
Slaughterhouse Wastewater Treatment: A Review on Recycling and Reuse Possibilities

 ,
,
Abstract
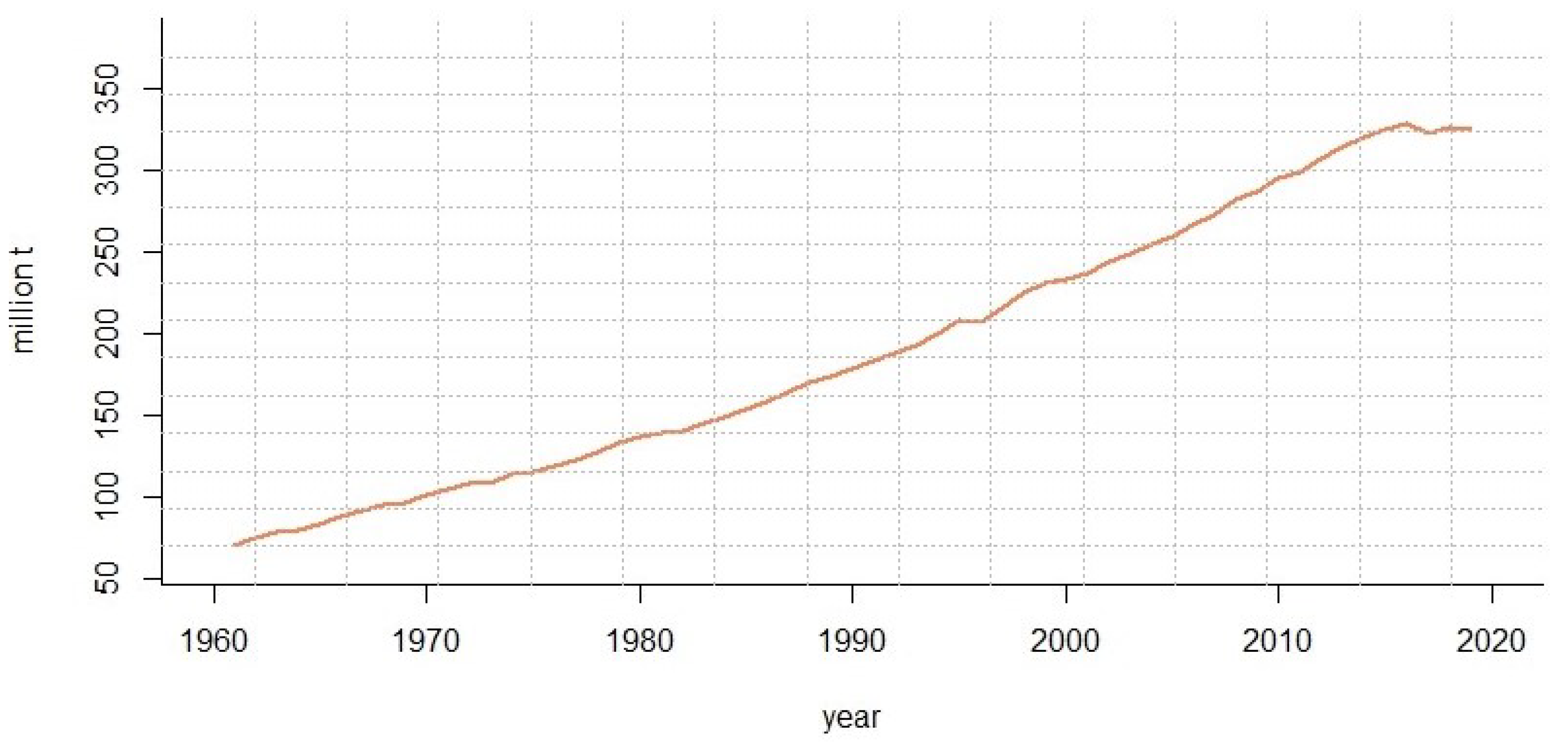
:1. Introduction
2. Materials and Methods
Literature Research
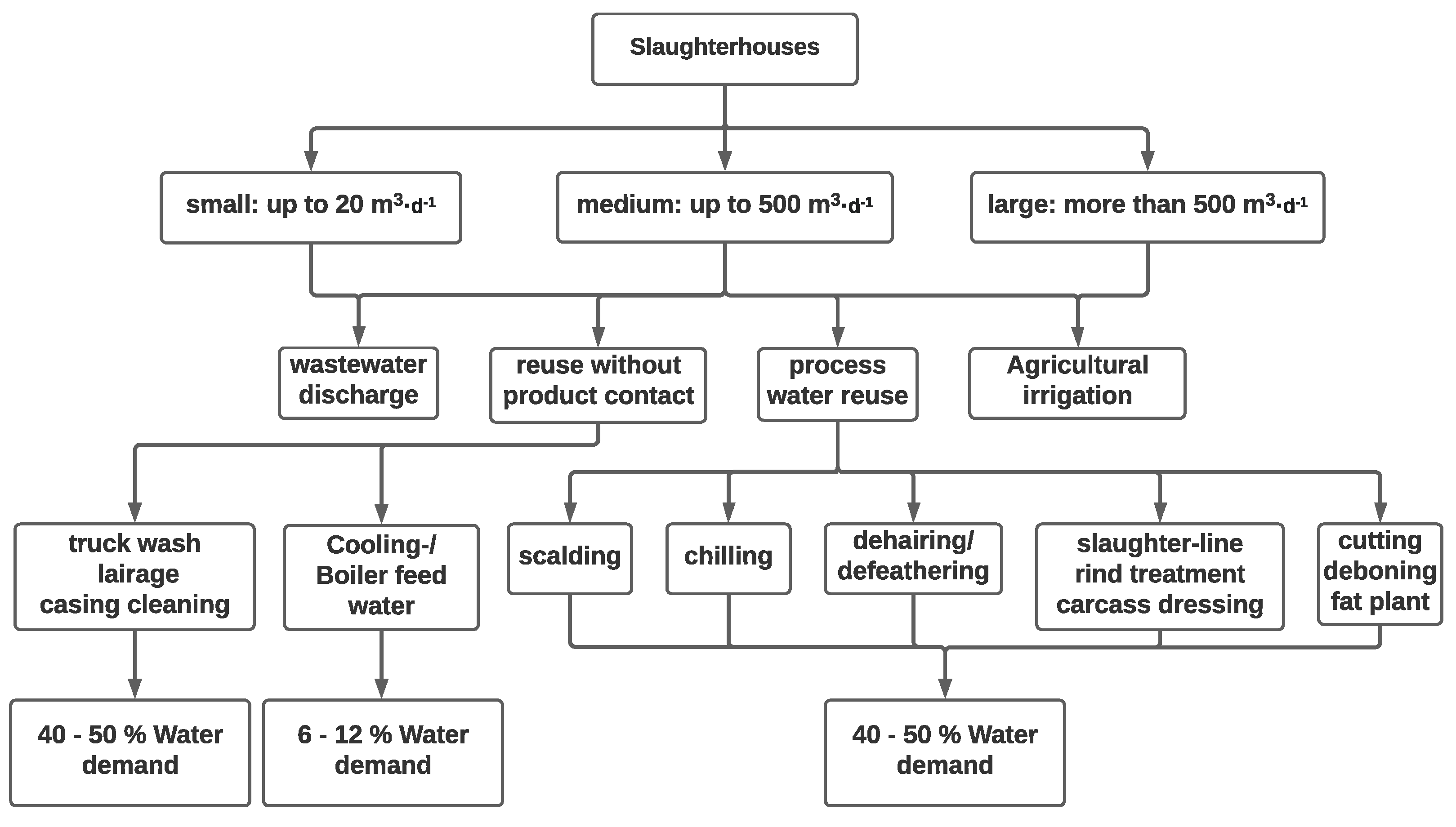
Assessment Tool
- Wastewater discharge;
- Process water reuse;
- Reuse without product contact;
- Agricultural irrigation.
3. Results
3.1. Slaughterhouse Wastewater Guidelines and Regulations
3.2. Slaughterhouse Wastewater Characteristics
- small: up to 20 m3·d−1;
- medium: up to 500 m3·d−1;
- large: more than 500 m3·d−1.
3.3. Slaughterhouse Wastewater Treatment
3.3.1. Physicochemical Treatment Methods
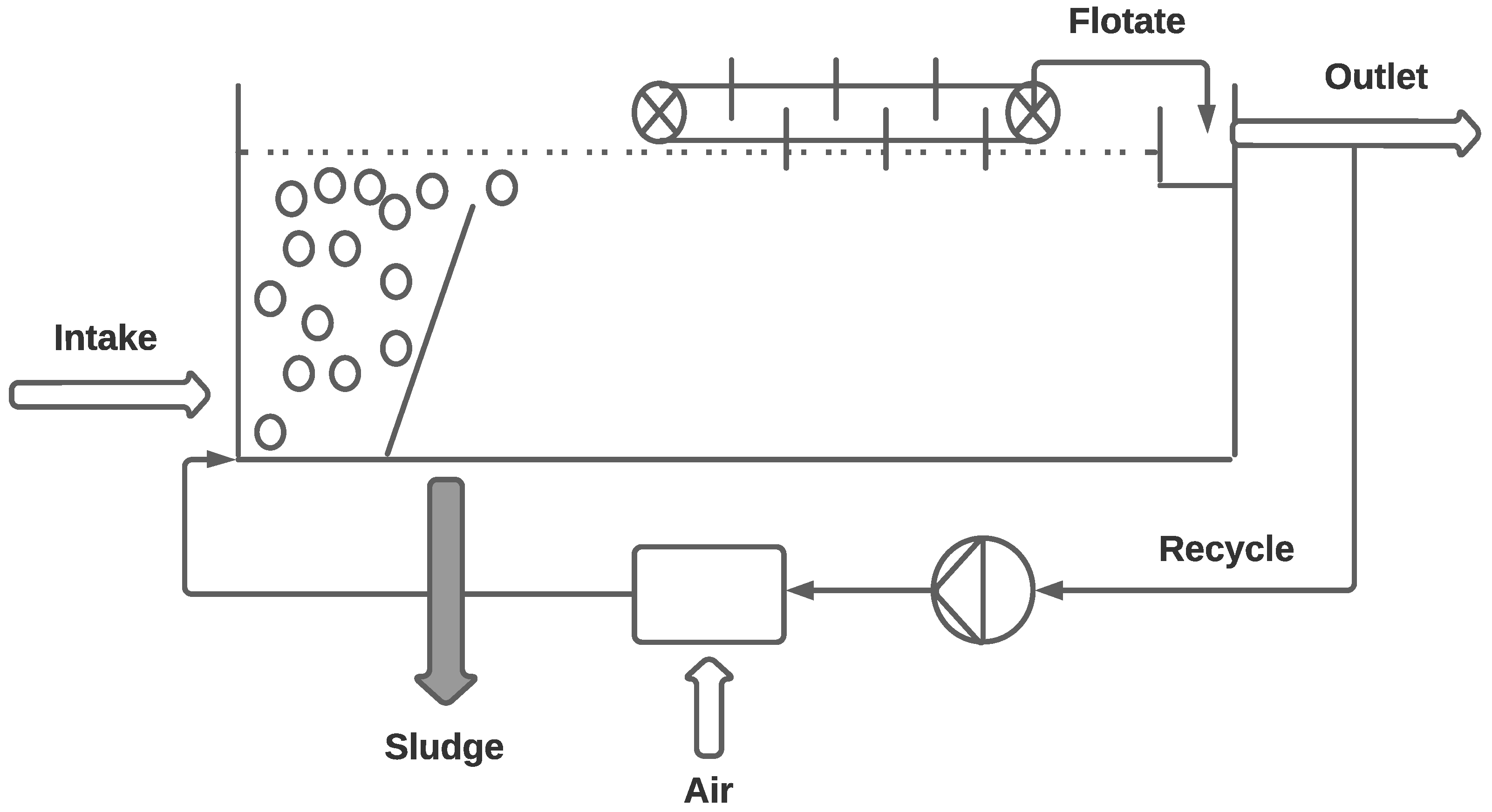
Dissolved Air Flotation
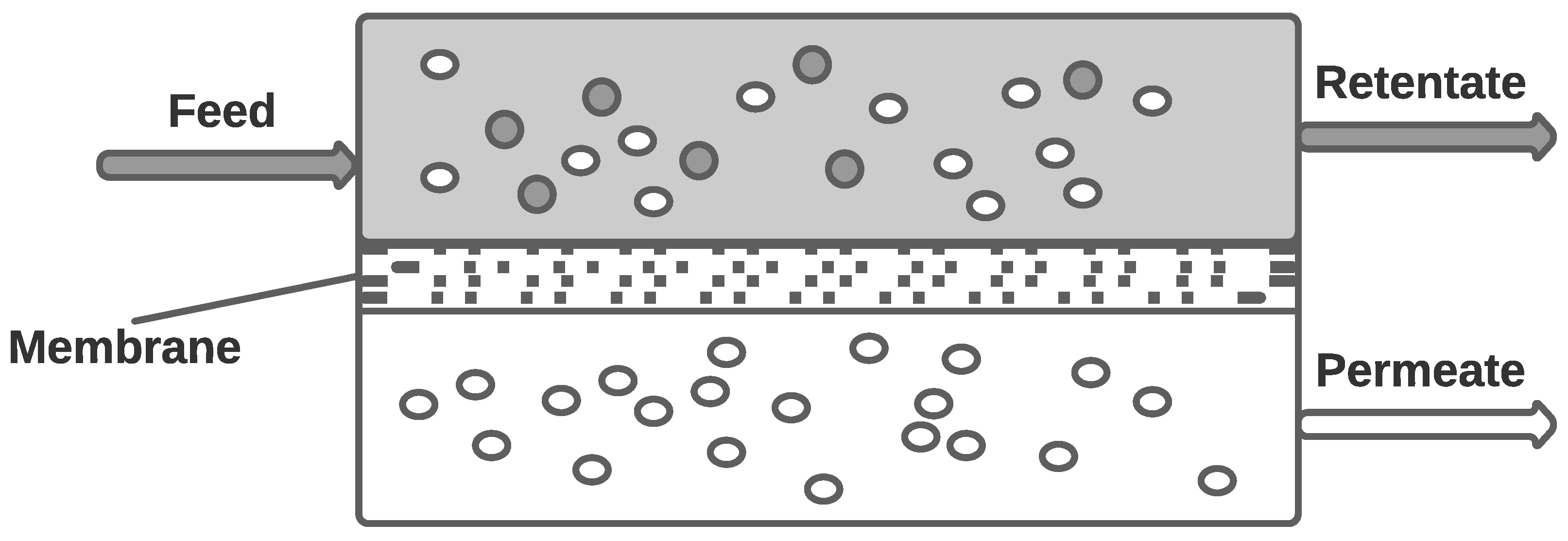
Ultrafiltration
Reverse Osmosis
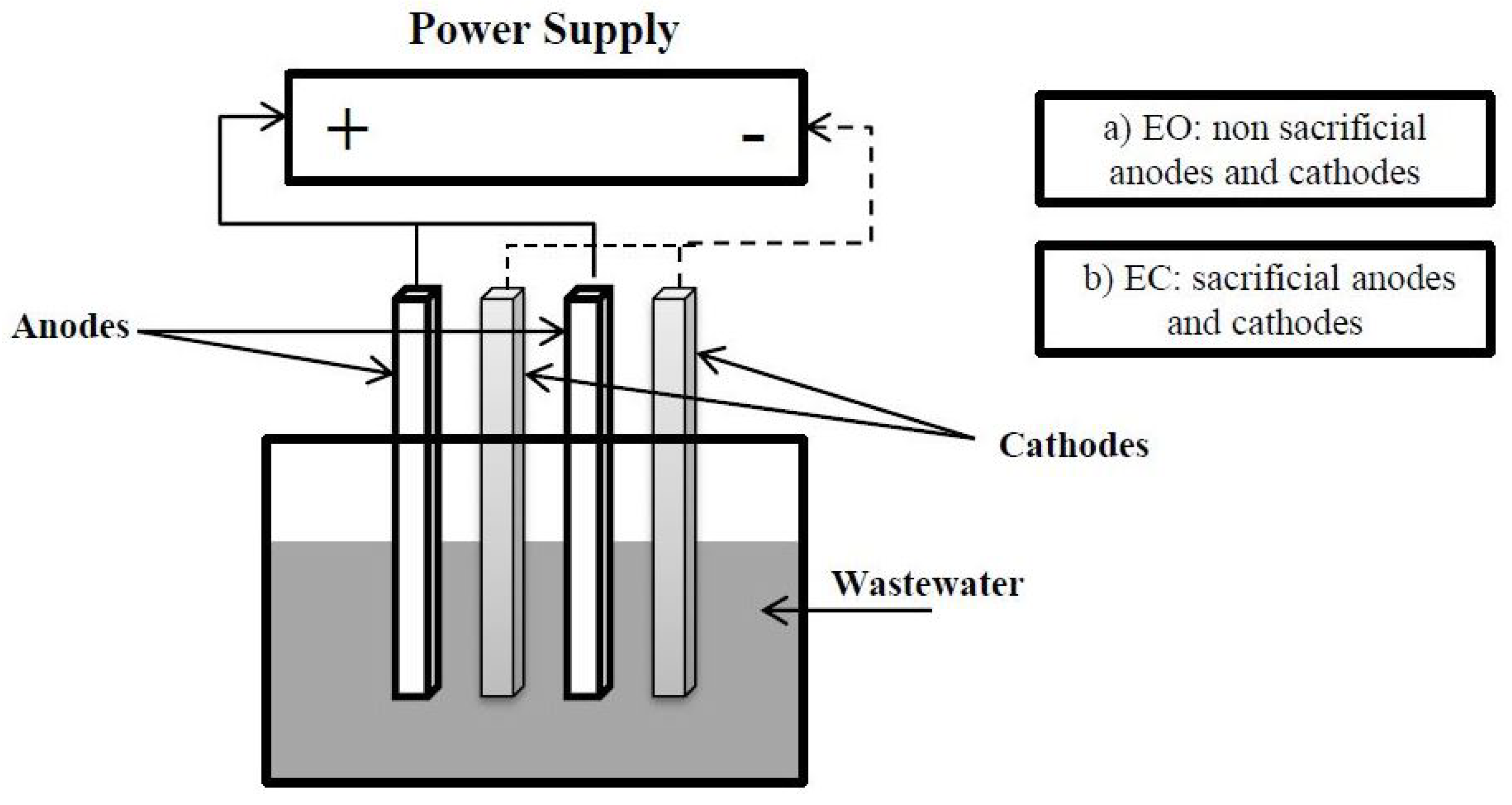
3.3.2. Electrochemical Treatment
Electrocoagulation
Electrochemical Oxidation
3.3.3. Biological Treatment
Activated Sludge Process
Anaerobic Treatment
Microalgal-Bacterial Process
4. Slaughterhouse Wastewater Recycling Opportunities
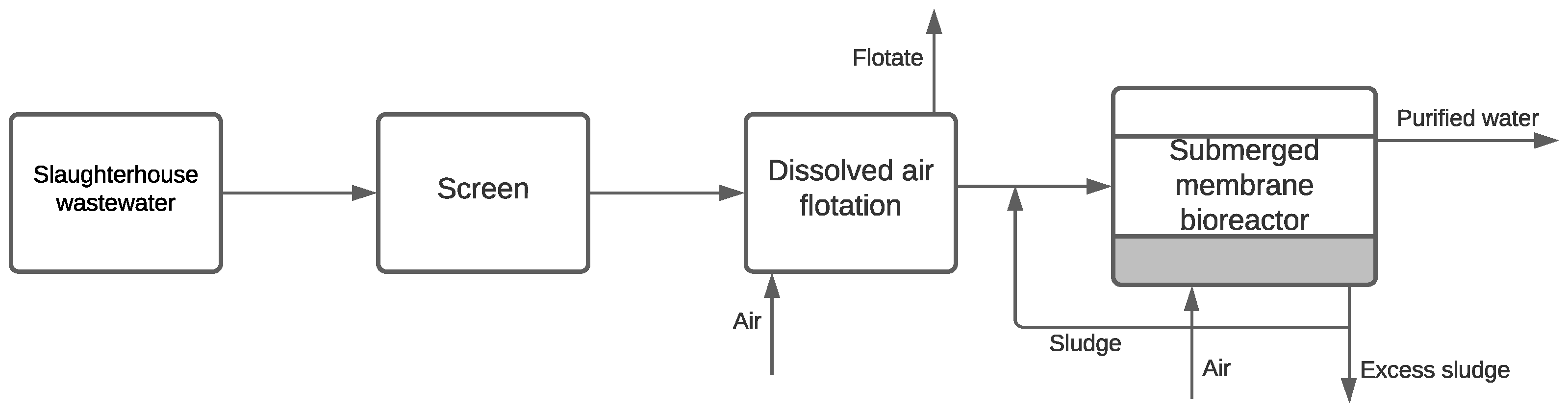
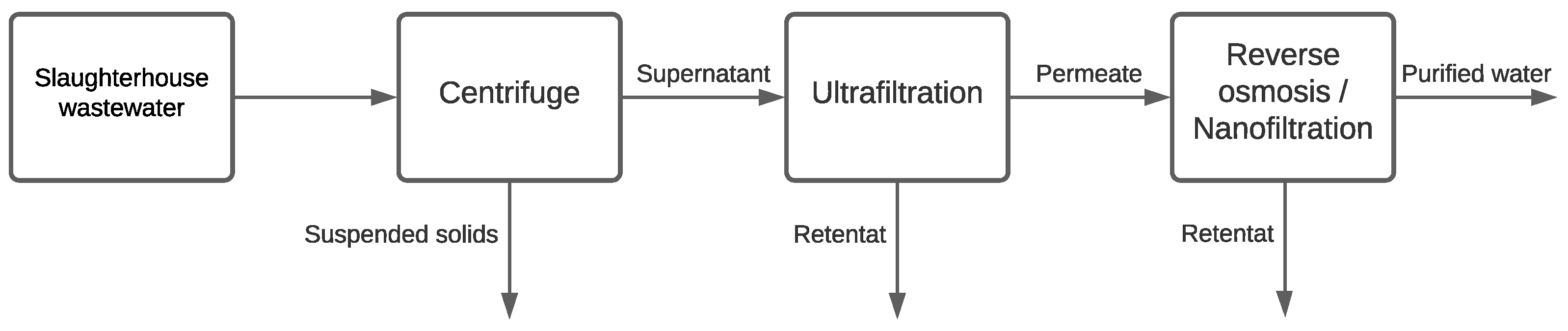
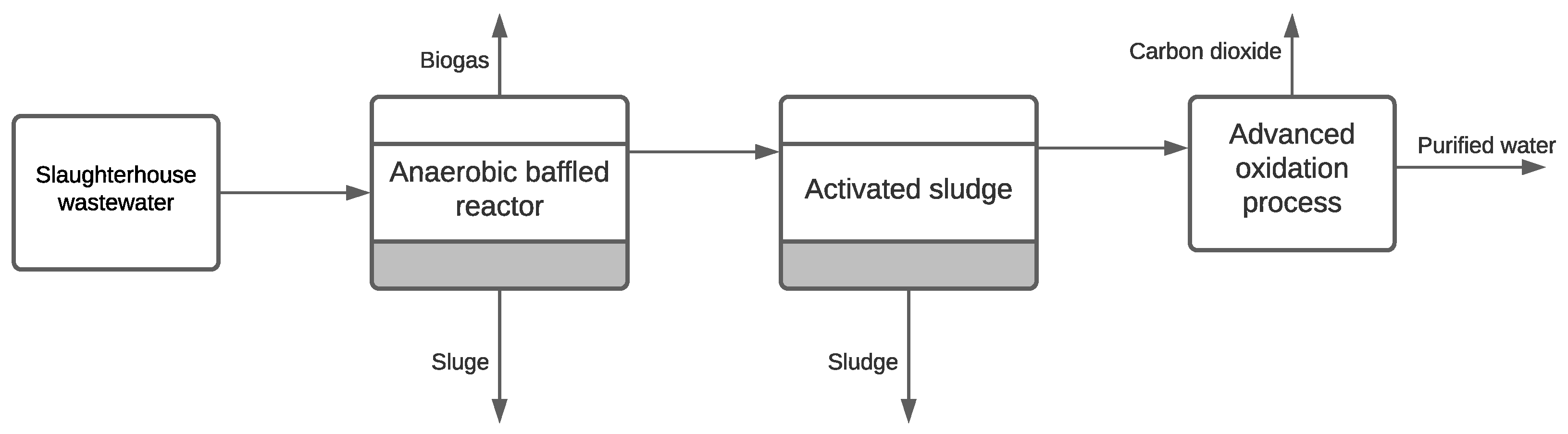
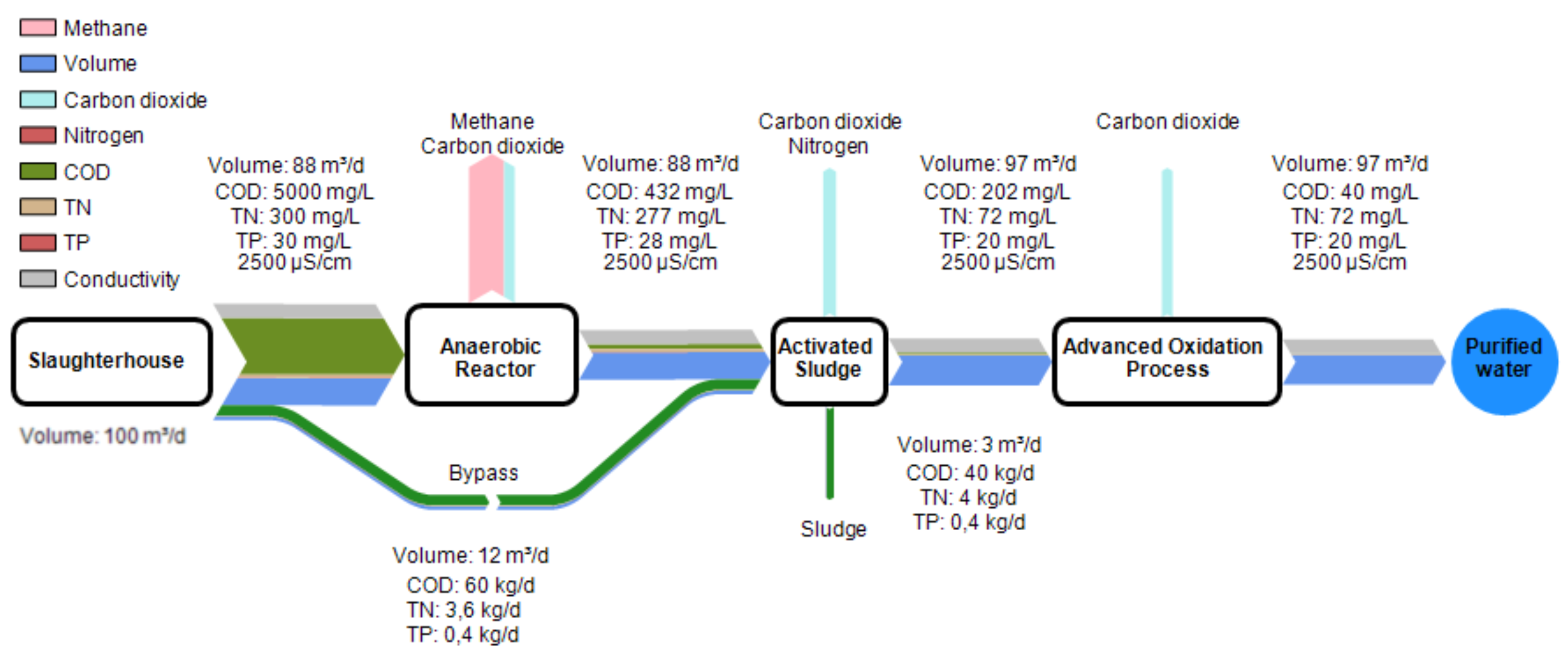
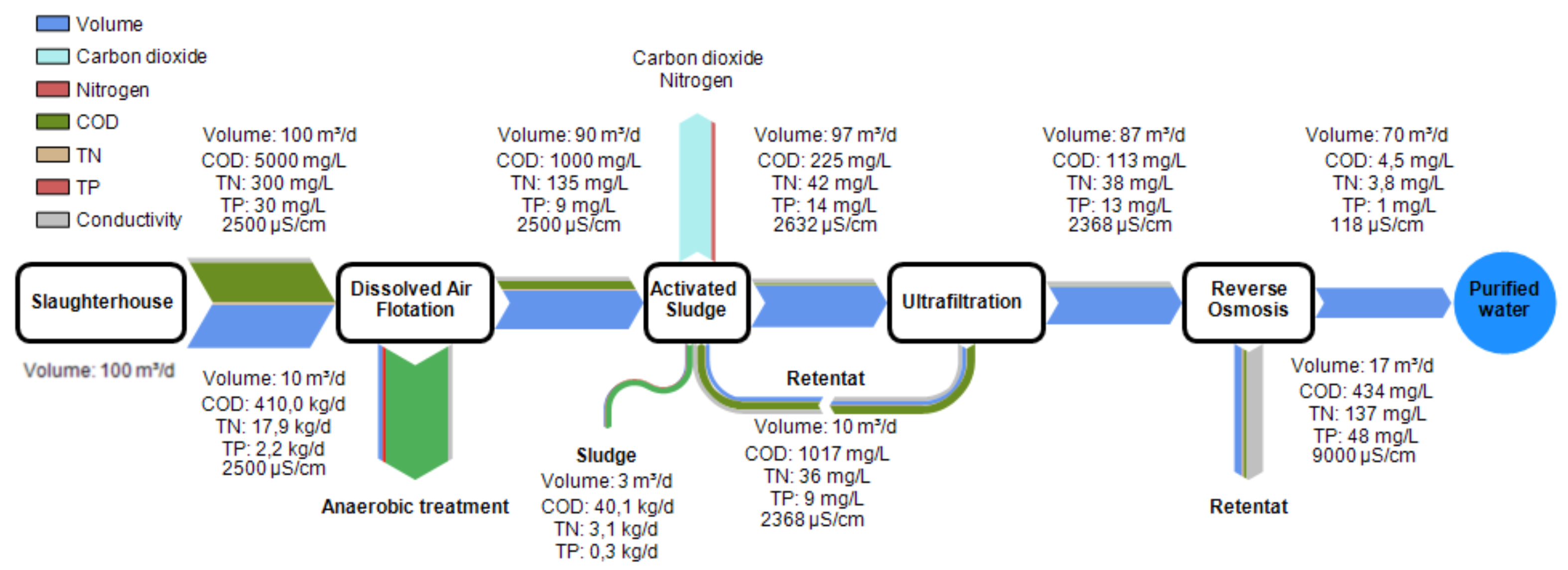
4.1. Combined Treatment Examples
4.2. Suggestions and Assessment for Slaughterhouse Wastewater Treatment
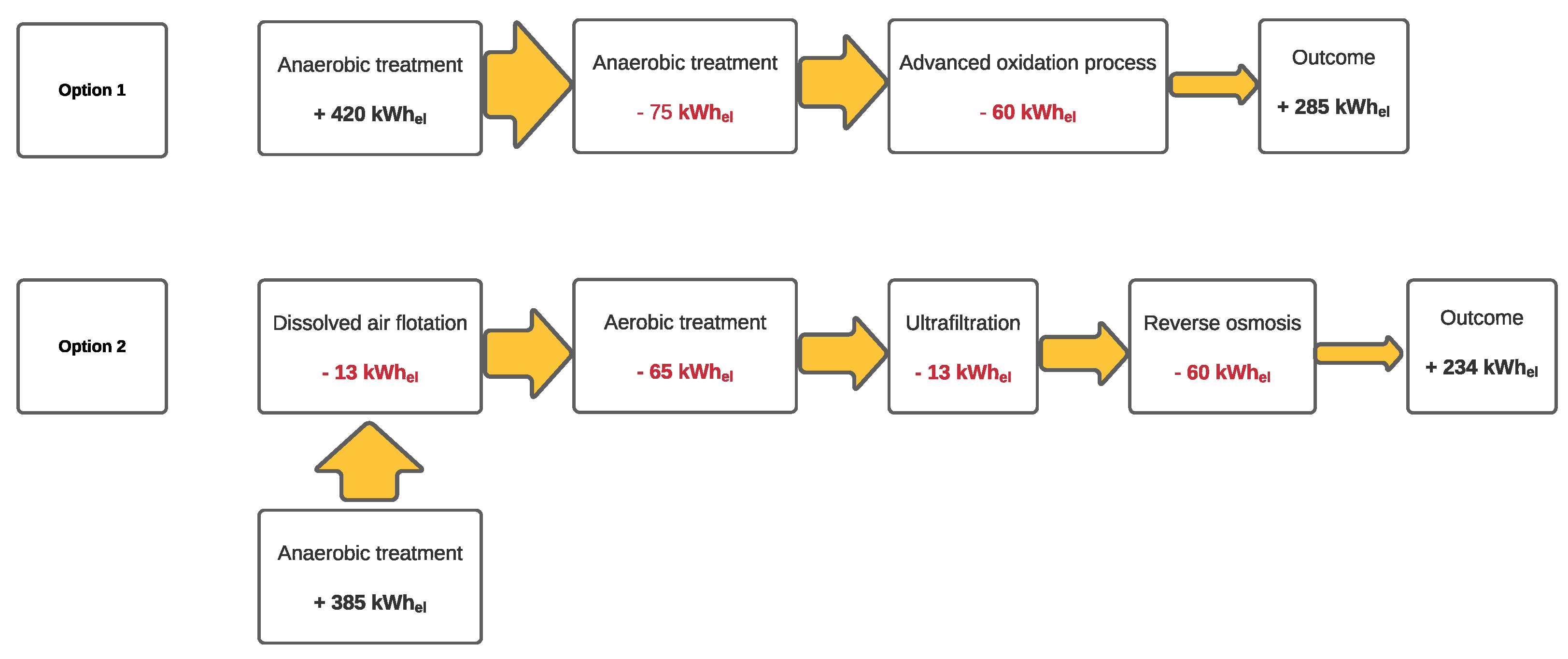
4.3. Energetic Assessment of the Processes
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| ABR | anaerobic baffled reactor |
| AS | activated sludge |
| BOD5 | biological oxygen demand |
| COD | chemical oxygen demand |
| DAF | dissolved air flotation |
| EC | electrocoagulation |
| EO | electrochemical oxidation |
| EOR | electrochemical oxidation/reduction |
| FOG | fat oil and grease |
| HRT | hydraulic retention time |
| MBBR | moving bed biofilm reactor |
| MBR | membrane bioreactor |
| MLSS | mixed liquorsuspended solids |
| MLVSS | mixed liquor volatile suspended solids |
| NF | nanofiltration |
| OLR | organic loading rate |
| PAC | polyaluminum chloride |
| PSHWW | poultry slaughterhouse wastewater |
| RO | reverse osmosis |
| SBR | sequencing batch reactor |
| SMBR | submerged membrane bioreactor |
| SWW | slaughterhouse wastewater |
| TN | total nitrogen |
| TOC | total organic carbon |
| TP | total phosphorus |
| TS | total solids |
| TSS | total suspended solids |
| UASB | upflow anaerobic sludge blanket |
| UF | ultrafiltration |
| VSS | volatile suspended solids |
References
- Feng, H.; Hu, L.; Mahmood, Q.; Fang, C.; Qiu, C.; Shen, D. Effects of temperature and feed strength on a carrier anaerobic baffled reactor treating dilute wastewater. Desalination 2009, 239, 111–121. [Google Scholar] [CrossRef]
- Leitao, R.; Vanhaandel, A.; Zeeman, G.; Lettinga, G. The effects of operational and environmental variations on anaerobic wastewater treatment systems: A review. Bioresour. Technol. 2006, 97, 1105–1118. [Google Scholar] [CrossRef] [PubMed]
- OECD. OECD-FAO Agricultural Outlook 2020–2029; OECD: Paris, France, 2020; Available online: https://www.oecd-ilibrary.org/agriculture-and-food/oecd-fao-agricultural-outlook-2020-2029_1112c23b-en (accessed on 1 October 2021).
- Hoekstra, A.Y.; Mekonnen, M.M. The water footprint of humanity. Proc. Natl. Acad. Sci. USA 2012, 109, 3232–3237. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bustillo-Lecompte, C.; Mehrvar, M. Slaughterhouse Wastewater: Treatment, Management and Resource Recovery. In Physico-Chemical Wastewater Treatment and Resource Recovery; InTech Open Access Publisher: London, UK, 2017; Available online: https://www.researchgate.net/publication/308633412_Slaughterhouse_Wastewater_Treatment_Management_and_Resource_Recovery (accessed on 1 October 2021).
- Bustillo-Lecompte, C.F.; Mehrvar, M. Slaughterhouse wastewater characteristics, treatment, and management in the meat processing industry: A review on trends and advances. J. Environ. Manag. 2015, 161, 287–302. [Google Scholar] [CrossRef] [PubMed]
- Johns, M. Developments in wastewater treatment in the meat processing industry: A review. Bioresour. Technol. 1995, 54, 203–216. [Google Scholar] [CrossRef]
- Hoekstra, A.Y.; Chapagain, A.K. Water footprints of nations: Water use by people as a function of their consumption pattern. Water Resour. Manag. 2006, 21, 35–48. [Google Scholar] [CrossRef]
- Compton, M.; Willis, S.; Rezaie, B.; Humes, K. Food processing industry energy and water consumption in the Pacific northwest. Innov. Food Sci. Emerg. Technol. 2018, 47, 371–383. [Google Scholar] [CrossRef]
- World Water Development. The United Nations World Water Development Report 2018—Nature-Based Solutions for Water; UNESCO Publishing: Paris, France, 2018. [Google Scholar]
- European IPPC Bureau. Reference Document on Best Available Techniques in the Slaughterhouses and Animal By-Products Industries; European IPPC Bureau: Seville, Spain, 2005; Available online: https://eippcb.jrc.ec.europa.eu/sites/default/files/2020-01/sa_bref_0505.pdf (accessed on 1 October 2021).
- Salminen, E.; Rintala, J. Anaerobic digestion of organic solid poultry slaughterhouse waste—A review. Bioresour. Technol. 2002, 83, 13–26. [Google Scholar] [CrossRef]
- Mittal, G. Treatment of wastewater from abattoirs before land application—A review. Bioresour. Technol. 2006, 97, 1119–1135. [Google Scholar] [CrossRef]
- Baker, B.R.; Mohamed, R.; Al-Gheethi, A.; Aziz, H.A. Advanced technologies for poultry slaughterhouse wastewater treatment: A systematic review. J. Dispers. Sci. Technol. 2020, 1–20. [Google Scholar] [CrossRef]
- Barbera, M.; Gurnari, G. Wastewater Treatment and Reuse in the Food Industry; Springer International Publishing: New York, NY, USA, 2018; Available online: https://link.springer.com/book/10.1007/978-3-319-68442-0#authorsandaffiliationsbook (accessed on 1 October 2021).
- Yaqub, M.; Lee, W. Zero-liquid discharge (ZLD) technology for resource recovery from wastewater: A review. Sci. Total Environ. 2019, 681, 551–563. [Google Scholar] [CrossRef]
- Wang, Y.; Serventi, L. Sustainability of dairy and soy processing: A review on wastewater recycling. J. Clean. Prod. 2019, 237, 117821. [Google Scholar] [CrossRef]
- Rosenwinkel, K.H.; Haun, U.A.; Köster, S.; Beier, M. Taschenbuch der Industrieabwasserreinigung, 2nd ed.; Vulkan Verlag GmbH: Essen, Germany, 2020. [Google Scholar]
- Bustillo-Lecompte, C.; Mehrvar, M.; Quiñones-Bolaños, E. Slaughterhouse Wastewater Characterization and Treatment: An Economic and Public Health Necessity of the Meat Processing Industry in Ontario, Canada. J. Geosci. Environ. Prot. 2016, 4, 175–186. [Google Scholar] [CrossRef] [Green Version]
- Nery, V.D.; Damianovic, M.H.Z.; Moura, R.B.; Pozzi, E.; Pires, E.C.; Foresti, E. Poultry slaughterhouse wastewater treatment plant for high quality effluent. Water Sci. Technol. 2015, 73, 309–316. [Google Scholar] [CrossRef]
- Vom Brocke, J.; Simons, A.; Niehaves, B.; Niehaves, B.; Riemer, K.; Plattfaut, R.; Cleven, A. Reconstructing the Giant: On the Importance of Rigour in Documenting the Literature Search Process. In Information Systems in a Globalising World: Challenges, Ethics and Practices, Proceedings of the ECIS 2009, 17th European Conference on Information Systems, Marrakech, Morocco, 15–17 June 2020; Newell, S., Whitley, E., Pouloudi, N., Wareham, J., Mathiassen, L., Eds.; Università di Verona, Facoltà di Economia, Departimento de Economia Aziendale: Verona, Italy, 2009; pp. 2206–2217. [Google Scholar]
- Federal Ministry for the Environment, Nature Conservation and Nuclear Safety, Germany. Promulgation of the New Version of the Ordinance on Requirements for the Discharge of Waste Water into Waters (Waste Water Ordinance—AbwV). 2004. Available online: https://www.bmu.de/en/law/waste-water-ordinance/ (accessed on 1 October 2021).
- Council of European Union. Council Directive 98/83/EC. 1998. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:31998L0083 (accessed on 1 October 2021).
- Casani, S.; Rouhany, M.; Knøchel, S. A discussion paper on challenges and limitations to water reuse and hygiene in the food industry. Water Res. 2005, 39, 1134–1146. [Google Scholar] [CrossRef]
- European-Commission-Joint-Research-Centre. Minimum Quality Requirements for Water Reuse in Agricultural Irrigation and Aquifer Recharge: Towards a Water Reuse Regulatory Instrument at EU Level; European-Commission-Joint-Research-Centre: Ispra, Italy, 2017; Available online: https://op.europa.eu/en/publication-detail/-/publication/abe4a99e-f4ef-11e7-be11-01aa75ed71a1/language-en (accessed on 1 October 2021).
- Council of European Union. Regulation (EU) 2020/741 of the European Parliament and of the Council of 25 May 2020 on Minimum Requirements for Water Reuse. 2020. Available online: https://eur-lex.europa.eu/legal-content/DE/TXT/PDF/?uri=CELEX:32020R0741&from=EN (accessed on 1 October 2021).
- DIN EN 12953-10:2003: Shell Boilers—Part 10: Requirements for Boiler Feedwater and Boiler Water Quality; 2003; Available online: https://webstore.ansi.org/Standards/DIN/DINEN12953102003#:~:text=DIN%20EN%2012953-10%3A2003%20Shell%20boilers%20-%20Part%2010%3A,for%20the%20generation%20of%20steam%20and%2For%20hot%20water (accessed on 1 October 2021).
- Sneeringer, S. Effects of Environmental Regulation on Economic Activity and Pollution in Commercial Agriculture. BE J. Econ. Anal. Policy 2009, 9, 1–35. [Google Scholar] [CrossRef]
- Council of European Union. Urban Wastewater Treatment Directive 91/271/EEC. 1991. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:31991L0271&from=EN (accessed on 1 October 2021).
- US Environmental Protection Agency. Effluent Limitations Guidelines and New Source Performance Standards for the Meat and Poultry Products Point Source Category; Final Rule; Federal Register; United States Environmental Protection Agency (USEPA) Federation Registration: Washington, DC, USA, 2004; Volume 69, pp. 54476–54555. Available online: https://www.federalregister.gov/documents/2004/09/08/04-12017/effluent-limitations-guidelines-and-new-source-performance-standards-for-the-meat-and-poultry (accessed on 1 October 2021).
- Chinese Ministry of Environmental Protection. Integrated Wastewater Discharge Standard (GB 8978-1996). 1996. Available online: http://extwprlegs1.fao.org/docs/pdf/chn136761.pdf (accessed on 1 October 2021).
- Bundesministeriums der Justiz und für Verbraucherschutz. Verordnung über Anforderungen an das Einleiten von Abwasser in Gewässer (Abwasserverordnung—AbwV). 2020. Available online: https://www.gesetze-im-internet.de/abwv/index.html (accessed on 1 October 2021).
- Sroka, E.; Kamiński, W.; Bohdziewicz, J. Biological treatment of meat industry wastewater. Desalination 2004, 162, 85–91. [Google Scholar] [CrossRef]
- Pereira, M.S.; Borges, A.C.; Muniz, G.L.; Heleno, F.F.; Faroni, L.R.D. Dissolved air flotation optimization for treatment of dairy effluents with organic coagulants. J. Water Process. Eng. 2020, 36, 101270. [Google Scholar] [CrossRef]
- UBA. BAT Reference Document Slaughterhouses and Animals By-Products Industries; 2003; Available online: https://eippcb.jrc.ec.europa.eu/reference/slaughterhouses-and-animals-products-industries (accessed on 1 October 2021).
- Pons, M.; Spanjers, H.; Baetens, D.; Nowak, O.; Gillot, S.; Nouwen, J.; Schuttinga, N. Wastewater Characteristics in Europe—A Survey. Eur. Water Manag. Online 2004, 4, 1–10. [Google Scholar]
- Land, T.M.S.; Veit, M.T.; da Cunha Gonçalves, G.; Palácio, S.M.; Barbieri, J.C.Z.; de Oliveira Cardoso Nascimento, C.; Campos, E.G.P. Evaluation of a Coagulation/Flocculation Process as the Primary Treatment of Fish Processing Industry Wastewater. Water Air Soil Pollut. 2020, 231, 452. [Google Scholar] [CrossRef]
- Ruiz, I.; Veiga, M.; de Santiago, P.; Blázquez, R. Treatment of slaughterhouse wastewater in a UASB reactor and an anaerobic filter. Bioresour. Technol. 1997, 60, 251–258. [Google Scholar] [CrossRef]
- Tritt, W.; Schuchardt, F. Materials flow and possibilities of treating liquid and solid wastes from slaughterhouses in Germany. A review. Bioresour. Technol. 1992, 41, 235–245. [Google Scholar] [CrossRef]
- Debik, E.; Coskun, T. Use of the Static Granular Bed Reactor (SGBR) with anaerobic sludge to treat poultry slaughterhouse wastewater and kinetic modeling. Bioresour. Technol. 2009, 100, 2777–2782. [Google Scholar] [CrossRef] [PubMed]
- Shao, B.; Chen, D.; Zhang, J.; Wu, Y.; Sun, C. Determination of 76 pharmaceutical drugs by liquid chromatography–tandem mass spectrometry in slaughterhouse wastewater. J. Chromatogr. A 2009, 1216, 8312–8318. [Google Scholar] [CrossRef]
- Carvalho, P.N.; Pirra, A.; Basto, M.C.P.; Almeida, C.M.R. Activated sludge systems removal efficiency of veterinary pharmaceuticals from slaughterhouse wastewater. Environ. Sci. Pollut. Res. 2013, 20, 8790–8800. [Google Scholar] [CrossRef]
- Dlangamandla, C.; Ntwampe, S.K.O.; Basitere, M. A bioflocculant-supported dissolved air flotation system for the removal of suspended solids, lipids and protein matter from poultry slaughterhouse wastewater. Water Sci. Technol. 2018, 78, 452–458. [Google Scholar] [CrossRef]
- Manjunath, N. Treatment of wastewater from slaughterhouse by DAF-UASB system. Water Res. 2000, 34, 1930–1936. [Google Scholar] [CrossRef]
- Wandera, D.; Husson, S.M. Assessment of fouling-resistant membranes for additive-free treatment of high-strength wastewaters. Desalination 2013, 309, 222–230. [Google Scholar] [CrossRef]
- de Nardi, I.; Fuzi, T.; Nery, V.D. Performance evaluation and operating strategies of dissolved-air flotation system treating poultry slaughterhouse wastewater. Resour. Conserv. Recycl. 2008, 52, 533–544. [Google Scholar] [CrossRef]
- Behin, J.; Bahrami, S. Modeling an industrial dissolved air flotation tank used for separating oil from wastewater. Chem. Eng. Process. Process. Intensif. 2012, 59, 1–8. [Google Scholar] [CrossRef]
- Malmali, M.; Askegaard, J.; Sardari, K.; Eswaranandam, S.; Sengupta, A.; Wickramasinghe, S.R. Evaluation of ultrafiltration membranes for treating poultry processing wastewater. J. Water Process. Eng. 2018, 22, 218–226. [Google Scholar] [CrossRef]
- Melin, T.; Rautenbach, R. Membranverfahren: Grundlagen der Modul- und Anlagenauslegung; Springer: Berlin/Heidelberg, Germany, 2004. [Google Scholar]
- Meiramkulova, K.; Temirbekova, A.; Saspugayeva, G.; Kydyrbekova, A.; Devrishov, D.; Tulegenova, Z.; Aubakirova, K.; Kovalchuk, N.; Meirbekov, A.; Mkilima, T. Performance of a Combined Treatment Approach on the Elimination of Microbes from Poultry Slaughterhouse Wastewater. Sustainability 2021, 13, 3467. [Google Scholar] [CrossRef]
- Sardari, K.; Askegaard, J.; Chiao, Y.H.; Darvishmanesh, S.; Kamaz, M.; Wickramasinghe, S.R. Electrocoagulation followed by ultrafiltration for treating poultry processing wastewater. J. Environ. Chem. Eng. 2018, 6, 4937–4944. [Google Scholar] [CrossRef]
- Rudolph, G.; Schagerlöf, H.; Krogh, K.M.; Jönsson, A.S.; Lipnizki, F. Investigations of Alkaline and Enzymatic Membrane Cleaning of Ultrafiltration Membranes Fouled by Thermomechanical Pulping Process Water. Membranes 2018, 8, 91. [Google Scholar] [CrossRef] [Green Version]
- Avula, R.Y.; Nelson, H.M.; Singh, R.K. Recycling of poultry process wastewater by ultrafiltration. Innov. Food Sci. Emerg. Technol. 2009, 10, 1–8. [Google Scholar] [CrossRef]
- Marchesi, C.M.; Paliga, M.; Oro, C.E.D.; Dallago, R.M.; Zin, G.; Luccio, M.D.; Oliveira, J.V.; Tres, M.V. Use of membranes for the treatment and reuse of water from the pre-cooling system of chicken carcasses. Environ. Technol. 2019, 42, 126–133. [Google Scholar] [CrossRef] [PubMed]
- Coskun, T.; Debik, E.; Kabuk, H.A.; Demir, N.M.; Basturk, I.; Yildirim, B.; Temizel, D.; Kucuk, S. Treatment of poultry slaughterhouse wastewater using a membrane process, water reuse, and economic analysis. Desalin. Water Treat. 2015, 57, 4944–4951. [Google Scholar] [CrossRef]
- Racar, M.; Dolar, D.; Špehar, A.; Košutić, K. Application of UF/NF/RO membranes for treatment and reuse of rendering plant wastewater. Process. Saf. Environ. Prot. 2017, 105, 386–392. [Google Scholar] [CrossRef]
- Cristóvão, R.O.; Botelho, C.M.; Martins, R.J.; Loureiro, J.M.; Boaventura, R.A. Fish canning industry wastewater treatment for water reuse—A case study. J. Clean. Prod. 2015, 87, 603–612. [Google Scholar] [CrossRef]
- Ezugbe, E.O.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef]
- Götz, G.; Teschke, P.; Netzel, L.; Geißen, S.U. Zero Liquid Discharge für eine abwasserfreie Industrieproduktion. Chem. Ing. Tech. 2019, 91, 1480–1485. [Google Scholar] [CrossRef]
- Zarei, A.; Biglari, H.; Mobini, M.; Dargahi, A.; Ebrahimzadeh, G.; Narooie, M.; Mehrizi, E.; Yari, A.; Mohammadi, M.J.; Baneshi, M.M.; et al. Disinfecting Poultry Slaughterhouse Wastewater Using Copper Electrodes in the Electrocoagulation Process. Pol. J. Environ. Stud. 2018, 27, 1907–1912. [Google Scholar] [CrossRef]
- Paulista, L.O.; Presumido, P.H.; Theodoro, J.D.P.; Pinheiro, A.L.N. Efficiency analysis of the electrocoagulation and electroflotation treatment of poultry slaughterhouse wastewater using aluminum and graphite anodes. Environ. Sci. Pollut. Res. 2018, 25, 19790–19800. [Google Scholar] [CrossRef]
- Thirugnanasambandham, K.; Sivakumar, V.; Maran, J.P. Response surface modelling and optimization of treatment of meat industry wastewater using electrochemical treatment method. J. Taiwan Inst. Chem. Eng. 2015, 46, 160–167. [Google Scholar] [CrossRef]
- Orssatto, F.; Tavares, M.H.F.; da Silva, F.M.; Eyng, E.; Biassi, B.F.; Fleck, L. Optimization of the pretreatment of wastewater from a slaughterhouse and packing plant through electrocoagulation in a batch reactor. Environ. Technol. 2016, 38, 2465–2475. [Google Scholar] [CrossRef] [PubMed]
- Eryuruk, K.; Un, U.T.; Ogutveren, U.B. Electrochemical treatment of wastewaters from poultry slaughtering and processing by using iron electrodes. J. Clean. Prod. 2018, 172, 1089–1095. [Google Scholar] [CrossRef]
- Shestakova, M.; Sillanpää, M. Electrode materials used for electrochemical oxidation of organic compounds in wastewater. Rev. Environ. Sci. Bio/Technol. 2017, 16, 223–238. [Google Scholar] [CrossRef]
- Abdelhay, A.; Jum’h, I.; Abdulhay, E.; Al-Kazwini, A.; Alzubi, M. Anodic oxidation of slaughterhouse wastewater on boron-doped diamond: Process variables effect. Water Sci. Technol. 2017, 76, 3227–3235. [Google Scholar] [CrossRef]
- Ozturk, D.; Yilmaz, A.E. Treatment of slaughterhouse wastewater with the electrochemical oxidation process: Role of operating parameters on treatment efficiency and energy consumption. J. Water Process. Eng. 2019, 31, 100834. [Google Scholar] [CrossRef]
- Ghazouani, M.; Akrout, H.; Jellali, S.; Bousselmi, L. Comparative study of electrochemical hybrid systems for the treatment of real wastewaters from agri-food activities. Sci. Total Environ. 2019, 647, 1651–1664. [Google Scholar] [CrossRef]
- Asselin, M.; Drogui, P.; Benmoussa, H.; Blais, J.F. Effectiveness of electrocoagulation process in removing organic compounds from slaughterhouse wastewater using monopolar and bipolar electrolytic cells. Chemosphere 2008, 72, 1727–1733. [Google Scholar] [CrossRef] [PubMed]
- Baddour, E.; Farhoud, N.; Sharholy, M.; Abdel-Magid, I. Biological treatment of poultry slaughterhouses wastewater by using aerobic moving bed biofilm reactor. Int. Res. J. Public Environ. Health 2016, 3, 96–106. [Google Scholar] [CrossRef]
- Rajab, A.R.; Salim, M.R.; Sohaili, J.; Anuar, A.N.; Salmiati; Lakkaboyana, S.K. Performance of integrated anaerobic/aerobic sequencing batch reactor treating poultry slaughterhouse wastewater. Chem. Eng. J. 2017, 313, 967–974. [Google Scholar] [CrossRef]
- Keskes, S.; Hmaied, F.; Gannoun, H.; Bouallagui, H.; Godon, J.J.; Hamdi, M. Performance of a submerged membrane bioreactor for the aerobic treatment of abattoir wastewater. Bioresour. Technol. 2012, 103, 28–34. [Google Scholar] [CrossRef] [PubMed]
- Musa, M.; Idrus, S.; Hasfalina, C.; Daud, N. Effect of Organic Loading Rate on Anaerobic Digestion Performance of Mesophilic (UASB) Reactor Using Cattle Slaughterhouse Wastewater as Substrate. Int. J. Environ. Res. Public Health 2018, 15, 2220. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Loganath, R.; Mazumder, D. Performance study on organic carbon, total nitrogen, suspended solids removal and biogas production in hybrid UASB reactor treating real slaughterhouse wastewater. J. Environ. Chem. Eng. 2018, 6, 3474–3484. [Google Scholar] [CrossRef]
- Chollom, M.N.; Rathilal, S.; Swalaha, F.M.; Bakare, B.F.; Tetteh, E.K. Comparison of response surface methods for the optimization of an upflow anaerobic sludge blanket for the treatment of slaughterhouse wastewater. Environ. Eng. Res. 2019, 25, 114–122. [Google Scholar] [CrossRef]
- Wang, S.; Hawkins, G.; Kiepper, B.; Das, K. Struvite Precipitation as a Means of Recovering Nutrients and Mitigating Ammonia Toxicity in a Two-Stage Anaerobic Digester Treating Protein-Rich Feedstocks. Molecules 2016, 21, 1011. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Hawkins, G.L.; Kiepper, B.H.; Das, K.C. Treatment of slaughterhouse blood waste using pilot scale two-stage anaerobic digesters for biogas production. Renew. Energy 2018, 126, 552–562. [Google Scholar] [CrossRef]
- Mohsenpour, S.F.; Hennige, S.; Willoughby, N.; Adeloye, A.; Gutierrez, T. Integrating micro-algae into wastewater treatment: A review. Sci. Total Environ. 2021, 752, 142168. [Google Scholar] [CrossRef]
- Zhang, M.; Ji, B.; Liu, Y. Microalgal-bacterial granular sludge process: A game changer of future municipal wastewater treatment? Sci. Total Environ. 2021, 752, 141957. [Google Scholar] [CrossRef] [PubMed]
- Hilares, R.T.; Bustos, K.A.G.; Vera, F.P.S.; Andrade, G.J.C.; Tanaka, D.A.P. Acid precipitation followed by microalgae (Chlorella vulgaris) cultivation as a new approach for poultry slaughterhouse wastewater treatment. Bioresour. Technol. 2021, 335, 125284. [Google Scholar] [CrossRef]
- Azam, R.; Kothari, R.; Singh, H.M.; Ahmad, S.; Ashokkumar, V.; Tyagi, V. Production of algal biomass for its biochemical profile using slaughterhouse wastewater for treatment under axenic conditions. Bioresour. Technol. 2020, 306, 123116. [Google Scholar] [CrossRef] [PubMed]
- Akizuki, S.; Cuevas-Rodríguez, G.; Toda, T. Microalgal-nitrifying bacterial consortium for energy-saving ammonia removal from anaerobic digestate of slaughterhouse wastewater. J. Water Process. Eng. 2019, 31, 100753. [Google Scholar] [CrossRef]
- Alfonso, P.; Lee, J.; Bussemaker, M.; Chadeesingh, R.; Jones, C.; Oakley, D.; Saroj, D. A combined activated sludge-filtration-ozonation process for abattoir wastewater treatment. J. Water Process. Eng. 2018, 25, 157–163. [Google Scholar] [CrossRef]
- Bustillo-Lecompte, C.F.; Mehrvar, M. Treatment of actual slaughterhouse wastewater by combined anaerobic–aerobic processes for biogas generation and removal of organics and nutrients: An optimization study towards a cleaner production in the meat processing industry. J. Clean. Prod. 2017, 141, 278–289. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Haralambous, K.J. Minimal Liquid Discharge (MLD) and Zero Liquid Discharge (ZLD) strategies for wastewater management and resource recovery—Analysis, challenges and prospects. J. Environ. Chem. Eng. 2020, 8, 104418. [Google Scholar] [CrossRef]
- Viitasaari, M.; Jokela, P.; Heinänen, J. Dissolved air flotation in the treatment of industrial wastewaters with a special emphasis on forest and foodstuff industries. Water Sci. Technol. 1995, 31, 299–313. [Google Scholar] [CrossRef]
- Huggins, T.; Fallgren, P.H. Energy and Performance Comparison of Microbial Fuel Cell and Conventional Aeration Treating of Wastewater. J. Microb. Biochem. Technol. 2013. [Google Scholar] [CrossRef] [Green Version]
- Vera, I.; Sáez, K.; Vidal, G. Performance of 14 full-scale sewage treatment plants: Comparison between four aerobic technologies regarding effluent quality, sludge production and energy consumption. Environ. Technol. 2013, 34, 2267–2275. [Google Scholar] [CrossRef] [PubMed]
- Siatou, A.; Manali, A.; Gikas, P. Energy Consumption and Internal Distribution in Activated Sludge Wastewater Treatment Plants of Greece. Water 2020, 12, 1204. [Google Scholar] [CrossRef]
- Haberkern, B.; Maier, W.; Schneider, U. Steigerung der Energieeffizienz auf Kommunalen Kläranlagen; 2008; Available online: https://www.umweltbundesamt.de/sites/default/files/medien/publikation/long/3347.pdf (accessed on 1 October 2021).
- Zhao, R.; Porada, S.; Biesheuvel, P.; van der Wal, A. Energy consumption in membrane capacitive deionization for different water recoveries and flow rates, and comparison with reverse osmosis. Desalination 2013, 330, 35–41. [Google Scholar] [CrossRef]
- Ali, A.; Tufa, R.A.; Macedonio, F.; Curcio, E.; Drioli, E. Membrane technology in renewable-energy-driven desalination. Renew. Sustain. Energy Rev. 2018, 81, 1–21. [Google Scholar] [CrossRef]
- Miklos, D.B.; Remy, C.; Jekel, M.; Linden, K.G.; Drewes, J.E.; Hübner, U. Evaluation of advanced oxidation processes for water and wastewater treatment—A critical review. Water Res. 2018, 139, 118–131. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Germany 1 | Germany [18] | BREF [11] | Canada [19] | Brazil [20] | Mean |
|---|---|---|---|---|---|---|---|
| TOC | [mg·L−1] | 700–915 | 100–1200 | 730 | |||
| TN | [mg·L−1] | 237–440 | 150–500 | 40–300 | 50–841 | 62–313 | 300 |
| COD | [mg·L−1] | 2100–3193 | 2000–8000 | 1000–5000 | 1250–15,900 | 2790–5520 | 4700 |
| BOD5 | [mg·L−1] | 700–1100 | 1000–3000 | 500–2500 | 610–4635 | 1558–2988 | 1900 |
| TP | [mg·L−1] | 80–120 | 5–50 | 25–200 | 80 | ||
| TSS | [mg·L−1] | 1920–2960 | 1000–2000 | 300–2800 | 1800 | ||
| PH | 6.3–6.9 | 6.0–9.0 | 4.90–8.10 | 6.8–7.8 | 7 | ||
| TN:COD | TOC:TSS | BOD5:COD | TSS:COD | TN:TOC | |||
| 0.06 | 0.4 | 0.4 | 0.4 | 0.4 |
| Keyword | Science Direct | Web of Science | Google Scholar |
| aerobic | 1336 | 70 | 10,500 |
| anaerobic | 2273 | 311 | 21,400 |
| biological treatments | 2333 | 122 | 20,400 |
| dissolved air flotation | 327 | 7 | 9010 |
| meat | 1218 | 101 | 10,500 |
| membrane separation process | 794 | 3 | 19,600 |
| physicochemical treatments | 697 | 30 | 17,300 |
| recycling | 1405 | 47 | 11,100 |
| reuse | 963 | 54 | 9200 |
| zero-liquid discharge | 350 | 0 | 197 |
| Keyword after 2017 | Science Direct | Web of Science | Google Scholar |
| aerobic | 602 | 27 | 4490 |
| anaerobic | 1086 | 143 | 9970 |
| biological treatments | 1133 | 55 | 15,000 |
| dissolved air flotation | 132 | 2 | 2540 |
| meat | 572 | 57 | 4570 |
| membrane separation process | 433 | 2 | 10,600 |
| physicochemical treatments | 447 | 19 | 8190 |
| recycling | 685 | 22 | 4940 |
| reuse | 541 | 27 | 4440 |
| zero-liquid discharge | 180 | 0 | 121 |
| Parameter | Unit | Category 1 [22,26] Wastewater Discharge | Category 2 [23] Process Water Reuse | Category 3 [26] Cleaning Water | Category 3 [27] Boiler Feed Water | Category 4 [25] Agricultural Irrigation |
|---|---|---|---|---|---|---|
| BOD5 | [mg·L−1] | 25 | <1 | - | - | 10 |
| COD | [mg·L−1] | 110 | 5 | - | - | - |
| TN | [mg·L−1] | 18 | - | - | - | - |
| Nitrate | [mg·L−1] | - | 50 | - | - | - |
| TOC | [mg·L−1] | - | - | - | <0.5 | - |
| TP | [mg·L−1] | 2 | - | - | - | - |
| TSS | [mg·L−1] | - | - | - | - | 10 |
| Oxygen | [mg·L−1 O2] | - | - | - | <0.02 | - |
| E. coli | (cfu· 100 mL−1) | - | <0 | <0 | - | 10 |
| Legionella spp. | (cfu· L−1) | - | - | <1000 | - | 1000 |
| Turbidity | [NTU] | - | 10 | 5 | - | 5 |
| Conductivity | [µS·cm−1] | - | 2500 | - | ≤30 | - |
| pH | - | 6.5–9.5 | - | 9.2–9.5 | - |
| Parameter | Unit | EU [29] | USA [30] | China [31] |
|---|---|---|---|---|
| BOD5 | [mg·L−1] | 25 | 16–26 | 30 |
| COD | [mg·L−1] | 125 | n.a. | 100 |
| TN | [mg·L−1] | 10–15 | 4–8 | 15 |
| TOC | [mg·L−1] | n.a. | n.a. | n.a. |
| TP | [mg·L−1] | 1–2 | n.a. | 0.5 |
| TSS | [mg·L−1] | 35–60 | 20–30 | n.a. |
| Treatment Technology | Removal Efficiencies | Energy Consumption | Reference |
|---|---|---|---|
| Electrocoagulation (EC) | TSS: 89% | 4.2 kWh·m−3 | [69] |
| (PSHWW: 3000 mg COD·L−1) | Turbidity: 90% | ||
| BOD: 86% | |||
| FOG: 99% | |||
| Peroxy-electrocoagulation | COD: 95% | 20.5 kWh·m−3 | [64] |
| (PSHWW: 8800 mg COD·L−1) | |||
| Anodic oxidation | COD: 100% | 170 kWh·m−3 | [66] |
| (PSHWW: 1370 mg COD·L−1) | |||
| Oxidation/reduction (EOR) | COD: 97% | 185 kWh·m−3 | [68] |
| Electrocoagulation (EC) | COD: 89% | 13 kWh·m−3 | [68] |
| Hybrid system EOR + EC | COD: 96% | 90 kWh·m−3 | [68] |
| Hybrid system EC + EOR | COD: 98% | 88 kWh·m−3 | [68] |
| Parameter | Unit | DAF-SMBR [72] | Centrifuge-UF-RO [55] | SBR-UF-RO [56] | DAF-AS-O3 [83] | ABR-AS-UV/H2O2 [5] | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Inlet | Outlet | Inlet | Outlet | Inlet | Outlet | Inlet | Outlet | Inlet | Outlet | ||
| COD | [mg·L−1] | 2000 | 10 | 7970 | <10 | 5100 | 4 | 1800 | 130 | 1950 | 0.4 |
| BOD5 | [mg·L−1] | - | - | - | - | - | - | 650 | 12 | 1400 | - |
| TSS | [mg·L−1] | 1450 | n.d. | 2760 | n.d. | - | - | 250 | 3 | 750 | 0.8 |
| TN | [mg·L−1] | 550 | - | - | - | 340 | 25 | 225 | 115 | 200 | <8 |
| PO3−4 | [mg·L−1] | 23 | - | - | - | - | - | - | - | - | - |
| Conductivity | [µS·cm−1] | - | - | 2750 | 94 | 2790 | 170 | - | - | - | - |
| Parameters | Unit | Raw Wastewater | SBR | UF | NF | RO |
|---|---|---|---|---|---|---|
| COD | [mg·L−1] | 5100 | 116 | 13 | <1 | 4 |
| TC | [mg·L−1] | 358 | 67 | 46 | 8 | 8 |
| IC | [mg·L−1] | 122 | 39 | 32 | 4 | 3 |
| DOC | [mg·L−1] | 236 | 29 | 7 | 5 | 4 |
| TN | [mg·L−1] | 340 | 93 | 95 | 20–90 | 25 |
| Conductivity | [µS·cm−1] | 2790 | 1111 | - | 167 | 167 |
| Process | Electrical Energy Consumption | Unit | Reference |
|---|---|---|---|
| Dissolved air flotation | 0.03 | kWh·m−3 | [86] |
| 0.05–0.30 | kWh·m−3 | [18] | |
| Aerobic activated sludge treatment | 0.62 | kWh·m−3 | [87] |
| 0.49–0.71 | kWh·m−3 | [88] | |
| 0.61 | kWh·m−3 | [89] | |
| 0.45–1.50 | kWh·m−3 | [18] | |
| Ultrafiltration | 0.10–0.16 | kWh·m−3 | [90] |
| Reverse osmosis | 0.50–0.75 | kWh·m−3 | [91] |
| 0.75–0.80 | kWh·m−3 | [92] | |
| Advanced oxidation processes (UV/H2O2) | 0.50–0.68 | kWh·m−3 | [93] |
| Electrochemical oxidation | 10.0–14.0 | kWh·m−3 | [93] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Philipp, M.; Masmoudi Jabri, K.; Wellmann, J.; Akrout, H.; Bousselmi, L.; Geißen, S.-U. Slaughterhouse Wastewater Treatment: A Review on Recycling and Reuse Possibilities. Water 2021, 13, 3175. https://doi.org/10.3390/w13223175
Philipp M, Masmoudi Jabri K, Wellmann J, Akrout H, Bousselmi L, Geißen S-U. Slaughterhouse Wastewater Treatment: A Review on Recycling and Reuse Possibilities. Water. 2021; 13(22):3175. https://doi.org/10.3390/w13223175
Chicago/Turabian StylePhilipp, Maximilian, Khaoula Masmoudi Jabri, Johannes Wellmann, Hanene Akrout, Latifa Bousselmi, and Sven-Uwe Geißen. 2021. "Slaughterhouse Wastewater Treatment: A Review on Recycling and Reuse Possibilities" Water 13, no. 22: 3175. https://doi.org/10.3390/w13223175
APA StylePhilipp, M., Masmoudi Jabri, K., Wellmann, J., Akrout, H., Bousselmi, L., & Geißen, S. -U. (2021). Slaughterhouse Wastewater Treatment: A Review on Recycling and Reuse Possibilities. Water, 13(22), 3175. https://doi.org/10.3390/w13223175