Abstract
This study investigates chemical grafting with fatty acid chlorides as a method for the surface modification of hydrophilic web materials. The resulting changes in the water repellence and barrier properties were studied. For this purpose, different grades of polyvinyl alcohol (PVOH) were coated on regenerated cellulose films (“cellophane”) and paper and then grafted with fatty acid chlorides. The PVOH grades varied in their degree of hydrolysis and average molecular weight. The surface was esterified with two fatty acid chlorides, palmitoyl (C16) and stearoyl chloride (C18), by chemical grafting. The chemical grafting resulted in water-repellent surfaces and reduced water vapor transmission rates by a factor of almost 19. The impact of the surface modification was greater for a higher degree of hydrolysis of the polyvinyl alcohol and for shorter fatty acid chains. Although the water vapor barrier for palmitoyl-grafted PVOH was higher than for stearoyl-grafted PVOH, the contact angle with water was lower. Additionally, it was shown that a higher degree of hydrolysis led to higher water vapor barrier improvement factors after grafting. Furthermore, the oxygen permeability decreased after grafting significantly, due to the fact that the grafting protects the PVOH against humidity when the humidity is applied on the grafted side. It can be concluded that the carbon chain length of the fatty acid chlorides is the limiting factor for water vapor adsorption, but the grafting density is the bottleneck for water diffusing in the polymer.
1. Introduction
The currently widely applied principle of sustainability, which is important in today’s world, also covers products for fast moving consumer goods (FMCG), such as packaging materials. The utilization of biopolymers in packaging applications is increasing, with biopolymers substituting or complementing conventional fossil-based polymers [1,2,3,4,5,6,7,8]. Biopolymers are defined as being based on renewable resources and/or being biodegradable [9]. The most available renewable raw material is cellulose, which is mainly acquired from wood, cotton and annual plants [1].
The properties of cellulose-based fabrics (textiles) and layers (paper, cardboard, corrugated board) are strongly influenced by the macroscopic shape of the cellulose fibers and the strong intramolecular and intermolecular hydrogen bonds [10]. Cellulose-based materials have several advantages: high availability, printability, good mechanical properties, high thermal stability and relatively low costs. However, cellulose has inherent disadvantages that limit its use: poor solubility in common solvents, which inhibits its application as a coating, and a lack of thermoplasticity, which is needed for direct extrusion. Furthermore, cellulose is hygroscopic and interacts with water vapor, resulting in swelling. Its hydrophilic nature facilitates the absorption of water. It has neither a high gas nor aroma barrier. The latter, in particular, hinders the use of cellulose-based materials in packaging applications for wet foods or humid environments. To overcome these drawbacks, cellulose is combined with hydrophobic layers, such as polyethylene layers, via wet lamination (with adhesives), extrusion lamination (without adhesives), wet coating and extrusion coating. In the “wet” processes, aqueous solutions or dispersions are favored for environmental reasons. Solutions and dispersions of waxes, starches or poly(vinyl alcohol) are available. Additionally, physical (vacuum deposition) and chemical vapor deposition (plasma coating) are possible. The layers are generally inorganic. However, the inorganic coatings can be scratch sensitive, and another coating has to be applied on top for protection [11].
One technique being researched for improving the surface properties is chemical grafting using fatty acid chlorides, which allows substances and surfaces to be esterified [12,13,14,15,16,17]. This technique is well known for the modification of starch and cellulose, for example for increasing the hydrophobicity [18,19,20,21,22,23,24]. It can be used to increase the decay resistance, swelling resistance and photostability of wood, to produce plastic from agricultural by-products, to render starch hydrophobic, to reduce the water vapor absorption of starch, to improve the thermoplastic properties of wood and also to recover wool fibers [25,26,27,28,29,30,31,32,33,34]. Chemical grafting of fatty acid chlorides increases the water repellence and reduces the water permeability of poly(vinyl alcohol) (PVOH) coatings (applied as aqueous solutions) on paper and regenerated cellulose. Shaikh et al. showed that grafting of PVOH with fatty acid chloride renders PVOH hydrophobic [35].
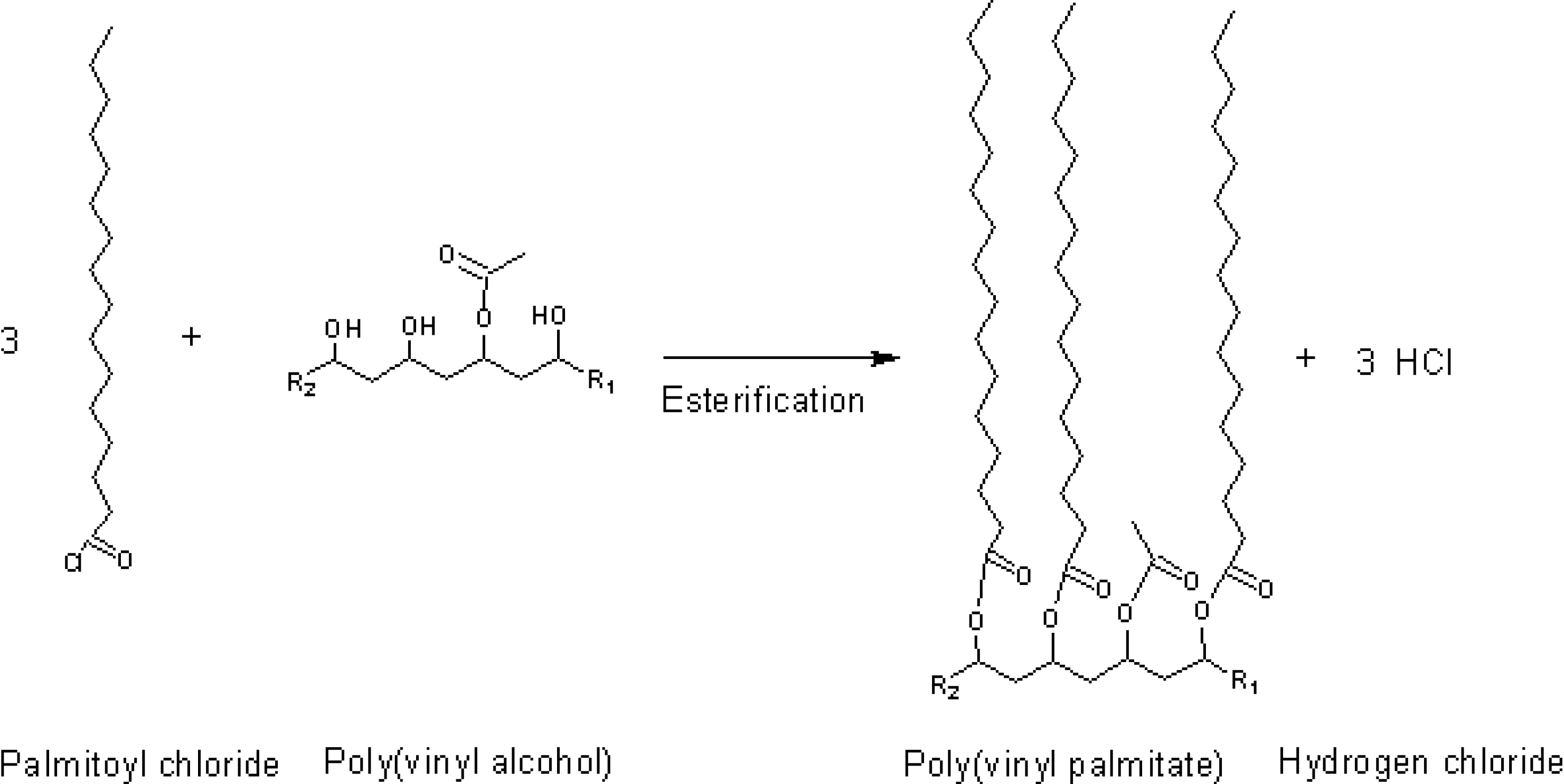
The present study concerns paper and regenerated cellulose films suitable for flexible packaging materials coated with PVOH. PVOH is a barrier material against gases and aromas [36]. The permeability of PVOH increases at high relative humidity [37]. This property is well documented for EVOH, which is a copolymer of ethylene and vinyl alcohol [37,38,39]. Chemical grafting should improve the humidity resistance of PVOH. The surface modification is realized by the grafting of fatty acid chlorides (Figure 1).
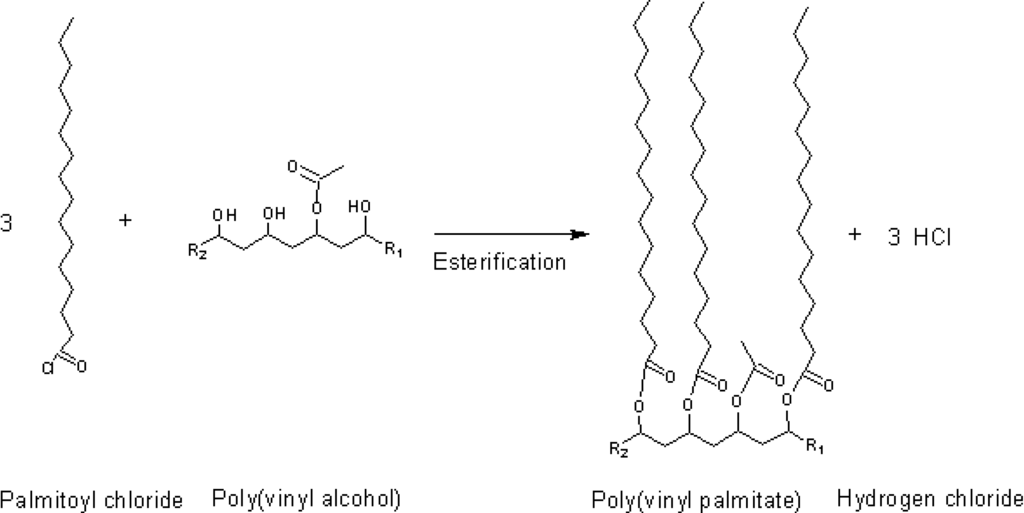
Figure 1.
The reaction of poly(vinyl alcohol) (PVOH) with fatty acid chlorides (example: reaction of palmitoyl chloride (C16) with the hydroxyl groups of PVOH, producing poly(vinyl palmitate) and hydrogen chloride); R1 and R2 represent the continuation of the PVOH chain. This is just a scheme showing the principals of the reaction. Please note that the reaction took place on deposited PVOH films and not on free PVOH.
Figure 1.
The reaction of poly(vinyl alcohol) (PVOH) with fatty acid chlorides (example: reaction of palmitoyl chloride (C16) with the hydroxyl groups of PVOH, producing poly(vinyl palmitate) and hydrogen chloride); R1 and R2 represent the continuation of the PVOH chain. This is just a scheme showing the principals of the reaction. Please note that the reaction took place on deposited PVOH films and not on free PVOH.
The proof of concept has been successfully demonstrated by Stinga et al. [40]. The influence of reaction times and temperatures has been investigated by Schmid, Benz [7].
Based on these results, the aim of the present study was to investigate the influence of the raw materials. Thus, different substrates, poly(vinyl alcohols) and fatty acid chlorides were combined. Five types of poly(vinyl alcohol) were used, varying in their degree of hydrolysis (74–99 mol%) and their average molecular weight (27,000–145,000 g/mol). Palmitoyl and stearoyl chloride, varying in their carbon chain length (16 and 18), were used for surface esterification. The focus was put on the resulting material properties, such as the water vapor transmission rate, oxygen permeability and contact angle with water, in order to answer the following scientific questions:
- How and to what extent do the degree of hydrolysis and the average molecular weight of PVOH influence the final material properties after grafting?
- How and to what extent does the carbon chain length of the fatty acid chloride affect the final material properties after grafting?
- Which water vapor permeation model applies for the grafted materials (pore diffusion or solubility diffusion model)?
- Does the surface esterification (grafting) support the oxygen barrier properties under single-side humidified measurement conditions?
2. Materials and Methods
2.1. Substrates
Paper and Regenerated Cellulose
The paper (standard base paper for vacuum metalizing) was supplied by Ahlstrom (Helsinki, Finland) and is referred to as MET (paper for metalizing) paper. This paper is usually used in industrial metalizing applications. Regenerated cellulose film (cellophane, NatureFlex™ 42NP) was provided by INNOVIA Films Ltd. (Bergheim, Germany) and is referred to as cellophane (CEL). The basic material data are given in Table 1.

Table 1.
Substrates used in this study (data provided by the suppliers).
| Product | Supplier | Basis weight | Thickness | Roughness front side; RMS |
|---|---|---|---|---|
| Paper for metalizing | Ahlstrom | 50.0 g/m2 | 45 μm | 0.24 μm |
| NatureFlex 42NP | Innovia Films | 60.0 g/m2 | 42 μm | 0.05 μm |
2.2. Coating and Grafting Materials
2.2.1. PVOH
All of the different types of PVOH listed in Table 2 were purchased from Kuraray Europe GmbH (Frankfurt am Main, Germany). For all Mowiol types, the numbers in the trade names provide information about two parameters: the viscosity and the degree of hydrolysis. This does not apply for Poval 505. The abbreviations for these materials used in this study contain helpful information about viscosity, which is an indicator of the molecular weight and the degree of hydrolysis.
The first three types, Poval 505, Mowiol 4-88 and Mowiol 4-98, were chosen, because they have comparable average molecular weights, but different degrees of hydrolysis. For Mowiol 4-98, Mowiol 6-98 and Mowiol 28-99, it is the other way around. They are all “fully-saponified” [41] PVOH grades, but a massive increase in their average molecular mass distinguishes them. As alternative products were not available when this study was carried out, the difference between a degree of hydrolysis of 98 mol% and 99 mol% was neglected. The same applies for the difference of 4000 g/mol in absolute terms and an increase of 14.8% for Mowiol 4-88 compared to 27,000 g/mol for Mowiol 4-98.
Table 2.
Viscosity, degree of hydrolysis and mean average molecular weight of different types of PVOH (data provided by Kuraray).
| Trade names | Abbreviation used in this study | Viscosity in mPas of a 4 wt% aqueous solution at 20 °C | Degree of hydrolysis in mol% | Average molecular weight in g/mol |
|---|---|---|---|---|
| Poval 505 | P4-74 | 4.6 ± 0.4 | 73.5 ± 1.0 | 28,000 |
| Mowiol 4-88 | M4-88 | 4.0 ± 0.5 | 87.7 ± 1.0 | 31,000 |
| Mowiol 4-98 | M4-98 | 4.5 ± 0.5 | 98.4 ± 0.4 | 27,000 |
| Mowiol 6-98 | M6-98 | 6.0 ± 1.0 | 98.4 ± 0.4 | 47,000 |
| Mowiol 28-99 | M28-99 | 28 ± 2.0 | 99.4 ± 0.4 | 145,000 |
2.2.2. Fatty Acid Chlorides
According to Samain [42], fatty acid chlorides of 16 to 22 carbon atoms have a high impact on a hydrophobic surface, but are suitable for the grafting process under gaseous conditions. In order to investigate the impact of chain length on the techno-functional properties, palmitoyl chloride (C16) and stearoyl chloride (C18) were chosen for this study (see Table 3). According to previous studies [7,42,43], they allow high grafting density, and their reactivity depends on the temperature.
Table 3.
Fatty acid chlorides, their suppliers and important properties.
| Product | Manufacturer | Chemical formula | Purity * | Boiling point * |
|---|---|---|---|---|
| Palmitoyl chloride | Merck KGaA (Darmstadt, Germany) | CH3(CH2)14COCl | ≥98% | 174 °C/0.5 kPa |
| Stearoyl chloride | TCI Deutschland GmbH (Eschborn, Germany) | CH3(CH2)16COCl | >97% | 178 °C/0.3 kPa |
* According to the data sheets provided by the suppliers.
2.3. Sample Preparation
The exact description of the sample preparation is separated into specific techniques. Here, only a brief chronology of preparing the samples is given. An aqueous PVOH solution of defined concentration was produced. The PVOH layer was generated by two different coating techniques: firstly, using the so-called multicoater for the laboratory scale, forming a wet film with a wired rod, and secondly, using a pilot lacquering plant, which has an anilox roller and was supposed to provide a more homogeneous layer. The drying was performed for sheets in an oven or for continuous processing in a drying zone with radiated heat and heated air. The samples were stored under controlled conditions before the chemical grafting with fatty acid chlorides was performed.
2.3.1. Preparation of Aqueous PVOH Solutions
In order to produce PVOH solutions with defined solid contents, the required amount of polymer was weighed out on scales (1204 MP, Sartorius-Werke GmbH, Götting, Germany) and mixed with the required amount of deionized water in a high performance disperser (Thermomix TM 31 supplied by Vorwerk Deutschland Stiftung & Co. KG, Wuppertal, Germany). The stirring starts at 40 rpm, while water is poured slowly onto the solid. Afterwards, the disperser is set to 100 rpm for 40 min, while heating continually at 90 °C. The solutions were filtered and filled into glass bottles, which were then treated for 10 min in an ultrasonic bath at a frequency of 37 kHz and 10 °C, to enable removal of foam and bubbles using a pipette after the ultrasonic treatment. When aqueous solutions were produced, they were used on the same day or stored for a maximum of 12 h at ambient temperature for use on the next day.
2.3.2. PVOH Coating
The aim of coating with the polymer solution is to achieve a homogenous layer of constant thickness with a closed surface of PVOH. The layer thickness of PVOH has to be sufficient to exceed the roughness of the substrates. The PVOH solutions used in this study have a low solid content. Consequently, when the solution is applied to the substrate, it has to be immobilized immediately. The faster the substrate reaches the dryer, the more homogeneous the film on the surface. Finally, the solid content of a solution also needs to be adjusted, because it influences the viscosity. The solid content has a maximum limit, which depends on the coating technique. In this study, the solid content of all PVOH solutions was set at 15% w/w, following the findings of Schmid, Benz [7], except for Mowiol 28-99. This represents a viscosity of approximately 100–200 mPas at a temperature of 20 °C [41]. However, the same concentration for Mowiol 28-99, which has the highest average molecular weight of all of the PVOH samples, could not be processed, due to its high viscosity. In addition, the recommended concentration limit to suppress gelation of Mowiol 28-99 is 12% w/w [41]. Therefore, this solution was set to a concentration of 10% w/w. In this study, two different coating techniques were utilized for the two substrates. While the MET paper sheets were coated by a coater on a laboratory scale, the cellophane roll was coated by a pilot lacquering plant. Each technique is explained below.
The Multicoater K303 from RK Print Coat Instruments Ltd. (Hertfordshire, UK) was used for the coating of single MET paper sheets. The workflow for coating a single sheet was as follows: The substrate sheet was secured in the middle of the coating area, for example with an adhesive strip. The rod was positioned on the upper top of the sheet, clamped by the two weights of the multicoater on the left and on the right. Approximately 5–10 mL of the respective solution was applied using a syringe in the gap between the rod and the substrate all along the width of the sheet. A wired rod moved down the substrate with a speed of 4 m/min until the switch was turned off or the end of the substrate was reached. After the coating, the assembly was put on a clean plate and dried immediately in a Heraeus T6120 oven at 105 °C for 6 min [7]. The experiment with Mowiol 28-99 was again the exception. Due to the higher water content, the drying was extended to seven minutes. Different wet film thicknesses were applied using the method explained above, including 50, 60, 80 and 100 μm. Paper was chosen in this case as the substrate, because it was not possible to apply PVOH coatings on CEL in different thicknesses with the multicoater. The water-borne coating solutions fully penetrated into the CEL, which led to waviness and wrinkles. The bench coating with the multicoater was the only reliable approach for applying different thicknesses and worked very well for the paper-based substrates.
The PVOH coating of CEL was performed in reel-to-reel production using the lacquering and lamination plant at Fraunhofer IVV (Freising, Germany). The different elements can be seen in Figure 2. The parts that are important for coating PVOH on cellophane are: the Unwinding 1 (1), the application system (3), drying tunnel (4) and controlled rewinding (12).
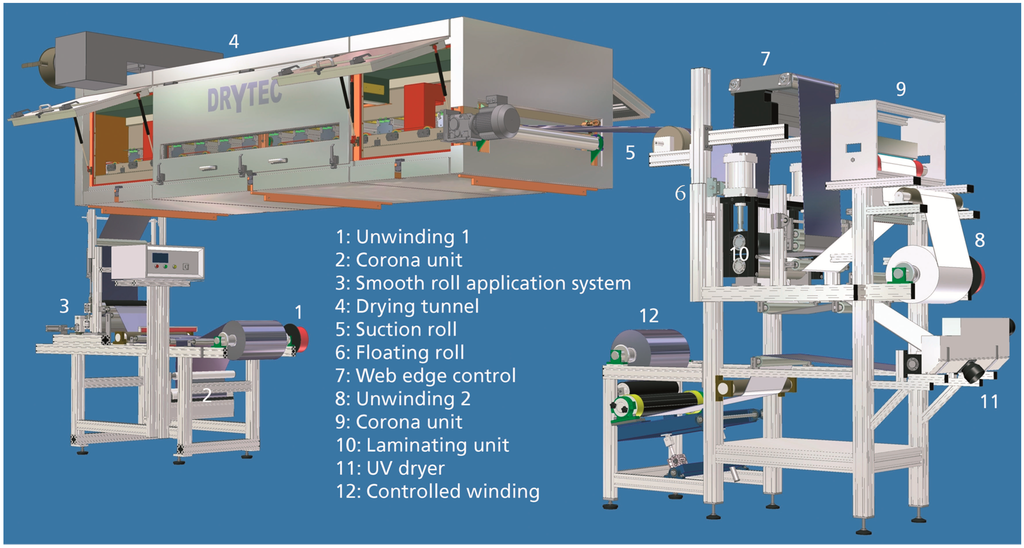
Figure 2.
Schematic diagram of the lacquering and laminating plant (figure source: Fraunhofer IVV).
Figure 2.
Schematic diagram of the lacquering and laminating plant (figure source: Fraunhofer IVV).
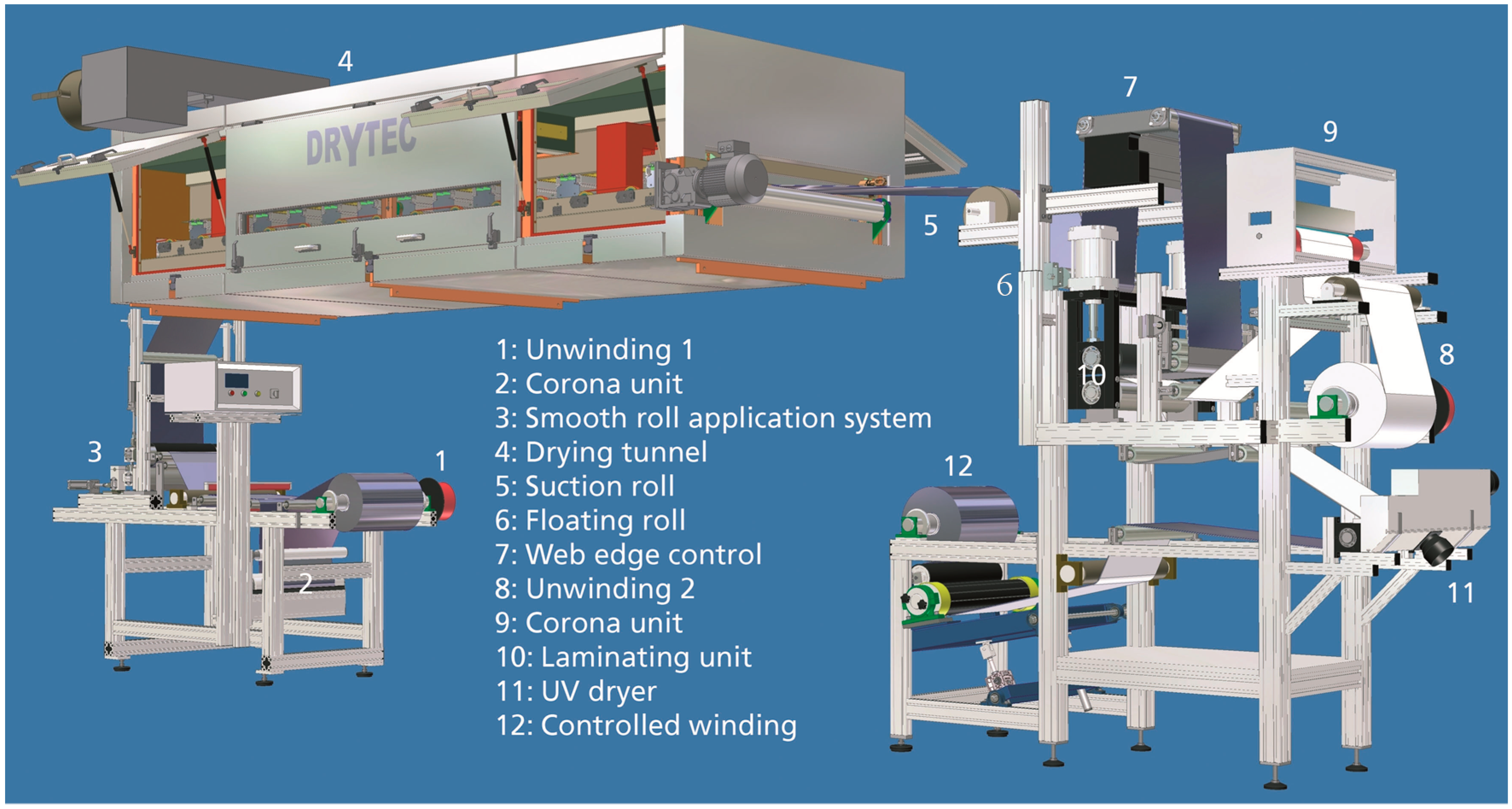
The coating width was 380 millimeters at a web speed of 16 m/min, and the anilox roll was heated to 45 °C. In the case of the solution of Mowiol 28-99, the anilox roll was heated to 65 °C in order to reduce the viscosity of the Mowiol 28-99 PVOH solution to the level of the other Mowiol grades. The drying was performed by convective air drying at 120 °C at an air flow rate of 8000 m3/h. Uncoated cellophane was also exposed to these conditions as a reference material for all analysis methods.
2.3.3. Storage
The coated substrates were conditioned as sheets, with release paper in between, at 23 °C and 50% r.h. (relative humidity) for at least 7 days. Thereafter, the grafting process was conducted as described below.
2.3.4. Chemical Grafting of Fatty Acid Chlorides onto PVOH Coated Substrates
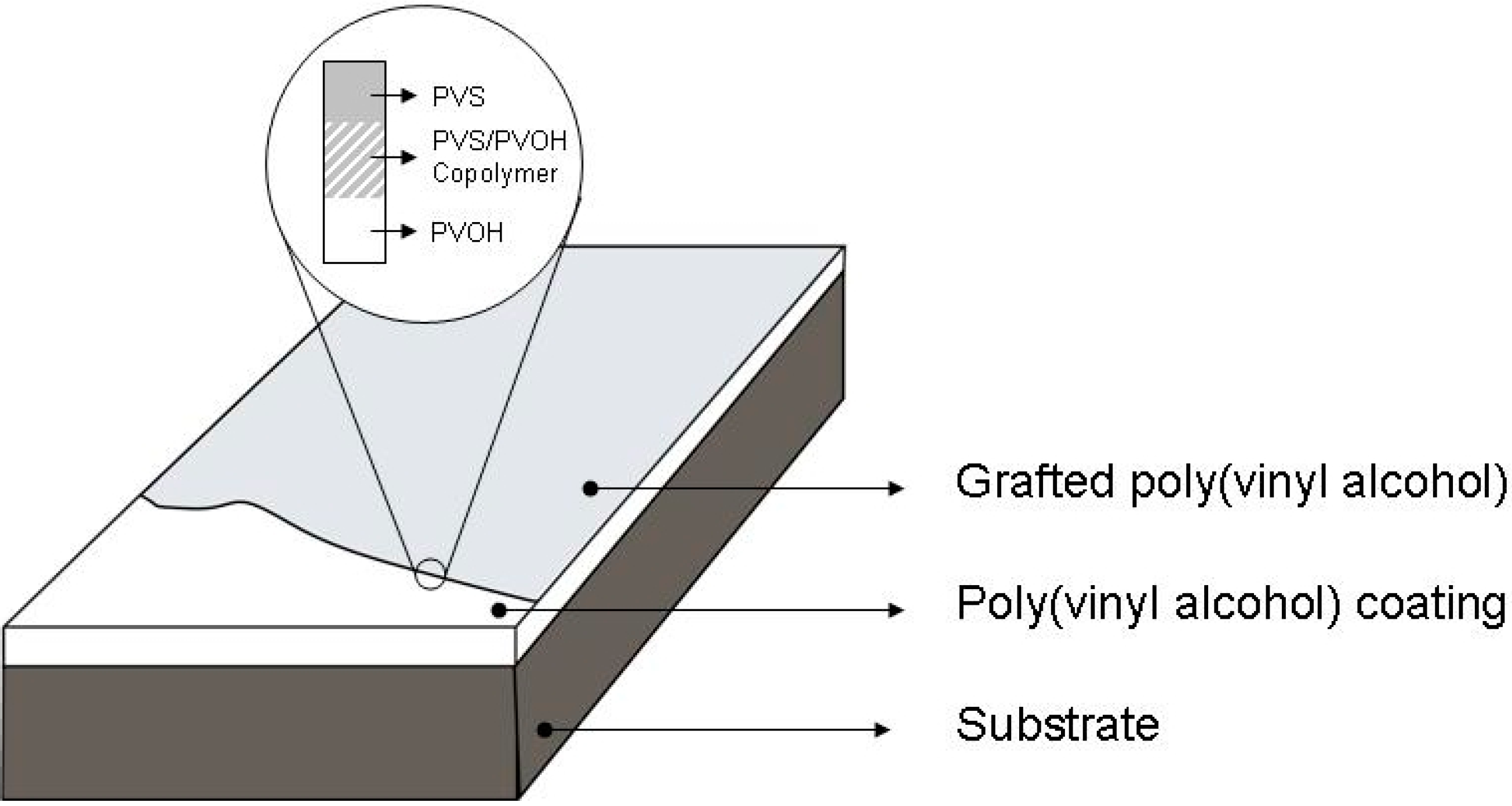
The method for grafting sheets chemically with fatty acid chlorides was introduced by Stinga [40] and called the transfer method. The transfer method was used in this study and is described in earlier studies [7]. Two percent weight/weight of the fatty acid chlorides were solved in EMPLURA grade petroleum (boiling range: 100–140 °C; supplied by Merck KGaA, Darmstadt, Germany). A transmitter, the qualitative filter paper Grade No. 2 103 g/m2 from Whatman Int. (Freiburg, Germany), was immersed in the solution. To evaporate the solvent, the transmitter was exposed to ambient conditions for two minutes under the hood. At the same time, the PVOH-coated substrate was put in the oven (5042 E Heraeus, Fisher Scientific, Schwerte, Germany), which was heated to 150 °C. This was done to reduce the water content in the substrate and, therefore, to reduce possible side reactions of fatty acid chlorides during the actual reaction period. The PVOH-coated substrate was then placed on top of the transmitter paper enriched with reagent, while the coated side faced the paper. The assembly was fixed with four clamps, one on each side, put on a clean plate and exposed to 150 °C in the oven for 7 min. When the oven was opened, the hood was closed as far as possible, to exhaust the majority of unused reagent and hydrogen chloride. After about ten seconds, the assembly was removed from the oven, the transmitter, also grafted, was discarded, and the grafted substrate was fixed with adhesive tapes in order to prevent it from curling and covered with a release paper of a bigger size to protect it against contamination. A schematic representation of the final structure obtained is shown in Figure 3.
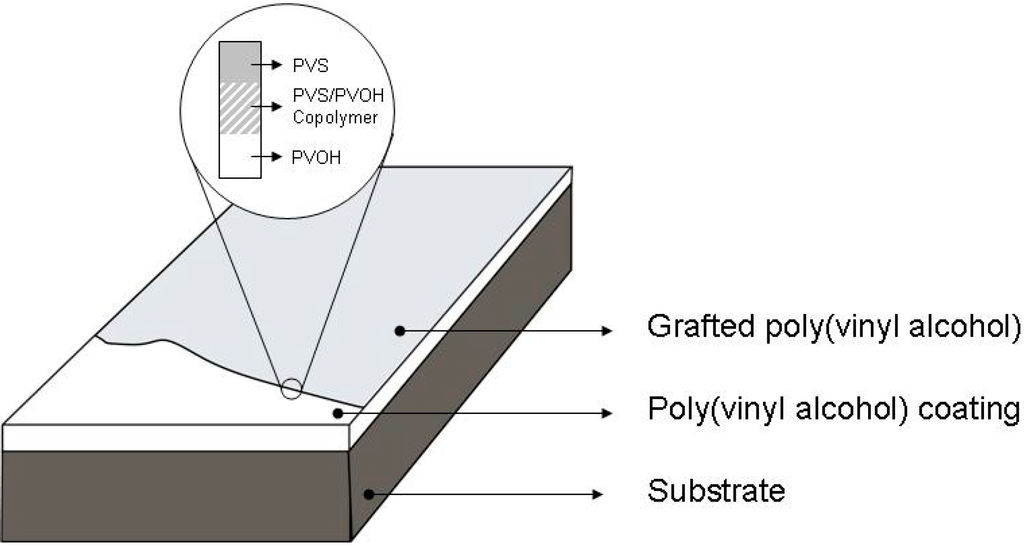
Figure 3.
Schematic representation of a PVOH-coated substrate grafted with stearic acid and the grafting assembly, adapted from [44].
Figure 3.
Schematic representation of a PVOH-coated substrate grafted with stearic acid and the grafting assembly, adapted from [44].
2.4. Sample Characterization
2.4.1. Thickness
The thickness of the dried and stored layers was measured after they reached their respective equilibrium moisture content at 23 °C and 50% r.h. (relative humidity) using the Precision Thickness Gauge FT3 (Rhopoint Instruments, Bexhill on Sea, UK) at five different positions. The coating thickness was determined by subtracting the substrate thickness from the final layer thickness. The measurement conditions were 23 °C and 50% r.h. The arithmetic average of the film thicknesses was calculated, and the standard deviations were taken into account for the error propagation.
2.4.2. Water Vapor Transmission Rate
The gravimetric screw cup method, according to the standard DIN 53 122-1 [45], was used to measure the WVTR (water vapor transmission rate), Q, of the ungrafted and grafted substrates at 23 °C and 85%–0% r.h. The grafted side was facing the humidified side. The WVTR was calculated using the following equation:
where t is the period of time between two weight measurements in h, Δm represents the weight difference between two weight measurements in g and A is the test area in cm2. The WVTR values, Q, are given in g·m−2·d−1. A four-fold determination was performed in all cases.
The average WVTR was measured, and average values and standard deviations (SD) were calculated before and after grafting with C16 and C18 fatty acid chlorides and given as error bars accordingly. To improve the comparability of the barrier improvement, the barrier improvement factor (BIF) was calculated according to Equation (2), where Q is the average WVTR before grafting and Qg is the WVTR after grafting [36,46,47,48]:
This factor was adopted from vacuum deposition, where it describes the barrier improvement due to porous barrier layers.
2.4.3. Oxygen Permeability
The OP (oxygen permeability) was measured according to DIN 53380-3 [49], except that the measurements were performed at 23 °C and 50% r.h. on the coated or coated and grafted side and at 0% r.h. on the uncoated side using a Mocon Twin instrument (Mocon Inc., Minneapolis, Minnesota, MN, USA). This was done in order to see whether there was an effect of the grafting on the r.h.-dependent OP or not. The samples were masked using aluminum films in order to stabilize the samples. If there was a difference of >10% between two OP values, a third determination was performed. The OP values, Q, are given in cm3 (STP) m−2·d−1·bar−1.
2.4.4. Contact Angle with Water
The contact angle with water was measured using the G2 contact angle measuring system (Krüss GmbH, Stephanskirchen/Rosenheim, Germany) and applying the sessile drop method. This method applies a water drop to the surface of a solid in order to determine the contact angle between the baseline of the drop and the tangent at the drop boundary. After an ideal screen drop was set, the screen of the inducing liquid drop on the solid surface was frozen after exactly 20 s to measure the contact angle between the baseline, which is adapted to the liquid drop position and the tangent at the drop boundary. The contact angle was measured at five different positions on the solid surface of five replicates. The arithmetic average and the standard deviation were calculated and shown as error bars. As the PVOH coatings were at least partly soluble, the measurement had to be performed after a given time (20 s) and not at equilibrium, as was the case for the grafted samples. Thus, it was not possible to classify the values for PVOH-coated samples as absolute contact angle values. However, for a comparison of the samples amongst themselves, it is reasonable to follow this approach in order to characterize the samples and draw conclusions.
2.4.5. Infrared Spectroscopy: ATR-FTIR
The laboratory instrument used in this study was a Fourier transform infrared (FTIR) spectrometer (L1280034) with the software Spectrum One, both supplied by Perkin Elmer (Shelton, CT, USA). Measurements are performed at ambient temperature and pressure. The ATR (attenuated total reflectance, Perkin Elmer, Shelton, CT, USA) device, named golden gate, was utilized. The crystal, which is located in the center of the golden gate, is removable. In this work, a germanium crystal is used, which has an index of refraction of 4.0 according to [50]. In this case, the infrared beam only reflects once at the interface of the crystal and sample. Before the actual sample, the so-called background is scanned. Then, the sample is put on top of the crystal, with the treated side facing it. An overlaying structure secures the sample on the crystal. A constant contact pressure is realized by tightening the securing screw with a ratchet, which is limited to a torque of 30 cNm. This is important, because the contact pressure influences the result. For one spectrum, 20 scans are recorded. The wavenumbers in the mid-infrared region range from 4000 to 600 cm−1 with a resolution of 4 cm−1. After recording the spectrum, software integration is performed (correction factor: 0). This corrects the peaks in the spectrum, because when the ATR device is utilized, the absorbance depends on the wavelength. The same relation is summarized in the equation for calculating the penetration depth. This is possible using the following equation from the literature [50]:
where dP: penetration depth; λ: wavelength in vacuum; α: angle of incidence; n1, n2: refraction indices of both sample and crystal (n1 ≥ n2).
The calculation of penetration depth is important for this study, because the thickness of chemical grafting is unknown. If the penetration depth is too high, the fraction of grafted PVOH in the total absorbance can be neglected, and the analyzing method is not applicable. At a lower penetration depth, greater information is obtained about the atomic bonds in the grafted layer.
3. Results and Discussion
3.1. Contact Angle with Water
Figure 4 shows the contact angles of untreated PVOH layers of different grades and of PVOH layers treated with the fatty acid chlorides, palmitoyl chloride (C16) and stearoyl chloride (C18). The results for the contact angles with water are directly linked to the hydrophobicity. The greater the contact angle with water, the greater the hydrophobicity.
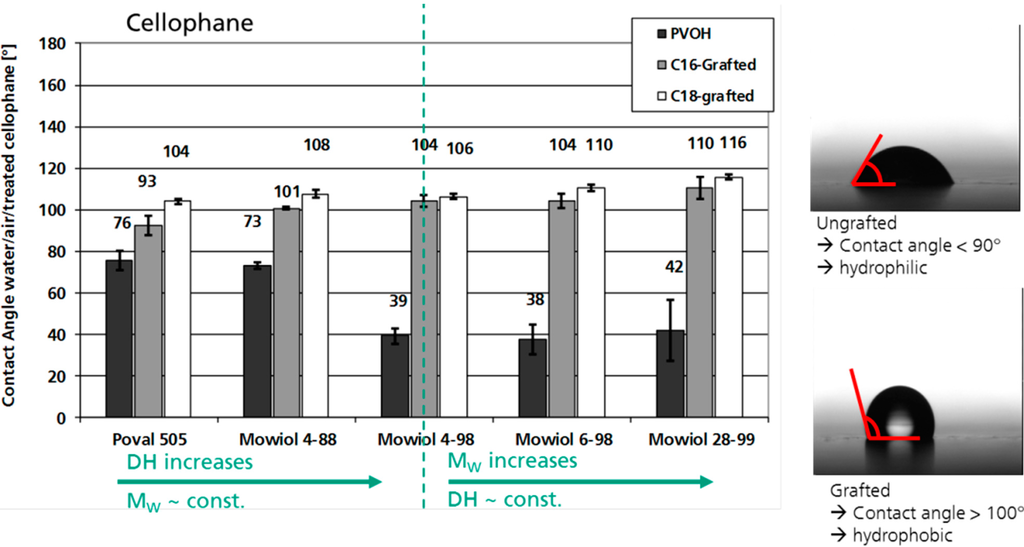
Figure 4.
Contact angle with water on different PVOH grades before/after C16 and C18 grafting, substrate: cellophane (CEL). DH, degree of hydrolysis.
Figure 4.
Contact angle with water on different PVOH grades before/after C16 and C18 grafting, substrate: cellophane (CEL). DH, degree of hydrolysis.
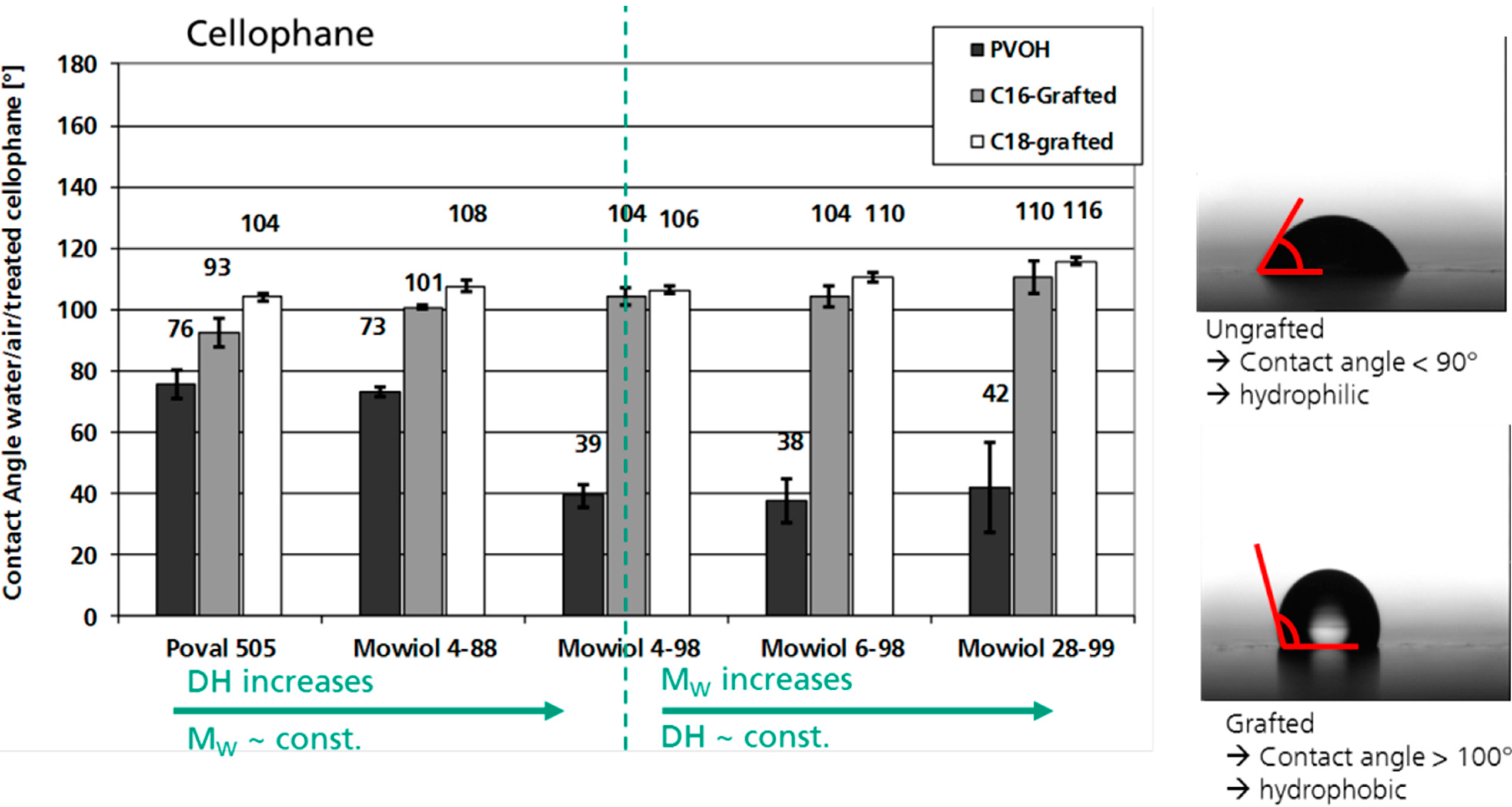
The water repellence of pure PVOH decreases (lower contact angle) with increasing degree of hydrolysis. The reason is the higher number of polar groups (hydroxyl groups) at a higher degree of hydrolysis and the subsequent greater interaction between polar groups on the surface and the water droplet.
After chemical grafting, this phenomenon is not visible anymore; the contact angle does not differ significantly. The esterification occurs in the same manner on both types of PVOH, fully or partially saponified. However, the contact angle on grafted PVOH with a high degree of hydrolysis is greater than the contact angle on the grafted PVOH having a lower degree of hydrolysis. This difference is due to the presence of acetyl groups in the PVOH layer. Indeed, acetyl groups are hydrophobic, but their hydrophobicity is less than that of the longer chains.
The acetyl groups are distributed statistically in the PVOH chains, but they can also agglomerate in the bulk polymer. This causes areas that cannot be grafted. The higher the number of residual acetyl groups, the greater the number of spots that cannot be grafted. These spots with missing fatty acids are the reason for the lower contact angle of grafted poly(vinyl alcohols) having a low degree of hydrolysis. The degree of hydrolysis therefore influences the contact angle before and after grafting. It is important to mention that the contact angle measurement only yields results for the surface and not inner layers, because the measurements respond to a surface layer depth of a maximum of 0.5 nm [51].
Another important fact can also be learned from Figure 4: as expected, a longer chain length of the fatty acid chloride leads to a higher contact angle, i.e., to surface esterification, which is more hydrophobic. The contact angle with water is significantly larger on all types of C18-grafted PVOH than on C16-grafted PVOH. Stearoyl chloride consists of 18 carbon atoms (C18), and is thus a longer oligomer than palmitoyl chloride, which consists of 16 carbon atoms (C16). In all cases in Figure 4, stearoyl chloride leads to a higher contact angle with liquid water than palmitoyl chloride. As already mentioned, this is due to the following theory: the longer the nonpolar chains, the more repellent the interactions with polar water. This means that the contact angle is mainly influenced by the chain length of the fatty acid and by the hydrolysis degree of PVOH. The contact angle of a fully-hydrolysed poly(vinyl alcohol) grafted with C16 is higher than the contact angle of partially-hydrolysed PVOH grafted with C18, for example Mowiol 28-99 grafted with C16 versus Mowiol 4-88 grafted with C18.
The increase in hydrophobicity upon treatment with fatty acid chlorides agrees with the results of other research groups for the treatment of PVOH, starch, paperboard and rubber wood [24,28,29,31,35]. However, the systematic approach followed in this study provides new information on how the molecular weight and residual acetate content affects the permeability properties and hydrophobicity of grafted PVOH layers. In future studies, dynamic contact angle measurements could provide additional information on the material characteristics.
3.2. WVTR before and after Grafting
Table 4 shows the results for the water vapor transmission rate and water vapor barrier improvement factor values (BIF).
Table 4.
WVTR (water vapor transmission rate) at 23 °C and 85%–0% r.h. before and after C16 and C18 grafting and corresponding BIF (water vapor barrier improvement factor) on different PVOH type-coated CEL substrates.
| WVTR at 23 °C, (85%–0%) r.h. | Not grafted | C16 grafted | C18 grafted | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PVOH Type | Layer thickness (μm) | SD (μm) | WVTR (g/m2d) | SD (g/m2d) | WVTR (g/m2d) | SD (g/m2d) | BIF | SD | WVTR (g/m2d) | SD (g/m2d) | BIF | SD |
| Poval 505 (4-74) | 5.0 | 0.9 | 665 | 29 | 165 | 16 | 4.0 | 0.4 | 482 | 14 | 1.4 | 0.1 |
| Mowiol 4-88 | 5.8 | 0.8 | 692 | 46 | 92 | 34 | 7.6 | 2.9 | 209 | 24 | 3.3 | 0.4 |
| Mowiol 4-98 | 5.4 | 0.6 | 1017 | 42 | 54 | 5 | 18.9 | 1.8 | 117 | 22 | 8.7 | 1.7 |
| Mowiol 6-98 | 5.3 | 0.8 | 1007 | 30 | 66 | 5 | 15.2 | 1.2 | 115 | 9 | 8.7 | 0.7 |
| Mowiol 28-99 | 4.2 | 0.7 | 1046 | 61 | 60 | 4 | 17.5 | 1.7 | 125 | 19 | 8.4 | 1.3 |
The WVTR of grafted PVOH-coated substrates decreased significantly in all cases in comparison to the pure PVOH-coated CEL.
The BIF increases with the degree of hydrolysis of the PVOH. These results are in agreement with the higher contact angle at a higher degree of hydrolysis, which was explained in the previous section. The WVTR significantly decreases when the MW (molecular weight) is constant. This observation could be explained by the decreasing residual acetyl content in PVOH layers when the DH (degree of hydrolysis) increases (caused by the PVOH synthesis procedure [52]). Acetyl groups do not react with the fatty acid chlorides during the grafting process, leading to statistically randomized fatty acid free spots.
C16 grafted samples have significantly lower WVTR values compared to C18 grafted samples. This can be explained by the yield of transferred fatty acid chlorides, which might be lower for C18, due to the grafting temperature. The grafting temperature was equal for both fatty acid chlorides, but the vapor pressure of C18 is higher than the vapor pressure of C16 fatty acid chlorides [53]. However, it should be mentioned that this property was not separately measured. The lowest WVTR was observed for Mowiol 4-98 grafted with C16, which leads to a BIF of almost 19.
The results indicate that there is a direct correlation between the acetyl content and WVTR, as well as between the chain length of the fatty acid and WVTR, whereas there is no correlation between MW and WVTR.
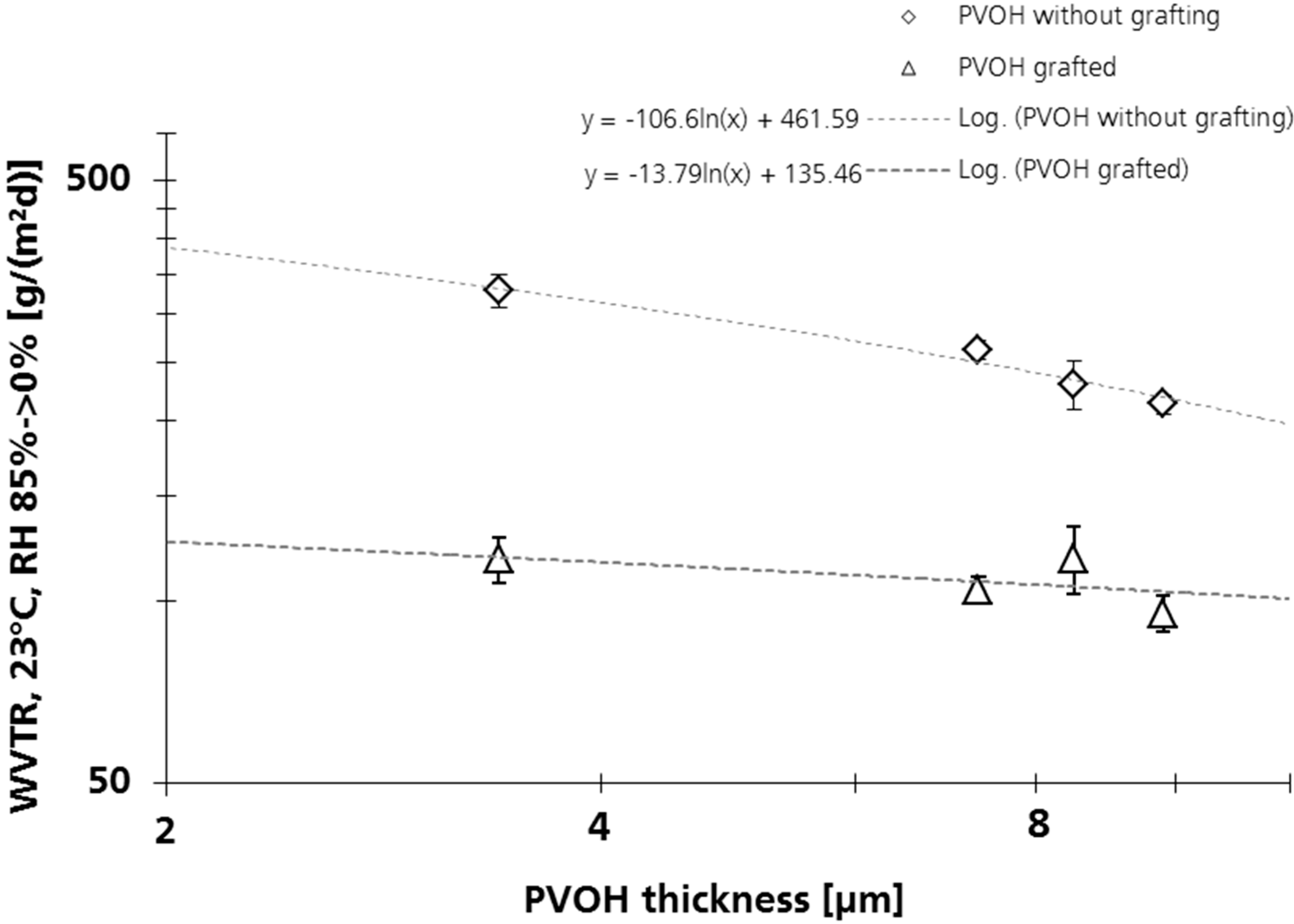
In order to verify that there was no correlation between the thickness of the PVOH layer and the WVTR, the grafting was applied on different PVOH coating thicknesses, and corresponding WVTRs were measured. The results indicate that the WVTR changes when the PVOH layer thickness is increased. Figure 5 shows the water vapor transmission rate as a function of the PVOH layer thickness. A minor reduction in WVTR with increasing PVOH layer thickness is observed for the grafted PVOH. We have two hypotheses for this behavior.
Hypothesis 1: The grafted layer behaves like a vacuum-deposited inorganic layer with defects. Here, permeation takes place mainly through the defects (e.g., SiOx, AlOx or Al) in the layer. For defect-dominated permeation mechanisms, the increase of the thickness of the base layer has a minor influence on the BIF of the whole layer [36,47,54,55]. The results in Figure 5 are similar to such defect-dominated permeation mechanisms. However, we also did not observe a direct correlation between the thickness and permeability of non-grafted samples. Defects would in this case be spots with little or no grafting.
Hypothesis 2: The structure behaves like a multilayer structure. In multilayer structures, the layer with the lowest transmission rate determines the transmission rate of the whole structure [36]. In this case, the water vapor transmission rate would be in the range of nonpolar polymers, such as polyethylene or polypropylene. Since the thickness and the depth of the grafting are unknown (to be discussed below), the water vapor transmission rate of the grafted layer cannot be calculated. The WVTR of a 100-μm normalized fatty acid grafting thickness, assuming a grafting thickness of the length of one fatty acid molecule [56], would be in the order of 10−3 (g/(m2d)), which is three orders of magnitude lower than the 100-μm normalized WVTR values of PE. Thus, if these thickness assumptions are correct, Hypothesis 1 would better explain the permeation effect through grafting layers. However, since the grafting thicknesses and depths are not yet known, neither hypothesis can be proven or falsified.
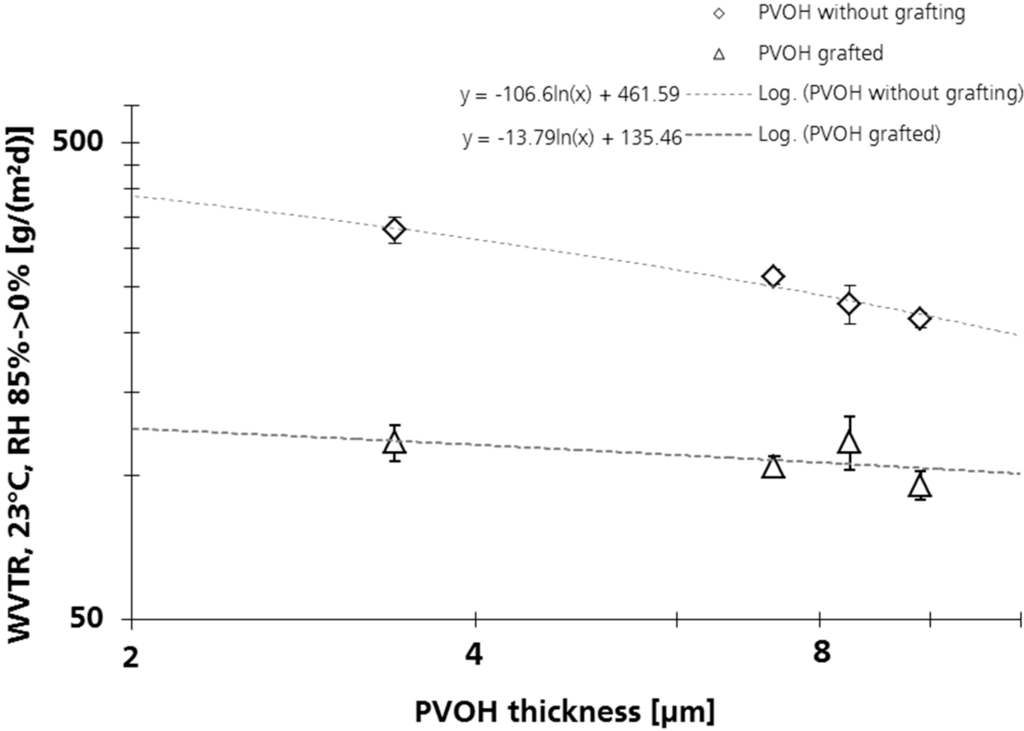
Figure 5.
WVTR of different PVOH (28-99) thicknesses coated on MET (paper for metalizing) paper with and without C16 grafting.
Figure 5.
WVTR of different PVOH (28-99) thicknesses coated on MET (paper for metalizing) paper with and without C16 grafting.
3.3. Oxygen Permeability before and after Grafting
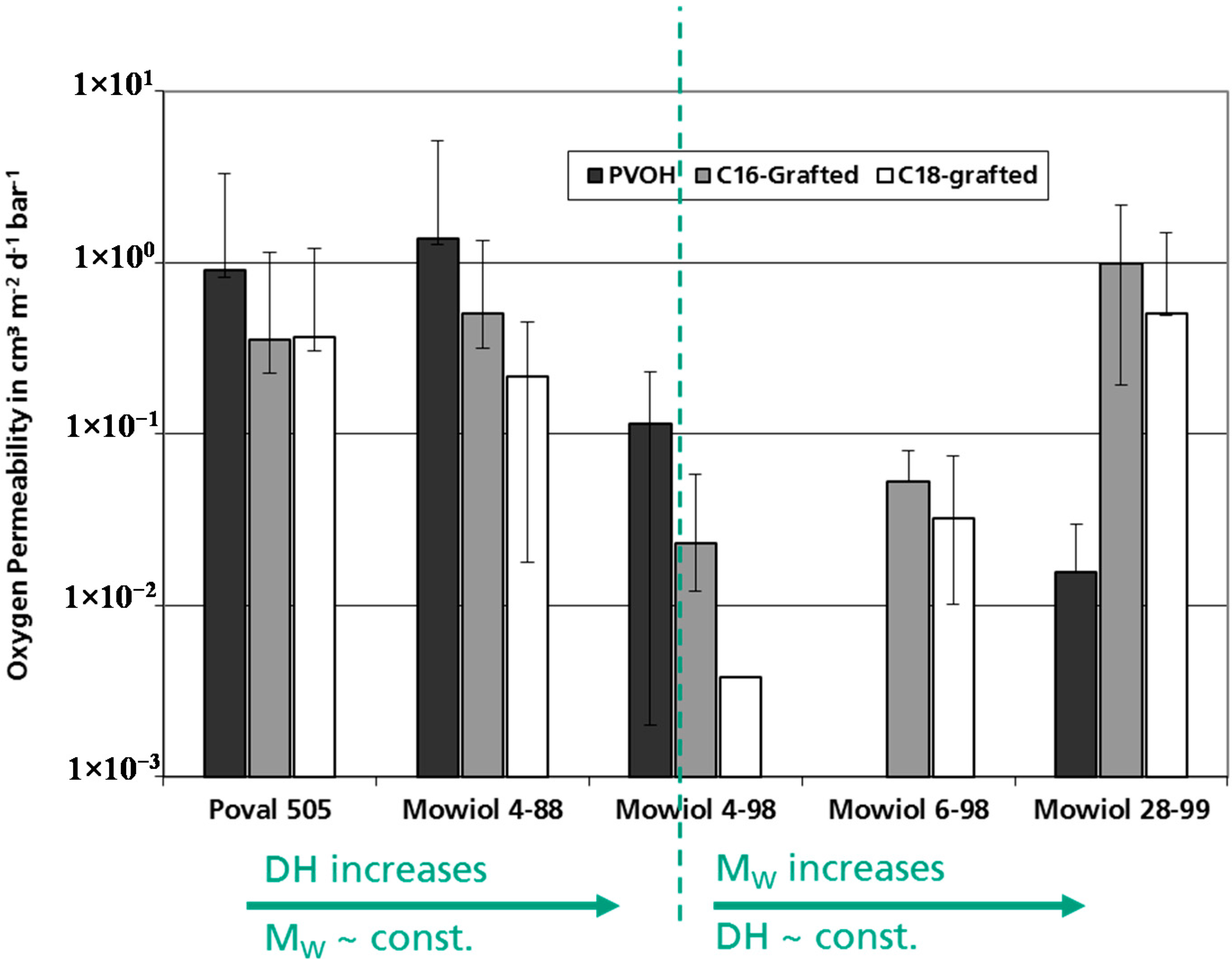
The significant water vapor transmission rate reduction due to the grafting process led to the assumption that also the humidity-dependent oxygen permeability could be decreased. The results clearly confirm this assumption (Figure 6). It is evident that the oxygen permeability significantly decreases due to the grafting, which acts as a water vapor barrier and reduces the water vapor concentration in the PVOH when an r.h. of 50% is applied to the grafted sides of the film.
Furthermore, the degree of hydrolysis significantly affects the OP when measured under these conditions: The higher the degree of hydrolysis, the lower the OP. This applies at least for the PVOH grades with lower molecular weights. When the molecular weight increases, the OP shows the opposite effect and increases. The reason for this behavior is unclear and requires further research.
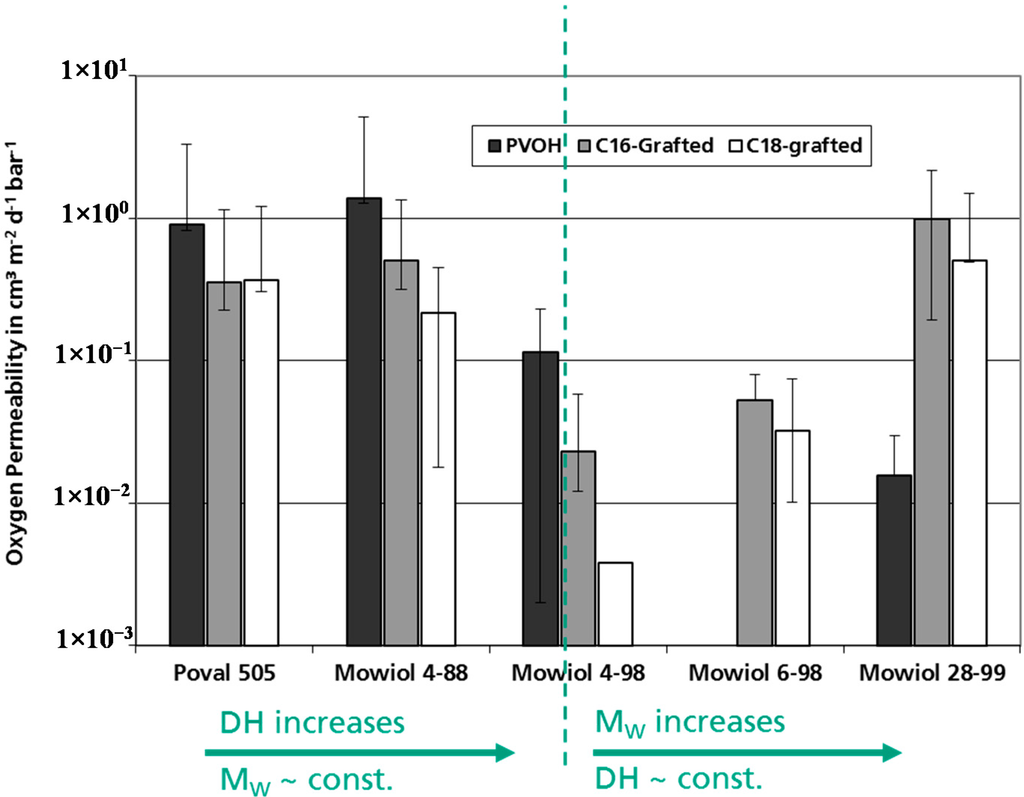
Figure 6.
Oxygen permeability before and after grafting measured as 23 °C/50% r.h. on the grafted side and 0% r.h. on the non-grafted side.
Figure 6.
Oxygen permeability before and after grafting measured as 23 °C/50% r.h. on the grafted side and 0% r.h. on the non-grafted side.
3.4. Infrared Spectroscopy: ATR-FTIR before and after Grafting
ATR infrared spectroscopy is a useful analytical method for qualifying chemical grafting. The esterification of the PVOH should lead to a change in the chemical bonds at the surface. When hydroxyl groups are esterified, the hydroxyl absorption band should be reduced. At the same time, other chemical groups are attached to the PVOH. These are in particular the carbonyl groups from the fatty acid chloride and, of course, all of the alkyl groups on the saturated carbon chain. Analyses were performed on untreated and grafted PVOH surfaces, both conditioned in the same way. The results for one example are shown in Figure 7. Other IR spectra are not shown, but were interpreted accordingly.
All of the spectra were recorded on a golden gate installation equipped with a germanium crystal, causing single reflectance. The infrared beam is scanned 20 times with a resolution of 4 cm−1.
3.4.1. IR Absorption by Functional Groups
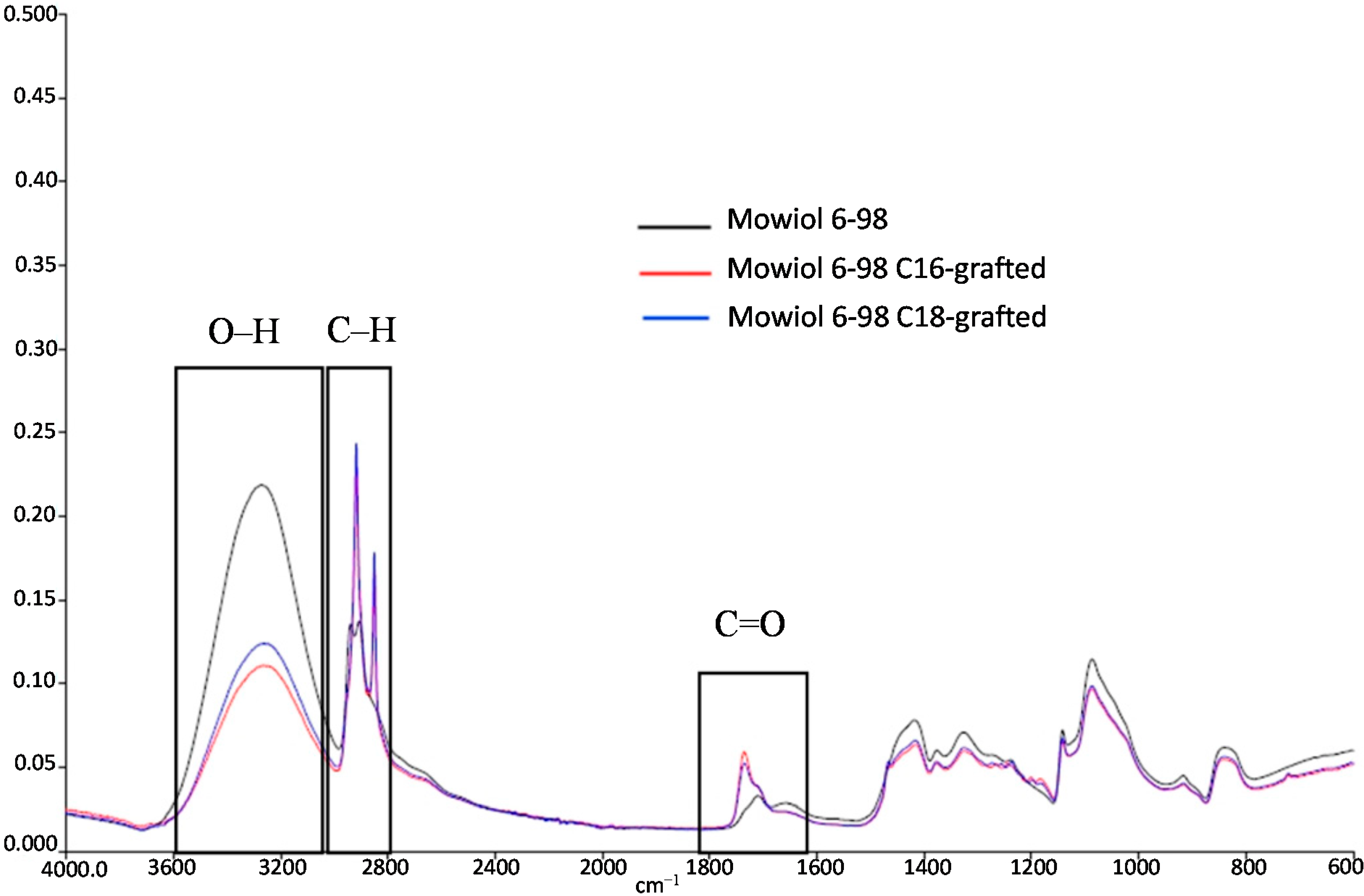
Figure 7 shows the absorption of infrared energy over the wavenumber range from 4000 to 600 cm−1. Important functional groups are marked by black boxes. Three spectra are illustrated: in black Mowiol 6-98 coated on SCC paper, in red palmitoyl grafted and in blue stearoyl grafted. The absorption band at about 3300 cm−1 decreases: from 23% absorbance in an untreated sample to 10% absorbance for both the palmitoyl acid and stearoyl acid grafted samples. This wavenumber is typical for the stretching vibration of hydroxyl groups (–O–H) [50]. At the same time, the peak at 1750 cm−1 increases after grafting. The carbonyl group (–C=O) typically absorbs infrared radiation [50] here. These two changes, the decrease in the hydroxyl peak and the increase in the carbonyl peak, can be interpreted as being due to esterification. A slight difference in the recorded spectra for palmitoyl and stearoyl chloride is illustrated, but the difference is not significant and can also be interpreted as measurement uncertainty.
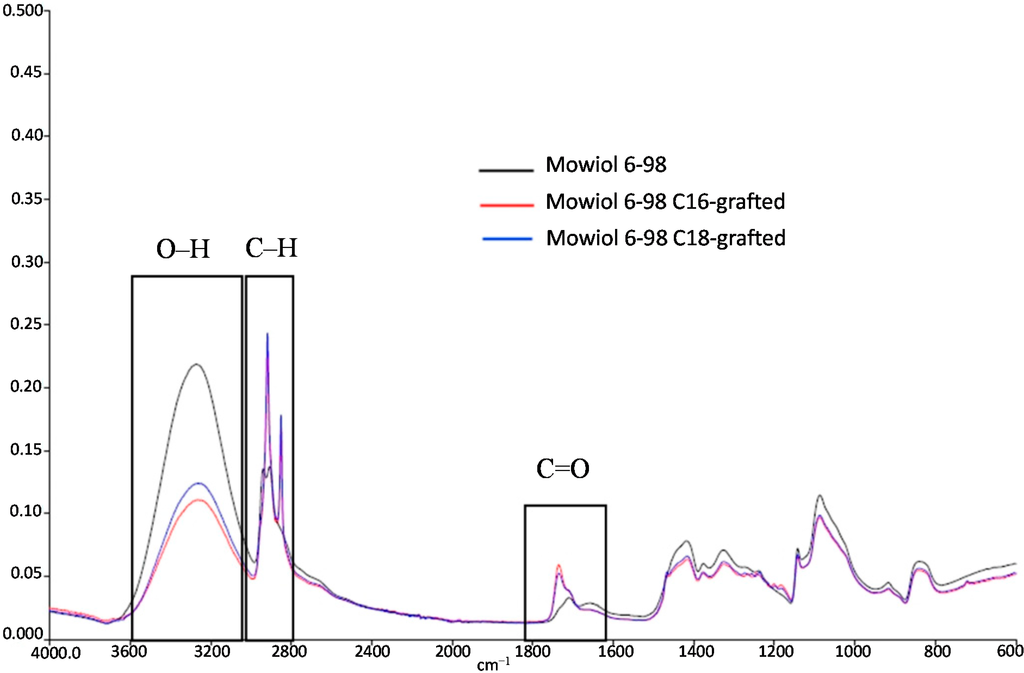
Figure 7.
ATR-FTIR absorbance spectrum of SCC (sized coated and calendared paper) paper coated with Mowiol 6-98: before (black) and after chemical grafting (C16 in red; C18 in blue); the wavenumber ranges for characteristic functional groups are indicated along with their chemical symbols.
Figure 7.
ATR-FTIR absorbance spectrum of SCC (sized coated and calendared paper) paper coated with Mowiol 6-98: before (black) and after chemical grafting (C16 in red; C18 in blue); the wavenumber ranges for characteristic functional groups are indicated along with their chemical symbols.
On the other hand, there are also critical aspects that need to be mentioned about the observed functional groups. Firstly, the water content of a sample influences the hydroxyl peak. The influence of the water content can be reduced if samples are dried beforehand. In our case, drying was not performed. It is assumed that the water content of the samples causes a systematic error, because both samples reached their equilibrium moisture content after storage under controlled conditions over at least seven days.
Even if the samples had been dried, they would still have water adsorbed at the surface due to the air humidity during the measurements under ambient conditions. This could only be avoided by placing the whole measurement system in a vacuum. The water from the air that becomes adsorbed depends on the functional groups at the surface. This is expected to be different for untreated PVOH and for the grafted samples and cannot be assumed to be a systematic measuring error. Hence, the influence of humidity cannot be avoided when using this analytical method. In addition, the hydroxyl groups that are recorded could be located on the PVOH if the grafting reaction is of poor quality or the infrared radiation penetrates too deeply. The quality of the esterification is still unknown, but the depth of penetration of the radiation can be approximately calculated, as described in the next section.
Secondly, the carbonyl peak is also influenced. The residual acetyl groups in poly(vinyl alcohol) also contain a carbonyl group. These will absorb energy in the untreated sample and also in the grafted sample. In addition, one would expect a higher carbonyl peak after esterification. This raises the question of whether the carbonyl peaks are significant enough to qualify the esterification.
In order to strengthen the theory for qualitatively observed esterification, another functional group was considered: the alkyl group (–C–H at approximately 3100 cm−1) [50]. Due to the attachment of saturated fatty acid chains, this peak increases. This is a third change in the absorbance spectrum, which can be related to the chemical grafting. All three observed changes in absorbance suggest that esterification has taken place, although the negative influence of different factors exists.
Although no quantification of the chemical grafting is possible, ATR infrared spectroscopy in this case provides qualitative evidence that the esterification has been successful.
3.4.2. Approximate IR Penetration Depth
Another aspect of this discussion is the depth of penetration of infrared radiation dP into the samples when using to the ATR technique. This has been calculated using the equation given in Section 2.4.5.
The golden gate, which is installed in the apparatus, contains a germanium crystal (refraction index n1: 4.0), and the angle of incidence of the radiation α is 45°. The wavelength λ is the reciprocal of the wavenumber ν. The wavenumbers of interest are 3300 cm−1 for hydroxyl and 1750 cm−1 for carbonyl. The refractive index of the polymer or the surface of the sample was estimated, which suffices for this approximation. The value for cellulose acetate was taken from the literature (n2 ≈ 1.46) [40].
The resulting penetration depths were calculated as being around 200 nm for hydroxyl groups and 375 nm for carbonyl groups, when full contact between the sample and crystal is guaranteed. This means that the spectra observed by ATR spectroscopy are all limited to the first micrometer of the surface.
On the one hand, this indicates that the actual esterification takes place at the surface. On the other hand, the thickness and density of chemical grafting remain unknown, because the observed peaks provide no quantitative information, even for a low depth of penetration.
Considering the results of the ATR infrared spectroscopy and the water vapor transmission results, it can be stated in summary that the chemical grafting, which is performed on PVOH, definitely modifies the surface of the samples. The modification is due to esterification of the hydroxyl groups below a thickness of one micron. The grafted samples have significantly lower water vapor transmission rates. All of these results indicate that the surface modification and functionalization was successful.
4. Conclusions
The increase in OP when the relative humidity is increased is a huge drawback for using PVOH as an oxygen barrier material, in particular for wet foods and foods that are stored at high relative humidity. The chemical grafting performed in this study resulted in water-repellent surfaces and reduced the water vapor transmission rates by a factor of almost 19. The effect of the surface modification was greater for a higher degree of hydrolysis of the poly(vinyl alcohol) and for shorter fatty acid chains lengths. The latter was due to the favored behavior of smaller molecules under the same reaction conditions, i.e., a higher vapor pressure, lower steric hindrance and higher diffusion rates during reaction. Although the barrier against water vapor for PVOH grafted with C16 was higher, the contact angle with water was lower than for PVOH grafted with C18. Additionally, it was shown that a higher degree of hydrolysis leads to higher water vapor barrier improvement factors after grafting. Furthermore, the oxygen permeability decreased after grafting significantly, since the grafting protects the PVOH against humidity when the humidity is applied on the grafted side. It can be concluded that the carbon chain length of fatty acid chlorides is the limiting factor for water vapor adsorption, but the grafting density is the bottleneck for water diffusing in the polymer. However, more research is needed to determine the grafting depth in the layer.
This work demonstrated a promising approach for improving the barrier properties of PVOH-coated substrates. By application of a molecular layer, the barrier properties against both water vapor and oxygen can be improved dramatically. This grafting process is hence a sustainable way for optimizing cellophane-based and paper-based substrates.
Acknowledgments
The authors thank KURARAY EUROPE GMBH for supplying the different PVOH grades. The authors also wish to acknowledge the support of many colleagues in the Materials Development and Process Engineering departments at Fraunhofer IVV. Special thanks are extended to Zuzana Scheuerer and Marius Jesdinszki for their outstanding support. Furthermore, we thank Wolfgang Busch for making it possible to apply such homogeneous PVOH coatings.
Author Contributions
All authors conceived and designed the experiments; Markus Schmid and Johannes Werthan performed the experiments; All authors analyzed the data; Cornelia Stramm and Klaus Noller contributed reagents/materials/analysis tools; Markus Schmid wrote the paper with contribution of all co-authors.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Cunha, A.G.; Gandini, A. Turning polysaccharides into hydrophobic materials: A critical review. Part 1. Cellulose. Cellulose 2010, 17, 875–889. [Google Scholar]
- Schmid, M.; Hinz, L.-V.; Wild, F.; Noller, K. Effects of hydrolysed whey proteins on the techno-functional characteristics of whey protein-based films. Materials 2013, 6, 927–940. [Google Scholar]
- Schmid, M.; Hammann, F.; Winkler, H. Technofunctional properties of films made from ethylene vinyl acetate/whey protein isolate compounds. Packag. Technol. Sci. 2013, 27, 521–533. [Google Scholar] [CrossRef]
- Schmid, M. Properties of cast films made from different ratios of whey protein isolate, hydrolysed whey protein isolate and glycerol. Materials 2013, 6, 3254–3269. [Google Scholar] [CrossRef]
- Bugnicourt, E.; Schmid, M.; Nerney, O.M.; Wildner, J.; Smykala, L.; Lazzeri, A.; Cinelli, P. Processing and validation of whey-protein-coated films and laminates at semi-industrial scale as novel recyclable food packaging materials with excellent barrier properties. Adv. Mater. Sci. Eng. 2013, 2013. [Google Scholar] [CrossRef]
- Schmid, M.; Dallmann, K.; Bugnicourt, E.; Cordoni, D.; Wild, F.; Lazzeri, A.; Noller, K. Properties of whey protein coated films and laminates as novel recyclable food packaging materials with excellent barrier properties. Int. J. Polym. Sci. 2012, 2012. [Google Scholar] [CrossRef]
- Schmid, M.; Benz, A.; Stinga, C.; Samain, D.; Zeyer, K.P. Fundamental investigations regarding barrier properties of grafted PVOH layers. Int. J. Polym. Sci. 2012, 2012. [Google Scholar] [CrossRef]
- Endres, H.-J.; Siebert-Raths, A. Engineering Biopolymers—Markets, Manufacturing, Properties and Applications; Carl Hanser-Verlag: München, Germany, 2011. [Google Scholar]
- Endres, H.-J.; Siebert-Raths, A. Technische Biopolymere: Rahmenbedingungen, Marktsituation, Herstellung, Aufbau und Eigenschaften; Carl Hanser-Verlag: München, Germany, 2009; Volume 1. [Google Scholar]
- Roy, D.; Semsarilar, M.; Guthrie, J.T.; Perrier, S. Cellulose modification by polymer grafting: A review. Chem. Soc. Rev. 2009, 38, 2046–2064. [Google Scholar] [CrossRef] [PubMed]
- Yam, K.L. The Wiley Encyclopedia of Packaging Technology, 3rd ed.; Wiley: Hoboken, NJ, USA, 2009. [Google Scholar]
- Cecutti, C.; Mouloungui, Z.; Gaset, A. Synthesis of new diesters of 1,4:3,6-dianhydro-d-glucitol by esterification with fatty acid chlorides. Bioresour. Technol. 1998, 66, 63–67. [Google Scholar] [CrossRef]
- Diamantoglou, M.; Kundinger, E.F. Derivatization of Cellulose in Homogeneous Reaction. In Cellulose and Cellulose Derivatives: Cellucon’93 Proceedings: Physico-Chemical Aspects and Industrial Applications; Kennedy, J.F., Phillips, G.O., Williams, P.A., Piculell, J.L., Eds.; Elsevier: Amsterdam, The Netherlands, 1995; pp. 141–152. [Google Scholar]
- Enthaler, S. Application of fatty acid chlorides in the iron-catalyzed depolymerization of polyethers. Eur. J. Lipid Sci. Technol. 2013, 115, 239–245. [Google Scholar] [CrossRef]
- Fang, J.M.; Fowler, P.A.; Tomkinson, J.; Hill, C.A.S. An investigation of the use of recovered vegetable oil for the preparation of starch thermoplastics. Carbohydr. Polym. 2002, 50, 429–434. [Google Scholar] [CrossRef]
- Grote, C.; Heinze, T. Starch derivatives of high degree of functionalization 11: Studies on alternative acylation of starch with long-chain fatty acids homogeneously in N,N-dimethyl acetamide/LiCl. Cellulose 2005, 12, 435–444. [Google Scholar]
- Sonntag, N.O.V.; Trowbridge, J.R.; Krems, I.J. Reactions of fatty acid chlorides. I. Preparation of fatty acid anhydrides. J. Am. Oil Chem. Soc. 1954, 31, 151–157. [Google Scholar]
- Aburto, J.; Alric, I.; Borredon, E. Preparation of long-chain esters of starch using fatty acid chlorides in the absence of an organic solvent. Starch-Staerke 1999, 51, 132–135. [Google Scholar] [CrossRef]
- Chang, F.; Masaki, T.; Kurachi, K.; Isobe, Y.; Onimura, K.; Oishi, T. Synthesis of polymer blends using waste pulp modified with alkyl ester groups. Kobunshi Ronbunshu 2007, 64, 254–260. [Google Scholar] [CrossRef]
- Gourson, C.; Benhaddou, R.; Granet, R.; Krausz, P.; Verneuil, B.; Branland, P.; Chauvelon, G.; Thibault, J.F.; Saulnier, L. Valorization of maize bran to obtain biodegradable plastic films. J. Appl. Polym. Sci. 1999, 74, 3040–3045. [Google Scholar] [CrossRef]
- Ratanakamnuan, U.; Atong, D.; Aht-Ong, D. Cellulose esters from waste cotton fabric via conventional and microwave heating. Carbohydr. Polym. 2012, 87, 84–94. [Google Scholar] [CrossRef]
- Vaca-Garcia, C.; Thiebaud, S.; Borredon, M.E.; Gozzelino, G. Cellulose esterification with fatty acids and acetic anhydride in lithium chloride/N,N-dimethylacetamide medium. J. Am. Oil Chem. Soc. 1998, 75, 315–319. [Google Scholar] [CrossRef]
- Yasuda, M.; Watanabe, S.; Goda, T.; Ogino, H. Synthesis of oil absorbent polymer material having hydrophobic group and evaluation of their ability. Kagaku Kogaku Ronbunshu 2010, 36, 526–531. [Google Scholar]
- Talja, R.A.; Kulomaa, T.P.S.; Labafzadeh, S.; Kyllönen, L.E.; King, A.W.T.; Kilpeläinen, I.; Poppius-Levlin, K. Cellulose esters from birch kraft pulps—New biomaterials for barrier coating. In Proceedings of the 16th International Symposium on Wood, Fiber and Pulping Chemistry, ISWFPC, Tianjin, China, 8–10 June 2011.
- Baba, T.; Nagasawa, N.; Ito, H.; Yaida, O.; Miyamoto, T. Recovery of surface properties of damaged wool fibers. Text. Res. J. 2001, 71, 885–890. [Google Scholar] [CrossRef]
- Pandey, K.K.; Nagaveni, H.C.; Mahadevan, K.M. Fungal resistance of rubber wood modified by fatty acid chlorides. Int. Biodeterior. Biodegrad. 2011, 65, 890–895. [Google Scholar] [CrossRef]
- Memmi, A.; Granet, R.; Gahbiche, M.A.; Fekih, A.; Bakhrouf, A.; Krausz, P. Fatty esters of cellulose from olive pomace and barley bran: Improved mechanical properties by metathesis crosslinking. J. Appl. Polym. Sci. 2006, 101, 751–755. [Google Scholar] [CrossRef]
- Namazi, H.; Fathi, F.; Dadkhah, A. Hydrophobically modified starch using long-chain fatty acids for preparation of nanosized starch particles. Sci. Iran. 2011, 18, 439–445. [Google Scholar]
- Neumann, U.; Wiege, B.; Warwel, S. Synthesis of hydrophobic starch esters by reaction of starch with various carboxylic acid imidazolides. Starch-Staerke 2002, 54, 449–453. [Google Scholar]
- Prakash, G.K.; Mahadevan, K.M. Enhancing the properties of wood through chemical modification with palmitoyl chloride. Appl. Surf. Sci. 2008, 254, 1751–1756. [Google Scholar]
- Salla, J.; Pandey, K.K.; Prakash, G.K.; Mahadevan, K.M. Photobleaching and dimensional stability of rubber wood esterified by fatty acid chlorides. J. Wood Chem. Technol. 2012, 32, 121–136. [Google Scholar] [CrossRef]
- Thiebaud, S.; Aburto, J.; Alric, I.; Borredon, E.; Bikiaris, D.; Prinos, J.; Panayiotou, C. Properties of fatty-acid esters of starch and their blends with LDPE. J. Appl. Polym. Sci. 1997, 65, 705–721. [Google Scholar] [CrossRef]
- Thiebaud, S.; Borredon, M.E. Solvent-free wood esterification with fatty acid chlorides. Bioresour. Technol. 1995, 52, 169–173. [Google Scholar] [CrossRef]
- Thiebaud, S.; Borredon, M.E.; Baziard, G.; Senocq, F. Properties of wood esterified by fatty-acid chlorides. Bioresour. Technol. 1997, 59, 103–107. [Google Scholar] [CrossRef]
- Shaikh, S.; Asrof Ali, S.K.; Hamad, E.Z.; Al-Nafaa, M.; Al-Jarallah, A.; Abu-Sharkh, B. Synthesis, characterization, and solution properties of hydrophobically modified poly(vinyl alcohol). J. Appl. Polym. Sci. 1998, 70, 2499–2506. [Google Scholar] [CrossRef]
- Langowski, H.-C. Permeation of gases and condensable substances through monolayer and multilayer structures. In Plastic Packaging, Interactions with Food and Pharmaceuticals, 2nd ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2008; pp. 297–347. [Google Scholar]
- Müller, K. Multilayer films for bag-in-container systems used in disposable kegs: Basic principles of possible barrier concepts. Brew. Sci. 2013, 66, 31–36. [Google Scholar]
- Axelson-Larsson, L. Oxygen permeability at high temperatures and relative humidities. Packag. Technol. Sci. 1992, 5, 297–306. [Google Scholar] [CrossRef]
- Lahtinen, K.; Kuusipalo, J. Statistical model predicting water vapor transmission rates of high-barrier-coated papers. In Proceedings of the 67th Annual Technical Conference & Exhibition, Society of Plastics Engineers, Chicago, IL, USA, 22–24 June 2009.
- Stinga, N.C. Utilisation de la chimie chromatogénique pour la conception et la réalisation de matériaux cellulosiques barrières à l’eau, aux graisses et aux gaz. Ph.D. Thesis, Universite Joseph Fourier, Grenoble, France, 2008; p. 242. [Google Scholar]
- Anonymous. Mowiol—Polyvinyl Alcohol; Kuraray Specialities Europe KSE GmbH: Frankfurt am Main, Germany, 2003. [Google Scholar]
- Samain, D. Method for Treating a Solid Material to Make it Hydrophobic, Material Obtained and Uses. US6342268, 29 January 2002. [Google Scholar]
- Schmid, M.; Samain, D. Improved barrier properties for Innovative food packaging applications by nanoscale surface modification—A chemical grafting process. In Proceedings of the BIOPOLPACK 2nd Congress on Biodegradable Polymer Packaging, Milan, Italy, 10–11 May 2012.
- Stinga, N.C.; Samain, D.; Guerin, D. Film Having Water, Grease, Gas and Water Vapour Barrier Properties. US20110014458, 20 January 2011. [Google Scholar]
- Deutsches Institut für Normung (DIN). Testing of Plastics and Elastomer Films, Paper, Board and other Sheet Materials—Determination of Water Vapour Transmission—Part 1: Gravimetric Method; Beuth Verlag GmbH: Berlin, Germany, 2001. [Google Scholar]
- Langowski, H.-C. Flexible Materialien mit ultrahohen Barriereeigenschaften. Flexible ultra high barrier materials. Vak. Forsch. Prax. 2002, 14, 297–302. [Google Scholar] [CrossRef]
- Langowski, H.-C. Stofftransport durch polymere und anorganische Schichten. Transport of substances through polymeric and inorganic layers. Vak. Forsch. Prax. 2005, 17, 6–13. [Google Scholar]
- Miesbauer, O.; Langowski, H.-C. Nanoskalige Komponenten in Barrierefolien. In Nanotechnologie in der Lebensmittelindustrie : zum Kenntnisstand nanoskaliger Wirkstoffcarrier in Lebensmitteln und Verpackungsmaterialien; Weber, H., Ed.; Behr’s Verlag: Hamburg, Germany, 2010; pp. 45–67. [Google Scholar]
- Deutsches Institut für Normung (DIN). Testing of Plastics—Determination of Gas Transmission Rate—Part 3: Oxygenspecific Carrier Gas Method for Testing of Plastic Films and Plastics Mouldings; Beuth Verlag GmbH: Berlin, Germany, 1998. [Google Scholar]
- Günzler, H.; Heise, H.M. IR-Spektrospkopie: Eine Einführung; VCH Verlagsgesellschaft mbH: Weinheim, Germany, 1996. [Google Scholar]
- Penn, L.S.; Wang, H. Chemical modification of polymer surfaces: A review. Polym. Adv. Technol. 1994, 5, 809–817. [Google Scholar] [CrossRef]
- Hallensleben, M.L. Polyvinyl compounds, others. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2000. [Google Scholar]
- Matricarde Falleiro, R.M.; Akisawa Silva, L.Y.; Meirelles, A.J.A.; Krähenbühl, M.A. Vapor pressure data for fatty acids obtained using an adaptation of the DSC technique. Therm. Acta 2012, 547, 6–12. [Google Scholar] [CrossRef]
- Hanika, M.; Langowski, H.C.; Moosheimer, U.; Peukert, W. Inorganic layers on polymer films-Influence of defects and morphology on barrier properties. Chem. Eng. Technol. 2003, 26, 605–614. [Google Scholar] [CrossRef]
- Mueller, K.; Schoenweitz, C.; Langowski, H.C. Thin laminate films for barrier packaging application—Influence of down gauging and substrate surface properties on the permeation properties. Packag. Technol. Sci. 2012, 25, 137–148. [Google Scholar] [CrossRef]
- Belitz, H.-D.; Grosch, W.; Schieberle, P. Lehrbuch der Lebensmittelchemie, 6th ed.; Springer: Berlin, Germany, 2008. (In German) [Google Scholar]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).