
Testing of Alternative Disc Brakes and Friction Materials Regarding Brake Wear Particle Emissions and Temperature Behavior

 ,
, 
Abstract
:1. Introduction
1.1. Brake Wear Particle Sampling and Measurement
1.2. Influence of Brake Disc Temperature and Interaction with the Flow Rate
1.3. Bedding Procedure to Achieve Representative Friction and Emission Behaviour
1.4. Brake Emissions Reduction
1.5. Required Examinations
2. Experimental
2.1. Brake System and Friction Materials
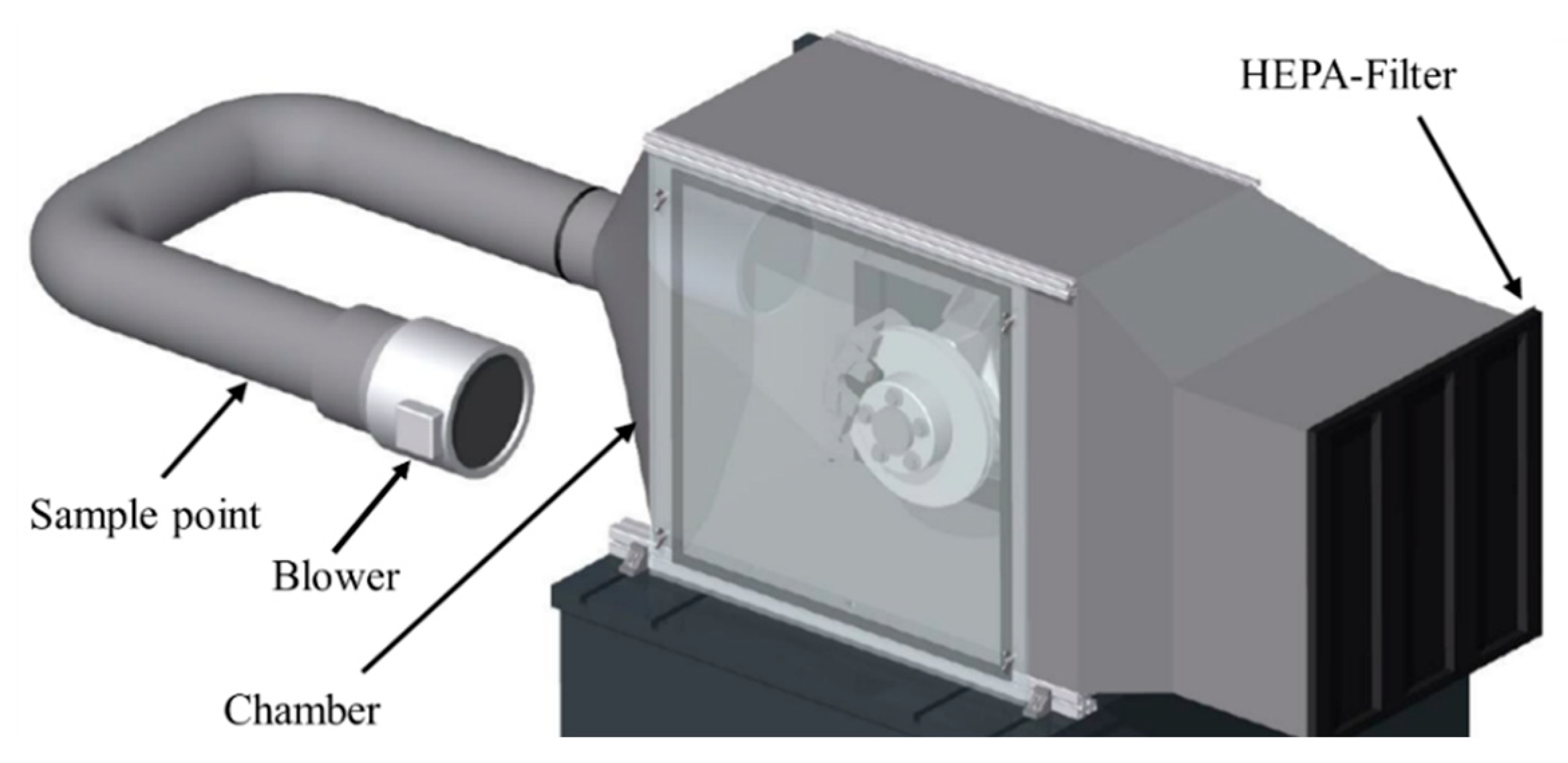
2.2. Brake Dyno and Dilution Tunnel
2.3. Particle Sampling and Measurement
2.4. Test Protocol
3. Results
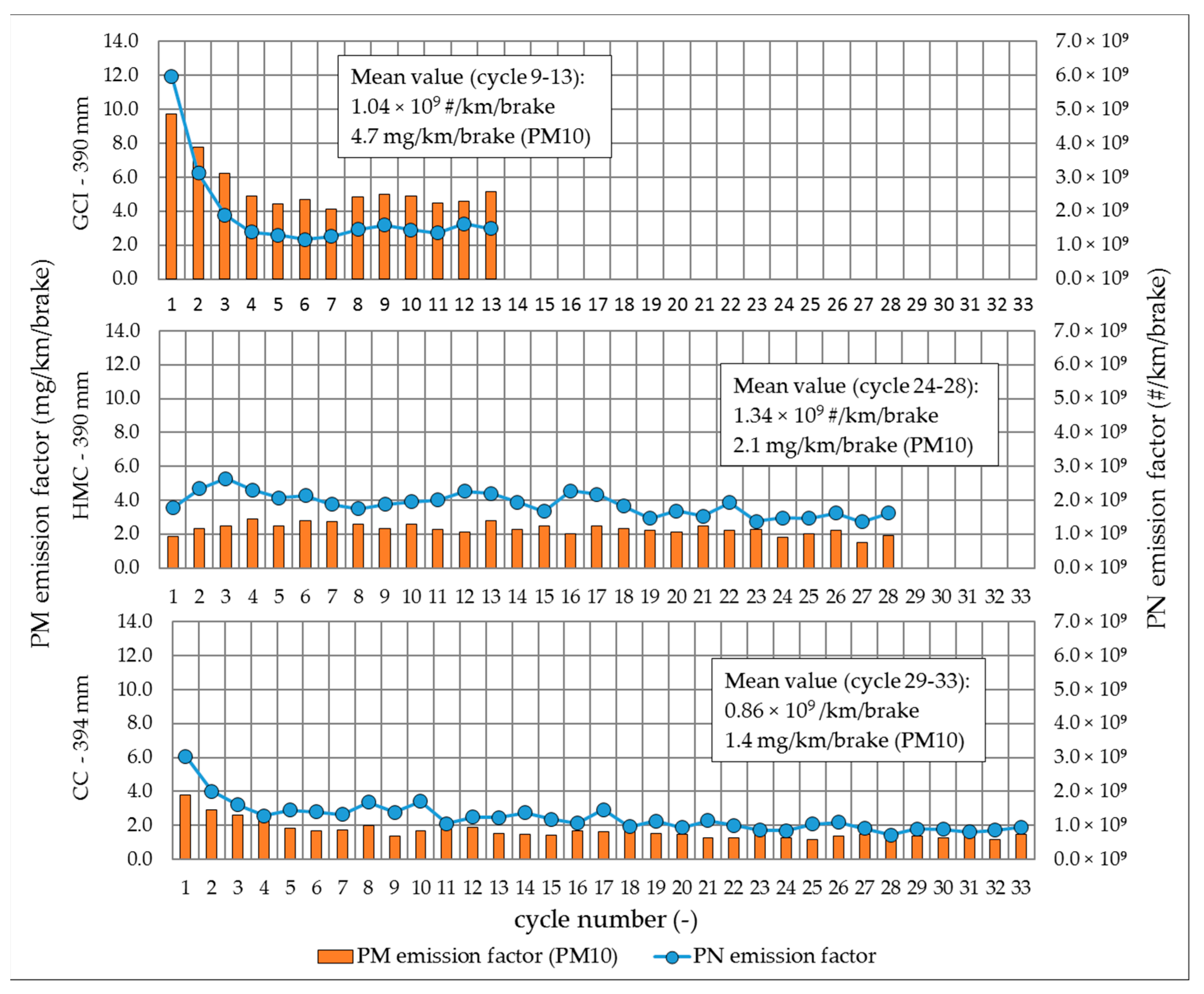
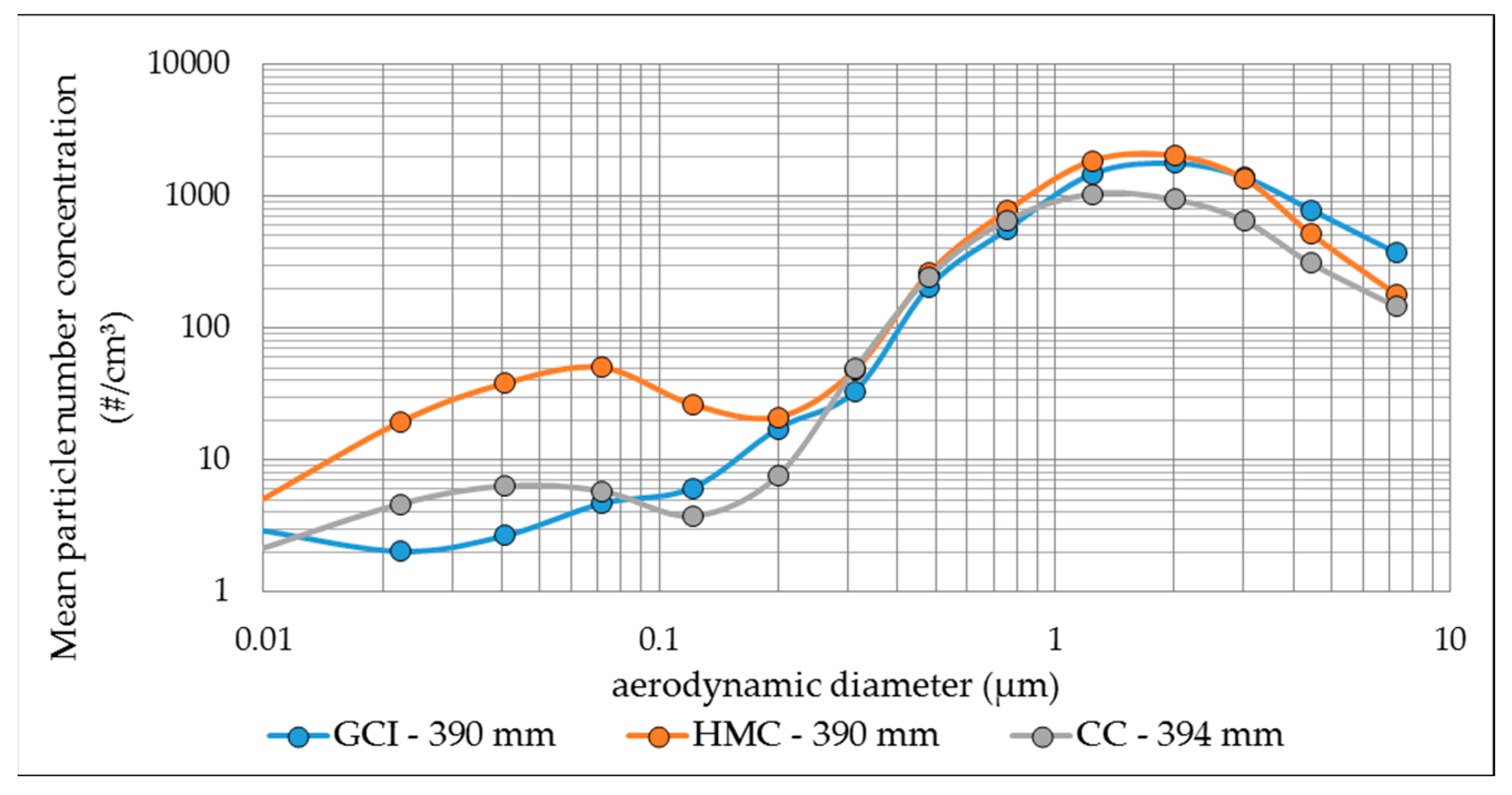
3.1. Correlations between Bedding Process and Brake Wear Particle Emissions
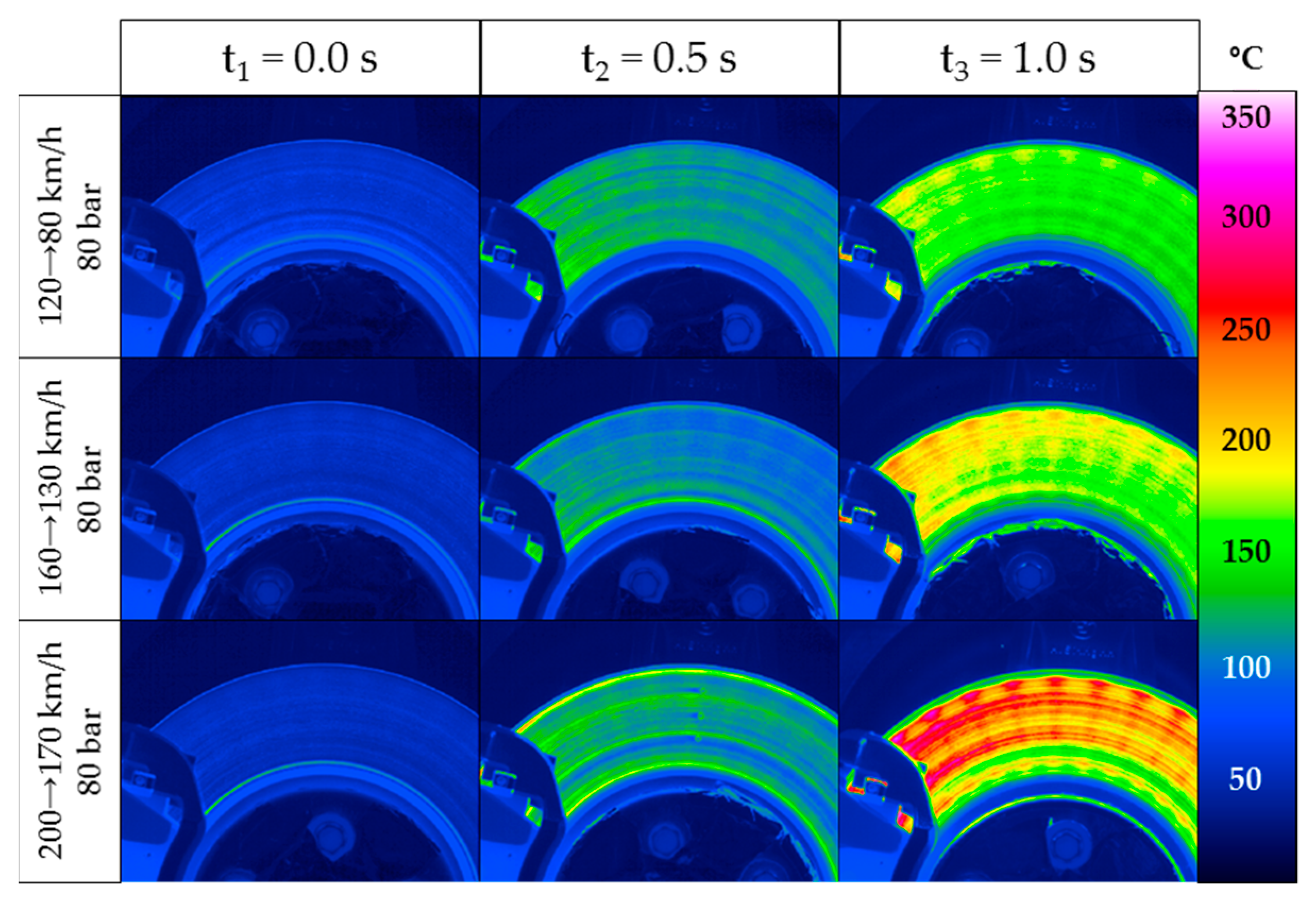
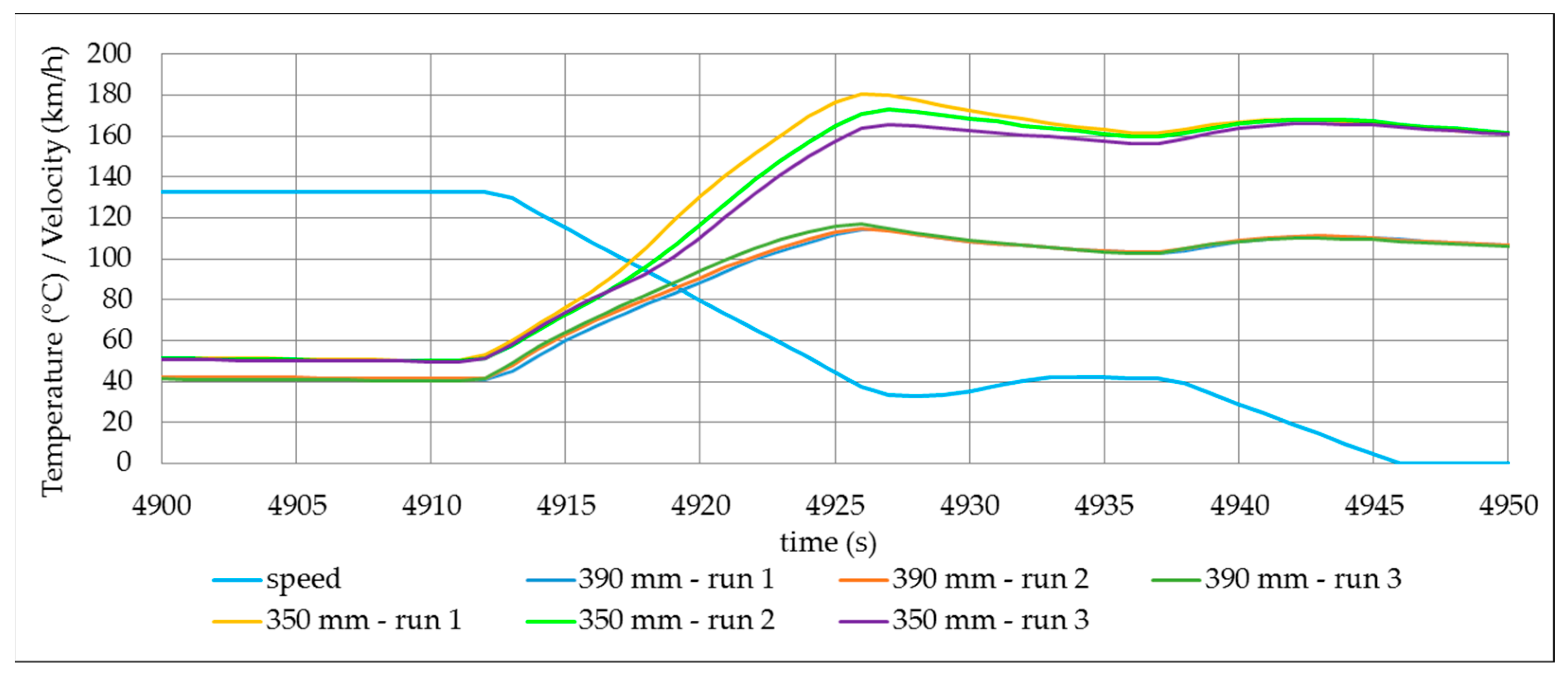
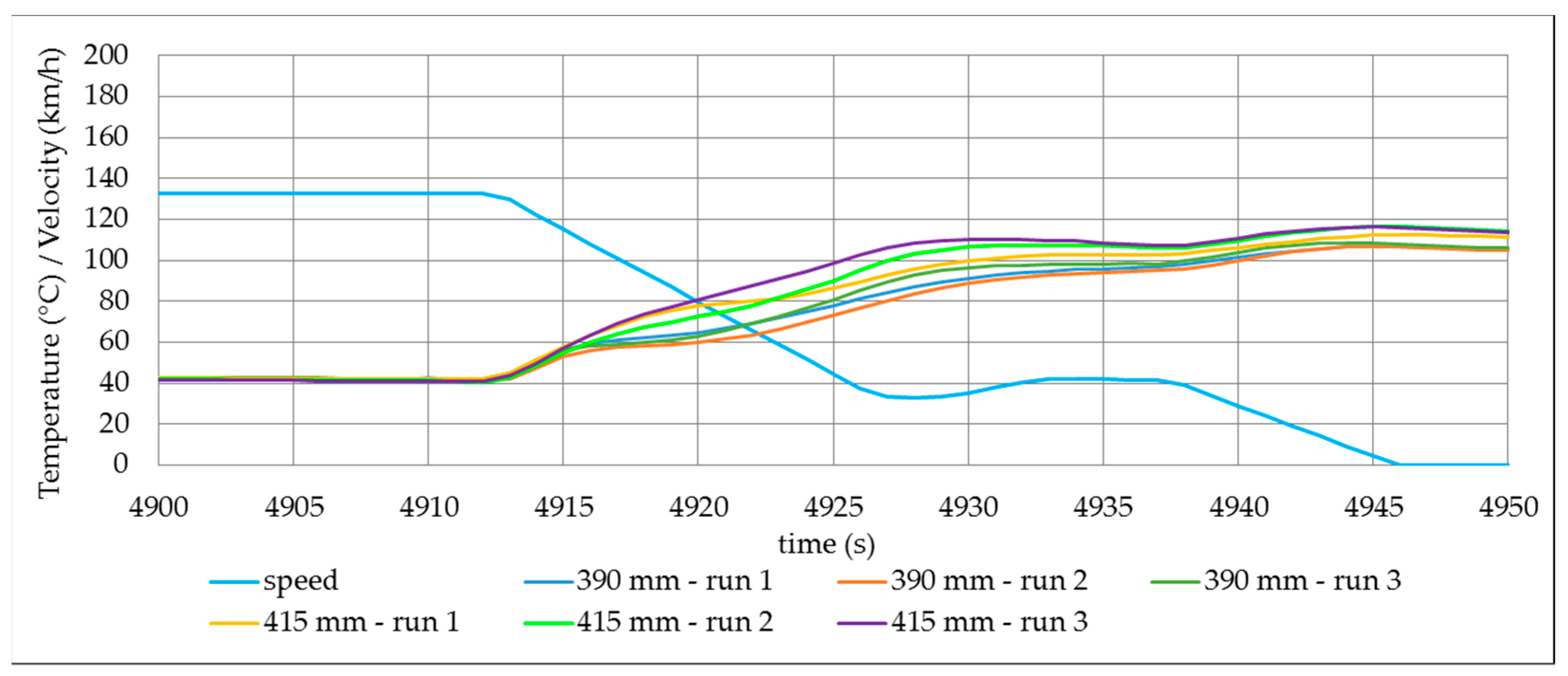
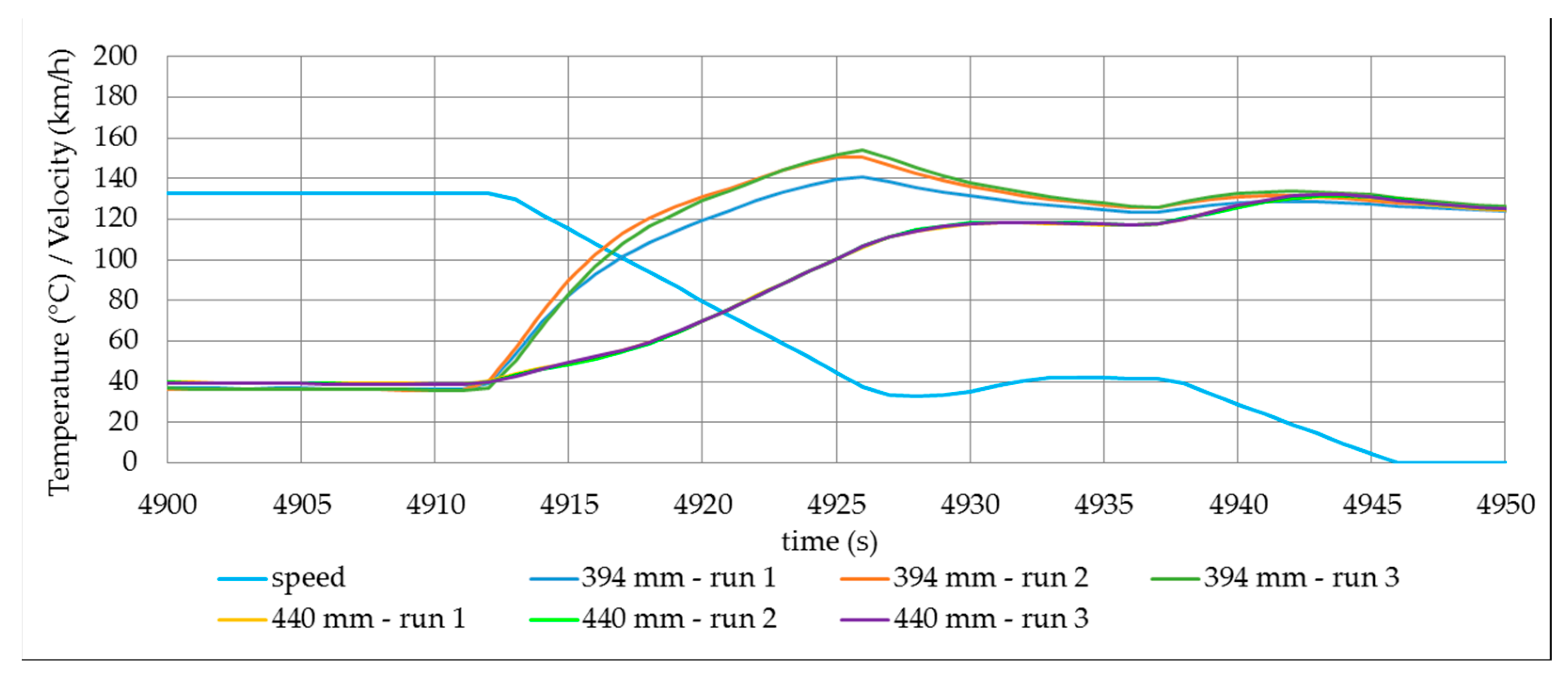
3.2. Correlations between Bedding Process and Temperature
4. Discussion
4.1. Bedding Procedure
4.2. Temperature Observations
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pope, C.A.I.; Dockery, D.W. Health Effects of Fine Particulate Air Pollution: Lines that Connect. J. Air Waste Manag. Assoc. 2006, 56, 709–742. [Google Scholar] [CrossRef]
- Pope, C.A., 3rd; Burnett, R.T.; Thun, M.J.; Calle, E.E.; Krewski, D.; Ito, K.; Thurston, G.D. Lung cancer, cardiopulmonary mortality, and long-term exposure to fine particulate air pollution. J. Am. Med. Assoc. 2002, 287, 1132–1141. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oberdörster, G.; Maynard, A.; Donaldson, K.; Castranova, V.; Fitzpatrick, J.; Ausman, K.; Carter, J.; Karn, B.; Kreyling, W.; Lai, D.; et al. Principles for characterizing the potential human health effects from exposure to nanomaterials: Elements of a screening strategy. Part. Fibre Toxicol. 2005, 2, 8. [Google Scholar] [CrossRef] [PubMed]
- Pant, P.; Harrison, R.M. Estimation of the contribution of road traffic emissions to particulate matter concentrations from field measurements: A review. Atmos. Environ. 2013, 77, 78–97. [Google Scholar] [CrossRef]
- Thorpe, A.; Harrison, R.M. Sources and properties of non-exhaust particulate matter from road traffic: A review. Sci. Total. Environ. 2008, 400, 270–282. [Google Scholar] [CrossRef] [PubMed]
- Harrison, R.M.; Jones, A.M.; Gietl, J.; Yin, J.; Green, D.C. Estimation of the Contributions of Brake Dust, Tire Wear, and Resuspension to Nonexhaust Traffic Particles Derived from Atmospheric Measurements. Environ. Sci. Technol. 2012, 46, 6523–6529. [Google Scholar] [CrossRef] [PubMed]
- Kukutschová, J.; Moravec, P.; Tomášek, V.; Matějka, V.; Smolík, J.; Schwarz, J.; Seidlerová, J.; Šafářová, K.; Filip, P. On airborne nano/micro-sized wear particles released from low-metallic automotive brakes. Environ. Pollut. 2011, 159, 998–1006. [Google Scholar] [CrossRef] [PubMed]
- Kumar, P.; Pirjola, L.; Ketzel, M.; Harrison, R.M. Nanoparticle emissions from 11 non-vehicle exhaust sources—A review. Atmos. Environ. 2013, 67, 252–277. [Google Scholar] [CrossRef] [Green Version]
- Wik, A.; Dave, G. Occurrence and effects of tire wear particles in the environment—A critical review and an initial risk assessment. Environ. Pollut. 2009, 157, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Hicks, W.; Beevers, S.; Tremper, A.; Stewart, G.; Priestman, M.; Kelly, F.; Lanoisellé, M.; Lowry, D.; Green, D. Quantification of Non-Exhaust Particulate Matter Traffic Emissions and the Impact of COVID-19 Lockdown at London Marylebone Road. Atmosphere 2021, 12, 190. [Google Scholar] [CrossRef]
- Charron, A.; Polo-Rehn, L.; Besombes, J.-L.; Golly, B.; Buisson, C.; Chanut, H.; Marchand, N.; Guillaud, G.; Jaffrezo, J.-L. Identification and quantification of particulate tracers of exhaust and non-exhaust vehicle emissions. Atmos. Chem. Phys. Discuss. 2019, 19, 5187–5207. [Google Scholar] [CrossRef] [Green Version]
- Grigoratos, T.; Martini, G. Brake wear particle emissions: A review. Environ. Sci. Pollut. Res. 2015, 22, 2491–2504. [Google Scholar] [CrossRef] [Green Version]
- Mathissen, M.; Grochowicz, J.; Schmidt, C.; Vogt, R.; Hagen, F.H.F.Z.; Grabiec, T.; Steven, H.; Grigoratos, T. A novel real-world braking cycle for studying brake wear particle emissions. Wear 2018, 414–415, 219–226. [Google Scholar] [CrossRef]
- Grigoratos, T.; Martini, G. Workshop on Brake Emissions—Towards a Regulation on Brake Wear Emissions. In Proceedings of the 82nd UNECE GRPE Session, Virtual Meeting, Brussels, Belgium, 13 January 2021. [Google Scholar]
- Mosleh, M.; Blau, P.J.; Dumitrescu, D. Characteristics and morphology of wear particles from laboratory testing of disk brake materials. Wear 2004, 256, 1128–1134. [Google Scholar] [CrossRef]
- Mamakos, A.; Arndt, M.; Hesse, D.; Augsburg, K. Physical Characterization of Brake-Wear Particles in a PM10 Dilution Tunnel. Atmosphere 2019, 10, 639. [Google Scholar] [CrossRef] [Green Version]
- Hesse, D. Beitrag zur Experimentellen und Analytischen Beschreibung Partikelförmiger Bremsenemissionen; Technische Universität Ilmenau: Ilmenau, Germany, 2020. [Google Scholar]
- Grigoratos, T.; Martini, G. Brake Wear Particle Emissions—Current Status within the PMP IWG. In Proceedings of the Eurobrake 2016 Conference, Milan, Italy, 13–15 June 2016. [Google Scholar]
- Sanders, P.G.; Xu, N.; Dalka, T.M.; Maricq, M.M. Airborne Brake Wear Debris: Size Distributions, Composition, and a Comparison of Dynamometer and Vehicle Tests. Environ. Sci. Technol. 2003, 37, 4060–4069. [Google Scholar] [CrossRef]
- Liati, A.; Schreiber, D.; Lugovyy, D.; Gramstat, S.; Eggenschwiler, P.D. Airborne particulate matter emissions from vehicle brakes in micro- and nano-scales: Morphology and chemistry by electron microscopy. Atmos. Environ. 2019, 212, 281–289. [Google Scholar] [CrossRef]
- Wahlström, J.; Olander, L.; Olofsson, U. Size, Shape, and Elemental Composition of Airborne Wear Particles from Disc Brake Materials. Tribol. Lett. 2009, 38, 15–24. [Google Scholar] [CrossRef]
- Kwak, J.-H.; Kim, H.; Lee, J.; Lee, S. Characterization of non-exhaust coarse and fine particles from on-road driving and laboratory measurements. Sci. Total. Environ. 2013, 458–460, 273–282. [Google Scholar] [CrossRef]
- Olofsson, U.; Olander, L. On the identification of wear modes and transitions using airborne wear particles. Tribol. Int. 2013, 59, 104–113. [Google Scholar] [CrossRef]
- Augsburg, K.; Hesse, D. Comparative study of brake particle emissions. In Proceedings of the 11 Internationales AVL Forum Abgas- und Partikelemissionen, Ludwigsburg, Germany, 3–4 March 2020. [Google Scholar]
- Heimann, S. Methodische Ansätze zur Untersuchung des Restbremsmomentes von Scheibenbremsen. Ph.D. Thesis, Technische Universität Ilmenau, Ilmenau, Germany, 2012. [Google Scholar]
- GRPE Brake Emissions Protocol. Part 1: Inertia Dynamometer Protocol to Measure and Characterise Brake Emissions Using the WLTP-Brake Cycle. In Proceedings of the 81th UNECE GRPE Session, Virtual Meeting, Brussels, Belgium, 20 May 2020. [Google Scholar]
- Hesse, D.; Augsburg, K. Temperature Analysis on the Novel Brake Cycle; PMP TaskForce 2; Joint Research Center: Ispra, Italy, 2019. [Google Scholar]
- Grochowicz, J.; Mathissen, M.; Grigoratos, T.; Agudelo, C. Some Aspects of Brake Temperature Evaluation in TF1 Testing; PMP TaskForce 2; Joint Research Center: Ispra, Italy, 2019. [Google Scholar]
- Perricone, G.; Matĕjka, V.; Alemani, M.; Wahlström, J.; Olofsson, U. A Test Stand Study on the Volatile Emissions of a Passenger Car Brake Assembly. Atmosphere 2019, 10, 263. [Google Scholar] [CrossRef] [Green Version]
- Musiol, F. Erklärung der Vorgänge in der Kontaktzone von trockenlaufenden Reibpaarungen über gesetzmäßig auftretende Phänomene im Reibprozess. Ph.D. Thesis, Technische Universität Berlin, Berlin, Germany, 1994. [Google Scholar]
- Poeste, T. Untersuchungen zu reibungsinduzierten Veränderungen der Mikrostruktur und Eigenspannungen im System Bremse. Ph.D. Thesis, Technische Universität Darmstadt, Darmstadt, Germany, 2005. [Google Scholar]
- Gramstat, S. Methoden der in-situ Visualisierung der Reibzonendynamik trockenlaufender Reibpaarungen unter Ergänzung physikalischer und chemischer Charakterisierungen der Reibpartner. Ph.D. Thesis, Technische Universität Ilmenau, Ilmenau, Germany, 2014. [Google Scholar]
- Schumann, M. Analysemethode zur Beurteilung des ungleichförmigen Bremsscheibenverschleißes an Pkw-Scheibenbremsen. Ph.D. Thesis, Technische Universität Darmstadt, Darmstadt, Germany, 2006. [Google Scholar]
- Severin, D.; Musiol, F. Der Reibprozess in trockenlaufenden mechanischen Bremsen und Kupplungen. Konstruktion 1995, 47, 59–68. [Google Scholar]
- Eriksson, M.; Lord, J.; Jacobson, S. Wear and contact conditions of brake pads: Dynamical in situ studies of pad on glass. Wear 2001, 249, 272–278. [Google Scholar] [CrossRef]
- Hagino, H.; Oyama, M.; Sasaki, S. Laboratory testing of airborne brake wear particle emissions using a dynamometer system under urban city driving cycles. Atmos. Environ. 2016, 131, 269–278. [Google Scholar] [CrossRef] [Green Version]
- Hagen, F.H.F.Z.; Mathissen, M.; Grabiec, T.; Hennicke, T.; Rettig, M.; Grochowicz, J.; Vogt, R.; Benter, T. Study of Brake Wear Particle Emissions: Impact of Braking and Cruising Conditions. Environ. Sci. Technol. 2019, 53, 5143–5150. [Google Scholar] [CrossRef] [PubMed]
- Augsburg, K.; Hesse, D.; Feißel, T.; Wenzel, F.; Germanow, P. Cfd Based Analysis of Particle-Air Interaction within a Sampling Device for Brake Dust Emissions; FISITA: The Hague, The Netherlands, 2018; ISBN 978-0-9572076-5-3. [Google Scholar]
- VDI 2066-1: Messen von Partikeln—Staubmessungen in Strömenden Gasen, Gravimetrische Bestimmung der Staubbeladung; Beuth-Verlag: Berlin, Germany, 2006.
- NECE Regulations No. 83, Uniform Provisions Concerning the Approval of Vehicles with Regard to the Emission of Pollutants According to Engine fuel Requirements, Published: 27 December 2006. 2012. Available online: https://op.europa.eu/en/publication-detail/-/publication/2f8f0ce5-66fb-4a38-ae68-558ae1b04a5f/language-en (accessed on 26 March 2021).
- Hesse, D.; Augsburg, K.; Kuhn, U.; Leicht, R. Influence of Different Process Parameters during the Run-in Procedure on the Emission Behavior; 45th PMP-MEETING, PMP-45-11; Joint Research Center: Ispra, Italy, 2017. [Google Scholar]
- Mamakos, A.; Arndt, M.; Augsburg, K.; Hesse, D. First insights on brake wear PN over the novel cycle; PMP TaskForce 2; Joint Research Center: Ispra, Italien, 2018. [Google Scholar]
- Loemba, A. Einfluss des Reibwerkstoffs auf die Eigenschaften von Reibpaarungen, besonders auf die Wirkmechanismen in der Kontaktfläche trocken laufender Bremsen. Ph.D. Thesis, Technische Universität Berlin, Berlin, Germany, 2006. [Google Scholar]
- Mamakos, A.; Arndt, M.; Hesse, D.; Hamatschek, C.; Augsburg, K. Comparison of Particulate Matter and Number Emissions from a Floating and a Fixed Caliper Brake System of the Same Lining Formulation. In SAE Technical Paper Series; SAE International: Warrendale, PA, USA, 2020. [Google Scholar]
- Plachá, D.; Vaculík, M.; Mikeska, M.; Dutko, O.; Peikertová, P.; Kukutschová, J.; Kutláková, K.M.; Růžičková, J.; Tomášek, V.; Filip, P. Release of volatile organic compounds by oxidative wear of automotive friction materials. Wear 2017, 376–377, 705–716. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Axle | Brake Type | Average Temp. [°C] | Average IBT [°C] | Average FBT [°C] | Maximum Temp. [°C] |
|---|---|---|---|---|---|
| Front | Disc vented | 85 | 85 | 135 | 170 |
| Rear | Disc vented | 65 | 65 | 95 | 115 |
| Rear | Disc solid | 80 | 85 | 135 | 180 |
| Rear | Drum | 60 | 65 | 120 | 175 |
| Acceptance | ±10 | ±15 | ±25 | ±25 | |
| Flow Speed (km/h) | Average Temp. (°C) | Average IBT (°C) | Average FBT (°C) | Maximum Temp. (°C) |
|---|---|---|---|---|
| 0 | 90 | 91 | 154 | 191 |
| 6 | 86 | 86 | 147 | 185 |
| 25 | 70 | 79 | 142 | 180 |
| 50 | 62 | 75 | 137 | 173 |
| Weight Percentage (%) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | O | Mg | Al | Si | S | Ca | Ti | Cr | Fe | Zn | Zr | Sn | |
| GCI brake pad | 51.7 | 18.0 | 5.1 | 5.3 | 1.4 | 2.3 | 0.0 | 0.0 | 1.2 | 9.4 | 1.3 | 0.0 | 4.4 |
| HMC brake pad | 48.9 | 21.0 | 2.3 | 3.8 | 0.9 | 0.9 | 0.9 | 0.0 | 3.0 | 8.4 | 4.0 | 2.1 | 3.8 |
| CC brake pad | 52.0 | 16.8 | 3.2 | 2.0 | 2.0 | 1.3 | 0.7 | 1.9 | 2.4 | 10.6 | 3.6 | 0.0 | 3.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hesse, D.; Hamatschek, C.; Augsburg, K.; Weigelt, T.; Prahst, A.; Gramstat, S. Testing of Alternative Disc Brakes and Friction Materials Regarding Brake Wear Particle Emissions and Temperature Behavior. Atmosphere 2021, 12, 436. https://doi.org/10.3390/atmos12040436
Hesse D, Hamatschek C, Augsburg K, Weigelt T, Prahst A, Gramstat S. Testing of Alternative Disc Brakes and Friction Materials Regarding Brake Wear Particle Emissions and Temperature Behavior. Atmosphere. 2021; 12(4):436. https://doi.org/10.3390/atmos12040436
Chicago/Turabian StyleHesse, David, Christopher Hamatschek, Klaus Augsburg, Thomas Weigelt, Alexander Prahst, and Sebastian Gramstat. 2021. "Testing of Alternative Disc Brakes and Friction Materials Regarding Brake Wear Particle Emissions and Temperature Behavior" Atmosphere 12, no. 4: 436. https://doi.org/10.3390/atmos12040436