Brine Recycling from Industrial Textile Wastewater Treated by Ozone. By-Products Accumulation. Part 2: Scaling-Up





Abstract
:1. Introduction
2. Experimental
2.1. Materials
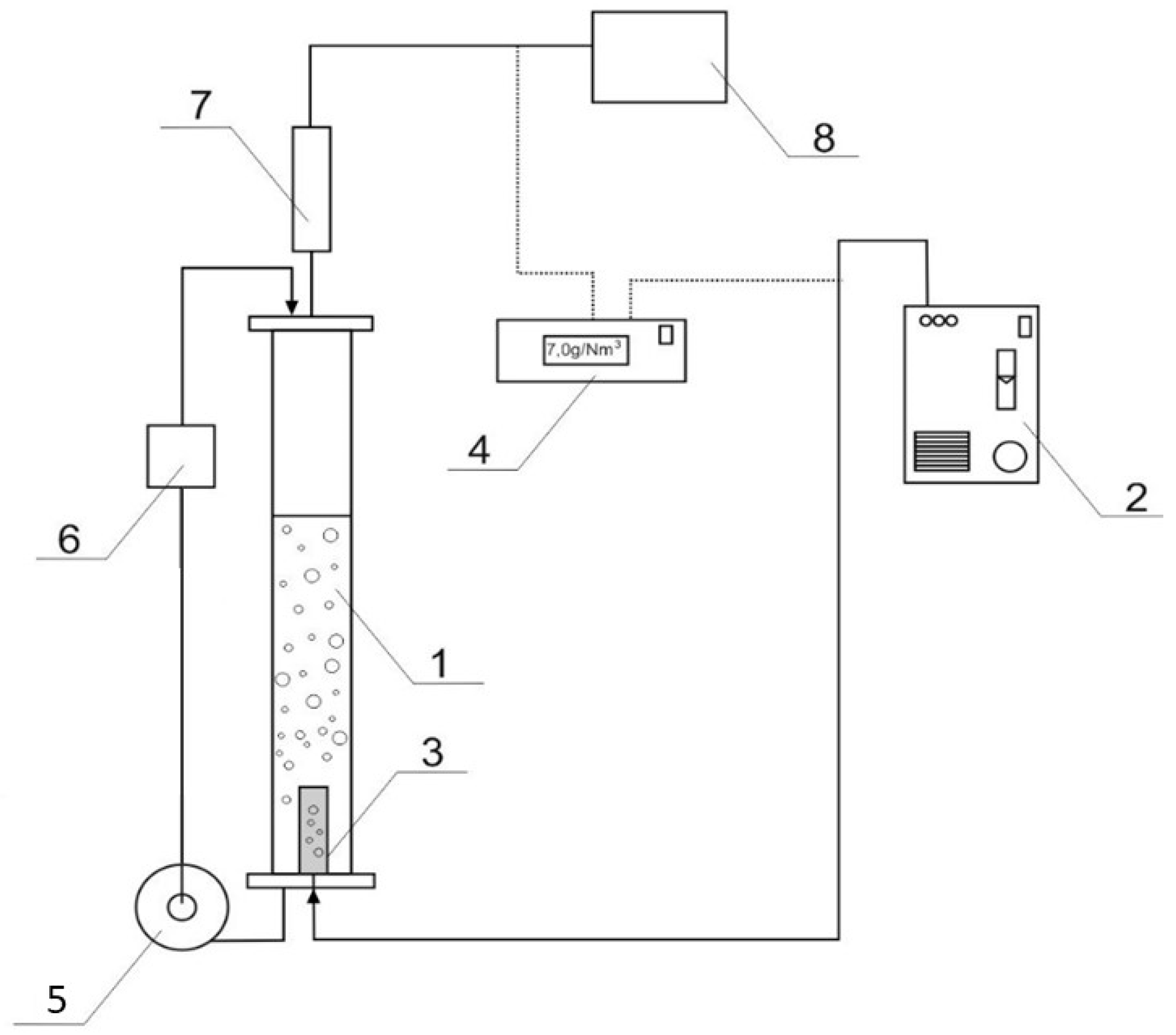
2.2. Experimental Procedure
2.3. Analytical Methods
3. Results and Discussion
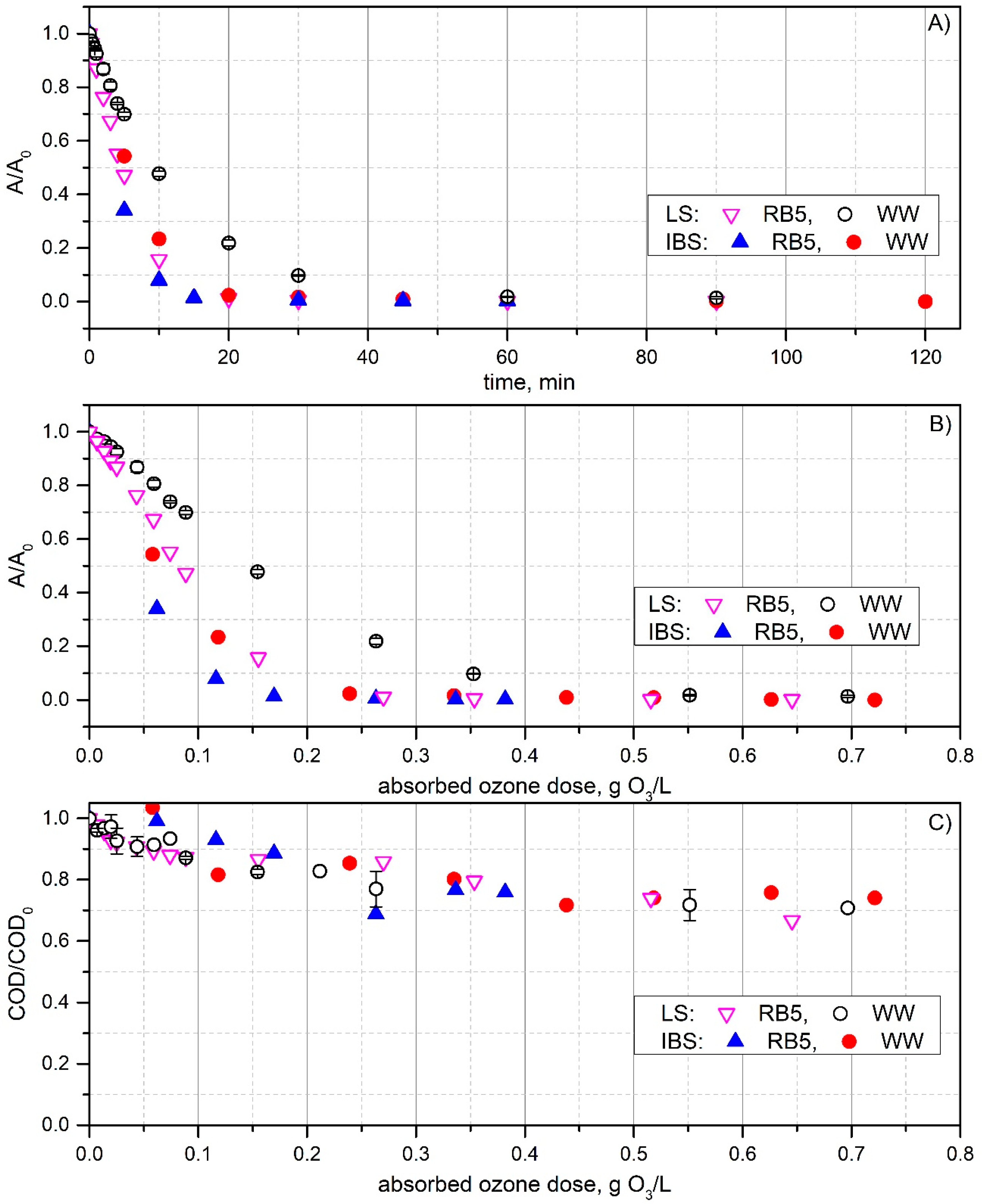
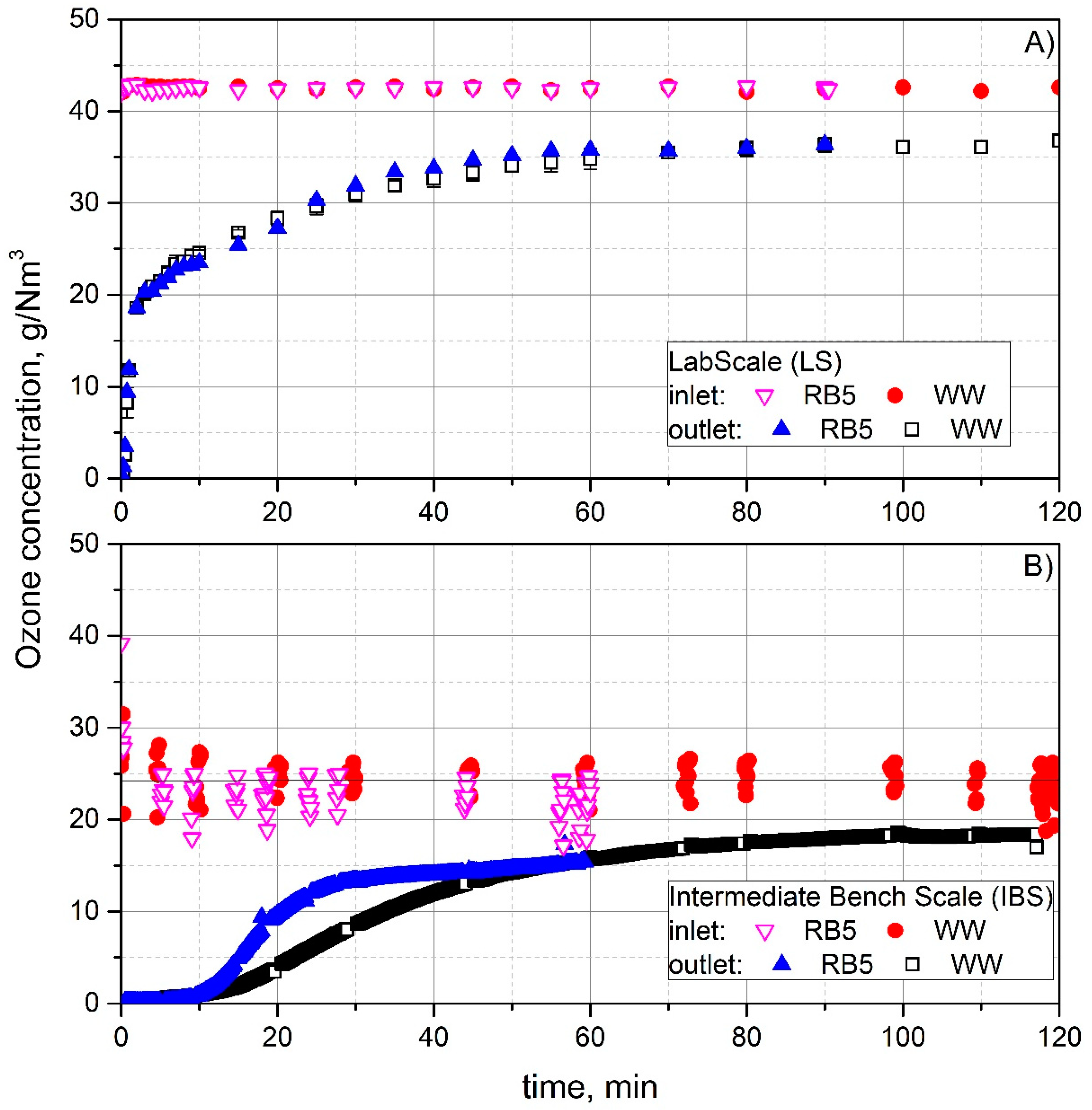
3.1. Ozonation
3.2. Re-Dyeing
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Correia, V.M.; Stephenson, T.; Judd, S.J. Characterisation of textile wastewaters—A review. Environ. Technol. U. K. 1994, 15, 917–929. [Google Scholar] [CrossRef]
- Kalliala, E.; Talvenmaa, P. Environmental profile of textile wet processing in Finland. J. Clean. Prod. 2000, 8, 143–154. [Google Scholar] [CrossRef]
- Ghaly, A.; Ananthashankar, R.; Alhattab, M.; Ramakrishnan, V. Production, characterization and treatment of textile effluents: A critical review. J. Chem. Eng. Process Technol. 2013, 5, 1–19. [Google Scholar] [CrossRef]
- Dos Santos, A.B.; Cervantes, F.L.; van Lier, J.B. Review paper on current technologies for decolourisation of textile wastewaters: Perspectives for anaerobic biotechnology. Bioresour. Technol. 2007, 98, 2369–2385. [Google Scholar] [CrossRef] [PubMed]
- Allègre, C.; Moulin, P.; Maisseu, M.; Charbit, F. Treatment and reuse of reactive dyeing effluents. J. Memb. Sci. 2006, 269, 15–34. [Google Scholar] [CrossRef]
- Bisschops, I.; Spanjers, H. Literature review on textile wastewater characterisation. Environ. Technol. (UK) 2003, 24, 1399–1411. [Google Scholar] [CrossRef] [PubMed]
- Bhatia, D.; Sharma, N.R.; Kanwar, R.; Singh, J. Physicochemical assessment of industrial textile effluents of Punjab (India). Appl. Water Sci. 2018, 8, 83. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO 105-J03:2009—Textiles—Tests for Colour Fastness—Part J03: Calculation of Colour Differences. 2009. Available online: https://www.iso.org/standard/51385.html (accessed on 16 December 2018).
- Bilińska, L.; Gmurek, M.; Ledakowicz, S. Textile wastewater treatment by AOPs for brine reuse. Process Saf. Environ. Prot. 2017, 9, 420–428. [Google Scholar] [CrossRef]
- Colindres, P.; Yee-Madeira, H.; Reguera, E. Removal of Reactive Black 5 from aqueous solution by ozone for water reuse in textile dyeing processes. Desalination 2010, 258, 154–158. [Google Scholar] [CrossRef]
- Bamperng, S.; Suwannachart, T.; Atchariyawut, S.; Jiraratananon, R. Ozonation of dye wastewater by membrane contactor using PVDF and PTFE membranes. Sep. Purif. Technol. 2010, 72, 186–193. [Google Scholar] [CrossRef]
- European Parliament. Directive 2002/61/EC of the European Parliament and of the Council of 19 July 2002 Amending for the Nineteenth Time Council Directive 76/769/EEC Relating to Restrictions on the Marketing and Use of Certain Dangerous Substances and Preparations (Azocolourants)—EU Law and Publications, EU Publications. 2002. Available online: https://publications.europa.eu/en/publication-detail/-/publication/d50cd433-e31a-468e-9ed1-d94d2ecbdb56/language-en (accessed on 15 August 2018).
- International Organization for Standardization (ISO). ISO 105-C06:2010—Textiles—Tests for Colour Fastness—Part C06: Colour Fastness to Domestic and Commercial Laundering. n.d. Available online: https://www.iso.org/standard/51276.html (accessed on 16 December 2018).
- International Organization for Standardization (ISO). ISO 105-E04:2013—Textiles—Tests for Colour Fastness—Part E04: Colour Fastness to Perspiration. n.d. Available online: https://www.iso.org/standard/57973.html (accessed on 20 December 2018).
- International Organization for Standardization (ISO). ISO 105-X12:2016—Textiles—Tests for Colour Fastness—Part X12: Colour Fastness to Rubbing. n.d. Available online: https://www.iso.org/standard/65207.html (accessed on 20 December 2018).




{kind=link}
{kind=link}
{kind=link}
| Wastewater Characteristics | |||||
|---|---|---|---|---|---|
| A) Dyeing Bath Content | B) Dyeing Process Conditions | C) Wastewater Indicators | |||
| Setazol Black DPT (industrial RB5) | 5.36 g/L | Batch type | 85%Viscose 10%Polyester 5%Elastane | pH | 11.23 |
| Perigen LDR (SAA) | 0.76 g/L | Weight | 200 kg | conductivity | 78.41 mS/cm |
| NaCl | 65 g/L | Dyeing ratio | 1:14 | NaCl conc. | 45 g/L |
| Na2CO3 | 1.0 g/L | Bath volume | 2800 L | COD | 1715 mgO2/L |
| NaOH 50% (a.s.) | 1.95 g/L | Machine type | Thies TRD | Dye conc. | 470 mg/L |
| Re-Dyeing Type of Dye | Depth of Shade (%) | DECMC When Specified Ozone Dose Was Used | ||
|---|---|---|---|---|
| 0.55 g/L (LS) | 0.7 g/L (LS) | 0.72 g/L (IBS) | ||
| Synozol Yellow KHL | 1 | 0.48 | 0.68 | 0.97 |
| 2 | 0.56 | 0.8 | 0.99 | |
| Synozol Red K3BS150% | 1 | 1.09 | 0.89 | 0.66 |
| 2 | 1.20 | 1.05 | 0.87 | |
| Synozol Blue KBR | 1 | 0.65 | 0.21 | 0.49 |
| 2 | 0.15 | 0.51 | 0.63 | |
| Bezaktiv Turquois VG 150% | 1 | 1.07 | - | 0.34 |
| 2 | 0.8 | - | 0.61 | |
| Setazol Black DPT | 6 | 0.86 | 0.56 | - |
| 8 | 1.16 | 0.89 | 0.64 | |
| Number | Amine Type | CAS Number | Number | Amine Type | CAS Number |
|---|---|---|---|---|---|
| 1 | 4-aminodiphenyl | 92-67-1 | 12 | 3,3′-dimethylbenzidine | 119-93-7 |
| 2 | benzidine | 92-87-5 | 13 | 4,4′-methylenedi-o-toluidine | 838-88-0 |
| 3 | 4-chloro-o-toluidine | 95-69-2 | 14 | p-cresidine | 120-71-8 |
| 4 | 2-naphthylamine | 91-59-8 | 15 | 4,4′-methylene-bis-(2-chloro-aniline) | 101-14-4 |
| 5 | o-aminoazotoluene | 97-56-3 | 16 | 4,4′-oxydianiline | 101-80-4 |
| 6 | 5-nitro-o-toluidine | 99-55-8 | 17 | 4,4′-thiodidianiline | 139-65-1 |
| 7 | 4-chloroaniline | 106-47-8 | 18 | o-toluidine | 95-53-4 |
| 8 | 4-methoxy-m-phenylenediamine | 615-05-4 | 19 | 4-methyl-m-phenylenediamine | 95-80-7 |
| 9 | 4,4′-diaminodiphenylmethane | 101-77-9 | 20 | 2,4,5-trimethylaniline | 137-17-7 |
| 10 | 3,3′-dichlorobenzidine | 91-94-1 | 21 | o-anisidine | 90-04-0 |
| 11 | 3,3′-dimethoxybenzidine | 119-90-4 | 22 | 4-amino azobenzene | 60-09-3 |
| Re-Dyeing Type of Dye | Cadmium (Cd) mg/kg | Cobalt (Co) mg/kg | Copper (Cu) mg/kg | Nickel (Ni) mg/kg | ||||
|---|---|---|---|---|---|---|---|---|
| value | DL | value | DL | value | DL | value | DL | |
| Synozol Yellow KHL | UDL | 0.20 | UDL | 6.85 | UDL | 0.707 | UDL | 7.05 |
| Synozol Red K3BS150% | UDL | UDL | 0.84±0.026 | UDL | ||||
| Synozol Blue KBR | UDL | UDL | 11.07±0.34 | UDL | ||||
| Bezaktiv Turquois VG150% | UDL | UDL | 1.30±0.04 | UDL | ||||
| Setazol Black DPT | UDL | UDL | 1.01±0.031 | UDL | ||||
| Type of Sample | Deph of Shade (% w/w) | Fastness Against | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Washing 40 °C | Sweat Alkaline | Sweat Acidic | Rubbing Dry | ||||||
| Standard | Recycling | Standard | Recycling | Standard | Recycling | Standard | Recycling | ||
| Synozol Yellow KHL C.I. Reactive Yellow 145 | 1 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| 2 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | |
| Synozol Red K3-BS C.I. Reactive Red 195 | 1 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 |
| 2 | 4/5 | 4 | 4/5 | 4/5 | 4 | 4 | 4 | 4 | |
| Synozol Blue KBR C.I. Reactive Blue 221 | 1 | 4/5 | 4/5 | 5 | 5 | 5 | 4/5 | 4/5 | 4/5 |
| 2 | 4/5 | 4 | 5 | 5 | 5 | 4/5 | 4/5 | 4 | |
| Setazol Black DPT C.I. Reactive Black 5 | 6 | 5 | 5 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 |
| 8 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 | 3 | 4 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bilińska, L.; Blus, K.; Gmurek, M.; Żyłła, R.; Ledakowicz, S. Brine Recycling from Industrial Textile Wastewater Treated by Ozone. By-Products Accumulation. Part 2: Scaling-Up. Water 2019, 11, 233. https://doi.org/10.3390/w11020233
Bilińska L, Blus K, Gmurek M, Żyłła R, Ledakowicz S. Brine Recycling from Industrial Textile Wastewater Treated by Ozone. By-Products Accumulation. Part 2: Scaling-Up. Water. 2019; 11(2):233. https://doi.org/10.3390/w11020233
Chicago/Turabian StyleBilińska, Lucyna, Kazimierz Blus, Marta Gmurek, Renata Żyłła, and Stanisław Ledakowicz. 2019. "Brine Recycling from Industrial Textile Wastewater Treated by Ozone. By-Products Accumulation. Part 2: Scaling-Up" Water 11, no. 2: 233. https://doi.org/10.3390/w11020233
APA StyleBilińska, L., Blus, K., Gmurek, M., Żyłła, R., & Ledakowicz, S. (2019). Brine Recycling from Industrial Textile Wastewater Treated by Ozone. By-Products Accumulation. Part 2: Scaling-Up. Water, 11(2), 233. https://doi.org/10.3390/w11020233