK, 5–6 December 2024. [Google Scholar]
- Wu, C. Response of PE under High-pressure Hydrogen Insights from Molecular Dynamics Simulations. In Proceeding of the Polymers in Hydrogen and CCUS Infrastructure, London, UK, 5–6 December 2024. [Google Scholar]
- ASTM D638-22; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D732-17; Standard Test Method for Shear Strength of Plastics by Punch Tool. ASTM International: West Conshohocken, PA, USA, 2017.
- Esfandyarpour, M.J.; Alizadeh, R.; Mahmudi, R. Applicability of shear punch testing to the evaluation of hot tensile deformation parameters and constitutive analyses. J. Mater. Res. Technol. 2019, 8, 996–1002. [Google Scholar]
- Zhang, Y.; Chang, P.; Qiao, L.; Fan, J.; Shifeng, X.; Zhou, B. On the estimation of tensile yield stress for polymer materials based on punch tests. Polym. Test. 2021, 100, 107249. [Google Scholar]
- Rodríguez, C.; Cuesta, I.; Maspoch, M.; Belzunce, F. Application of the miniature small punch test for the mechanical characterization of polymer materials. Theor. Appl. Fract. Mech. 2016, 86, 78–83. [Google Scholar]
- Bruchhausen, M.; Holmström, S.; Simonovski, I.; Austin, T.; Lapetite, J.-M.; Ripplinger, S.; de Haan, F. Recent developments in small punch testing: Tensile properties and DBTT. Theor. Appl. Fract. Mech. 2016, 86, 2–10. [Google Scholar]
- INSTRON. Instron Bluehill Calculation Reference Manual, Version 1.1; INSTRON: Norwood, MA, USA, 2004. [Google Scholar]
- Dusunceli, N.; Colak, O.U. Modelling effects of degree of crystallinity on mechanical behavior of semicrystalline polymers. Int. J. Plast. 2008, 24, 1224–1242. [Google Scholar]
- Felder, S.; Vu, N.A.; Reese, S.; Simon, J.-W. Modeling the effect of temperature and degree of crystallinity on the mechanical response of Polyamide 6. Mech. Mater. 2020, 148, 103476. [Google Scholar]
- Lee, Y.H.; Kuboki, T.; Park, C.B.; Sain, M.; Kontopoulou, M. The effects of clay dispersion on the mechanical, physical, and flame-retarding proper-ties of wood fiber/polyethylene/clay nanocomposites. J. Appl. Polym. Sci. 2010, 118, 452–461. [Google Scholar]
- Humbert, S.; Lame, O.; Vigier, G. Polyethylene yielding behaviour: What is behind the correlation between yield stress and crystallinity? Polymer 2009, 50, 3755–3761. [Google Scholar] [CrossRef]
- Amjadi, M.; Fatemi, A. Tensile Behavior of High-Density Polyethylene Including the Effects of Processing Technique, Thickness, Temperature, and Strain Rate. Polymers 2020, 12, 1857. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Yilmaz, G.; Jiang, J.; Langstraat, T.; Chu, R.; van Es, M.; Garg, P.; Turng, L.-S. Thermal, rheological, and mechanical characterization of compression and injection molded ultra-high molecular weight polyethylene, high density polyethylene, and their blends. J. Appl. Polym. Sci. 2023, 140, e53484. [Google Scholar]
- Mejia, E.B.; Mourad, A.-H.I.; Ba Faqer, A.S.; Halwish, D.F.; Al Hefeiti, H.O.; Al Kashadi, S.M. Impact on HDPE Mechanical Properties and Morphology due to Processing. In Proceedings of the Advances in Science and Engineering Technology International Conferences, Dubai, United Arab Emirates, 26 March–10 April 2019. [Google Scholar]
- Mejia, E.; Cherupurakal, N.; Mourad, A.-H.I.; Al Hassanieh, S.; Rabia, M. Effect of Processing Techniques on the Microstructure and Mechanical Performance of High-Density Polyethylene. Polymers 2021, 13, 3346. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer | Vendor | Note | Polymer | Vendor | Note |
|---|---|---|---|---|---|
| EVOH | A | Copolymer | PERT2 | G | |
| HDPE0 | B | QC, extrusion | PP1 | H | Copolymer |
| HDPE1 | C | Bimodal | PP2 | H | Copolymer |
| HDPEb | D | HDPE-PA blend | PP3 | G | Copolymer |
| PA6 | E | PP4 | G | Copolymer | |
| PA12 | F | PP5 | G | Homopolymer | |
| PEb | D | PE-PA blend | PPS1 | I | Copolymer |
| PERT1 | C | Bimodal | PPS2 | J | Copolymer |
| PERT1a | C | Bimodal, compression | PVDF1 | D | Copolymer |
| PERT1b | C | Bimodal, extrusion | PVDF2 | J | Copolymer |
| Pristine 1 | Aged 2 | Saturated 2 | Dehydrated 2 | In Situ 2,3 |
|---|---|---|---|---|
| 23, 60, 95 | 23, 95 | 23 | 95 | 95 |
| Polymer | Fabrication Method | TM [°C] | ΔHM [J/g] | χC [%] |
|---|---|---|---|---|
| PERT1 | Injection molding—air cooled | 130 | 161 | 55.0 |
| PERT1a | Compression molding—RT cool down in mold | 134 | 186 | 63.5 |
| PERT1b | Extruded into tape, then cut to shape | 129 | 169 | 58.0 |
| Modulus 1 | Yield | |||||
|---|---|---|---|---|---|---|
| Polymer | Slope [/] | Intercept [MPa] | R2 | Slope [/] | Intercept [MPa] | R2 |
| EVOH | 24.22 | −2078.92 | 9.80 × 10−1 | 1.64 | −10.47 | 9.92 × 10−1 |
| HDPE0 | 12.13 | −488.20 | 9.90 × 10−1 | 1.39 | −1.77 | 9.96 × 10−1 |
| HDPE1 | 10 | −396.23 | 1.00 × 100 | 1.31 | 0.11 | 1.00 × 100 |
| HDPEb | 17.3 | −1054.01 | 9.94 × 10−1 | 1.57 | −8.65 | 9.99 × 10−1 |
| PA6 | 9.74 | −507.09 | 1.00 × 100 | 1.28 | 4.31 | 9.98 × 10−1 |
| PA12 | 10.52 | −574.80 | 1.00 × 100 | 1.03 | 5.7 | 1.00 × 100 |
| PEb | 10.34 | −312.89 | 9.94 × 10−1 | 1.31 | 2.11 | 1.00 × 100 |
| PERT1 | 8.42 | −279.11 | 9.99 × 10−1 | 1.25 | −1.06 | 1.00 × 100 |
| PERT1a | 8.94 | −154.55 | 1.00 × 100 | 1.31 | −0.03 | 1.00 × 100 |
| PERT1b | 10.34 | −425.47 | 9.68 × 10−1 | 1.26 | −0.13 | 9.96 × 10−1 |
| PERT2 | 7.3 | −149.74 | 9.96 × 10−1 | 1.27 | −0.99 | 1.00 × 100 |
| PP1 | 15.95 | −653.09 | 9.86 × 10−1 | 1.28 | 1.43 | 1.00 × 100 |
| PP2 | 13.31 | −452.09 | 9.98 × 10−1 | 1.32 | 0.78 | 1.00 × 100 |
| PP3 | 16.54 | −903.66 | 9.55 × 10−1 | 1.02 | 4.88 | 9.97 × 10−1 |
| PP4 | 16.28 | −807.27 | 9.74 × 10−1 | 1 | 4.07 | 9.96 × 10−1 |
| PP5 | 11.16 | −595.35 | 9.88 × 10−1 | 1.26 | 3.75 | 9.99 × 10−1 |
| PPS1 | 19.45 | −1513.70 | 9.90 × 10−1 | 1.48 | −13.90 | 9.91 × 10−1 |
| PPS2 | 19.7 | −1679.49 | 9.77 × 10−1 | 1.44 | −13.59 | 9.94 × 10−1 |
| PVDF1 | 10.82 | −613.17 | 9.96 × 10−1 | 1.35 | −1.77 | 1.00 × 100 |
| PVDF2 | 10.88 | −540.88 | 9.86 × 10−1 | 0.92 | 5.87 | 9.96 × 10−1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Munoz-Paniagua, D.; Hammami, A.; Nazaripoor, H.; Traidia, A.; Palacios Moreno, J.; Mertiny, P. In Situ Punch–Shear Testing of Polymers. Polymers 2025, 17, 981. https://doi.org/10.3390/polym17070981
Munoz-Paniagua D, Hammami A, Nazaripoor H, Traidia A, Palacios Moreno J, Mertiny P. In Situ Punch–Shear Testing of Polymers. Polymers. 2025; 17(7):981. https://doi.org/10.3390/polym17070981
Chicago/Turabian StyleMunoz-Paniagua, David, Ahmed Hammami, Hadi Nazaripoor, Abderrazak Traidia, Jorge Palacios Moreno, and Pierre Mertiny. 2025. "In Situ Punch–Shear Testing of Polymers" Polymers 17, no. 7: 981. https://doi.org/10.3390/polym17070981
APA StyleMunoz-Paniagua, D., Hammami, A., Nazaripoor, H., Traidia, A., Palacios Moreno, J., & Mertiny, P. (2025). In Situ Punch–Shear Testing of Polymers. Polymers, 17(7), 981. https://doi.org/10.3390/polym17070981