
Potential Use of Wet Scrubbers for the Removal of Tobacco Dust Particles in the Tobacco Industry


Abstract
:1. Introduction
2. Research Scheme
2.1. Subsection
2.1.1. Laboratory Experiments
2.1.2. Industrial Essays
2.2. Materials
2.3. Research Method
2.3.1. Total Dust Removal Performance
2.3.2. Dust Particle Size Distribution after Purification
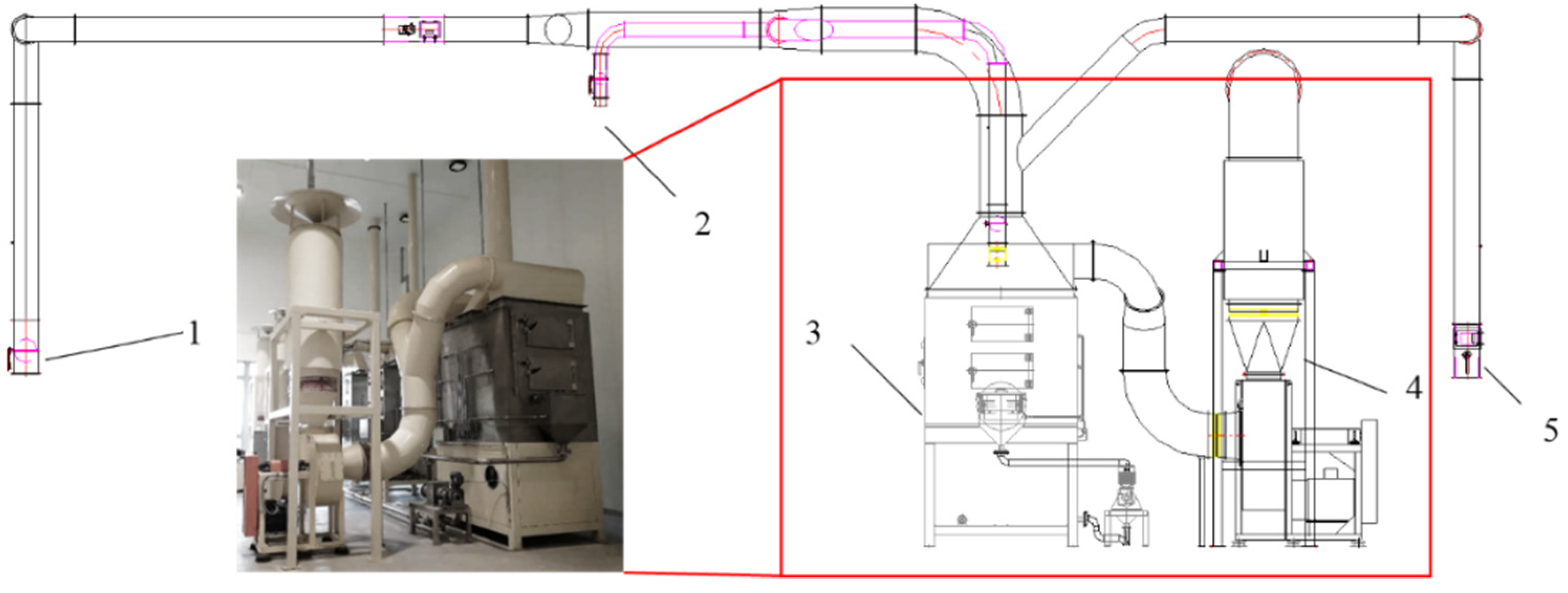
2.3.3. Determination of Wet Scrubber Performance during Industrial Applications
3. Results and Discussion
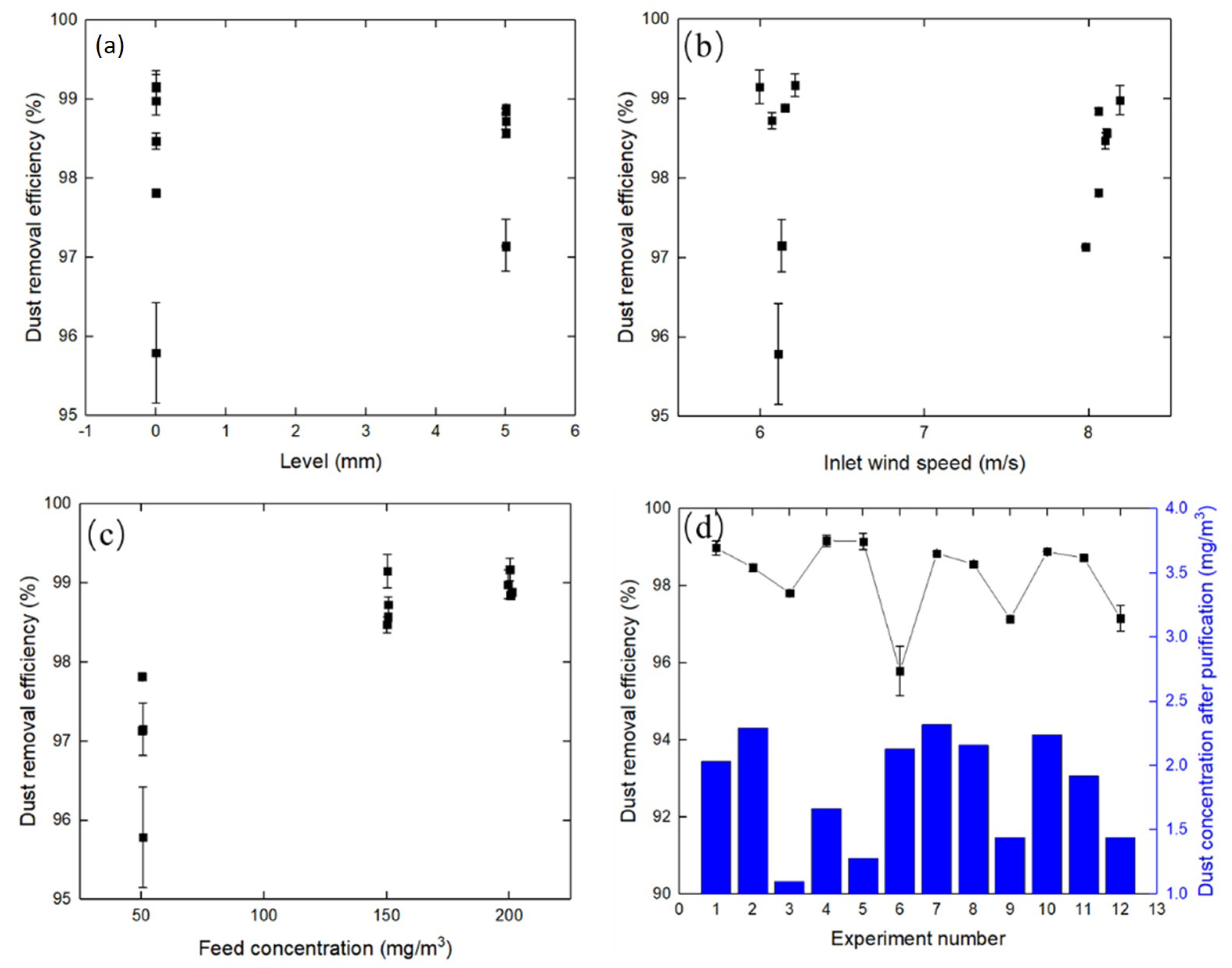
3.1. Factors Influencing Wet Scrubbers Efficiency for the Removal of Tobacco Dust
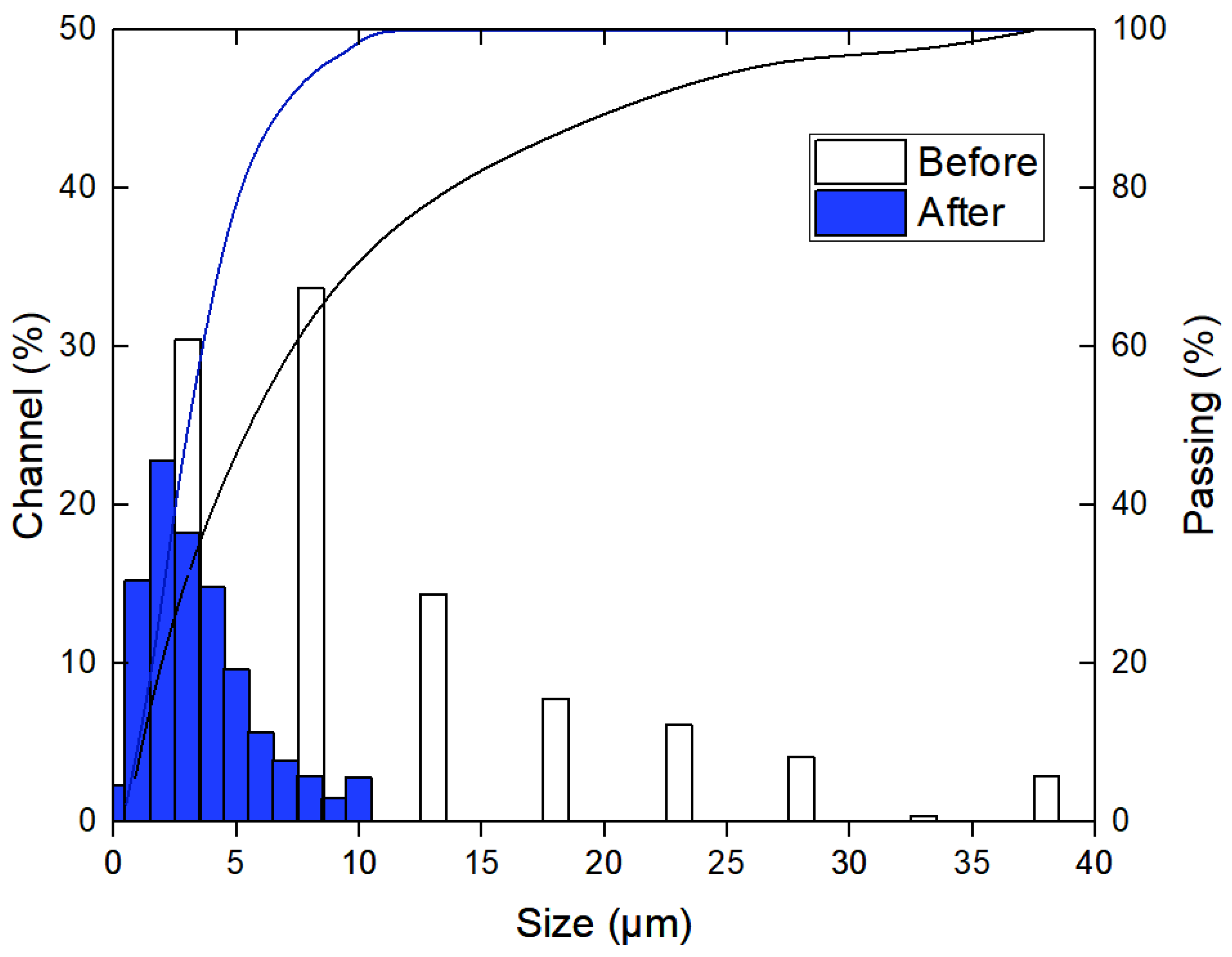
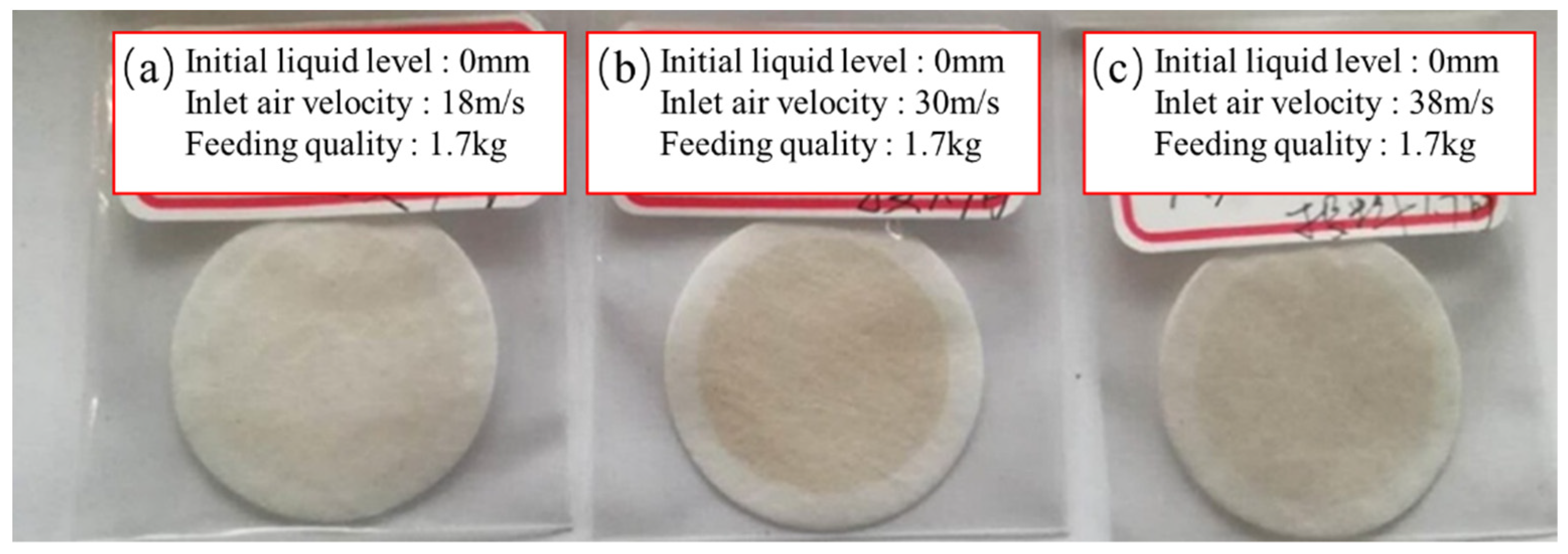
3.2. Size Distribution of Tobacco Dust Particles after Purification
3.3. Performance of Wet Scrubbers in Industrial Applications
4. Conclusions
- (1)
- Under laboratory conditions, the use of a wet scrubber resulted in removal efficiencies of tobacco dust over 95%. In general, dust removal efficiency increased with increasing feeding concentrations. Using appropriate experimental parameters, the dust purification efficiency exceeded 99%, and dust discharge concentration equaled 1.1 mg/m3. These results proved the high feasibility of using the web scrubber for dust removal in tobacco workshops.
- (2)
- Since the dust particles contained in the dust removal chamber were subjected to molecular forces and the inertial force of capturers, the wet scrubber showed a better performance for the removal of large dust particles (>5 μm) as compared to that of fine dust particles (<5 μm).
- (3)
- According to the results obtained at the industrial facility, the overall dust removal efficiency and the corrected value exceeded 98.9% when the self-excited scrubber was used for purification. In addition, dust concentration at the discharge inlet was of 1 mg/m3 when the appropriate liquid level was selected. This value complied with the ultra-low discharge standard and the related industrial requirements.
- (4)
- The use of a wet scrubber represents a proper option for the removal of tobacco dust particles, and resulting concentrations complied with the national discharge standard. With the gradual enforcement in Chinese standards, there is currently a need to achieve high efficiencies during the removal of fine dust with sizes below 5 μm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zeng, Z. Gaining correct understanding of the hazards of tobacco dust. In Proceedings of the 2013 Annual Conference of China Occupational Safety and Health Association, Fuzhou, China, 16 October 2013. [Google Scholar]
- Xu, G.D. Analysis and Control of Fire and Explosion Dangerousness in Tobacco Processing Enterprises. Master’s Thesis, Northeastern University, Boston, MA, USA, 2015; pp. 4–9. [Google Scholar]
- Xia, Y.G.; Ye, S.L.; Shao, C.L.; He, Z.K.; Hao, J. Dust Particle Size Distribution of Different Air Conditioning Systems in Cigarette Factory. China Power Sci. Technol. 2014, 20, 38–42. [Google Scholar]
- Zagà, V.; Dell’Omo, M.; Murgia, N.; Mura, M. Tobacco Worker’s Lung: A Neglected Subtype of Hypersensitivity Pneumonitis. Lung 2021, 199, 13–19. [Google Scholar] [CrossRef] [PubMed]
- Valverde, J.L.; Curbelo, C.; Mayo, O.; Molina, C.B. Pyrolysis kinetics of tobacco dust. Chem. Eng. Res. Des. 2000, 78, 921–924. [Google Scholar] [CrossRef]
- Sun, X.; Yue, J. Analysis of pulmonary ventilation function of workers exposed to cigarette dust. Chin. J. Ind. Med. 2008, 5, 321–323. [Google Scholar]
- Li, S.; Di, Z.X.; Wang, J.Y.; Zhang, M.; Yan, J.M. Investigation of occupational disease hazards in a tobacco production enterprise. Chin. J. Clin. Res. 2012, 25, 517–518. [Google Scholar]
- Umadevi, B.; Swarna, M.; Padmavathi, P.; Jyothi, A.; Reddy, P.P. Cytogenetic effects in workers occupationally exposed to tobacco dust. Mut. Res. Genet. Toxicol. Environ. Mutagen. 2003, 535, 147–154. [Google Scholar] [CrossRef]
- He, R. Experimental Study on Ignition Characteristics of Tobacco Dust. Master’s Thesis, Shanghai Institute of Technology, Shanghai, China, 2018. [Google Scholar]
- Song, C.; Pei, B.; Jiang, M.; Wang, B.; Xu, D.; Chen, Y. Numerical analysis of forces exerted on particles in cyclone separators. Powder Technol. 2016, 294, 437–448. [Google Scholar] [CrossRef]
- Trakumas, S.; Willeke, K.; Reponen, T.; Grinshpun, S.A.; Friedman, W. Comparison of filter bag, cyclonic, and wet dust collection methods in vacuum cleaners. AIHAJ Am. Ind. Hyg. Assoc. 2001, 62, 573–583. [Google Scholar] [CrossRef]
- Wang, L.P. Numerical simulation and experimental study on direct-current cyclone dust collector. Master’s Thesis, Tsinghua University, Beijing, China, 2015. [Google Scholar]
- Xiong, P.; Yan, S.G. Numerical simulation of particle size distribution of cyclone dust collector based on Rosin-Rammler function. Powder Metall. Ind. 2019, 29, 29–32. [Google Scholar]
- Song, F.M. Performance and Application Comparison between Bag Filter and Cyclone Separator. Environ. Sci. Manag. 2012, 37, 90–92+119. [Google Scholar]
- Huang, Y.; Li, C.; Li, S.; Zhang, Z.; Huang, L.; Zhang, Z. Optimization of cyclone-bag composite dust collector and numerical simulation of dust removal efficiency. Chin. J. Environ. Eng. 2012, 37, 90–92+119. [Google Scholar]
- Li, X.; Wu, X.; Hu, H.; Jiang, S.; Wei, T.; Wang, D. Mesoscale behavior study of collector aggregations in a self-excited wet dust scrubber. J. Air Waste Manag. Assoc. 2017, 68, 73–91. [Google Scholar] [CrossRef] [PubMed]
- Wet Scrubbers for Dry Dust? Absolutely? Ron Hatton. Available online: www.APCmag.net (accessed on 10 January 2022).
- Jiang, Z.; Zhao, N. Development of a new self-excited dust collector for mining and its performance. Build. Therm. Energy Vent. Air Cond. 1997, 16, 4. [Google Scholar]
- Chen, W. Study on dust removal mechanism of self-excited dust collector in heading face. J. China Univ. Min. Technol. 1993, 3, 67–73. [Google Scholar]
- Hu, S.; Gao, Y.; Feng, G.; Hu, F.; Liu, C.; Li, J. Experimental study of the dust-removal performance of a wet scrubber. Int. J. Coal Sci. Technol. 2021, 8, 228–239. [Google Scholar] [CrossRef]
- Yu, Q.B.; Wang, X.H.; Wang, Q.L.; Yue, Q. Experimental Study on the Performance of Self-Swash Dust Catcher. J. Northeast Univ. Nat. Sci. 2002, 23, 799–801. [Google Scholar]
- Janusz, K.; Wieslaw, S.; Irina, P.; Valerian, B. Influence of the main factors on the efficiency of wet vortex dust collectors. Russ. J. Chem. Chem. Technol. 2019, 62, 98–105. [Google Scholar]
- Krawczyk, J. Change in dust collection efficiency of liquid collectors in conditions of dedusting liquid recirculation. Pol. J. Chem. Technol. 2017, 19, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Jaworek, A.; Balachandran, W.; Krupa, A.; Kulon, J.; Lackowski, M. Wet Electroscrubbers for State of the Art Gas Cleaning. Environ. Sci. Technol. 2006, 20, 6197–6207. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size (μm) | <5 | 5~10 | 10~15 | 15~20 | 20~25 | 25~30 | 30~35 | >35 | Total |
|---|---|---|---|---|---|---|---|---|---|
| Frequency distribution (%) | 30.45 | 33.74 | 14.40 | 7.82 | 6.17 | 4.12 | 0.41 | 2.88 | 100 |
| Total Weight (Unit: g) | Weight of Large-Size Dust Particles (Unit: g) | Proportion of Large-Size Dust Particles (>125 μm) | Proportion of Small-Size Dust Particles (≤125 μm) | |
|---|---|---|---|---|
| Mean value | 24.29 | 10.93 | 45.00% | 55.00% |
| Factor | Level |
|---|---|
| Initial liquid level (cm) | 0, 5 |
| Inlet airflow velocity (m/s) | 6, 8 |
| Feeding concentration (mg/m3) | 50, 150 and 200 |
| Serial Number | Frequency | Liquid Level | Airflow Velocity | Inner Diameter of the Pipeline | Feeding Mass | Sampling Flow Rate | Sampling Time |
|---|---|---|---|---|---|---|---|
| A1 | 30 Hz | 0 mm | 18 m/s | 320 mm | 1.7 kg | 28 L/min | 25 min |
| A2 | 40 Hz | 30 m/s | 27 L/min | ||||
| A3 | 50 Hz | 38 m/s | 27 L/min |
| Group Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Initial liquid level (H0) mm | 0 | 0 | 0 | 0 | 0 | 0 | 5 | 5 | 5 | 5 | 5 | 5 |
| Inlet airflow velocity (V0) m/s | 8.19 | 8.1 | 8.06 | 6.21 | 5.99 | 6.11 | 8.06 | 8.11 | 7.98 | 6.15 | 6.07 | 6.13 |
| Feeding concentration (c) mg/m3 | 199.4 | 150.1 | 50.2 | 200.2 | 150.3 | 50.6 | 200.6 | 150.6 | 50.3 | 201.1 | 150.7 | 50.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Jia, J.; Li, X.; Wang, L.; Wang, Y.; Hu, H.; Shen, Z.; Jiang, Y. Potential Use of Wet Scrubbers for the Removal of Tobacco Dust Particles in the Tobacco Industry. Atmosphere 2022, 13, 380. https://doi.org/10.3390/atmos13030380
Zhao X, Jia J, Li X, Wang L, Wang Y, Hu H, Shen Z, Jiang Y. Potential Use of Wet Scrubbers for the Removal of Tobacco Dust Particles in the Tobacco Industry. Atmosphere. 2022; 13(3):380. https://doi.org/10.3390/atmos13030380
Chicago/Turabian StyleZhao, Xinli, Jifeng Jia, Xiaochuan Li, Li Wang, Yuyao Wang, Haibin Hu, Zhiyuan Shen, and Yefeng Jiang. 2022. "Potential Use of Wet Scrubbers for the Removal of Tobacco Dust Particles in the Tobacco Industry" Atmosphere 13, no. 3: 380. https://doi.org/10.3390/atmos13030380
APA StyleZhao, X., Jia, J., Li, X., Wang, L., Wang, Y., Hu, H., Shen, Z., & Jiang, Y. (2022). Potential Use of Wet Scrubbers for the Removal of Tobacco Dust Particles in the Tobacco Industry. Atmosphere, 13(3), 380. https://doi.org/10.3390/atmos13030380