3.1. Inherent Safety Analysis
The results are presented for the Chemical Inherent Safety Index ( and Process Inherent Safety index (.
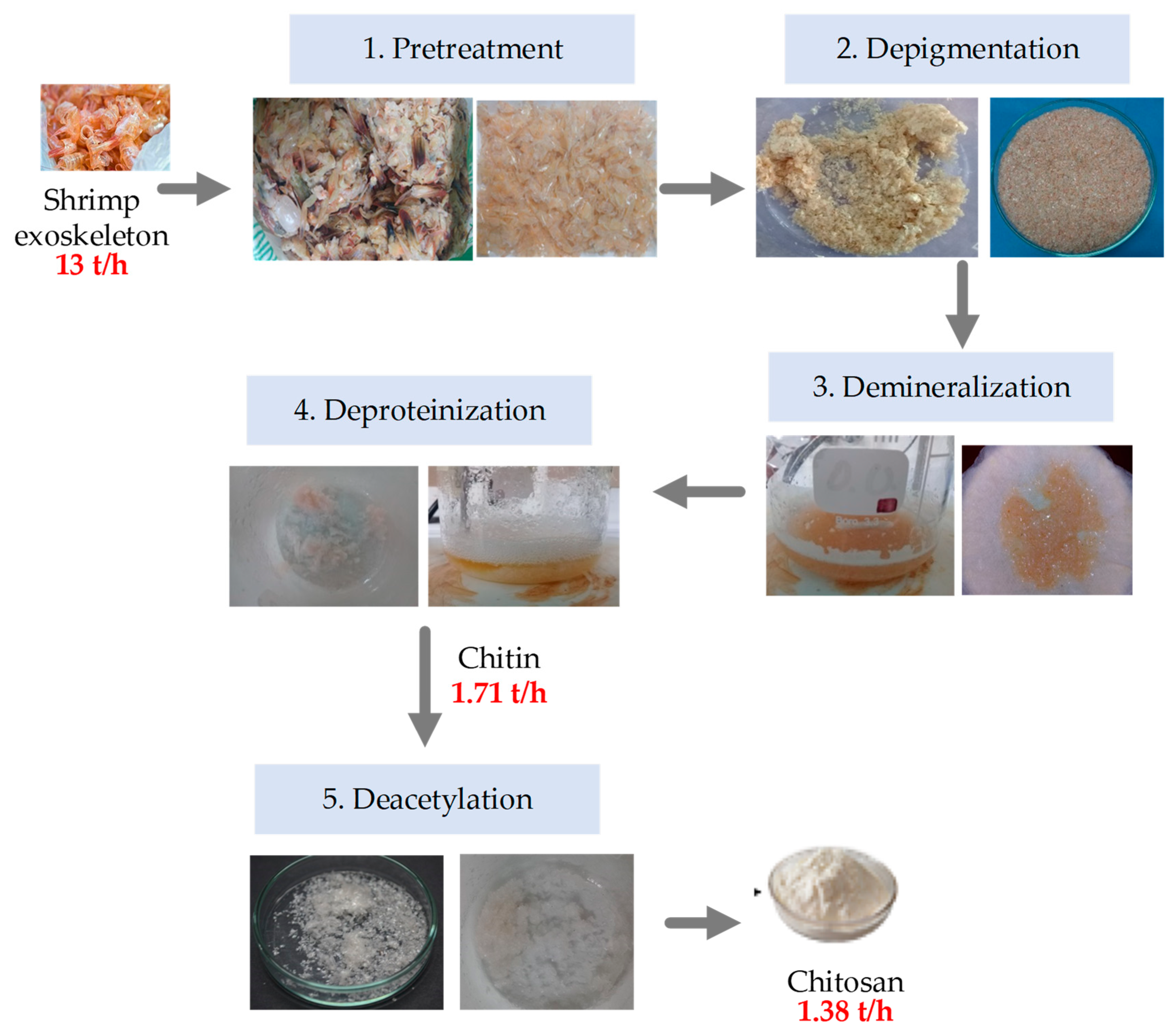
The reactivity subindices are estimated by the exothermic grade of the main and side reactions. In the chitosan production system, main reactions take place in the demineralization, deproteinization, and deacetylation units, while the side reactions occur in the neutralization stages.
Table 2 shows the chemical reactivity subindices assigned for deacetylation and neutralization stages.
The chemical interaction subindex
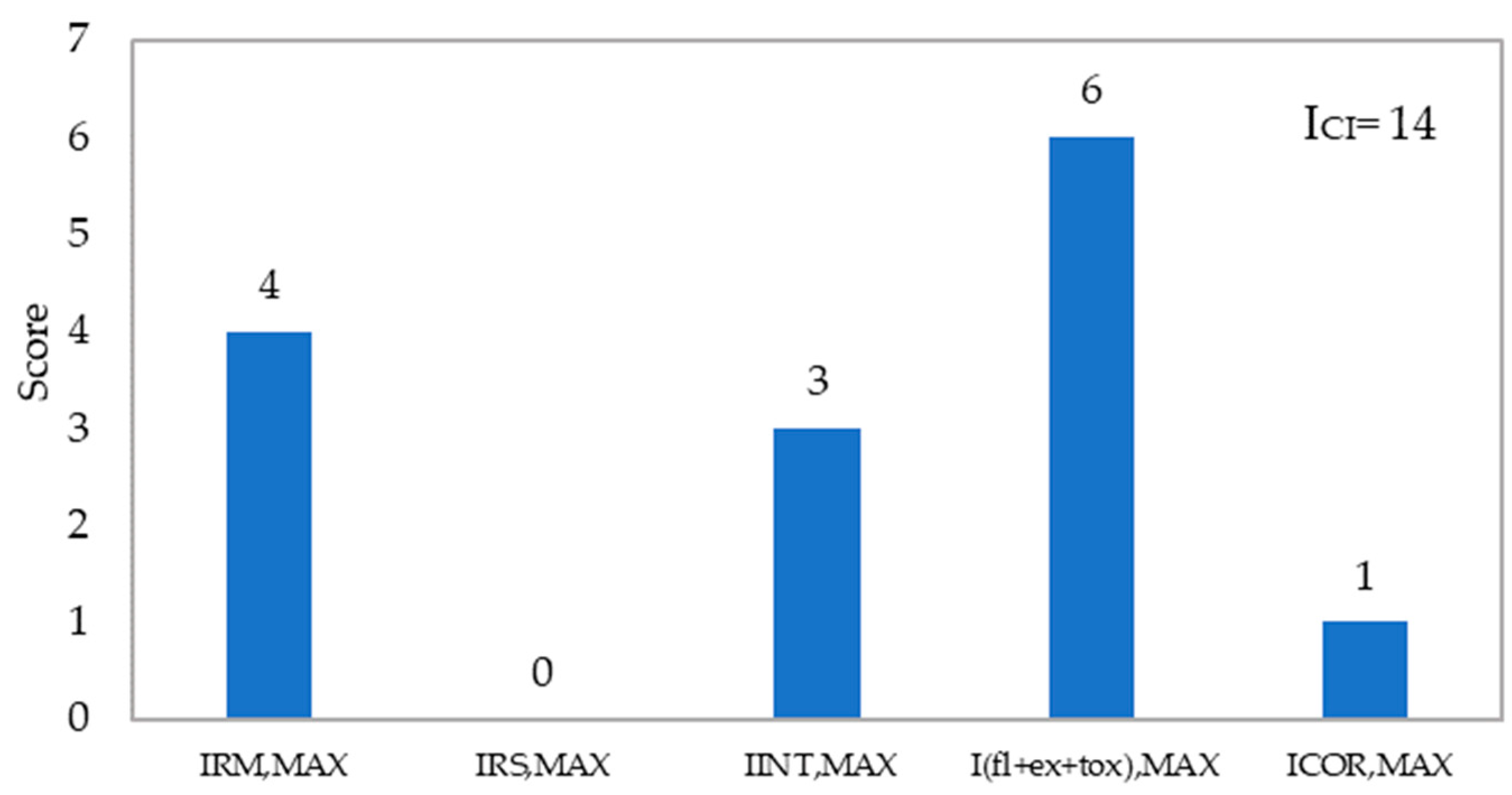
refers to the chemical reactivity between substances in the plant including air or water. In this case, the worst chemical interaction involves the formation of flammable gases. Calcium chloride is present in the process, and upon contact with water, flammable vapors are released. Based on these possible scenarios, a score of 3 was assigned to this factor. The subindex of dangerous chemical substances is calculated for each component with information related to flammability, toxicity, and explosiveness properties. The flashpoint, TLV (8-h Threshold Limit Value), and explosive limits were gathered from safety data sheets. Among all the substances present in the chitosan production from shrimp exoskeleton, ethanol employed in the depigmentation stage achieves the highest value in the general danger subindex; therefore, it is the most dangerous substance within the process. Other substances within the process showed to be safe due to their non-flammability, non-toxicity, and non-explosiveness nature.
Table 3 shows the results obtained for the dangerous substance safety subindex.
On the other hand, the corrosivity subindex evaluates the type of equipment construction material according to the substances handled; this parameter is defined considering the requirements for processing units.
Table 4 lists a description of the equipment used for chitosan production. Stainless steel was considered as the main construction material due to the presence of corrosive substances in different stages (e.g., chlorides and sodium hydroxide). Therefore, a score of 1 is assigned to this subindex. The inherent chemical inherent safety index was estimated at 14 as depicted in
Figure 4.
The process inherent safety index requires information associated with operating conditions, inventory, equipment type, and process structure. The temperature and pressure subindices were determined according to the maximum temperature and pressure achieved by the system. The maximum temperature is reached in the deacetylation stage, where the reactor operates at 110 °C, and consequently, a score of 1 was assigned. Further, the operational pressure was kept at atmospheric (101.32 kPa), which represents a no risky condition. The inventory subindex measures the mass contained in any process equipment (tanks, reactors, mixers, and others) for a hydraulic retention time of 1 h [
38]. A total inventory of 1500 tones was calculated for the inside battery limits; the outside battery limits were not considered in the inventory calculation due to the main processing units belongs to Isbl. A score equal to five was assigned to the inventory subindex.
Another important parameter for calculating the inherent safety of the process is the equipment safety subindex. Based on the features of the equipment reported in
Table 4,
is assigned according to the most dangerous operational equipment. In this process, the reactors and dryers are the equipment with the highest potential risks; therefore, a value of two is assigned for this subindex. Finally, the safe structure subindex is determined by considering historical data and reports from heuristics and engineering experience of well-known processes [
38]. However, there is no historical information related to the safety of a chitosan production process from shrimp exoskeleton, hence a neutral position is assumed. A score of two is assigned for this subindex which refers to novel or emerging large-scale processes. The process safety index was calculated at 11 as shown in
Figure 5.
As shown in
Table 5, the total inherent safety index was 25. According to Heikkilä [
15], processes with
higher than 24 are considered unsafe. These results reveal that the chitosan production from shrimp exoskeleton is inherently unsafe. The main process chemical risks were found in the depigmentation stage during ethanol storage, transport, and handling because of its high flammability, and in the deacetylation stage, given the exothermic reaction that takes place. Besides, the process handles large amounts of materials representing a stressed factor for the safety of the plant; inventory is a major critical and risky operational variable.
Comparing these results with those obtained for a levulinic acid production process via acid-catalyzed (
[
38] and a bioethanol production process (
[
39], it was found that the process under study has a lower safety performance. Although substances of equal risk potential such as ethanol are involved and exothermic reactions are performed, these two processes handle lower inventories. For the chitosan production from shrimp exoskeleton, it is recommended to evaluate the use of less dangerous solvents in the depigmentation stage or to establish strategies for its safe handling. Both depigmentation and deacetylation stages require design modifications that minimize the risk associated with explosions or fires [
40].
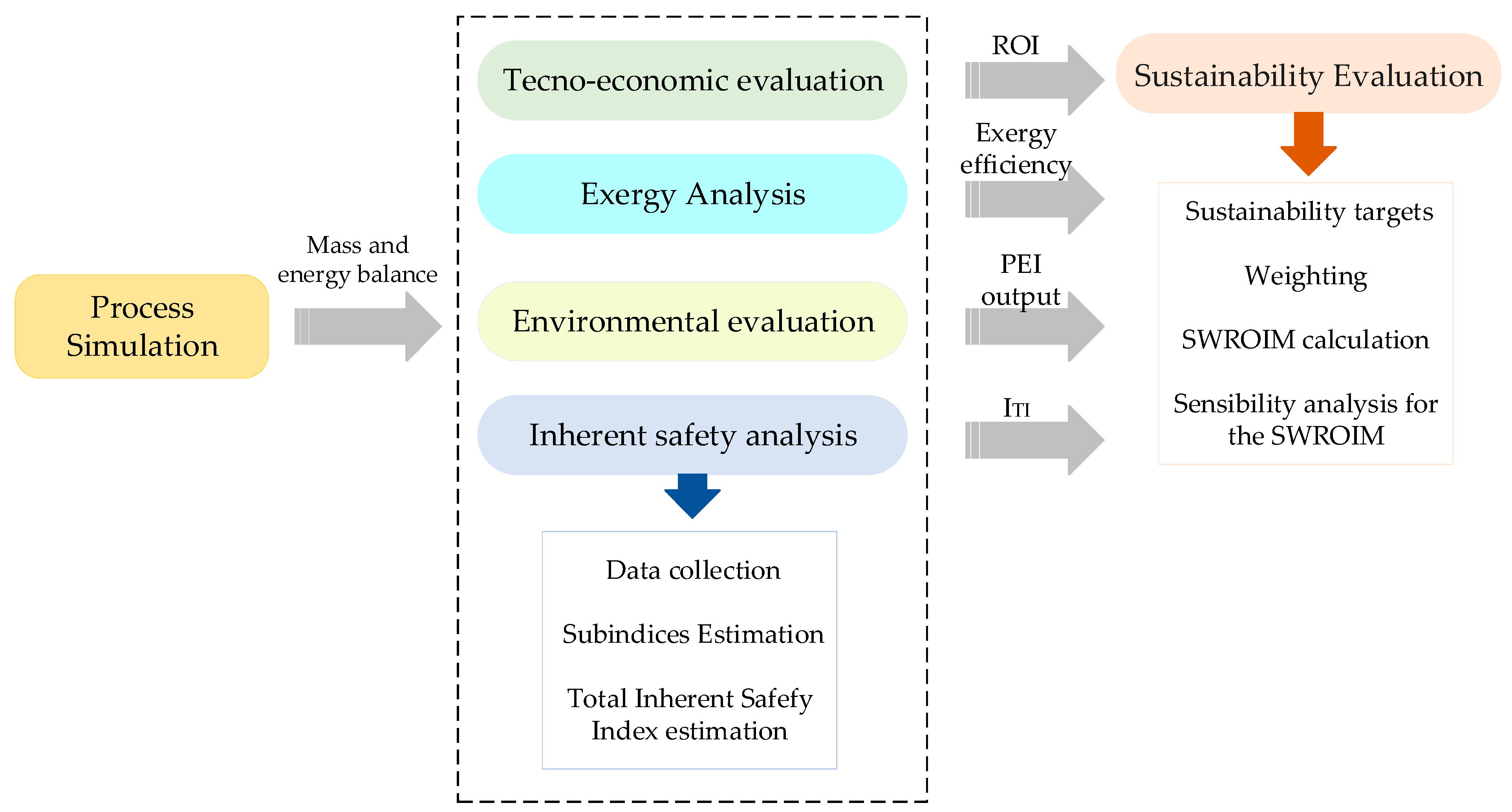
3.2. Sustainability Evaluation
Sustainability is evaluated considering the following sustainability indicators: return on investment, the total inherent safety index, the exergy efficiency, and the total PEI output.
The %ROI for chitosan production was gathered from the techno-economic sensitivity analysis developed by Cogollo-Herrera et al. [
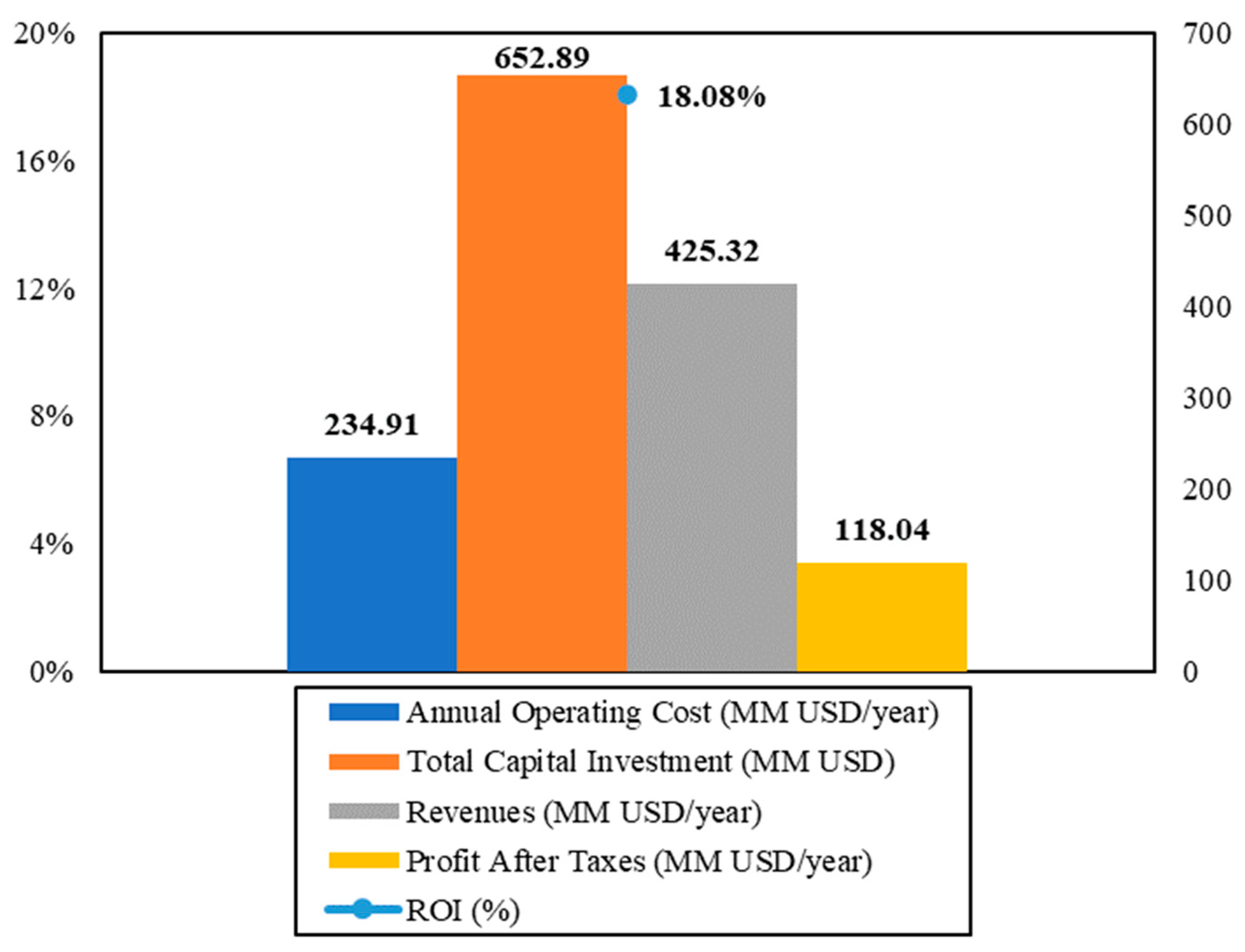
14]. The techno-economic sensitivity evaluation was carried out considering the United States dollar (USD) as the official currency, the useful life of the plant equal to 15 years, salvage value of 10%, construction time of three years, 20 USD/h for the salary per operator, a discount rate of 8.7%, and a percentage of the contingency of 20%. The key results are shown in
Figure 6. According to the results, the %ROI of 18.08% reveals that the process is economically attractive. However, this process reported lower %ROI compared to those achieved for a shrimp-based biorefinery (65.88%) [
25] and a process for crude palm and kernel oil production (41.16%) [
41]. Gómez-Ríos et al. [
42] also performed the techno-economic analysis of chitosan production from shrimp wastes. The authors obtained an internal rate of return of 25.5% for a batch processing of 1 t/cycle of fresh shrimp waste. From the techno-economic sensitivity analysis, it is possible to implement improvements that include increasing the selling price of chitosan and reducing operating costs.
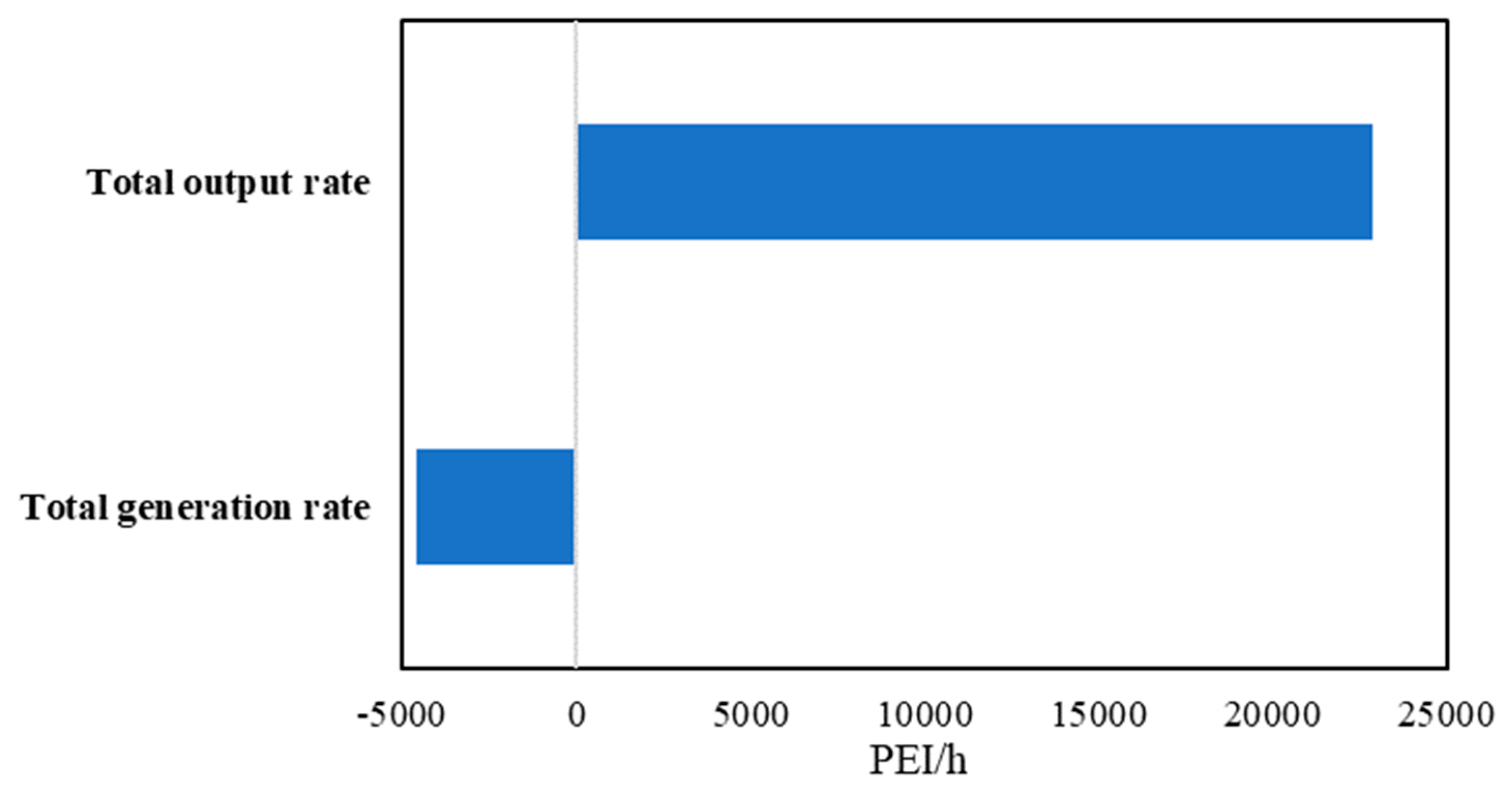
The potential environmental impact output was gathered from the environmental analysis performed by Meramo-Hurtado et al [
13]. The key data and assumptions used in the environmental assessment include the use of oil and the evaluation of energy and product stream contributions. As shown in
Figure 7, the process is friendly to the environment due to the negative rates of total PEI generation. The potential environmental impact output reached around 22,466.46 PEI/h.
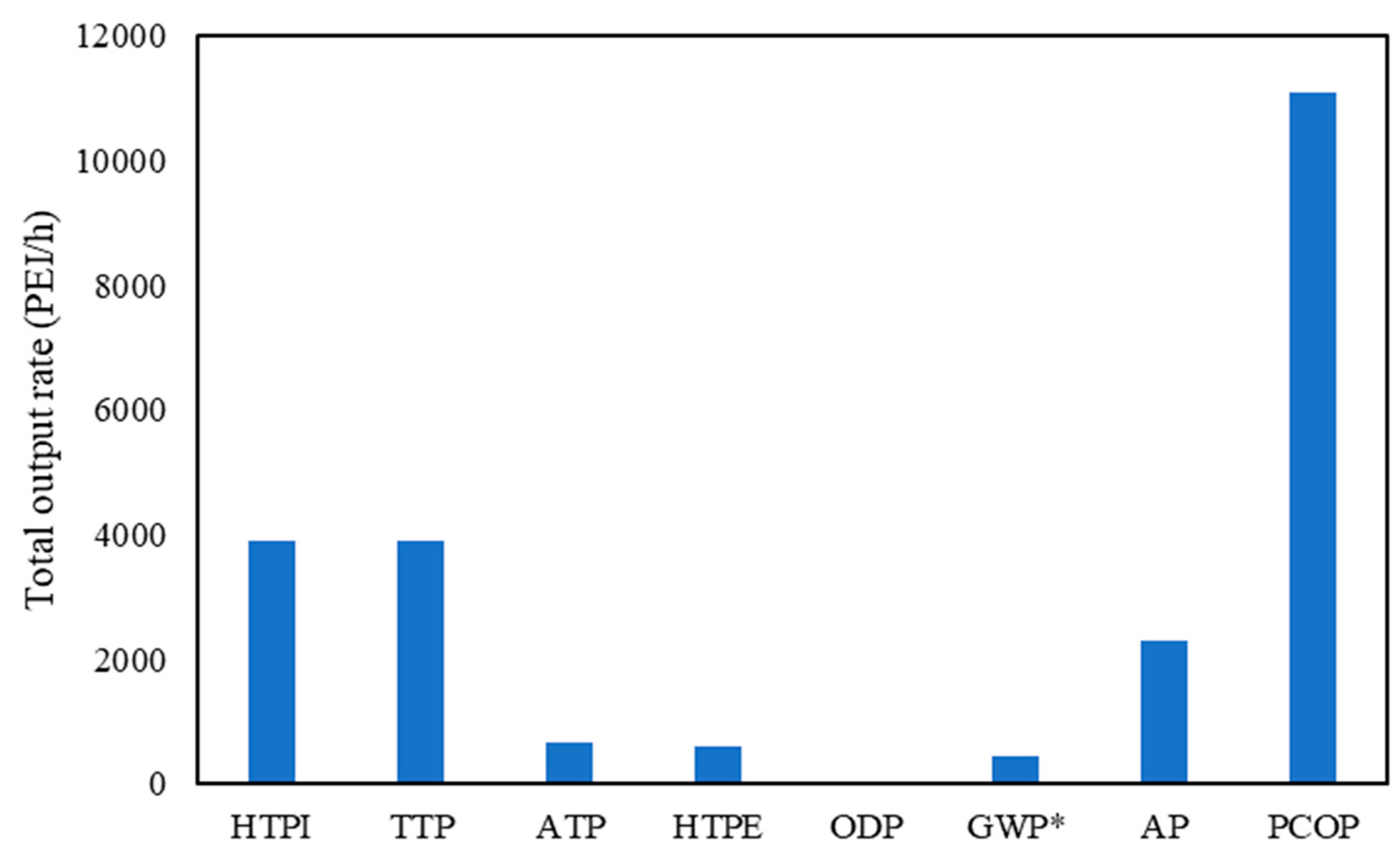
Figure 8 depicts the output rate of PEI per impact category. Human toxicity potential by ingestion (HTPI), terrestrial toxicity potential (TTP), and photochemical oxidation potential (PCOP) were the impact categories that most contributed to the total PEI output due to the use of toxic chemicals such as ethanol, HCl, and NaOH in output streams. The global warming potential (GWP) was the second lowest value with 4.46 PEI/h.
The exergy analysis revealed that the process leads to large amount of irreversibilities due to the high exergy of wastes (1,008,733.92 MJ/h). As shown in
Figure 9, the overall exergy efficiency (4.58%) revealed inefficiencies in the system. From the energy viewpoint, it is recommended to implement technical improvements in the most critical stages (depigmentation and deacetylation). Improvements include the recovery of astaxanthin and residual ethanol, along with the heat released in the deacetylation reaction.
The SWROIM is applied to evaluate the sustainability of the chitosan production process from shrimp exoskeletons. The target value for the inherent safety index was considered as 24 because it describes processes with neutral performance in terms of inherent risks. ITI equal to or lower than 24 is achieved by eliminating the most hazardous chemicals and the riskiest operations within the process.
For exergy efficiency, a target value was set at 90%. In a chemical process, the destruction of exergy could be avoided through the recovery of wastes and energy released in the different stages. These strategies increase the efficiency towards desired outcomes. Environmental impact reduction enables the development of sustainable processes; for chitosan production, a reduction of 50% of the PEI output is considered as a targeting. Through the recovery of the output streams which contain environmentally harmful substances, the potential environmental impact emitted to the media can be reduced. The weights
,
and
are considered equal to one, assuming same importance of environmental conservation, reduction in energy consumption, and risk mitigation in the development of sustainable processes.
Table 6 shows the indicators, target indicators, and weighting factors associated with each technical parameter.
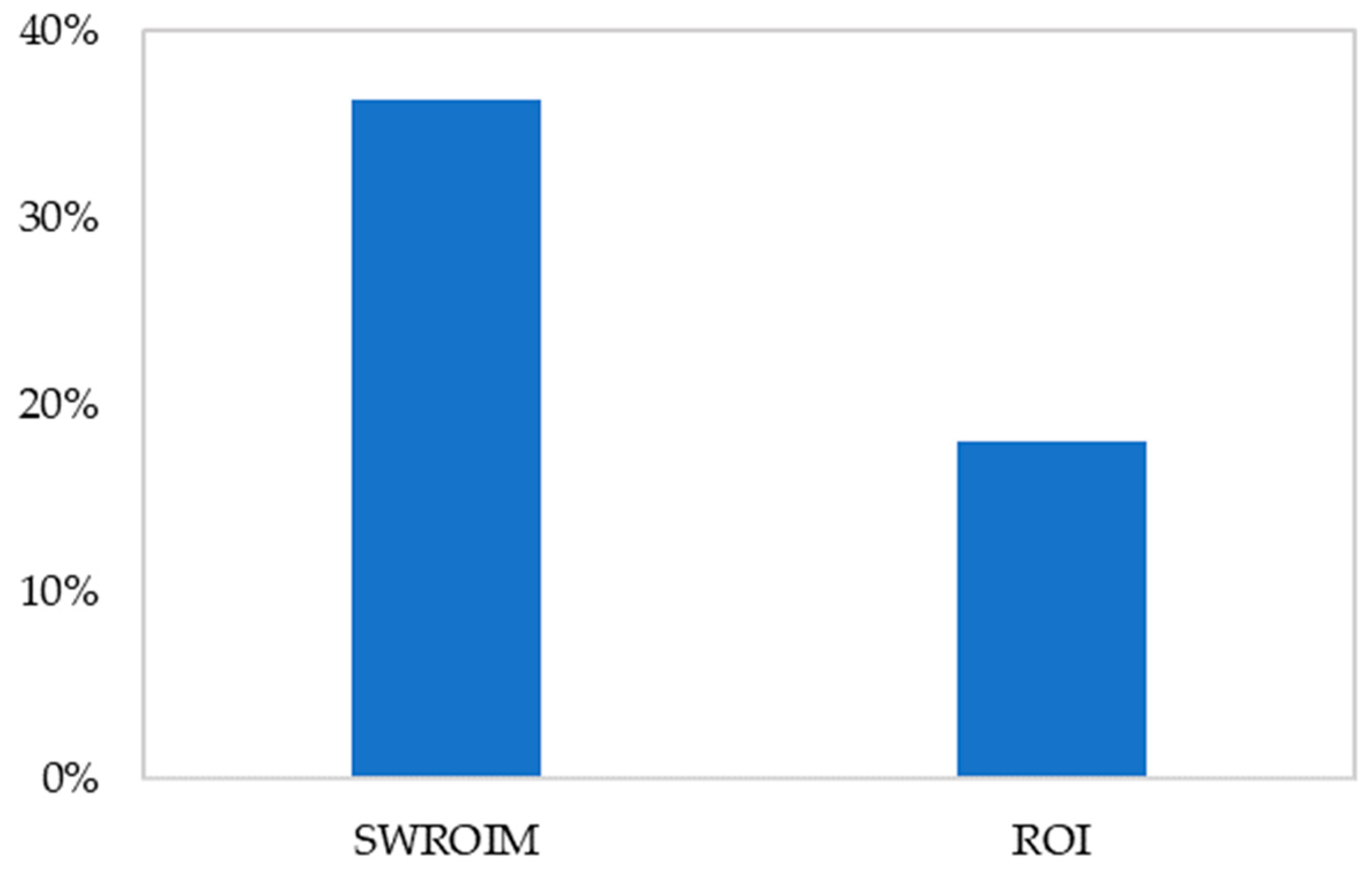
The results for the sustainability evaluation of this case study are depicted in
Figure 10. The project achieved a sustainable performance of 36.33% which is higher than the value obtained for the return on investment (18.08%). This result suggest that the evaluated technical parameter had positive effects that yield the economic performance of the plant. Notably, there is a positive contribution associated with the reduction of total PEI output, an increase in exergy efficiency, and a reduction of inherent process risks. The chitosan production has a higher sustainable performance compared to the SWROIM (27.29%) of a lignocellulosic multi feedstock biorefinery, where economic, safety, energy, and environmental parameters were evaluated [
18].
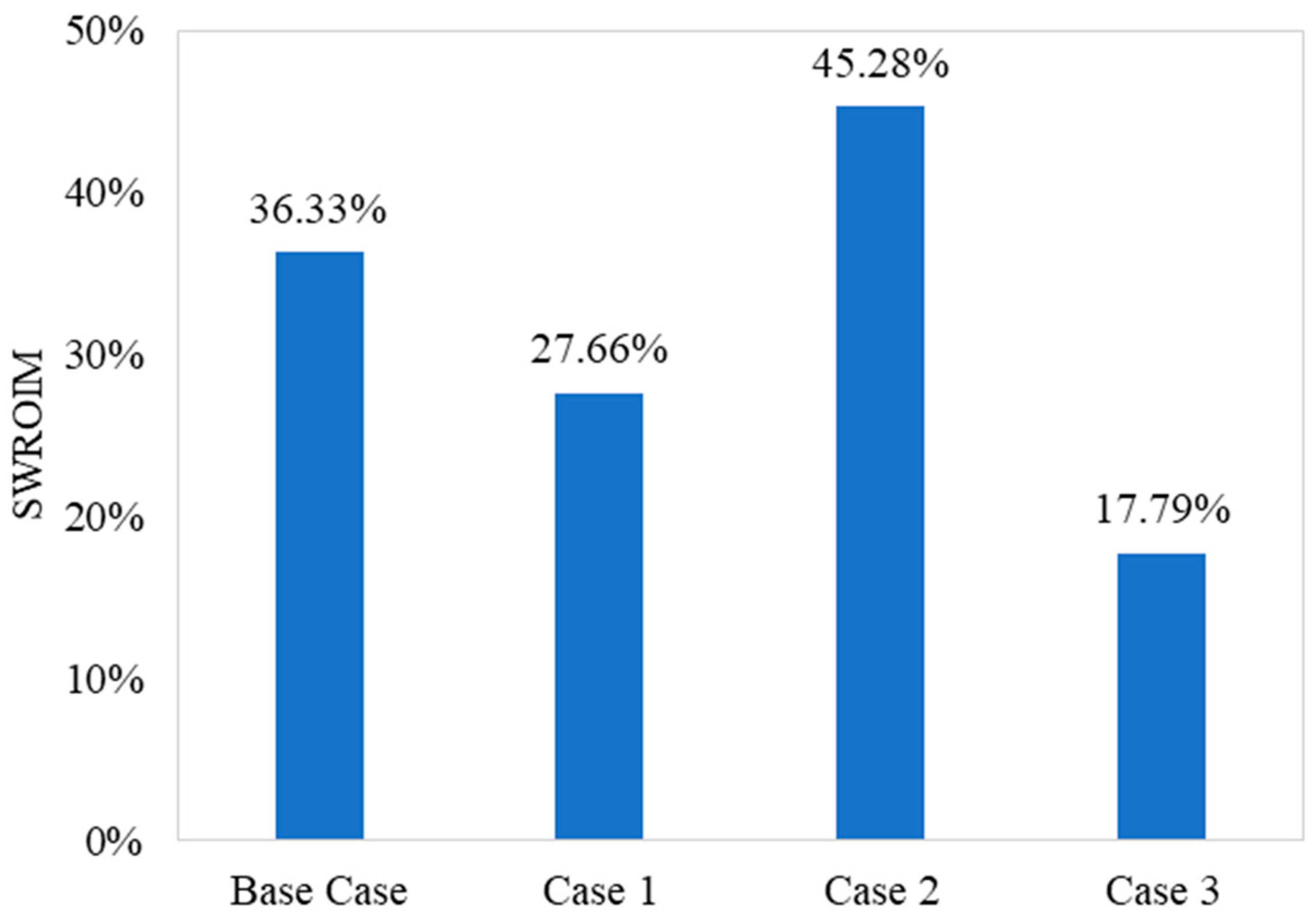
To evaluate the effect of each technical parameter on the SWROIM, a sensibility analysis was performed by modifying the weighting factors. Three case studies were considered:
Case 1: ; and
Case 2. ; and
Case 3. ; and
As shown in
Figure 11, environmental parameter most contributed to SWROIM metric, considering the economic and environmental factor of equal relevance. The highest value is obtained (45.28%) given that the environmental conditions of the process are favorable. On the other hand, the safety indicator showed to lower contribution to the SWROIM. For future studies, other technical parameters can be included depending on process nature such as green solvent consumption to broaden the sustainability analysis.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}