
Optimization of Fluidized-Bed Process Parameters for Coating Uniformity and Nutrient-Release Characteristics of Controlled-Release Urea Produced by Modified Lignocellulosic Coating Material

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Synthesis and Characterization of Spray Suspension
2.2.2. Urea Coating Experiments
2.2.3. Evaluation of Urea Coating Uniformity
2.2.4. Efficacy of Nutrient Release
2.2.5. Statistical Analysis and Optimization
3. Results and Discussion
3.1. Interactive Effect of Process Parameters on Coating Uniformity
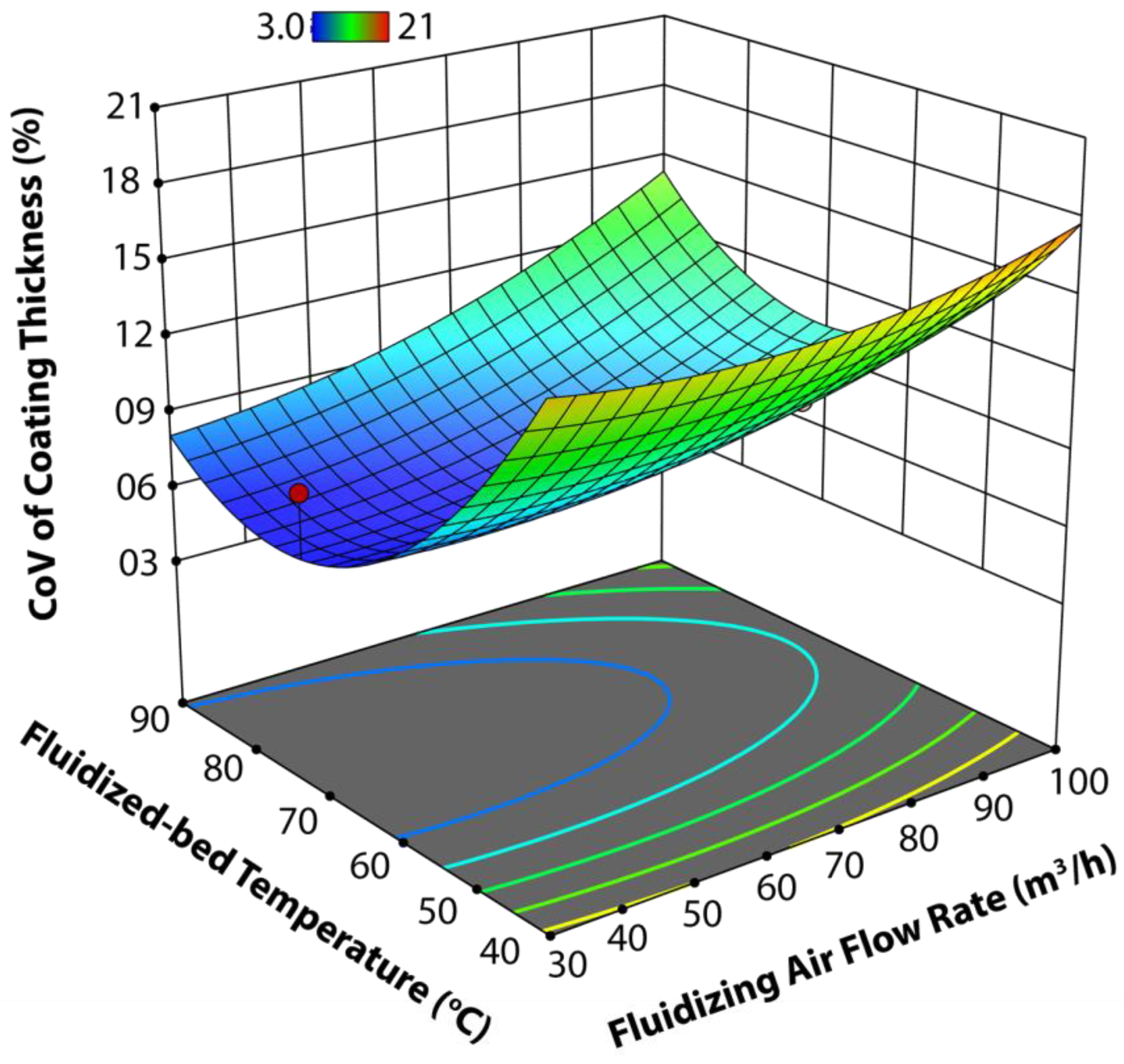
3.1.1. Interactive Effect of Tfb and Qair on CoV of Film Thickness
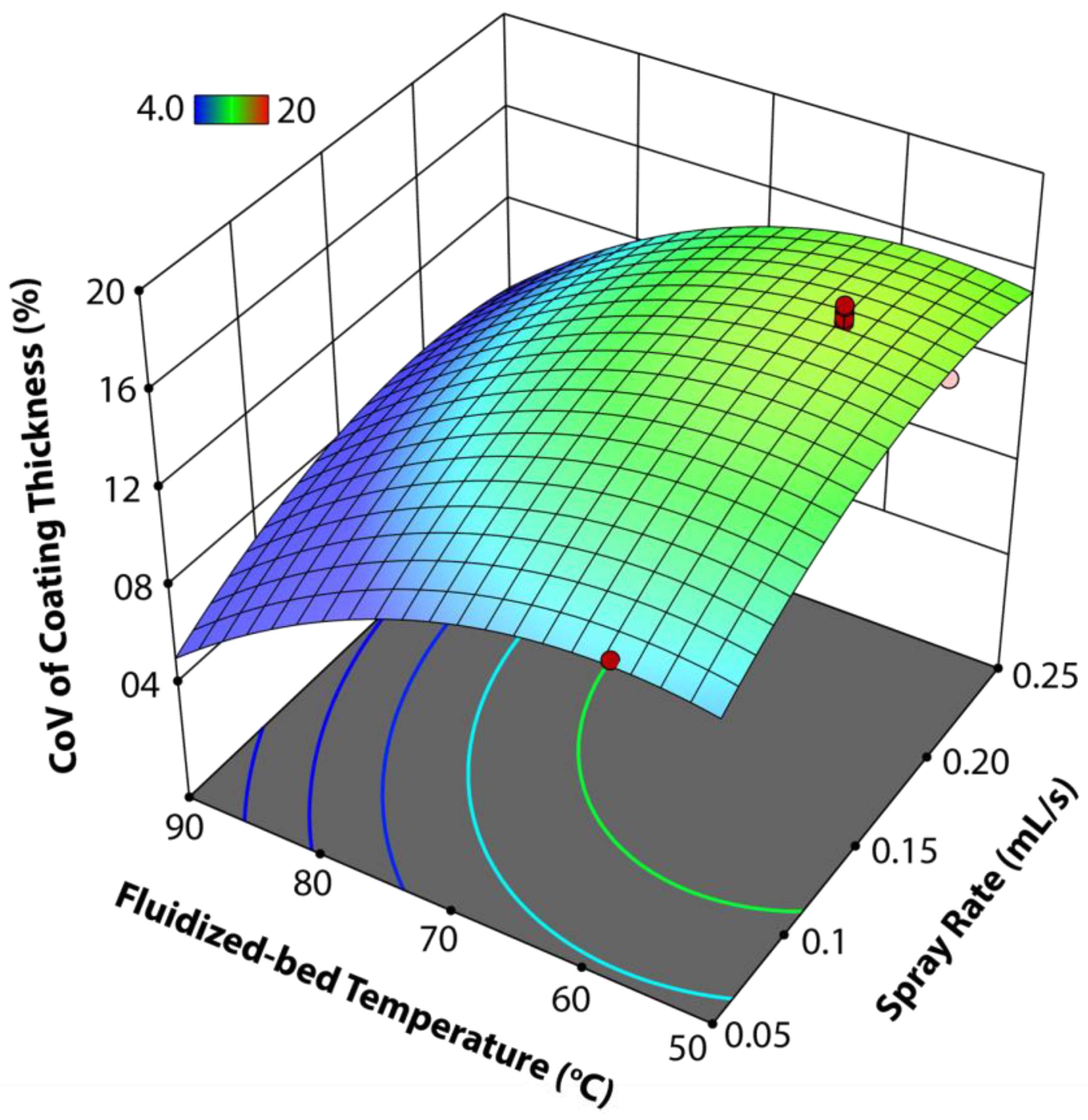
3.1.2. Interactive Effect of Tfb and Rspray on CoV of Film Thickness
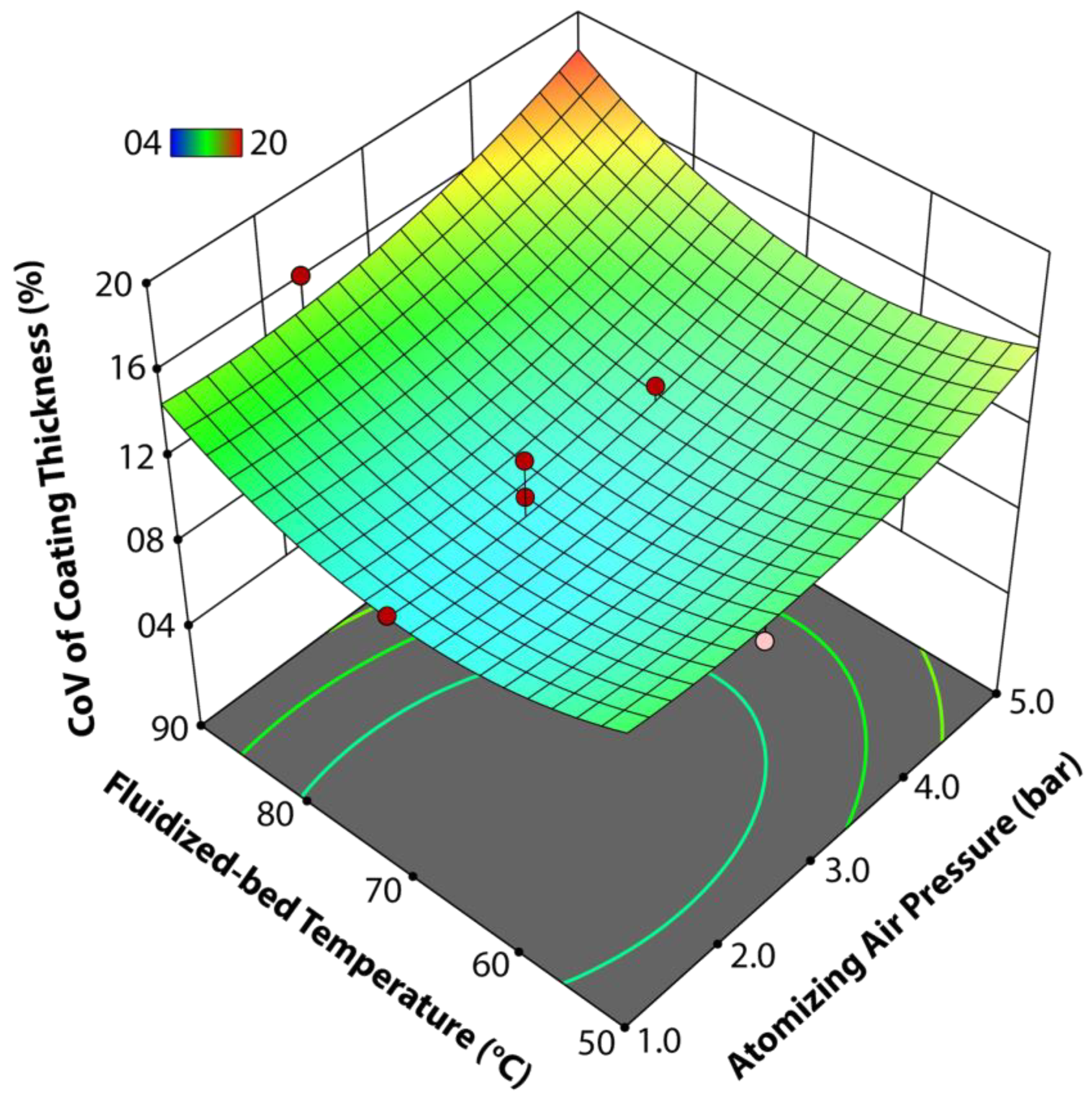
3.1.3. Interactive Effect of Tfb and Pair on CoV of Film Thickness
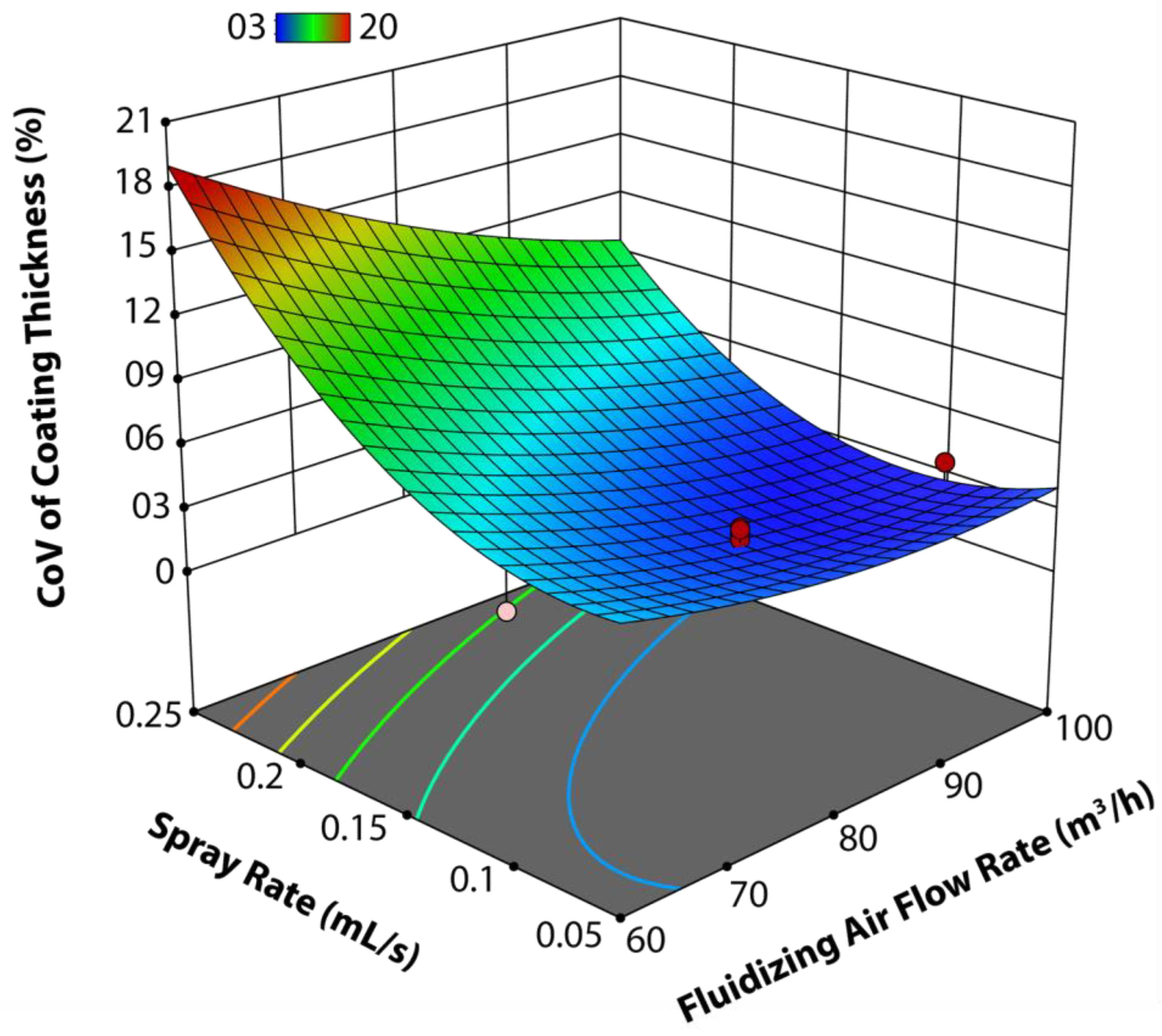
3.1.4. Interactive Effect of Rspray and Qair on CoV of Film Thickness
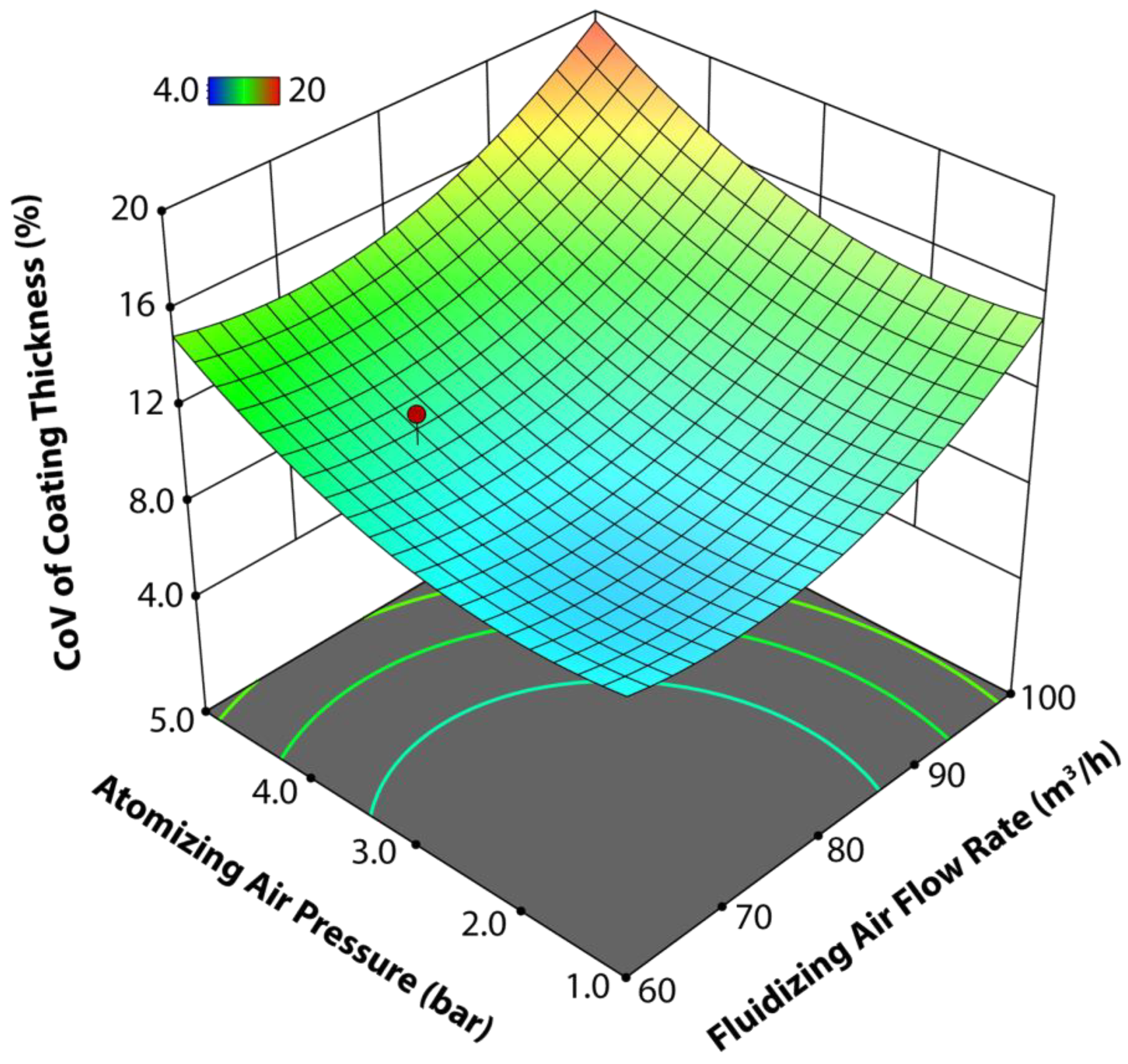
3.1.5. Interactive Effect of Qair and Pair on CoV of Film Thickness
3.2. Interactive Effect of Process Parameters on Efficacy of Nutrient Release
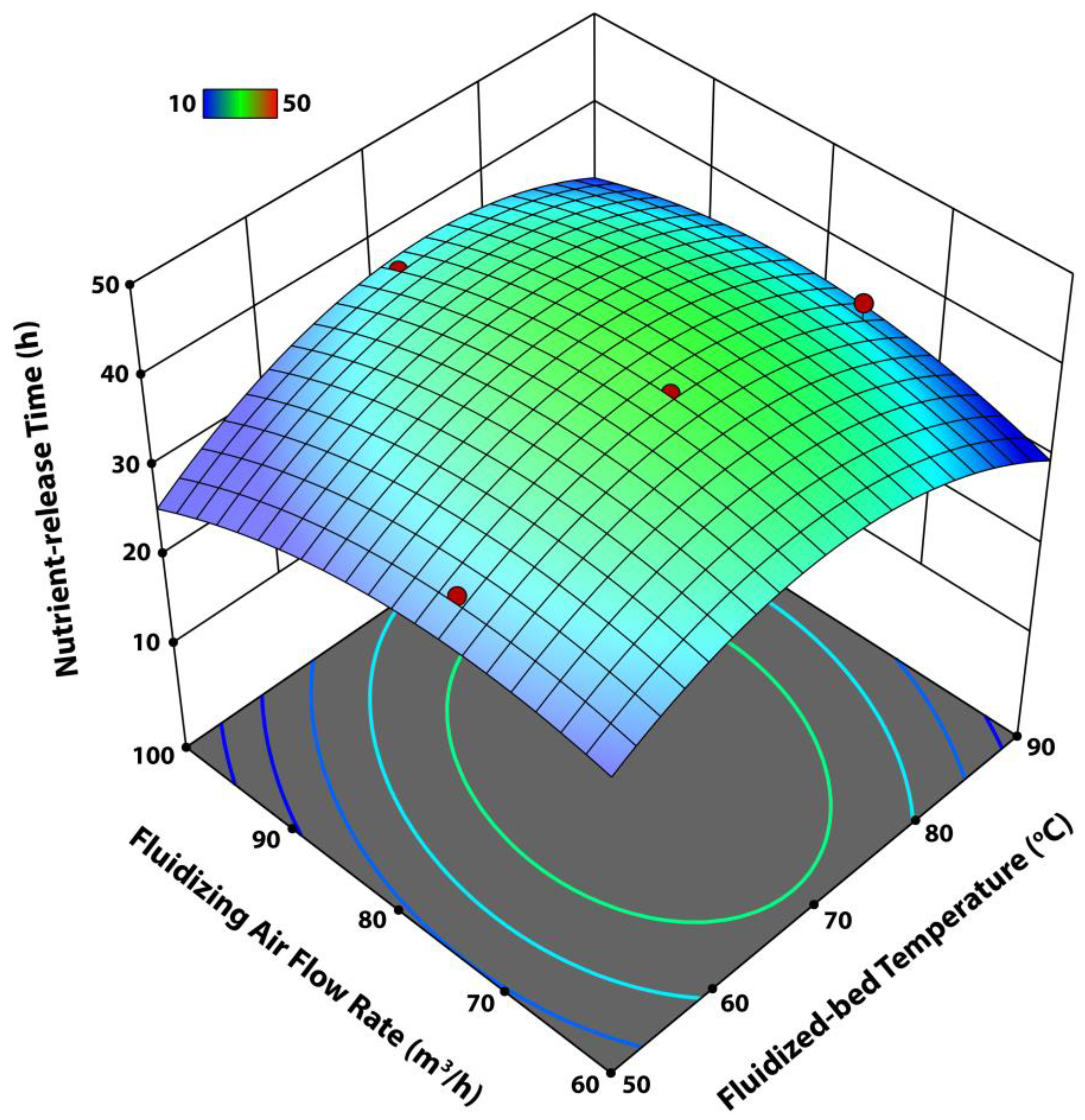
3.2.1. Interactive Effect of Tfb and Qair on Nutrient Release Time
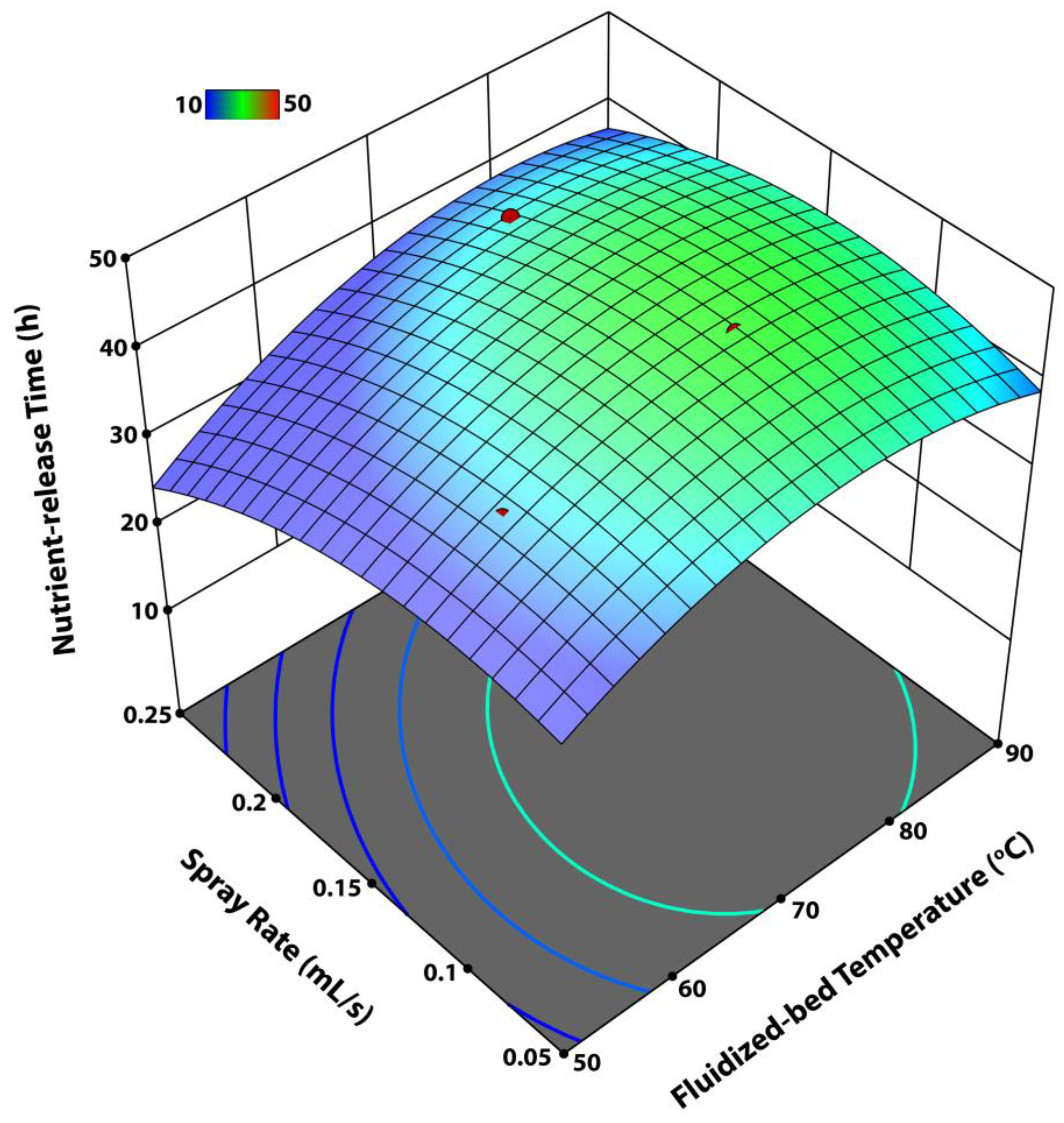
3.2.2. Interactive Effect of Tfb and Rspray on Nutrient Release Time
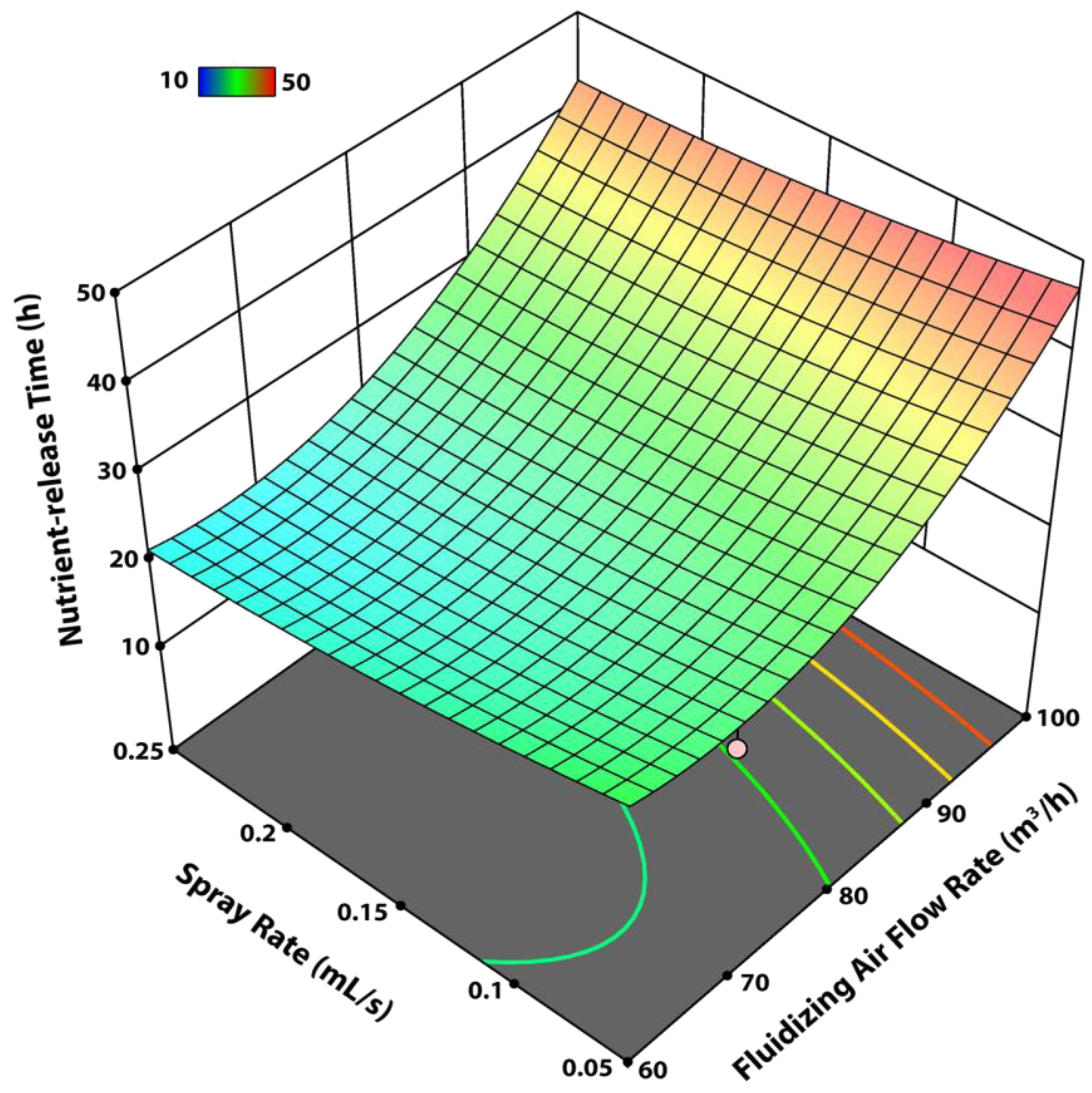
3.2.3. Interactive Effect of Qair and Rspray on Nutrient Release Time
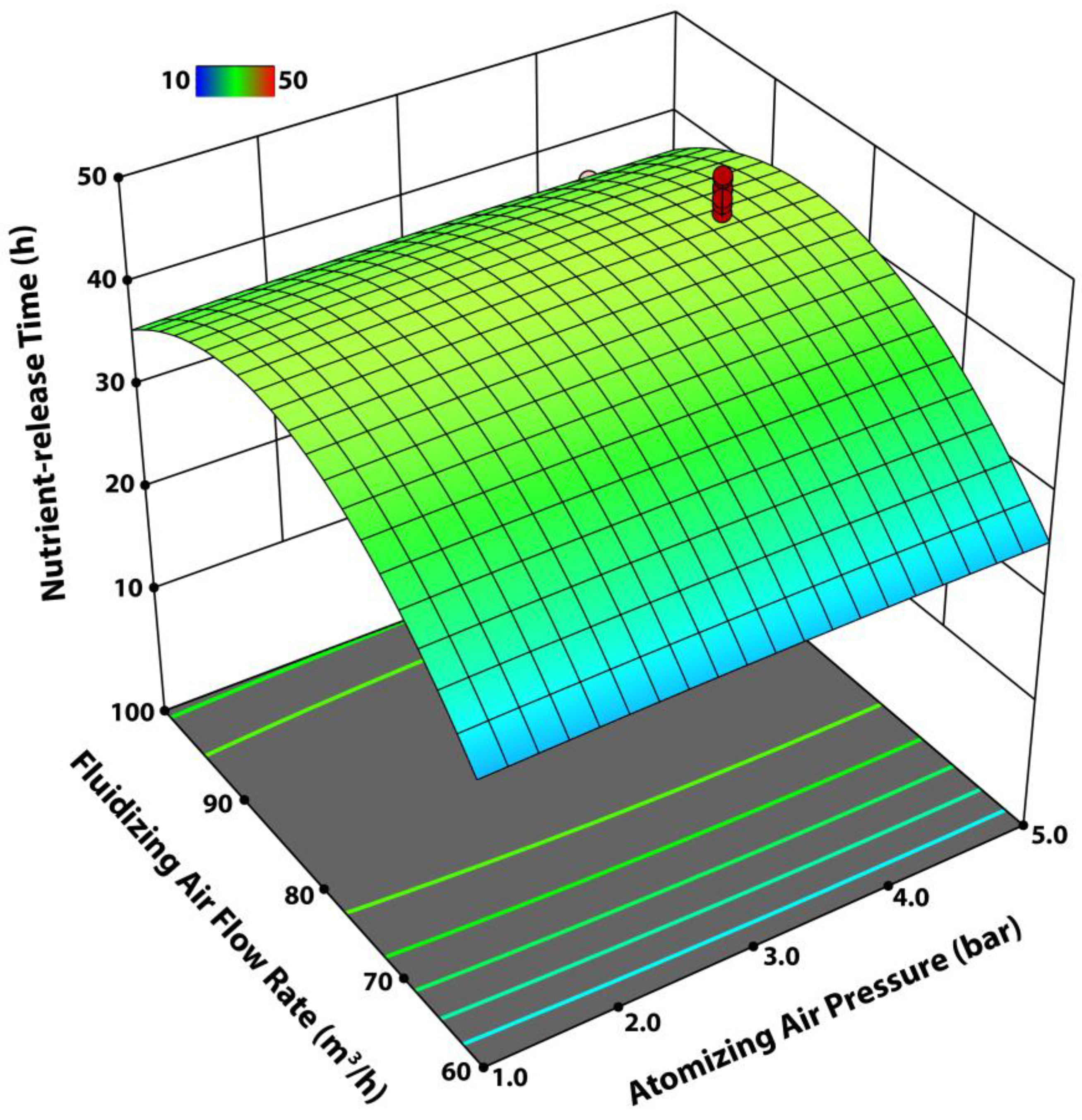
3.2.4. Interactive Effect of Qair and Pair on Nutrient Release Time
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xie, H.; Zhang, Y.; Zeng, X.; He, Y. Sustainable land use and management research: A scientometric review. Landsc. Ecol. 2020, 35, 2381–2411. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Khan, I.H.; Suman, R. Understanding the potential applications of artificial intelligence in agriculture sector. Adv. Agrochem. 2022, in press. [Google Scholar] [CrossRef]
- Kendall, H.; Clark, B.; Li, W.; Jin, S.; Jones, G.; Chen, J.; Taylor, J.; Li, Z.; Frewer, L. Precision agriculture technology adoption: A qualitative study of small-scale commercial “family farms” located in the North China Plain. Precis. Agric. 2022, 23, 319–351. [Google Scholar] [CrossRef]
- Bilal, A.; Khan, N.M.B.; Zaib, J.; Obaid, K.; Ameen, S.; Abbas, S.G.; Babar, A.; Zahid, I.; Abid, M. Role of zinc-coated urea fertilizers in improving nitrogen use efficiency, soil nutritional status, nutrient use efficiency of test crops. Front. Environ. Sci. 2022, 10, 888865. [Google Scholar]
- Lawrencia, D.; Wong, S.K.; Low, D.Y.S.; Goh, B.H.; Goh, J.K.; Ruktanonchai, U.R.; Soottitantawat, A.; Lee, L.H.; Tang, S.Y. Controlled release fertilizers: A review on coating materials and mechanism of release. Plants 2021, 10, 238. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Chen, S.; Xie, B.; Wang, Y.; Fan, Y.; Meng, Q.; Zhang, Y. Waterborne polymer modified with zeolite for environment-friendly slow-release coated urea. J. Appl. Polym. Sci. 2023, 140, e53633. [Google Scholar] [CrossRef]
- Chen, X.; Guo, T.; Mo, X.; Zhang, L.; Wang, R.; Xue, Y.; Sun, S. Reduced nutrient release and greenhouse gas emissions of lignin-based coated urea by synergy of carbon black and polysiloxane. Int. J. Biol. Macromol. 2023, 231, 123334. [Google Scholar] [CrossRef]
- Liang, D.; Shi, H.; Lu, Q.; Quirino, R.L.; Zhang, C. Controlled-release Fertilizers with Ultralow Coating Content. J. Mater. Chem. A 2023, 11, 4527–4538. [Google Scholar] [CrossRef]
- Fertahi, S.; Ilsouk, M.; Zeroual, Y.; Oukarroum, A.; Barakat, A. Recent trends in organic coating based on biopolymers and biomass for controlled and slow release fertilizers. J. Control. Release 2021, 330, 341–361. [Google Scholar] [CrossRef]
- Azeem, B.; KuShaari, K.; Man, Z.; Irfan, S.A.; Trinh, T.H. Tumbling fluidized-bed process parameters affecting quality of biopolymer coating on surface of pristine urea particles. Powder Technol. 2017, 320, 714–725. [Google Scholar] [CrossRef]
- Jiang, Z.; Rieck, C.; Bück, A.; Tsotsas, E. Modeling of inter-and intra-particle coating uniformity in a Wurster fluidized bed by a coupled CFD-DEM-Monte Carlo approach. Chem. Eng. Sci. 2020, 211, 115289. [Google Scholar] [CrossRef]
- Madlmeir, S.; Forgber, T.; Trogrlic, M.; Jajcevic, D.; Kape, A.; Contreras, L.; Carmody, A.; Liu, P.; Davies, C.; Sarkar, A.; et al. Modeling the coating layer thickness in a pharmaceutical coating process. Eur. J. Pharm. Sci. 2021, 161, 105770. [Google Scholar] [CrossRef]
- Norouzi, H.R. Simulation of pellet coating in Wurster coaters. Int. J. Pharm. 2020, 590, 119931. [Google Scholar] [CrossRef]
- Azeem, B.; Elboughdiri, N.; KuShaari, K.; Jamoussi, B.; Ghernaout, D.; Ghareba, S.; Raza, S.; Gasmi, A. Valorization of almond shells’ lignocellulosic microparticles for controlled release urea production: Interactive effect of process parameters on longevity and kinetics of nutrient release. J. Coat. Technol. Res. 2022, 19, 643–660. [Google Scholar] [CrossRef]
- Azeem, B.; KuShaari, K.; Man, Z.; Trinh, T.H. Effect of fluidized-bed process variables on controlled-release of nitrogen and coating. Braz. J. Chem. Eng. 2018, 35, 587–604. [Google Scholar] [CrossRef] [Green Version]
- Azeem, B.; KuShaari, K.; Man, Z.; Trinh, T.H. Nutrient release characteristics and coating homogeneity of biopolymer coated urea as a function of fluidized bed process variables. Can. J. Chem. Eng. 2017, 95, 849–862. [Google Scholar] [CrossRef]
- Turton, R.; Cheng, X.X. The scale-up of spray coating processes for granular solids and tablets. Powder Technol. 2005, 150, 78–85. [Google Scholar] [CrossRef]
- Shaari, K.Z.K. Coating Uniformity on a Pharmaceutical Tablet: An Experimental Study and Finite Volume Modeling of Droplet Impact Behavior; West Virginia University: Morgantown, WV, USA, 2007. [Google Scholar]
- KuShaari, K.; Pandey, P.; Song, Y.; Turton, R. Monte Carlo simulations to determine coating uniformity in a Wurster fluidized bed coating process. Powder Technol. 2006, 166, 81–90. [Google Scholar] [CrossRef]
- Bizhaem, H.K.; Tabrizi, H.B. Experimental study on hydrodynamic characteristics of gas–solid pulsed fluidized bed. Powder Technol. 2013, 237, 14–23. [Google Scholar] [CrossRef]
- Basit, A.; KuShaari, K.; Trinh, T.H.; Azeem, B. Spreading of low impact velocity droplet on porous surface. Int. J. Chem. Eng. Appl. 2014, 5, 95. [Google Scholar] [CrossRef] [Green Version]
- Palamanit, A.; Soponronnarit, S.; Prachayawarakorn, S.; Tungtrakul, P. Effects of inlet air temperature and spray rate of coating solution on quality attributes of turmeric extract coated rice using top-spray fluidized bed coating technique. J. Food Eng. 2013, 114, 132–138. [Google Scholar] [CrossRef]
- Hemati, M.R.K.V.; Cherif, R.; Saleh, K.; Pont, V.J.P.T. Fluidized bed coating and granulation: Influence of process-related variables and physicochemical properties on the growth kinetics. Powder Technol. 2003, 130, 18–34. [Google Scholar] [CrossRef]
- Lan, R.; Liu, Y.; Wang, G.; Wang, T.; Kan, C.; Jin, Y. Experimental modeling of polymer latex spray coating for producing controlled-release urea. Particuology 2011, 9, 510–516. [Google Scholar] [CrossRef]
- Zhou, H.; Tu, Q.Y.; Wang, H.G. Investigation of the complex gas-solids flow characteristics in a fluidized bed with a Wurster tube by process tomography and CFD simulation. Powder Technol. 2019, 357, 117–133. [Google Scholar] [CrossRef]
- Azeem, B.; KuShaari, K.; Naqvi, M.; Keong, L.K.; Almesfer, M.K.; Al-Qodah, Z.; Naqvi, S.R.; Elboughdiri, N. Production and characterization of controlled release urea using biopolymer and geopolymer as coating materials. Polymers 2020, 12, 400. [Google Scholar] [CrossRef] [Green Version]
- Saleh, K.; Guigon, P. Coating and encapsulation processes in powder technology. In Handbook of Powder Technology; Elsevier Science BV: Amsterdam, The Netherlands, 2007; Volume 11, pp. 323–375. [Google Scholar]
- Trinh, T.H.; Shaari, K.Z.K.; Basit, A.; Azeem, B. Effect of particle size and coating thickness on the release of urea using multi-diffusion model. Int. J. Chem. Eng. Appl. 2014, 5, 58. [Google Scholar] [CrossRef] [Green Version]
- Depypere, F.; Van Oostveldt, P.; Pieters, J.G.; Dewettinck, K. Quantification of microparticle coating quality by confocal laser scanning microscopy (CLSM). Eur. J. Pharm. Biopharm. 2009, 73, 179–186. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
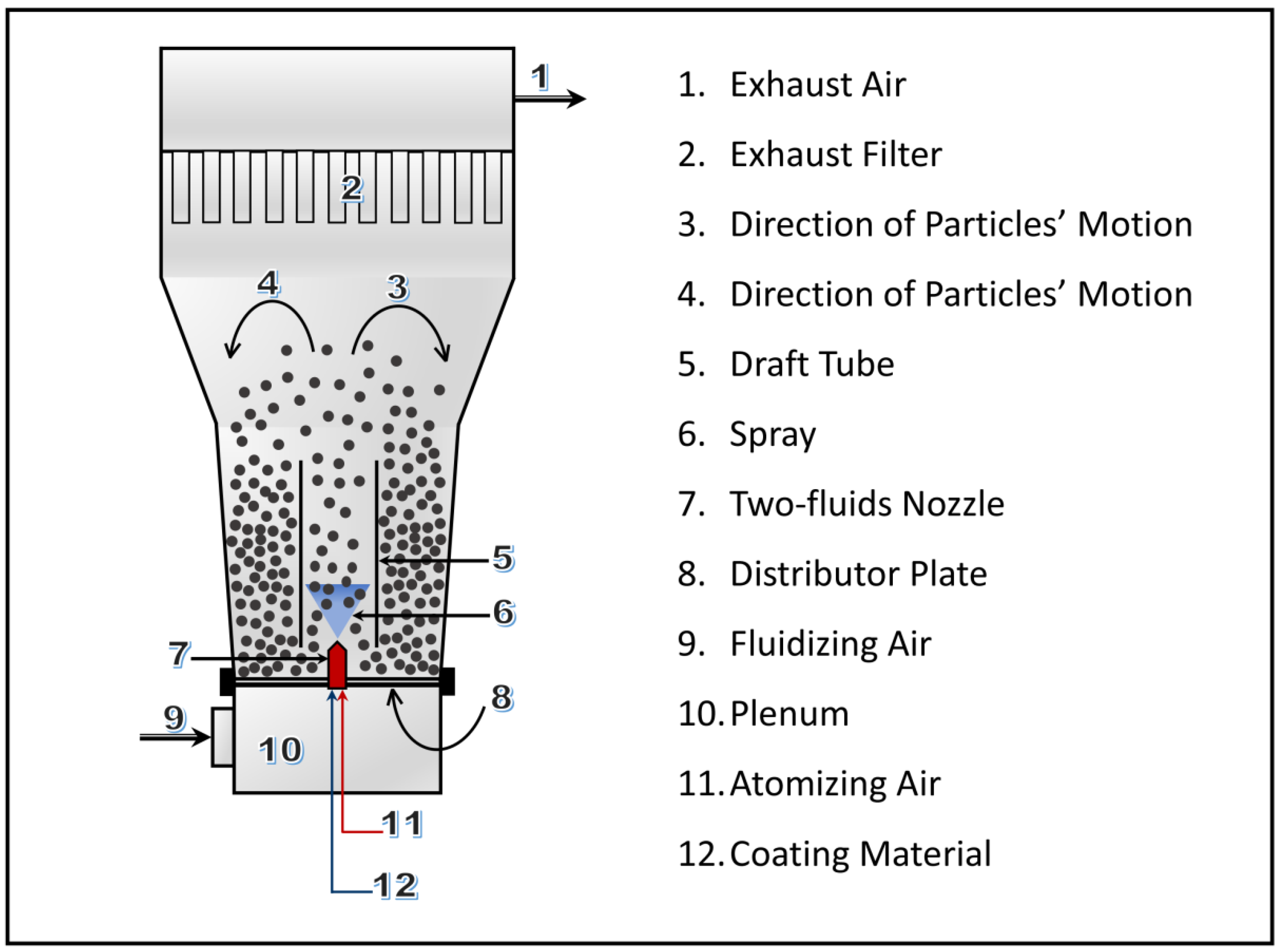
| Parameters | Specifications |
|---|---|
| Nozzle type | Two-fluid |
| Orifice size (inner) | 0.3 mm |
| Orifice size (outer) | 0.6 mm |
| Fluid | Two-fluid mixed |
| Spray pattern | Full circular cone (bottom to top) |
| Material | EN 1.4305 Equiv. |
| Spray angle | 45 degrees |
| Mean diameter of distributor orifices | 1.5 mm |
| Height of draft tube | 200 mm |
| Diameter of draft tube | 50 mm |
| Distance between draft tub and distributor | 25 mm |
| Total height of the WFB | 580 mm |
| Base diameter in lower conical chamber | 118 mm |
| Diameter of upper cylindrical expansion chamber | 250 mm |
| Height of upper cylindrical expansion chamber | 380 mm |
| Sr | Parameter | Units | Notation | Min. Value | Max. Value |
|---|---|---|---|---|---|
| 1 | Fluidized-bed Temperature | °C | A | 45 | 85 |
| 2 | Fluidizing-air Flow Rate | m3/h | B | 40 | 90 |
| 3 | Atomizing Air Pressure | bar | C | 1.5 | 4.5 |
| 4 | Spray Rate | mL/s | D | 0.075 | 0.225 |
| Run | Fluidized-Bed Temperature (A) | Fluidizing Air Flow Rate (B) | Atomizing Air Pressure (C) | Spray Rate (D) |
|---|---|---|---|---|
| 1 | 50 | 45 | 3.5 | 0.20 |
| 2 | 60 | 85 | 2.0 | 0.15 |
| 3 | 45 | 50 | 1.5 | 0.05 |
| 4 | 70 | 60 | 4.0 | 0.25 |
| 5 | 65 | 75 | 3.0 | 0.05 |
| 6 | 80 | 95 | 4.5 | 0.10 |
| 7 | 75 | 70 | 3.5 | 0.15 |
| 8 | 90 | 60 | 1.0 | 0.10 |
| 9 | 60 | 30 | 3.5 | 0.05 |
| 10 | 70 | 55 | 1.5 | 0.25 |
| 11 | 55 | 80 | 4.0 | 0.20 |
| 12 | 75 | 70 | 3.5 | 0.15 |
| 13 | 85 | 100 | 1.5 | 0.05 |
| 14 | 65 | 65 | 3.0 | 0.25 |
| 15 | 40 | 80 | 4.5 | 0.15 |
| 16 | 85 | 50 | 1.5 | 0.05 |
| 17 | 65 | 95 | 2.0 | 0.20 |
| 18 | 75 | 70 | 3.5 | 0.15 |
| 19 | 50 | 75 | 5.0 | 0.25 |
| 20 | 85 | 60 | 1.0 | 0.15 |
| 21 | 75 | 70 | 3.5 | 0.15 |
| 22 | 75 | 55 | 3.0 | 0.10 |
| 23 | 50 | 40 | 4.5 | 0.15 |
| 24 | 65 | 35 | 2.0 | 0.10 |
| 25 | 40 | 80 | 3.5 | 0.25 |
| 26 | 75 | 70 | 3.5 | 0.15 |
| 27 | 75 | 75 | 1.0 | 0.15 |
| 28 | 55 | 100 | 4.0 | 0.05 |
| 29 | 85 | 85 | 5.0 | 0.05 |
| 30 | 70 | 95 | 4.5 | 0.25 |
| 31 | 55 | 45 | 1.5 | 0.15 |
| 32 | 75 | 70 | 3.5 | 0.15 |
| 33 | 65 | 65 | 1.0 | 0.20 |
| 34 | 80 | 70 | 3.0 | 0.25 |
| 35 | 75 | 70 | 3.5 | 0.15 |
| 36 | 85 | 90 | 2.5 | 0.15 |
| 37 | 70 | 100 | 3.5 | 0.05 |
| 38 | 50 | 60 | 1.5 | 0.10 |
| 39 | 65 | 70 | 4.5 | 0.25 |
| 40 | 90 | 30 | 5.0 | 0.20 |
| Source | CoV of Film Thickness | Nutrient Release Time | ||
|---|---|---|---|---|
| F-Value | p-Value | F-Value | p-Value | |
| Model | 39.56 | <0.0001 | 38.31 | <0.0001 |
| A (Fluid Bed Temp) | 40.70 | 0.0002 | 42.70 | 0.0001 |
| B (Air Flow Rate) | 4.68 | 0.001 | 6.75 | 0.003 |
| C (Atom. Pressure) | 40.70 | 0.009 | 35.70 | 0.007 |
| D (Spray Rate) | 9.06 | 0.0007 | 12.06 | 0.0009 |
| AB | 9.06 | 0.0031 | 9.47 | 0.0027 |
| AC | 31.17 | 0.0082 | 36.5 | 0.161 |
| AD | 6.70 | 0.0055 | 8.60 | 0.0048 |
| BC | 12.25 | 0.04 | 11.01 | 0.037 |
| BD | 9.57 | 0.015 | 15.45 | 0.011 |
| CD | 14.36 | 0.106 | 13.86 | 0.192 |
| A2 | 25.14 | 0.0002 | 24.24 | 0.00015 |
| B2 | 43.41 | 0.0007 | 40.81 | 0.0006 |
| C2 | 164.45 | 0.0009 | 132.32 | 0.0008 |
| D2 | 43.41 | 0.001 | 53.58 | 0.0025 |
| R2 = 0.971 | R2 = 0.98 | |||
| Adj-R2 = 0.95 | Adj-R2 = 0.965 | |||
| Adeq. Precision = 24.58 | Adeq. Precision = 21.37 | |||
| Response ↓ | ANOVA-Based Optimum Values of | Experimental Response (Using ANOVA-Based Optimum Parameters) | % Error | ||||
|---|---|---|---|---|---|---|---|
| Process Parameters | Response | ||||||
| A (°C) | B (m3/h) | C (bar) | D (mL/s) | ||||
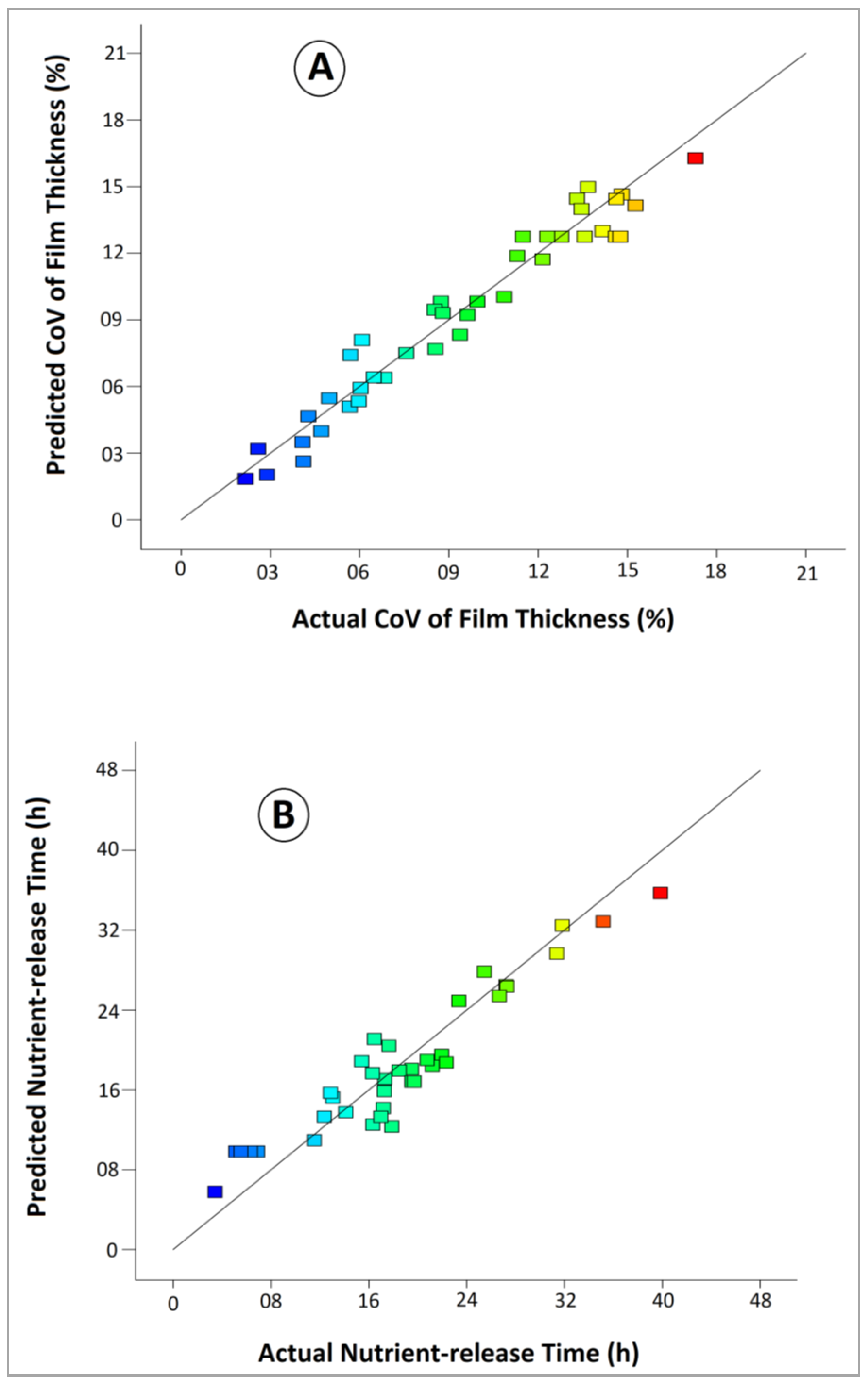
| CoV of Film Thickness (%) | 80 | 72 | 3.5 | 0.15 | 11.5 | 12.6 | 9.56 |
| Nutrient-release Time (h) | 78 | 75 | 3.2 | 0.125 | 56 | 49.5 | 11.6 |
| Response Objective | → | Nutrient-Release Time | CoV of Film Thickness | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Magnitude | → | Highest | Lowest | Highest | Lowest | ||||
| 43.65 h | 25.2 h | 19.56% | 3.0% | ||||||
| Parameter Values | → | Tfb | Qair | Tfb | Qair | Pair | Qair | Tfb | Qair |
| 73 °C | 75 m3/h | 50 °C | 100 m3/h | 5.0 bar | 100 m3/h | 75 °C | 65 m3/h | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, A.M.; Azeem, B.; Alghamdi, A.M.; Shahzad, K.; Al-Zahrani, A.A.; Rashid, M.I.; Mahpudz, A.B.; Jamil, A. Optimization of Fluidized-Bed Process Parameters for Coating Uniformity and Nutrient-Release Characteristics of Controlled-Release Urea Produced by Modified Lignocellulosic Coating Material. Agronomy 2023, 13, 725. https://doi.org/10.3390/agronomy13030725
Ali AM, Azeem B, Alghamdi AM, Shahzad K, Al-Zahrani AA, Rashid MI, Mahpudz AB, Jamil A. Optimization of Fluidized-Bed Process Parameters for Coating Uniformity and Nutrient-Release Characteristics of Controlled-Release Urea Produced by Modified Lignocellulosic Coating Material. Agronomy. 2023; 13(3):725. https://doi.org/10.3390/agronomy13030725
Chicago/Turabian StyleAli, Arshid Mahmood, Babar Azeem, Ahmad M. Alghamdi, Khurram Shahzad, Abdulrahim Ahmad Al-Zahrani, Muhammad Imtiaz Rashid, Aishah Binti Mahpudz, and Asif Jamil. 2023. "Optimization of Fluidized-Bed Process Parameters for Coating Uniformity and Nutrient-Release Characteristics of Controlled-Release Urea Produced by Modified Lignocellulosic Coating Material" Agronomy 13, no. 3: 725. https://doi.org/10.3390/agronomy13030725